

Почему я люблю свою работу?
Ну, во-первых это красиво. :)
Показать полностью
1
Ну, во-первых это красиво. :)
Хеллоу, амигос.
Возникла задача - согнать 5-6мм. с плиты для 3Д-принтора. Она сделана из алюминия, толщина 12,5 мм. но столько толщины человеку не нужно, т.к. она греется вечность. Вощем надо согнать лишний жирок к лету. :)
В принципе, у меня есть офигенная летучка для универсального 679 фрезера, но плита имеет размеры типа 340х350 или как-то так. А у старых фрезеров стол такого хода не имеет. Поэтому придётся делать на ЧПУ-портальном, у которого поле порядка 0,5х1,0 метра.
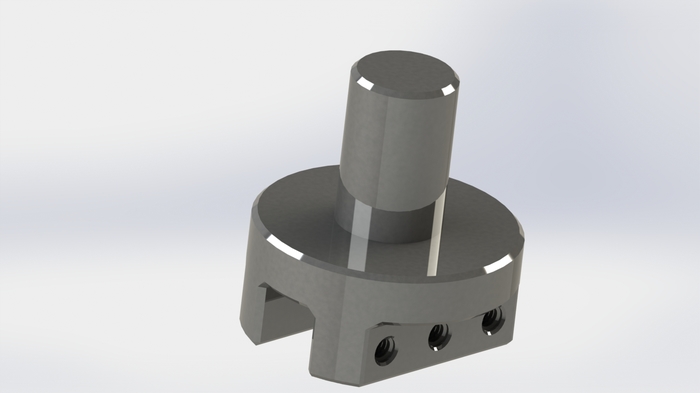
Ессесно, начинаем с моделирования и чертежатины.
Под станком намутил кусок железия 40Х, каковой незамедлительно распилил на ленточке в размер +2мм припуск под обработку торцев.
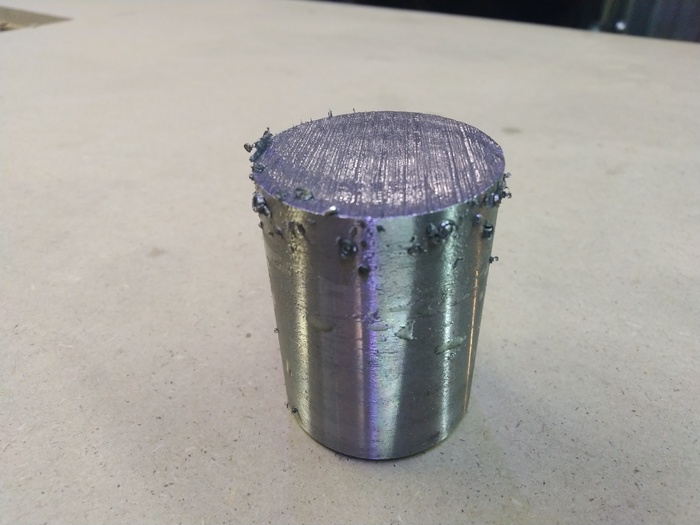
Немного токарной магии и... цанга ER20 Ф1\2" заходит чудесненько.

Окей. Время кастануть пару фрезерных заклинаний:

Подачи крутятся, бабосы мутятся. :) В итоге, через полчаса в чаду кипящего масла тадааам:
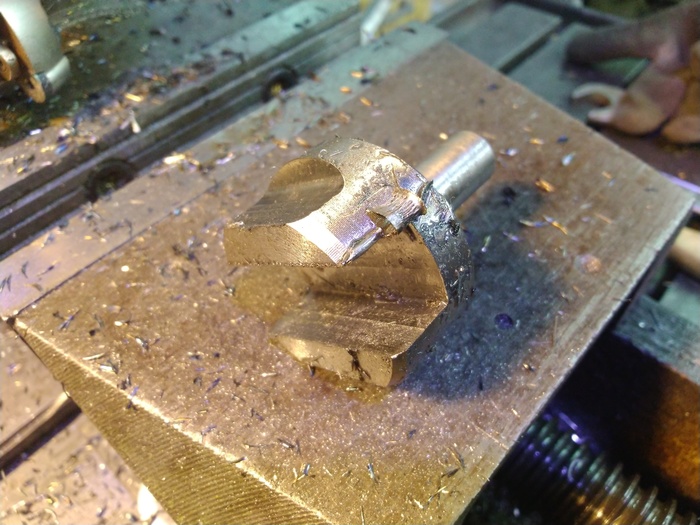
Время шлифовать, сверлить и резать резьбу. Самое сложное в сверлении всяких кривулек - намутить подкладок, шоб всё на всё опиралось. В данном случае, подкладка это резец.

Нуок, чо. Первый запих инструмента в шпиндель и... вроде нормас:

Так-так... Теперь желательно проверить работоспособность. Поскольку, даже самые смелые ребята опасаются получить в лоб вылетевшим резцом, в качестве экрана устанавливается кусок ДСПшки:

Вжууууух! Зарабоооотало! Обороты 3+ тысячи. Маловато для такого шпинделя. Он ващет до 20 тысяч гонится. Но пока так. Потом попробую поднять до 5.

Хммм, чот рез какой-то странный. Ёба, да у меня же резец не той системы! Во, дурень-то а! Надо правый, а я воткнул левый... Правый это в токарном смысле слова. На нижепредставленной пикче он как раз таки слева. А называется правым он потому, что при работе на токарнике он даёт рез по направлению от передней бабки к задней.

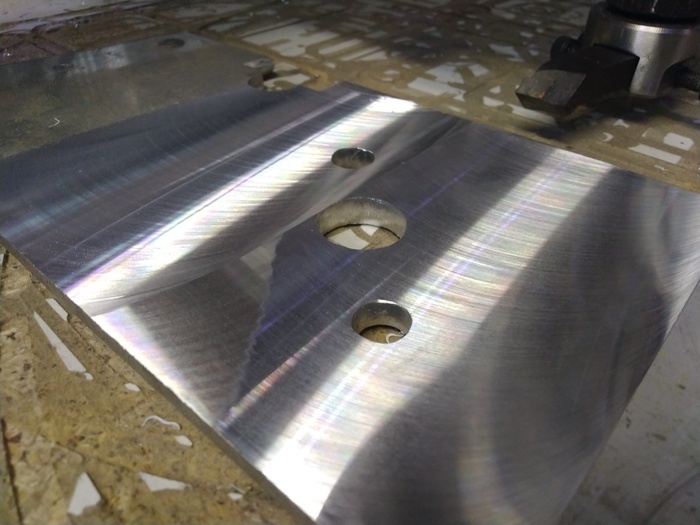
Во, теперь норм. Заколосилось. Тестовый проход по люминию (три, если быть точным) - вполне годняк, ребят!
В итоге что:
1. баланс инструмента крайне важен, в отличии от летучек для традиционных низкооборотистых фрезеров! А тут в любом другом положении резца начинается биение. Это и для станка не круто и на чистоте поверхности сказывается наиговнянейшим образом. В принципе, диаметр летучки получился порядка 100мм. - вполне нормально, я считаю.
2. скорость шпинделя от 2,5 до 3,5 тысяч. И надо будет тестить более высокие скорости. Но чот ссыкотно, честно говоря. Но нужно. У этих шпинделей на таких оборотах момент крайне скромный.
3. съём за проход пробовал до 0,25 мм. чешет без проблем при подаче порядка 0,3 м.\мин. При съёме порядка 0,1 подачу можно развивать до 0,6-0,7. Но чем выше подача, тем ниже чистота получается. Логично, чоуш. Для чистового я бы давал не более 0,4 метров.
Кактатак.
Продолжаю наблюдение, чоуш.
*голосом Регины Дубовицкой*
Ох, уж эти заказчики мои! Юмориииисты!
*голос off*
Короче, ребза, есть люди, которые промеж собой проводят конкурсы на всякое там словотворчество. Ну типа один говорит "аутригер", а другой "имбибиция" И все счастливы. И арретир и афинаж и амбивалентность... Ну вы меня простите, я просто словарь читал только до буквы А.
Короче, этот кружок анонимных лингвистов решил заказать для лауреатов ценные подарки. В виде семигранных чугунных гаек с надписью. Почему гайки? Какое отношение они имеют к лингвистам? Что ваще там происходит - я хз, ребят. Серьёзно. Но слесаришка - он как Дж.Стетхем в фильме "Перевозчик" - делает вовремя, не задавая глупых вопросов и хорошо.
Погнали.
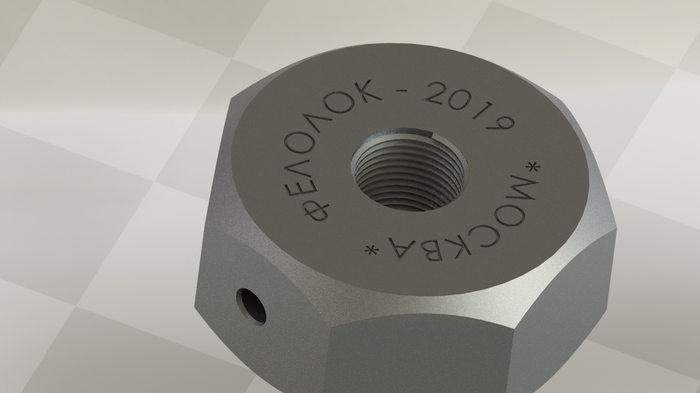
Чтобы добыть из чугунного бревна гаек - надо сперва оседлать САПР и сделать чертежатинку. Вы же не думаете, что лингвисты будут морочиться этой низменной фигнёй?
Далее определяется диаметр заготовки и делаются несложные расчёты:
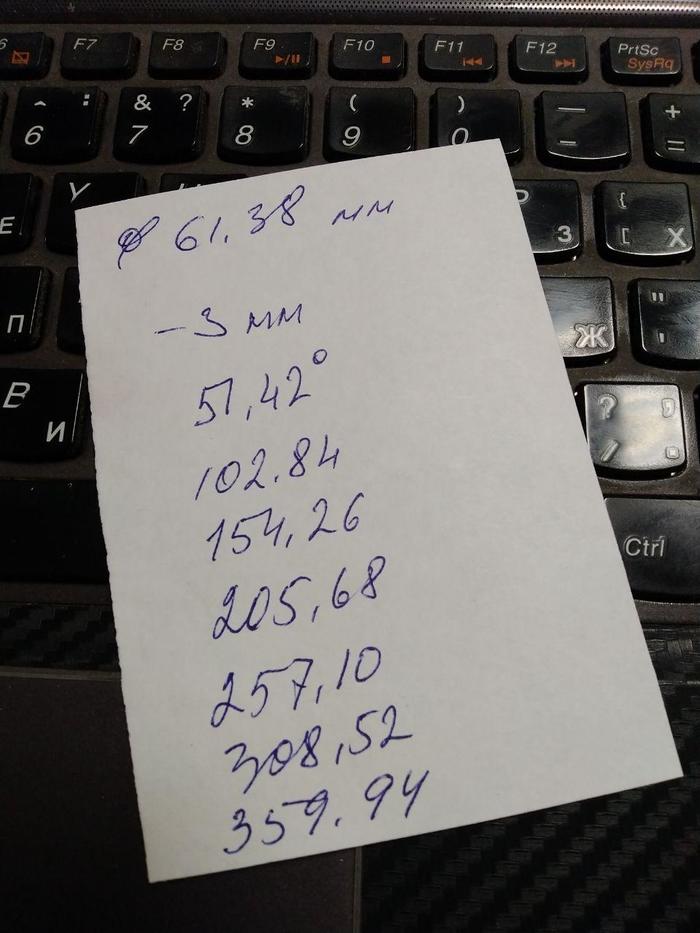
Имея такую базу интеллектуального багажа можно смело делать чо угодно. Например пилить бревно на куски на ленточной пиле.

Ну, осталось, вощемта, понты. :) Начать, да кончить. Кстати, на этапе распиловки я одновременно работал на трёх станках: лента самостоятельно пилит бревно на куски по 32 мм. (толщина гайки - 30мм, 2 мм припуска хватает чтобы на токарнике стесать по 1 мм. со стороны шобы дать и параллельность плоскостей и гладкий внешний вид).
Параллельно с эти фрезер с установленной в делительной головке заготовкой неспешно (54 м.\мин.) грызёт металл, давая грани, а сам за токарником торцую и делаю осевое сверление под дальнейшую резьбу.

Дальше буду рассказывать по хронологии процессов одной гайки, хотя, разумеется, делал их серией. Т.е. сперва все заторцевал и засверлил, потом во всех резьба и т.д. Да, такое количество переустановок отрицательно сказывается на точности. Но это сувенирка... там пофиг. Короче, после резьбования, гайка устанавливается на колёсной шпильке от Урала (резьба М20х1,5) в УДГ (Универсальной делительной головке) и, поворачиваясь на 51-с-чем-то градус даются грани. Сорян, что не в фокусе, но я таки не фотограф же, да? Обратили внимание, небось?

Когда все 7 граней набиты:

гайка устанавливается на аналогичной шпильке в патроне токарного (и даже почти не бьёт!) и торцуется со второй стороны:

А так же снимаются фаски:

Ноооорм, чо. Далее идёт сверление отверстия для подвеса. Ибо данная гаечка будет вешаться на цепи на шею выдающегося фелолога. Или ленгвизда.

Теперь надо отшлифовать грани на лентошлифе и полирнуть это всё хозяйство на полировальном моторе, заряженном скотчбрайтом на 220-600 грит. После чего получается так:

Теперь малышей надо контрольно взвесить. А то ну как кто-то недокормлен! Шутка, каэш. Это я просто ради интереса воспользовался весами, шоб прикинуть, чо-как.

Теперь гайки следует обезжирить и выкупать в кислоте. Я ващет не химик, но читнул в инторнетах, что купание в серной кислоте даёт +5 к атаке. А поскольку литруха кислоты имелась в наличии, дело осталось за малым. За ёмкостью. Для этого пришлось срочно допить односолодовый шмурдяк и отхерачить болгаркой верхушку баттла. Ну как-то так в целом:

Дальше реакция гасится в воде. Ну, разумеется, это временное гайкохранилище. После того, как все выкупались в кислоте, я пошёл к проточной воде и там всё промыл.

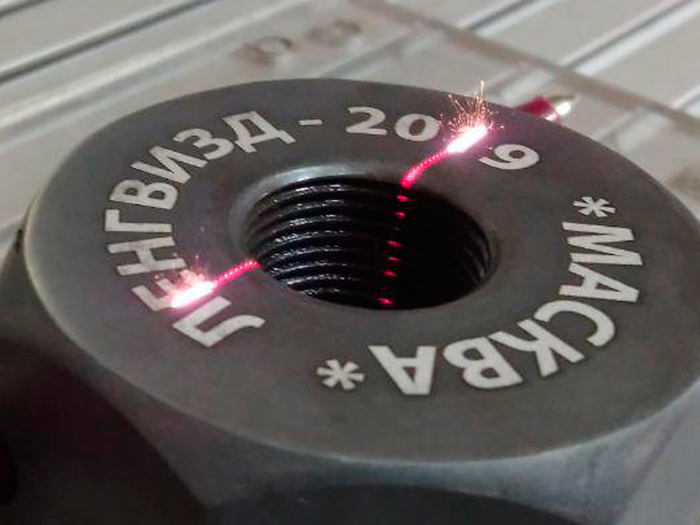
После купания в кислоте, гайки ржавеют прямо на глазах. Поэтому их тут же надо смазывать маслом. Этот процесс схематично не показан. После чего, начинается особая... лазерная магия. Сперва изделие обводится рамкой:

А потом жмякается правой клавишей мыши и даётся команда "сделать збс!". И весёлые искорки таки делают. Это процесс второго отбеливания. Т.е. после первого прохода металл сгорает и место остаётся очень тёмным, а после отбеливания - вот. Светленьким становится.
Ну какбе вот результат... Заказчик вроде доволен. Я - тем более, чо, и проект забавный и денег дали. Хех! Отлично ащще.

И снова третье сентября... Но сегодня не об этом.
В предыдущем посту ( https://pikabu.ru/story/chpu_i_alyuminiy_6120856 ) обещал выложить видео процесса.
И, в этом самом процессе, Остапа понесло, мне стало интересно, как поведёт себя эпоксидная смола в тандема с дюралюминием.
Что получилось можете наблюдать ниже.
Приятного просмотра.
ПыСы
Фрезеровкой и токаркой начал заниматься 2 года назад.
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.








