




Топ 25 электронных наборов для самостоятельной сборки и пайки, найденных на АлиЭкспресс
1) Металлоискатель
Металлоискатель Малыш ФМ – самый простой металлоискатель на сегодняшний день. Ссылка на источник
2) Цифровые часы

Электронный набор "сделай сам" часы с большим экраном и пультиком управления для самостоятельной сборки и пайки деталей. Рабочее напряжение: 5 В (источник питания USB). Рабочий ток: 30-50 мА, Размеры: 23x9x3 см. Стоят такие DIY часы около 2500 руб. ссылка на источник
3) Устройство магнитной левитации

Набор экспериментальный для сборки и пайки DIY устройства магнитной левитации металлических предметов до 300 грамм. Стоит такой примерно 2700 без учета доставки. Ссылка
4) Часы-анализатор спектра

Набор для сборки устройства с 8 различными эффектами звукового спектра, 7 различных эффектов часов, 8 уровней регулировки яркости, встроенный фоторезистор может автоматически регулировать яркость свечения светодиодов. Стоит такой набор около 2300 без учета доставки. ссылка
5) Часы DS3231

Комплект для сборки часов 15 см x 8 см, с отображением температуры, дня недели и времени. Стоит такой набор примерно 1900 руб. ссылка
6) Музыкальный спектр

Яркое устройство для самостоятельной сборки, показывающее эффекты звуковых волн. Стоит такое около 1800 руб. ссылка на источник
7) Ламповый предусилитель
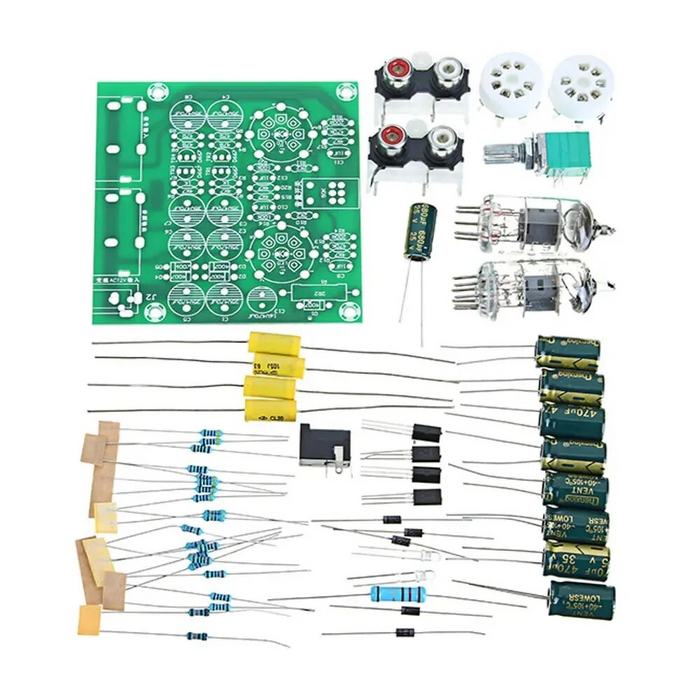
Набор DIY, вам нужно собрать и припаять все электронные компоненты на плату самостоятельно. Стоит такой усилитель примерно 750 руб. без учета доставки. ссылка
8) Радио

Набор для пайки и сборки AM / FM стерео радио. Стоит такое около 900 руб. ссылка
9) Тестер кварцевых резонаторов
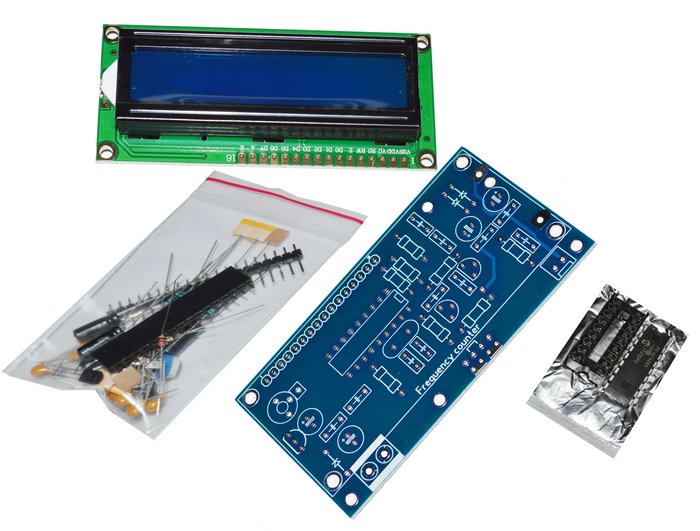
DIY тестер кварцевых резонаторов (до 50 Мгц) . ссылка на источник
10) Компьютер Pentagon 128

Пентаго́н — популярный на территории бывшего СССР домашний персональный компьютер, представляет собой кустарно изготовленный аналог компьютера ZX Spectrum британской компании Sinclair Research. ссылка на источник
11) Башня

Набор для пайки «сделай сам» светодиодная башня 105 см. Стоит такая башня около 4900 руб. ссылка
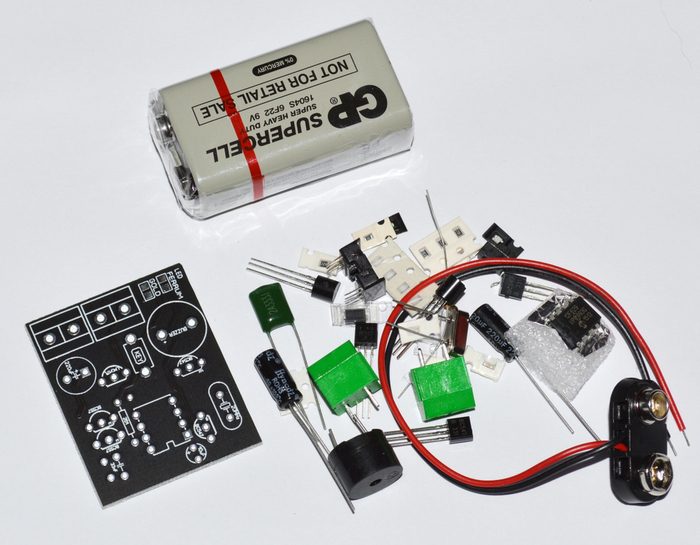
12) Блок питания

Набор для сборки регулируемого источника питания постоянного тока, 0-30В, 2 мА-3 А. Стоит такой около 400 руб. ссылка
13) Мигающий светильник
Набор для творчества и обучения пайке и электронике. Мигающая разноцветная плата со светодиодами. Стоит 70 руб. ссылка
14) Инфракрасный передатчик

Модуль ИК передатчика и приемника. Стоит такой около 190 руб. без учета доставки. ссылка
15) Звезда
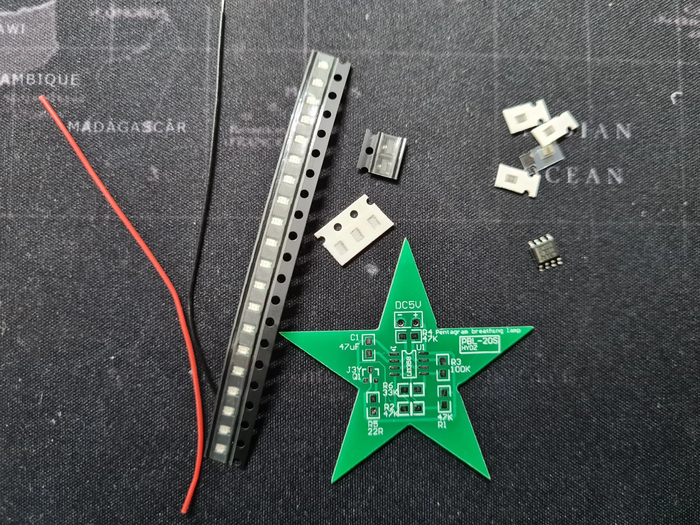
Еще один простой набор для начинающих радиолюбителей, светодиодный светильник - звезда. стоит такой около 74 руб. ссылка на источник.
16) Наручные часы

Часы наручные для самостоятельной сборки. Стоят такие примерно 350 руб. без учета доставки. ссылка
17) Машина на радиоуправлении
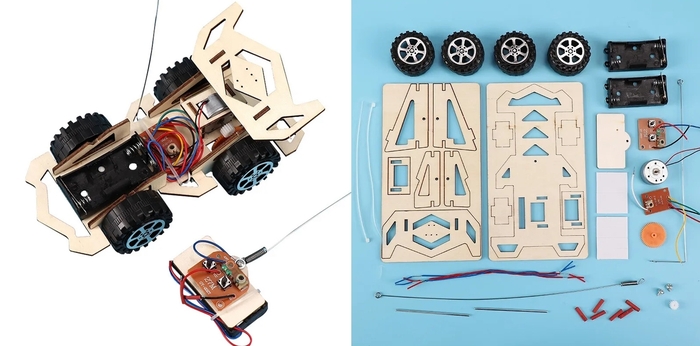
Набор деталей для сборки машины с дистанционным управлением. Стоит примерно 750 руб. ссылка
18) Держатель для пайки

Полезный держатель с щупами и зажимами, лупой и подсветкой для комфортной пайки на печатных платах. Стоит примерно 1800 руб. ссылка
19) Диско-очки

Комплект для сборки и пайки светодиодных очков. Стоит набор деталей 1000 руб. ссылка
20) Двигатели

Набор различных деталей для сборки собственных проектов. Стоит такой набор около 1500 руб. ссылка на источник.
21) Телеграф
Набор для сборки радиопередатчика и приемника «сделай сам», код Морзе. Стоит такой около 1300 руб. ссылка
22) Рация

Радиопереговорное устройство, которое использует частотную модуляцию и работает в широковещательном FM диапазоне 88-108 МГц. для осуществления радиопереговоров нужно иметь два таких устройства. Стоит такой набор около 1300 руб. ссылка
23) Лазерный передатчик

Набор «сделай сам» - лазерная беспроводная система передачи звука. Стоит 180 руб. без учета доставки. ссылка
24) Робот-пылесос

Забавный набор для сборки робота-пылесоса. Стоит такой около 1000 руб. ссылка
25) Антенный тюнер

Автоматический антенный тюнер N7DDC для самостоятельной сборки и пайки. Стоит такой около 3700 руб. ссылка на источник.
Показать полностью
23
2


Самодельный шашлычный нож из диска для циркулярной пилы
Если у вас завалялся старый пильный диск, не торопитесь его выкидывать. Из него может выйти вполне приличный шашлычный нож. Или даже два.
Вот так выглядит магазинный вариант.

Фото автора
Обратите внимание, «вилка» в ноже пригодится для снятия мяса с шампуров. Очень удобная штука.

Фото автора
А вот этот короткий разрез в лезвии внизу (ближе к рукоятке) нужен для очистки шампуров, так что не промахнитесь с его шириной.

Фото автора
Берем пильный диск, который уже отслужил свое, и вырезаем из бумаги подходящие по размеру «ножи», да, пока бумажные. Из этого диска выйдет целых два клинка, но чуть меньше магазинного.

Фото автора
Через какое-то время из-под «болгарки» выходит вот такой нож.

Фото автора
Если сравнить с магазинным вариантом.

Фото автора
В шпильке делаем разрез, чтобы закрепить лезвие.

Фото автора
Этот часть ветки чуть позже станет ручкой ножа.

Фото автора

Фото автора

Фото автора
Примерно так.

Фото автора
Надеюсь, кому-то пригодится идея.
Показать полностью
11




Точечная сварка небольшой мощности. Блок питания-управления

Фото 1. Внешний вид блока.
Точечная сварка в домашней лаборатории-мастерской – полезный аппарат расширяющий возможности. Опуская основное, популярное ныне, его применение – сборку и ремонт аккумуляторных батарей, точечная сварка удобна при изготовлении вещиц из нетолстых листовых материалов, например, кровельной 0,45…0,5 мм толщиной оцинкованной стали. Это элементы корпусов для некрупных приборов, кожухи и прочее подобное. Точечная сварка используется для приваривания выводов к часовым элементам питания для применения в высококачественных ламповых усилителях ЗЧ (смещение). Наконец, без точечной сварки не обойтись в электровакуумном деле.
Что потребовалось для изготовления.
Кроме элементов и материалов - набор простых столярных и некрупных слесарных инструментов, набор для электромонтажа, ЛКМ, крепеж, мелочи.
Проектирование.
Самый толстый предполагаемый материал для сварки – сталь 0,5 мм толщиной, самый тонкий – на порядок меньше, т. е. требуется значительный диапазон регулировки и точная выдержка. Здесь, применил готовый фабричный контроллер китайского производства (Фото 2).
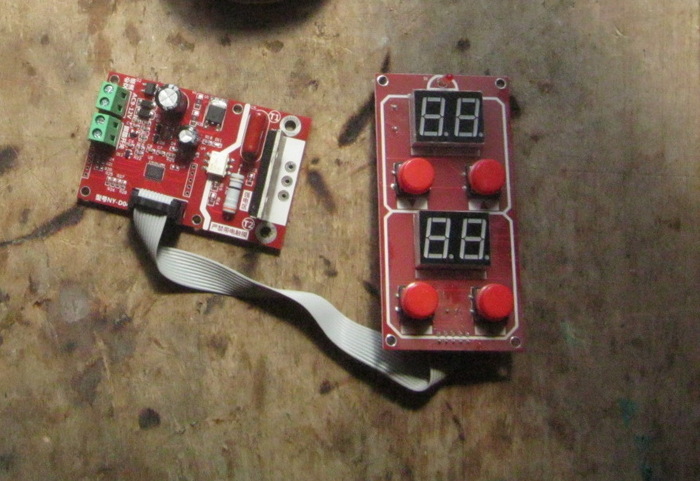
Фото 2. Контроллер точечной сварки. Умеет регулировать и отображать сразу два параметра – время сварки (миллисекунды? 1…99) и сварочный ток (в процентах от основного – 30…99 %).
Регулирование кнопочное, индикаторы светодиодные семисегментные. Питание модуля переменным током 9…12 В от небольшого вспомогательного трансформатора. Запуск при замыкании контактов на колодке (кнопка, педаль). Отключаемая звуковая сигнализация.
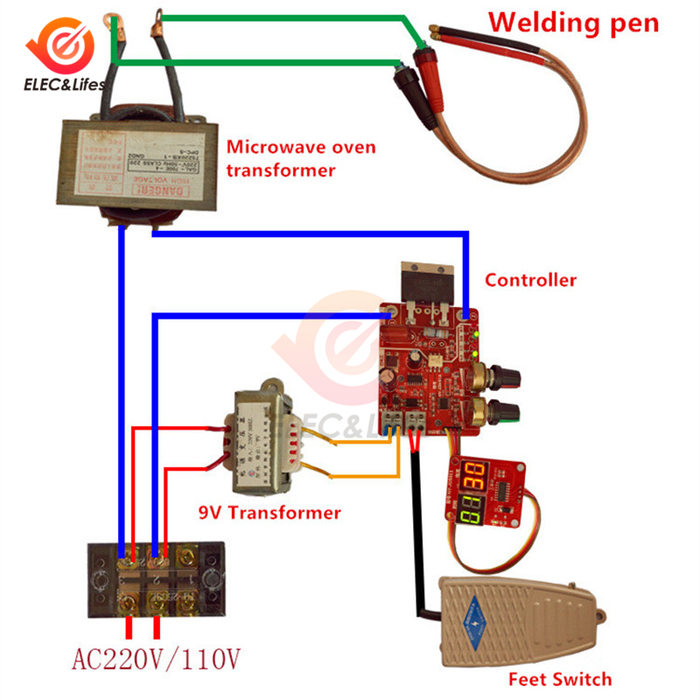
Рис. 3. Схема включения аналогичного модуля. Взято из интернета.
Сварочный трансформатор. Сердце прибора и его возможности. К с частью, в связи с распространением аккумуляторной электротяги в разного рода подвижных механизмах, накоплен большой опыт использования перемотанного высоковольтного трансформатора от микроволновой печи. Кажется, это его лучшее применение, даже по сравнению с исходным – завышенный ток покоя и весьма скромные для заявленной мощности габариты, делают его длительное включение расточительным и опасным. Другое дело точечная сварка – относительно дешевый, а иногда и бесплатный, трансформатор. Мощный, компактный, легко переделываемый. А что до перегрева и перерасхода, так здесь он будет работать секунды.
К делу.
Дополнительные панели для установочных элементов сделал из нетолстого листового текстолита. Такой прием позволяет с удобством использовать для стенок корпуса материал значительной толщины (дерево, фанера).
Первое – нетолстым (1,5 мм) сверлом. Для точности. Дальше, рассверливание нужным диаметром. Сверлильной станок, средние обороты, предварительное накернивание центров отверстий на стальной плите.

Фото 4. Точное и нетравматичное выпиливание внутренних контуров – лобзиком по дереву. Подставка «ласточкин хвост», струбцина.

Фото 5. Подгонка деталей составной панели. Надфили, напильники с некрупной насечкой. При отсутствии нужного – наждачка накрученная на подходящий стержень.
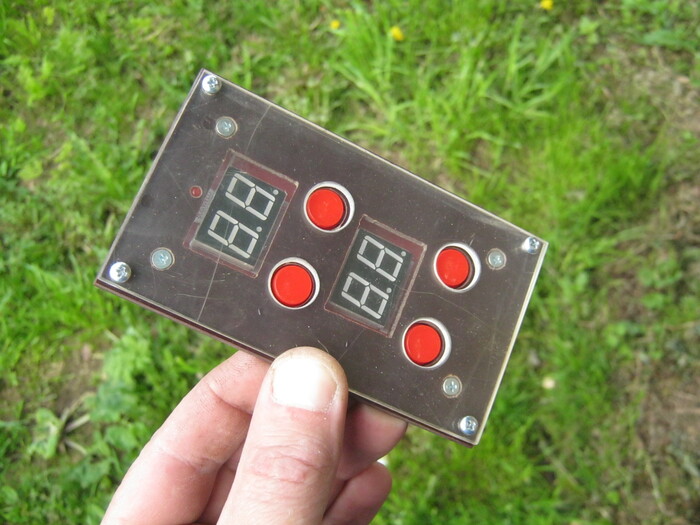
Фото 6. Самая сложная панель, для модуля управления. Под прозрачной будет декоративный бумажный слой с пояснительными надписями.
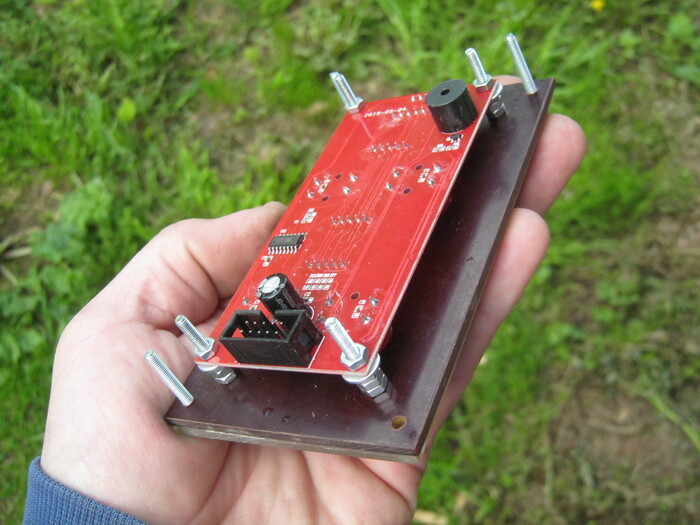
Фото 7. Панель управления в сборе. Вид сзади. Сам модуль установлен на живую нитку – не хватает шайб и стопоров.

Фото 8. Панель управления на передней стенке корпуса. Вид сзади. Примерка.
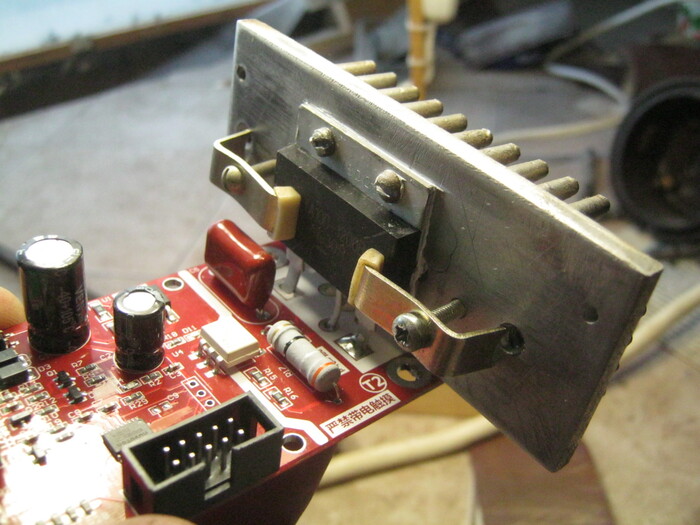
Фото 9. Симистор модуля управления снабдил небольшим игольчатым радиатором.
Просверлил радиатор, нарезал резьбу. Прикрутил прибор за фланец, корпус дополнительно прижал парой нашедшихся кронштейнов. Под металлическую спину симистора плюхнул немного КТП-8.
Сварочный трансформатор - на основе высоковольтного от микроволновой печи. Доработан и имеет самодельную вторичную обмотку 20 (?) мм2. 2 витка.

Фото 10. Винтовые клеммы для сварочного трансформатора самодельные.

Фото 11. Вентиляционные сетки на боковых сторонах коробки и решетки-панели для установки вентиляторов сделал из нетолстого листового алюминия – остатков старой кровли.
Лист отрихтовал, разметил, вырезал заготовки ножницами по металлу. Жесткой щеткой с мылом и водой отмыл и высушил заготовки.
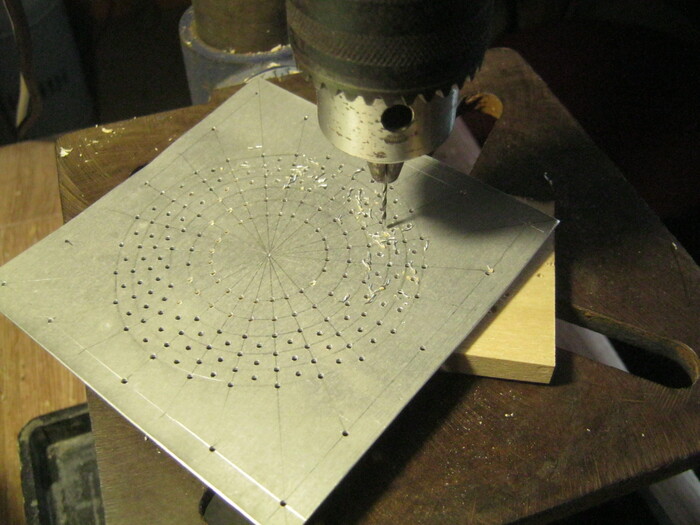
Фото 12. Разметил, накернил центры отверстий на стальной плите, просверлил нетолстым сверлом на станке.
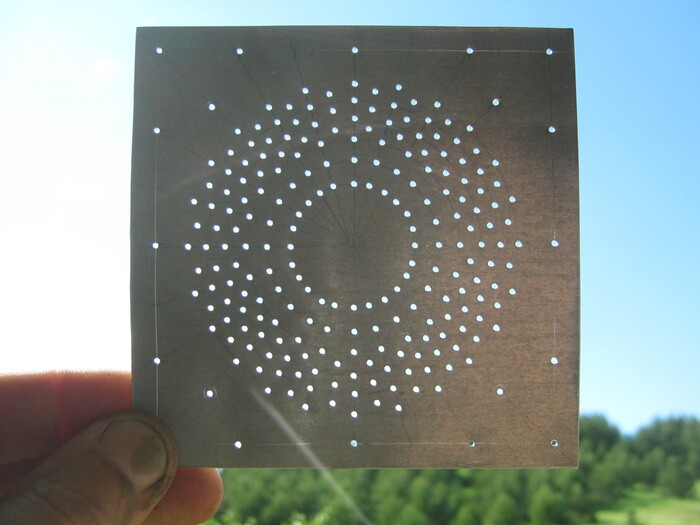
Фото 13. Заготовка сетки-панели для установки вентилятора.

Фото 14. - Это не Земля, и не Африка, родной. Это планета Плюк 215 в тентуре. Галактика Кин-дза-дза в спирали. Ясно? - Привет, приехали! - Надень колокольчик, родной.

Фото 15. Вентилятор в сборе с панелью. Вид сзади. К деревянной стенке крепится мелкими гвоздиками по периметру.
Корпус прибора. Скомпоновал элементы аппарата и вычертил в КАДе. Из 10 мм фанеры нарезал заготовки стенок. Дно сделал из двух склеенных слоев такой фанеры. Собирал на столярный ПВА и некрупные гвоздики.

Фото 16. Несколько искривленные заготовки вынудили повозиться при сборке. Сначала скрепил боковые стенки, после высыхания клея разметил, выпилил из заготовки и установил дно.

Фото 17. Собранный ящик.

Фото 18. Вместе с вырезанной из ДВП крышкой корпус погрунтовал чуть сильнее разбавленной ПФ-115, а после высыхания покрасил в два слоя.
После грунтовки некрупной затертой наждачкой пригладил встопорщившиеся волокна.

Фото 19. До нежной электрики-электроники установил все панели крепящиеся гвоздиками.
Недлинные, откусывал им половину оставляя шляпку с хвостиком около 5 мм. Забивал небольшим молоточком поддерживая изнутри деревяшку тяжелым обрезком крупного швеллера.
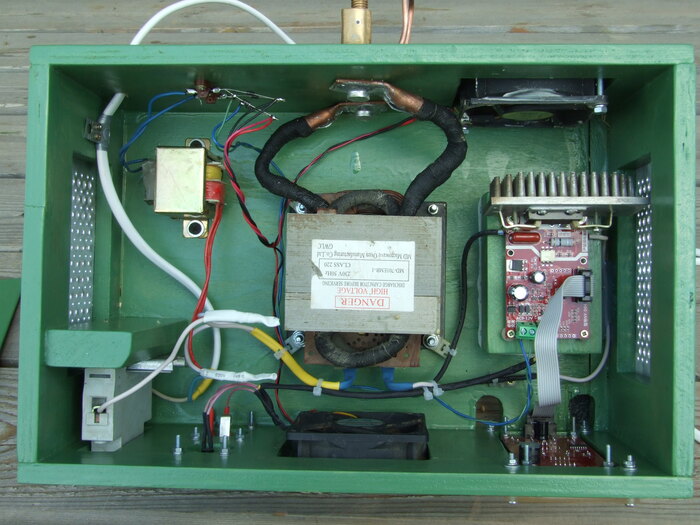
Фото 20. Фото на готовый монтаж.
Два вентилятора обдувают сварочный трансформатор и радиатор силового ключа-симистора. Каждый свое. Вентиляторы запитаны постоянным напряжением 9 В. Через диодный мост от маломощного вспомогательного трансформатора. Контроллер имеет свой собственный бортовой выпрямитель-стабилизатор и питается переменными 9 В. Автоматический выключатель установил на обрезке стандартной DIN-рейки привинченной парой саморезов к нарочитому брусочку. Остальное очевидно.

Фото 21. Вид на дно собранного прибора.
Сварочный трансформатор закреплен винтами М4 с усиленными шайбами. Полоски резины приклеил "Моментом" – хорошие нескользящие ножки, опять же – «потай» для головок винтов.
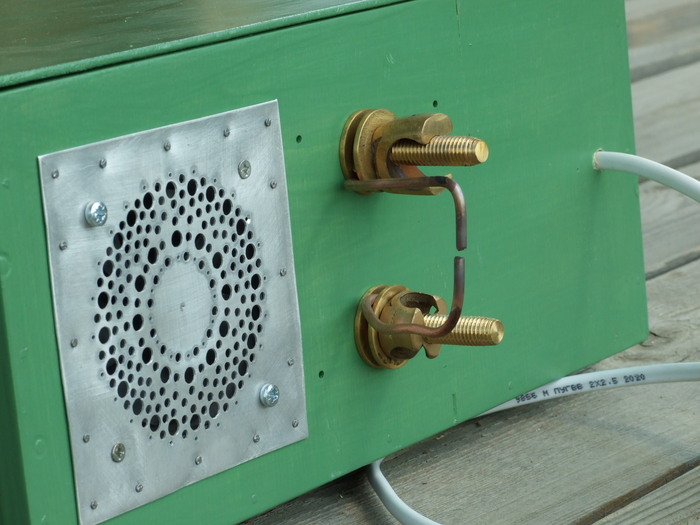
Фото 22. Пробные электроды.
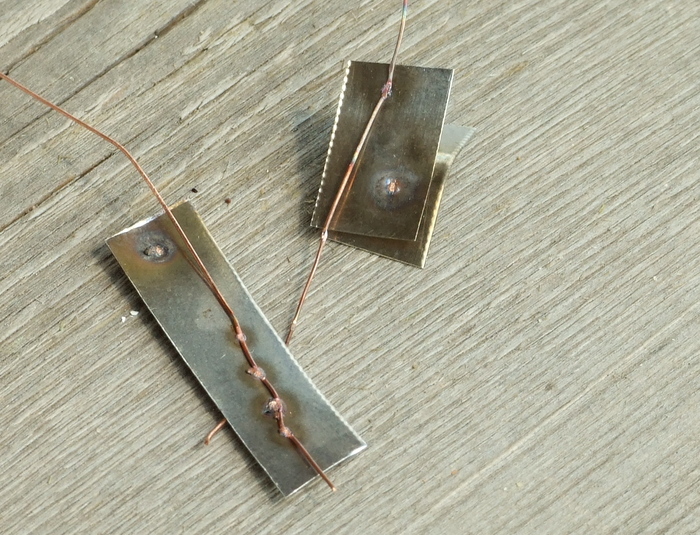
Фото 23. Сваренные образцы – нетолстый (~0,15 мм) лист нержавеющей стали, медная ~0,2 мм проволока.
Значения обоих параметров средние, есть куда и уменьшать и увеличивать. Регулирование четкое и удобное, подбирать режим легко.
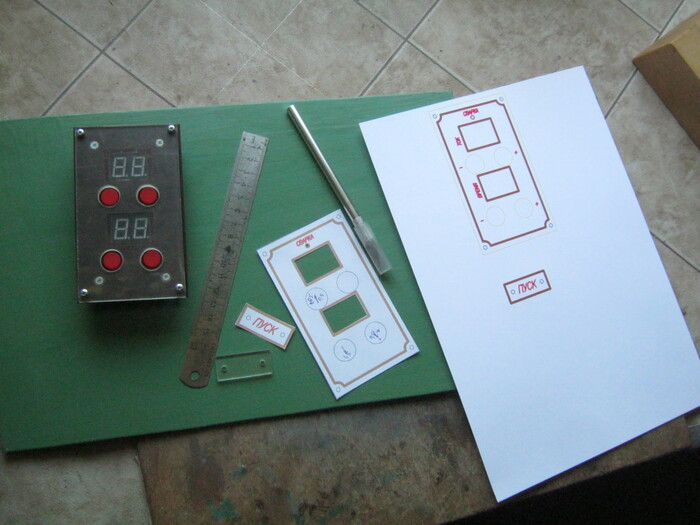
Фото 24. Декоративные панели-накладки в несколько приближений вычертил в КАДе-распечатал на бумаге.
Окончательный вариант распечатал на плотной фотобумаге. Вырезал скальпелем. Для маскировки неработающих сегментов индикатора, прямо на него наклеил слой бумажного малярного скотча.

Фото 25. Блок питания-управления для точечной сварки.
В сборе, блок планируется как столик-подставка для нахлобученного сверху некрупного рычажного прижима (электродов). Отсюда незакрепленная верхняя крышка – придавится, и клеммы сзади.
Сварочные электроды должны быть массивными и из меди или сплавов – мои проволочные эрзацы, даже такие короткие, на высоких токах и выдержках раскаляются докрасна.
Отключение сопутствующего всяким манипуляциям звукового «БИП!» в контроллере – одновременное нажатие пары нижних кнопок. Включение – верхних.
Дальнейшая модернизация прибора - перемотка силового трансформатора шиной из фольги для работы в удобном и компактном "местном" сварочном прижиме и вживление его в ящик аппарата.
Babay Mazay, июль, 2022 г.
Показать полностью
25
Подготовка гремучего газа из электролизера. Осушитель, тонкий сухой фильтр

Фото 1. Внешний вид аппарата.
Продолжим разговор о небольшом, для домашней лаборатории-мастерской, электролизере. Его задача – получение гремучего газа - кислородно-водородной смеси, для сжигания в горелках. В некрупных ручных и для подмешивания в горелки более мощные, для повышения температуры факела. Например, для стеклодувных работ при отсутствии баллонного кислорода.
Получить гремучий газ в электролизере – половина задачи. Оставшаяся – этот газ подготовить для сжигания, сделать процесс эффективным, безопасным и удобным. Для этого служит целый ряд вспомогательных аппаратов, один из которых – осушитель с тонким фильтром. Откуда в получаемом газе вода? Прежде всего, из самого реактора. Он разлагает воду из щелочного раствора и она испаряется, тем более, что при работе реактор нагревается. Есть и мельчайшие брызги от лопающихся пузырьков пены. Дополнительно, гремучий газ пропускается через водяной затвор сразу после электролизера – обязательная ступень безопасности, предохраняющая от обратного удара, а водород-кислородная смесь весьма к этому склонна. Пары же воды, поступающие в горелку с газом, сильно понижают его температуру.
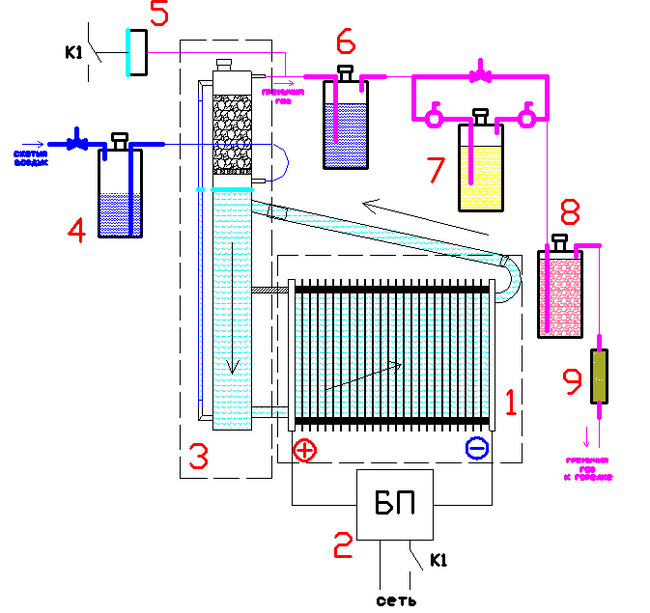
Рис. 2 Схема соединения аппаратов электролизера
Где – 1 – реактор, 2 – блок питания реактора, 3 – бак-накопитель с фильтром отделителем пены, 4 – подпитыватель, 5 – реле давления, 6 – водяной затвор, 7 – бензиновый барботер-промывалка, 8 – осушитель, 9 – фильтр тонкой очистки.
Фильтр тонкой очистки. Через него проходит осушенный газ и далее поступает «к потребителю». Вся газоподготовка – три аппарата – затвор, барботер с бензином для насыщения, при необходимости, газа парами углеводородов и осушитель. Практика показывает - как это не удивительно, частицы щелочи из электролизера пробираются через все препоны и рабочие жидкости и выпариваясь в горелках, кристаллы калия или натрия, регулярно забивают длинные тонкие сопла, а чистить их трудно. При использовании едкого натра в электролите, хорошо заметно характерное яркое оранжевое свечение факела, т. н. «содовое свечение». К счастью, эти частицы неплохо улавливаются простейшей набивкой из стекловаты.
Материаловедение. Здесь, имея дело с газом и жидкостями, использовать традиционные удобные бронзу и латунь нельзя – влажной щелочью они быстро разрушаются. Хорошо бы применить никель (дорого), но неплохо и долго работает и обычная черная сталь, тем более, что для сосудов при этом, можно подобрать недорогие распространенные емкости, мощный ходовой прокат. В данном аппарате, скидку можно сделать только на выходе, где газ уже сухой и очищенный.
Здесь надо сказать и о прочности. Как уже говорилось, гремучий газ чрезвычайно подвержен обратным ударам – распространению волны горения обратно по шлангам – у этой стехиометрической смеси очень высокая скорость горения и огромная энергия взрыва. Есть и на нее заграждения, но спокойней, выполнять все сосуды достаточно крепкими, металлическими, и по возможности, оставлять в них минимум свободного места для газа. Тогда, даже их вероятный подрыв не приводит к аварии. И конечно, никакого стекла.
О заполнении аппарата многое уже сказано. Фильтр – плотная набивка из минеральной ваты, которую не следует заменять органикой – ветошью, паклей и т. п. – могут самовоспламениться. Внутри осушителя, под самую горловину силикагель.
Время работы между обслуживаниями. Конечно, зависит от производительности электролизера и частоты его использования, но примерно, для наших непромышленных размеров, измеряется месяцами, а то и сезонами-полугодиями. Забитую мелкой щелочью стекловату можно определить по упавшему давлению на выходе и окраске пламени. Ее можно промыть водой, хорошо бы в ультразвуковой мойке, но проще заменить на новую. Силикагель обычно содержит индикаторные гранулы, синеющие при общем увлажнении материала. Регенерируют его как обычно - в печи при невысокой температуре.
Что понадобилось для работы.
Набор слесарных инструментов, в том числе и для электродуговой сварки плавящимся электродом. Плюс, расходные материалы, мелочи, ЛКМ.
К делу.
Вся конструкция электролизера более-менее стационарна, невысокой мобильности, ей, в разумных пределах, допустимо быть громоздкой. Осушитель – штука немаленькая, он должен вмещать не меньше литра наполнителя-силикагеля, чтобы пореже его прокаливать, а вот фильтр тонкой очистки может быть вполне компактным. Его сделал из недлинного куска водопроводной трубы 3/4 дюйма приваренной прямо к крышке-люку осушителя. Меньше шлангов-соединителей, деталей, работы.
Первым долгом добыл железки-заготовки – кусок трубы для основного корпуса пришлось приобрести, остальное подобрал в своем металлоломе (Фото 3).

Фото 3. Основные заготовки аппарата.
Обрезок швеллера назначен дном. Нашедшаяся пара нетонких стальных пластин автоматически решила задачу широкого герметичного загрузочного люка. Он будет фланцевого типа во весь зев трубы.

Фото 4. Разметка для перпендикулярного реза крупной трубы. Хватило листа А4. Край хорошенько намелить. Резал УШМ без станка.

Фото 5. Зачищенные от ржавчины заготовки, отрезанная труба.
Суперзадача – придать фланцу и крышке более-менее круглую форму без токарного станка по металлу.

Фото 6. Центр заготовок нашел специальным самодельным инструментом-прицелом – центроискателем. Отметил спиртовым фломастером и тюкнул керном. Нарисовал на железке окружность чертежным циркулем.

Фото 7. Отрезной машинкой обрезал заготовку до квадрата, затем углы у квадрата и еще разок – все сильно выступающее. Уже близко к кругу, но не совсем.

Фото 8. Некий аналог точения таки пришлось применить, но в самодельном станке по дереву. Для установки заготовки на шпиндель, приварил в центре каждой заготовки по соответствующей гайке.

Фото 9. Примененный принцип точения. Работает станок, работает болгарка. Инструмент – абразивный зачистной диск.

Фото 10. Обточенная заготовка фланца. Размечены и вчерне просверлены отверстия для ряда стяжных болтов, высверлена середина для доступа внутрь емкости. Сверлил на станке.

Фото 11. Отверстия для болтов должны точно совпадать у обеих деталей. Для этого сверлил их вместе, скрепив в двух местах сваркой в тисках. Вид со стороны будущего люка.
Разный диаметр деталей вынужденно – стачивать бОльшую пришлось бы слишком долго, а пускать искры в деревянной мастерской, более минимально необходимого – испытывать судьбу. Для однозначного положения деталей в работе, сделал на обоих метку – неглубокий надрез на краях.

Фото 12. Вид сборки со стороны фланца.

Фото 13. Вид сборки после сверления начисто.
Отверстие по центру – выходное, над ним будет приварен фильтр со стекловатой. Здесь можно было бы обойтись и меньшим диаметром, но удобнее будет выталкивать забитую щелочью вату. Палочкой или сварочным электродом. Детали разъединил болгаркой, зачистил следы сварки.

Фото 14. Заготовки фильтра – корпус, резьба. Стальная муфта назначена пробкой. Видны куски прута – заготовки для штуцеров.

Фото 15. Детали перед основной сборкой. Массивные и небольшие, верти как удобно - сварка простая и быстрая. Замечательно герметичные швы удалились электродами ОК-46 марки ESAB Тюменского разлива. Троечкой.

Фото 16. Аппарат в сборе. Внизу остывает пробка.
Входной штуцер внизу аппарата выточен из стали, аналогично дискам.

Фото 17. Недлинный отрезок прута накернил с обеих сторон по центру и более-менее точно просверлил по оси. Очень помогает сверление наоборот – деталь вращается, сверло неподвижно.

Фото 18. Обтачивание заготовки штуцера в том же сверлильном станке – для удобства работы он положен на бок.
Сверлилка настроена на максимальные обороты, работает станок, работает болгарка. После абразивного диска – наждачная бумага.

Фото 19. Готовый штуцер. Для него просверлил отверстие внизу аппарата-колоны и вварил.
Штуцер выходной. Здесь, на выходе из всех аппаратов подготовки, газ уже сухой, без щелочи и требованиями к материалам можно частично манкировать – применить медные сплавы, тем более, что дальше все равно латунные горелки. В пробку фильтра впаял доработанный пробковый краник от негодного электрического самовара – возможность отсекать аппараты от горелок удобна.

Фото 20. В массивную железку из черной стали бронзовый краник впаял горелкой со специальным кислым флюсом для огневой пайки и припоем олово-медь.
Отмыл остатки флюса в УЗ мойке. Аналогично впаял в носик краника кусочек медной трубки для отводящего шланга.

Фото 21. Уплотнительную резинку вырезал из куска 4 мм листа ТКМЩ резины острым смоченным водой лезвием. Как шаблон, использовал крышку люка.
Отверстия разметил через железку, шариковой ручкой. Аккуратнейше просверлить их удалось спиральным сверлом по дереву, с шипом по середине. В сверлильном станке, на невысоких оборотах, смачивая сверло водой. На фото, в резинке еще нет небольшого выходного отверстия по центру.
Готовую железку не поленился покрасить - в два слоя, грунтом-эмалью по ржавчине. Серенькой. Высохшую работу зачистил от наплывов краски на фланцах, крышке, в отверстиях, собрал.

Фото 22. Пробка фильтра с доработанным самоварным краником в сборе.

Фото 23. Аппарат в сборе.
Наполнение осушителя не потребует особенных хлопот и расходов – как выяснилось, в настоящее время у кошколюбителей очень популярен наполнитель для ихних лоточков из, чего? Именно – из натурального силикагеля без никаких примесей. В весьма удобных и некрупных упаковках.
Babay Mazay, октябрь, 2022 г.
Показать полностью
23