Работа с пластиками на оптоволоконном (твердотельном/иттирбиевом) лазерном маркираторе. Часть 2. Принцип подбора режима
Как я писал в предыдущем посте: пластики, сцуко, плавятся при намного меньшей температуре, чем металлы.
Казалось бы, что может быть проще: уменьшить мощность лазерного луча? Эх, если бы это было так просто. При переходе определенной мощности пластик перестает "воспринимать" лазерный луч. При одной мощности пластик греется, плавится, дымит, но стоит уменьшить мощность лазерного луча на 1 ватт, и пластик уже перестает "воспринимать" волну с длинной 1064 нм.
Но, в этот раз не буду душнить поглощаться в теорию, а просто перейду к практике и маркиратору. Мы ж тут не образование пришли получать, а смотреть мемасики. Ну и бизнес делать.
Знаю, что на этот вопрос мне скорее всего никто не ответит, но задать его стоит: Многие ли из вас, кто работает на маркираторах, понимают исходя из чего вы подбираете скорость перемещения лазера и частоту импульса?
Думаю, основной ответ будет таким: Ну чтобы быстро и красиво.

Как выглядит стандартная картина при маркировке/гравировке на металле:
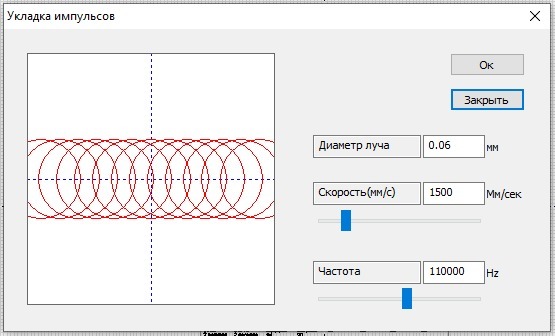
Кружки - это пятна лазерного луча на поверхности металла. Когда каждый последующий импульс перекрывает предыдущий, происходит нагрев материала (все же помнят, что импульсы в маркираторах измеряются в килогерцах, а герц - это 1 импульс в секунду. А 1 килогерц - это 1000 импульсов в секунду).
Чтобы не нагревать пластик необходимо подобрать частоту импульса и скорость лазера таким образом, чтобы пятна лазерного луча при гравиовке не перекрывались.
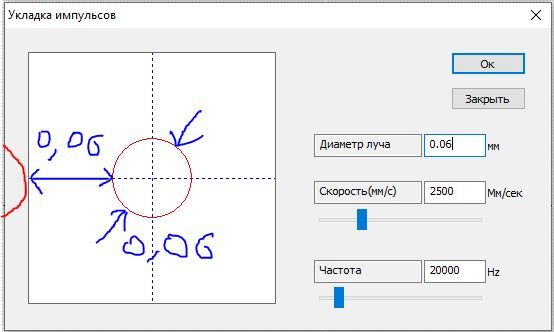
Извиняюсь за мои художества, но так всеж понятно.
Специально установил частоту 20 кГц для обладателей Raycus.
При данном режиме смертоносный лазерный луч маркиратора несет достаточно энергии, чтобы разрушать все на своем пути пластик, но недостаточно для объемного нагрева этого самого пластика.
Для тех, кому лень думать: в настройках маркиратора, нужно установить минимальную возможную для вашего станка частоту, а скорость настроить так, чтобы между пятнами лазера было расстояние примерно равное удвоенному диаметру этого самого пятна (на линзе F330 пятно 0.06 мм, на F160 - 0.035 и т.д.). На последней фотографии как раз такой пример: частота 20 кГц, скорость 2500 мм/с.
А дальше, играя мощностью, подобрать для конкретного пластика свою.
В в результате мы получим отгравированный нужным для нас образом, но не расплавленный пластик.
Ниже будут видео с гравировкой 3 самых простых для лазера пластиковые: ПЭТ, АБС и полистирол.
Ну тут наглядно видно, почему маркираторы с контролем импульса (MOPA) стоят намного дороже станков без этой чудесной вещи.
И это пока пример на 3 видах пластиков.
В переди еще ПВХ, несколько видов пластиков на основе различных смол. Но пока не знаю, когда до них дойдут руки.