



Обработка литой детали, материал нержавейка
Съемка через защитное стекло, поэтому картинка не очень.

Гнёт и плющит
Со второй минуты наверное спутниковую тарелку делают.

Записки электроэрозиониста #2
Доброго времени суток, уважаемые!
Первый пост про электроэрозию вроде заинтересовал некоторых. У кого-то появились вопросы. Появились свежие фото. Собственно чем и собираюсь делиться с вами :)
Итак, прежде всего давайте разберемся - что же за зверь такой - электроэрозия и куда его применить с полезной целью.
Так вот - электроэрозия это процесс ускоренного местного разрушения металла методом электрохимической коррозии (итить я завернул - сам в шоке). Кароче - магическим образом между режущей проволокой и обрабатываемой деталью проскакивает искра, которая от детали отрывает кусок, а от проволоки - нет. Оторванный кусок имеет размеры меньше толщины человеческого волоса, поэтому благополучно смывается смазывающе-охлаждающей жижей и оседает ВЕЗДЕ!!!!!! на столе станка, вокруг стола станка, на деталях, на баке гидростанции, в баке гидростанции, и, наконец, особо крупные кусочки оседают на фильтре. С фильтрами кстати довольно неоднозначная ситуация, но без него особо никак и поэтому приходится стиснув зубы приглядывать за этой штуковиной. Ну а поскольку китайцы народ с фантазией - они к этому методу прикрутили станину, стол, пару шаговых двигателей, линеек и показометров, сдобрив изрядной порцией полусамопальных программок - получилось то, что получилось и при этом сносно работающее. Двигает проволоку по заданному контуру, проволока прорезает металл. Все довольны и счастливы.
За эти пару дней особо работы небыло. Поэтому время заняться развлекухой: коллега заказал эмблемку из подстаночной железяки. Ок - время пришло:
Определяемся с контуром - что мы хотим его поприкалывать, далее магическим образом преобразуем картинку сперва в вектор, а затем в контур, пихаем в программу.
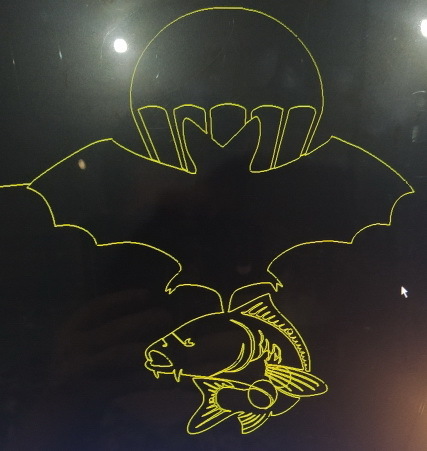
ФАААКККК!!! долбаные сплайны!!!! Отлавливаем и исправляем косяки контуров. /в итоге я все-таки где-то что-то пропустил и маленько попортило поделку, однако знакомый сварщик выручил - спасибо ему за это /. В итоге получилось вот так после эрозии

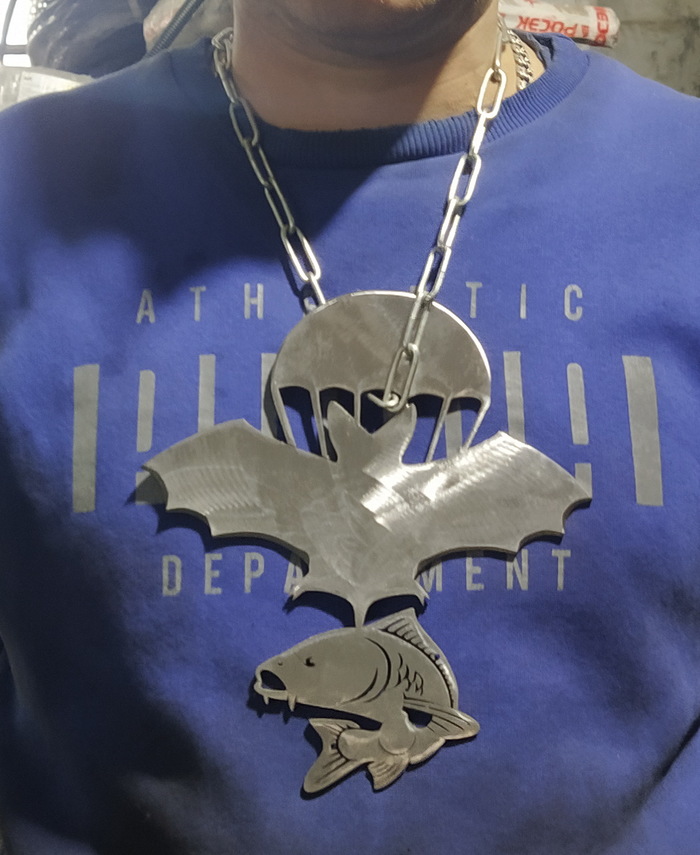
а вот так - в готовом виде. Коллега доволен :)
А в это время сосед старательно выполняет план по производству стружки. Портальный фрезерный станок. Фреза 315мм. Стол 6м х 2,5м. Крайне интересная машинка

Ну да ладно. Поигрались и хватит. Согласовал, наконец, чертежи на детальки - можно приступать к работе. Чертеж в одну руку, яйца в другую, а мышку в зубы и чертить контур.
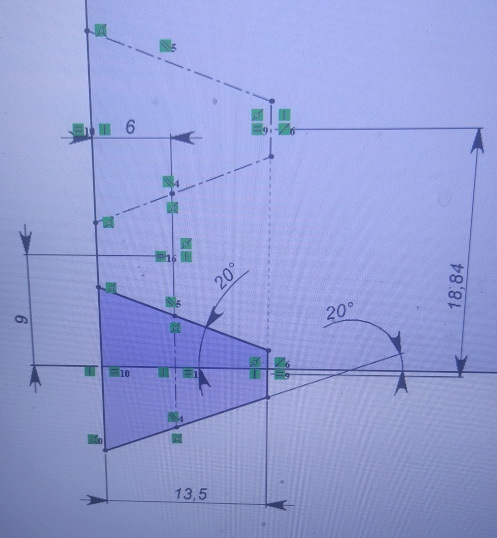
В итоге получается как то так.
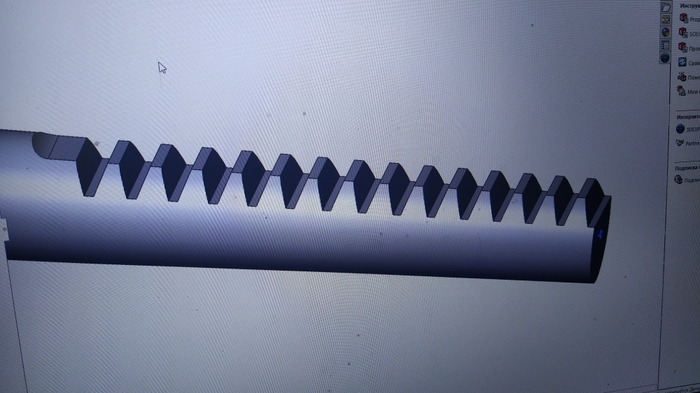
Запихуевываем его в другую программу, добавляем траекторию движения проволоки с линиями захода и выхода, сразу задаем режимы резки - всетаки мы не черновую обработку делаем - надо качество обеспечивать. Фух - треть дела сделана.
Далее берем в руки магнитную стойку с индикатором (такая приблуда для измерения деталей, установки их в правильное положение, определения качества работника и так далее. Рукожопам противопоказано даже смотреть в ее сторону), цепляем... бл**ть... куда ее прицепить - это отдельная тема. Но кудато прицепил, даже не уронив. И НАЧИНАЕМ ПОСТИГАТЬ ДЗЭН!!!! катаем туда-сюда, периодически постукивая по детали разного рода предметами дабы шевельнуть ее в нужную сторону на нужную величину. Поскольку нам все-таки на этой рейке не на луну лететь, да и путь до готовой детали у нее тож неблизкий ещё - ограничиваемся точностью установки в 0,02мм на 400 мм длинны.
Дальше ОЧЕНЬ АСТАРОЖНА ходим вокруг станка чтобы не задеть. Осталось немного - привязываем точку физического нахождения проволоки к точке врезки детали, обнуляем устройство цифровой индикации, еще раз ВСЁЁЁЁ ПРОВЕРЯЕМ - особенно ебливую проволоку на роликах. ИИИИ ПУУУУСК!!!!

Ждем несколько минут залипая на процесс резки - удостовериться что все норм, в процессе получаем пистон от супруги - мол время 21 час, а ты на работе - переодеваемся, моем руки, гасим свету, закидываем кота с улицы в цех, замок, сигналка, сторож, тапок в пол и домой
Показать полностью
8
Записки электроэрозиониста
Всем доброго времени суток :)
Работал я работал на разных дяденек и тётенек, делал что прикажут, получал зарплату. Но цены растут, денег мало, а головняков много. Долго думал я - что с этим делать (пока думал - настрогал пару детишек).
И вот решил я приобресть в личное пользование диво дивное - чудо китайской инженерной мысли - станочек электроэрозионный. Благо на таких станках я отработал лет 5 и детальки делал на них серьёзные - понимаю что этот аппарат может и куда это применить.
Поскольку жизнь меня в последнее время забросила в крупногабаритную металлообработку - то и с размерами станочка я тоже мелочиться не стал и купил аж DK7780. А это шутки шутками - стол с ходами 800 х 1000мм, грузоподъемностью в 1500кг и максимальной высотой реза в 600мм. Что забавно - станок был в наличии в Челябинске. Остальные - ждать. от 2-х до 11 месяцев в зависимости от размеров и расположения звезд на китайском небосклоне.
И вот - наконец сие чудо приехало в цех и я приступил к его установке, распаковке и подключению

Извиняюсь за качество фото - пришлось с приличного расстояния фоткать. Потому что внизу фотографии стоит другой станок и ближе не подойти.
Так вот - последние перипетии с выросшими ценами на всё - электрику и металл - нифига не порадовали и меня (простейший электрошкафчик с парой автоматов, счетчиком электричества и 40м кабеля вылезли под 20к деревянных), но деваться некуда - купил, собрал шкафчик и - крутить гайки. А в цеху жара под +40 :))) Ну да ладно - это трудовыебудни.
И вот - станок наконец подключен и запущен. В процессе уже лежат на полу первые детальки:

Каждая диаметром по 620мм и весом по 1100кг. Высота реза 540мм!!!! Для эрозии это весьма дофига!!! Но работать - так работать! Ставим на станок (кран в помощь):

Делаем программу, выставляем режимы и погнали!

Через пару дней (толстая деталька - не забываем):

А вот и готово:

Снимаем, чистим, звоним Заказчику :)
Вот как то так :)
Показать полностью
6

Орудия тяжёлой промышленности
На фото запечатлены готовая деталь (распылитель форсунки) и рабочий инструмент. Отверстие в распылителе имеет диаметр 0,15мм, а сверло 0,5мм (сверло 0,15 настолько тонкое, что на фото его режущую часть почти не видно, поэтому было принято решение, сфоткать сверло побольше). Фреза имеет толщину 0,1мм и используется для обработки завихрителей (фрезерует прорези, по которым топливо под давлением устремляется в отверстие, превращаясь в аэрозольное облако со скоростью аж 20 грамм в минуту!!!). Эта монструозная конструкция способна обогревать кабину КАМАЗа в трескучий мороз!


Показать полностью
2

Поиграем в бизнесменов?
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.

Прошу совета. Металлообработка
Тружусь на заводе уже без малого 14 лет. Начинал в 2008г. с распределителя работ (мастера) сборочно - монтажного участка. С января 2021г. занимаю должность Начальника ОТК. Это значит что к знакомым СМП и антенке свалилась на меня ещё и металлообработка. Целый участок. Токарные, ЧПУ, гидрорез, пила, сварка, гибка и т.д. Сказать что я совсем не шарю не могу, так как так или иначе приходится иметь дело с участком каждый день, это понятно. Но в вопросе плаваю. Вопрос, собственно. Посоветуйте к покупке книгу по металлообработке для чайников, я ее приобрету и буду грызть сей гранит. Благодарю за помощь.