Всем доброго времени суток. Занимаюсь системами автоматики и автоматизации более 8 лет. Сейчас около года занимаюсь электроавтоматикой на механических и с ЧПУ станках.
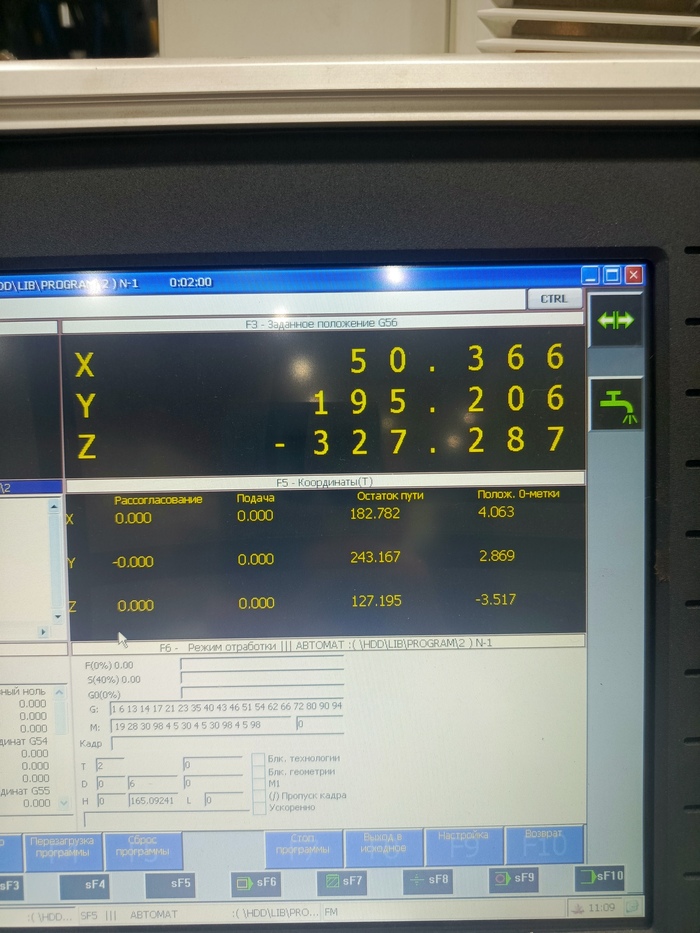
Подключил и настроил датчик инструмента и детали от RENISHOW на стойке ЧПУ МОДМАШСОФТ.
1/2
Подача при повторном измерении 5мм/мин.
Отвечу с удовольствием на вопросы. Если интересно, буду продолжать. Начал вести и канал в телеге: https://t.me/ligachpu
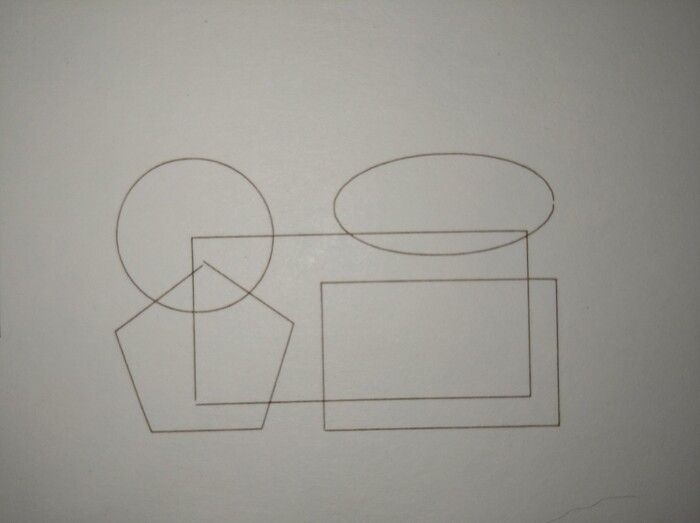
Здравствуйте. Приобрёл на днях данный гравер, и обнаружилась такая проблема: несовпадение начальной и конечной точки реза по оси Y. Собственно, на картинке видно.
При гравировке всё норм.
Что делать, подскажите, плиз.
UPD
Пробовал в разных програмах, LaserGRBL и Lightburn, везде одно и то же, за исключением того, что программы по-разному строят путь и разрыв этот в разных местах фигур.
Чёт вспомнил, тогда на станке работал. Допуск 2 сотки , а станки дай бог в 5 соток попасть и то считай повезло. Подходит " босс" и грит : " хули ты, проточи с припуском, а дальше наждачку и терь, вон деды так делают.."
У меня глаза с монету, чего сделать надобно спрашиваю: на станке с чпу, нождачкой, рукой, ( у меня всего две и новые не отрастают), еблан что ли?
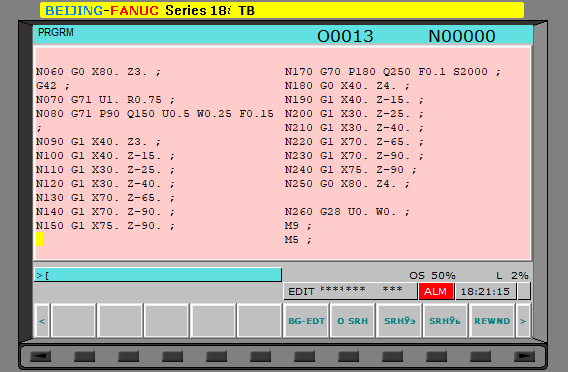
Изучаю программирование на симуляторе фанука, столкнулся с циклом G71 и сразу же по нему возникли вопросы, ответы на которые я не смог нагуглить.
Суть такова: имеется контур с занутрением, в фирменном руководстве по программированию сказано, что данный цикл имеет два типа (I и II), тип I не умеет работать с занутрениями, ему требуется чтобы размер детали имел монотонное возрастание/убывание по оси Х. Но тип II на это якобы способен, ему лишь требуется монотонное возрастание/убывание по оси Z.
Цикл у меня выглядит следующим образом:
В каждом кадре цикла прописаны обе координаты, следовательно это должен быть тип II.
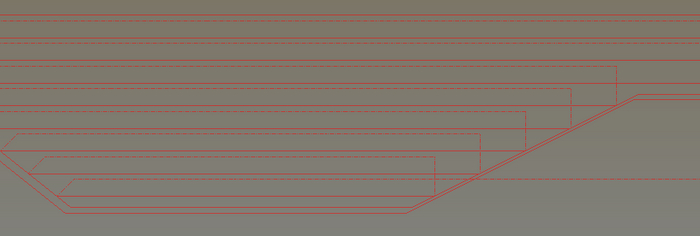
Вроде бы всё должно работать, но на практике имеются 2 проблемы: 1) В этом вот занутрении после каждого прохода идёт отскок на 1мм, далее отвод на холостом ходу по оси Z, всё ок, а вот дальше инструмент опускается по оси Х для следующего прохода не на рабочей подаче, а тоже на холостом ходу, чего быть вообще-то не должно по идее. Получается, что резец входит в необработанную поверхность на холостом ходу. 2) Но мало того, на последнем проходе после отскока инструмент хреначит на холостом ходу прям сквозь деталь, полностью игнорируя контур. Выглядит всё это дело следующим образом:
Здесь видно (хоть и плохо, цвет линий неудачный), что на новый заход инструмент по оси Х идёт на холостом ходу и виден последний отскок с движением сквозь контур.
Собственно вопрос: это я делаю что-то не так, это цикл на подобное всё же не рассчитан, или это тупо косяк симулятора?
Собственно очень сильно хочется научиться на нем работать. Может есть какие нибудь симуляторы, для овощей типа меня? Опыта по сути почти что ноль. Чуток в кореле шарю, и иногда приходится работать на чпу по Пенопласту (пенорез который) понятно, что между ними большая разница, но.. Вдруг и тут разберусь?)) Буду благодарен всем советам