Загадочный агрегат ГГЭ-2м
Есть у кого документация на него?
Есть у кого документация на него?
Буэнос диас, геноссен.
Попала мне в руки очередная ржавая чугунина. Ну вы же понимаете, что если ржавая хреновина просто лежит в мастерской, то она пинается из угла в угол и занимает место. Что сделать, чтобы прекратить это? Вариантов два: выбросить или поставить на ход и приобщить с лютому металлическому движу. Я вот за второй вариант... потому как эту железку уже один раз выбросили :)
Итого, смотрим:
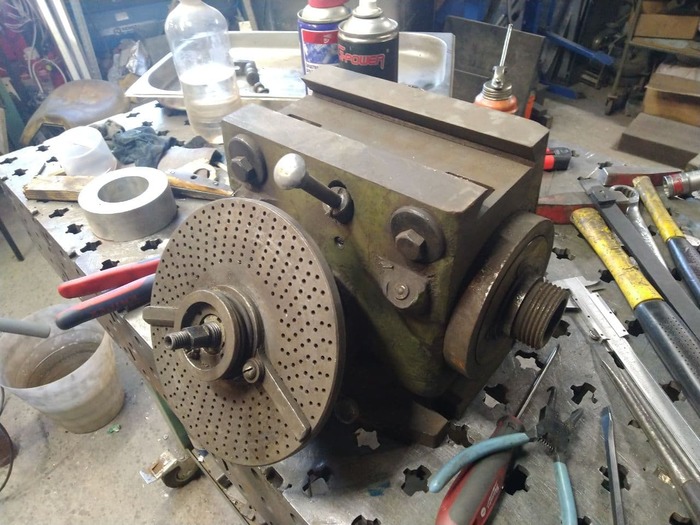
Штуковина не крутится. С ручного тормоза не снимается. Печаль-беда. В крайнем случае - пущу на запчасти. У меня есть такая же точно, только рабочая.

Как они по этим отложениям говна определяли хоть что-то?
Зато по шпинделю и гайке не лупили кувалдой. Это ценно и встречается не часто... Обычно советский пролетарий обращался со станками и оснасткой как с говном.

Ну ок. Ведро керосина, молоток (через деревяшку!), выколотки, пресс, гаечные ключи и потихоньку вытряхиваю потрошки:

В целом - сохран более чем бодрый. Неясно, что же ей мешало работать?
Очевидно, закоржавевшая консервационная смазка. Потому как жидкой смазки это изделие ни разу не видело вообще. Высокая культура производства, что и говорить.

Чтобы подшипник распополамить пришлось приложить силу. :)
В итоге, потроха отправляются в лагун с бензином, а корпус на помойку... в смысле на помывку. Есть хороший технический шампунь - я им все станки мою. Ну вот и вот.
Заодно детальки подшлифовываю и подполировываю. Ну потому что мне ж для себя. А чем выше чистота поверхности - тем дольше проработает.

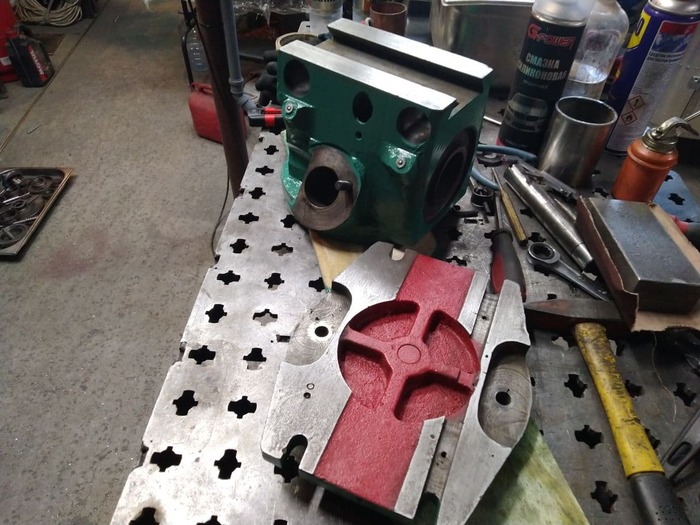
А корпус после мойки и сушки - крашу на улице из баллончика. Ваще хотел отпескоструить и покрасить порошком, благо и то и другое есть. Но как подумал, что потом шпатлевать это всё придётся, а шпатлёвка под порошок стоит конских денег - решил забить.

Снаружи - зелёненький (РАЛ 6000, мат) +акриловый полуматовый лачок. А внутри - красный. По канону.
Заодно чуток шлифанул и нижнюю плоскость и верхушку ластохвоста.
Ну и пора собирать. Для погонов и шестерней - смазка ШРУС-4, для подшипов - медная, а в подшипники скольжения - по мануалу, жидкая индустриальная минералка.

Шпинделёк-то - моё уважение! Не битый, ровный! Наружняя М34х3 (по памяти), внутри - КМ4. Удобненько. Пружинки дают возможность лимбу (ну вот та рулетка с циферками) зануляться в произвольном месте, но не болтаться. Обычно такая фиксация на винте с накатной головкой. Но эта УДГ вообще какая-то переусложнённая вся.

Ну и финал:
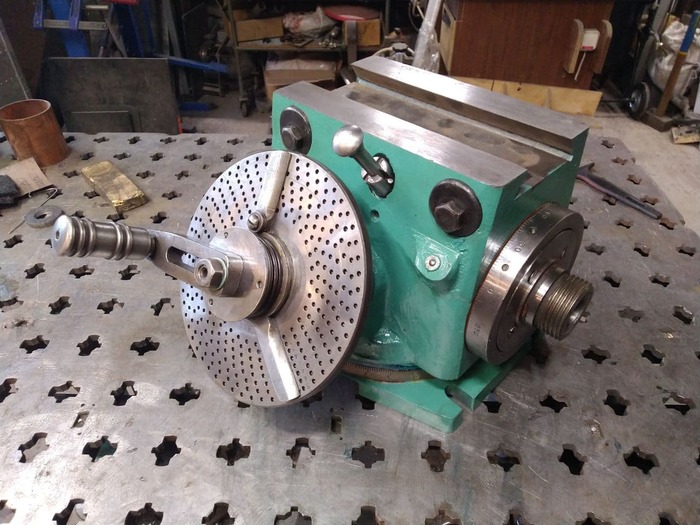

Вполне себе айнанэ.
Потрачено 4 часа времени за 2 дня и примерно 1500 денег. Ну сама УДГшка мне обошлась в 500 рублей. Из расходки - керосин, бензин, баллон краски, полбаллона лака, смазочные материалы, малярный скотч. Изи ваще.
Всем привет. Как уже понятно из названия поста, мы продолжаем заниматься пазлами.
В предыдущих постах можно узнать с чего все начиналось, а сейчас я расскажу что было дальше.
Весь 2020 год вынашивал идею пазла, которую наметили выпустить в начале 2021. Хотелось воплотить концепцию с фигурками людей, которых неожиданно застала пандемия.



Как бы смешно это не звучало, но у нас опять померла лазерная труба аккурат после того, как мы представили пазл 2020. Это просто непруха какая-то. Начал грешить на блок розжига. Замерил силу тока и оказалось, что он выдаёт 40 мА, а должен 27. В блоке есть регулировочный винт, которым можно настраивать силу тока, но как оказалось на манипуляции с ним блок не реагировал. Решили заказать новый блок. В Китае как раз намечался Новый год, поэтому доставка затянулась на полтора месяца. В результате приехал вот такой блок с регулировкой.

Также есть подозрение, что на выход из строя трубы влияет температура окружающей среды. Зимой в мастерской поддерживается температура 15 градусов пока в ней никого нет и 20 во время работы. Возможно, что температура охлаждающей жидкости в трубке слишком низкая для работы.
Одновременно с заказом блока, из Питера были заказаны новая лазерная труба, чиллер и дублирующий станок. Все это дело должно было приехать в течении 60 дней в апреле, но получили мы оборудование только на прошлой неделе. К сожалению, я сглупил и оформил доставку трубы вместе со станком, когда мог получить её в течении месяца. По договорённости с поставщиком трубы приехали раньше, но всё равно время потеряли. Так же из-за задержки, доставка станка была за счёт поставщика.
Получив трубу, мы представили новый пазл “Дыши”, над которым я работал, пока ждали оборудование.


Столкнулись с еще одной неприятностью. В процессе нанесения гравировки на коробку, стали перетираться провода. В результате чего, отказывали датчики фокуса и позиционирования. После третьей замены проводов, было решено изменить подход и отказаться от гравировки. Новые коробки теперь имеют вырезанные элементы.

Ещё из нового. Мы начали пробовать сотрудничать с иллюстраторами, чтобы ускорить процесс создания новых изображений. Потому что идей в голове много, а времени на реализацию не хватает. Надеюсь, что такая коллаборация будет только на пользу и скоро у нас появится новый пазл.
Кому интересно следить за нами:


При написании прошлого поста я и близко не мог себе представить того уровня интереса, который он вызовет. Моя цель - показать людям в первую очередь техническую сторону процесса, поэтому все лирические отступления я оставлю на послесловие.
Так что не буду растекаться мыслью по древу и перейду к делу.

Часто задаваемый вопрос к прошлому посту - как устанавливается линза в пластиковую или неразборную металлическую оправу? Название метода вставки вы могли заметить в названии поста. Это не шутка! Мы правда это так называем. За характерный звук, издаваемый оправой, когда линза встаёт на своё место. Выглядит и звучит это вот так:
В данном случае показана так называемая "холодная вставка". Этот способ применяется к оправам из материалов не увеличивающим свою эластичность при нагреве и требует более тщательной и внимательной подгонки линзы. Необходимо учитывать что подобные материалы оправы быстро "стареют" и становятся хрупкими и ломкими. Во избежание этого между линзой и рамкой оправы надо сделать такой зазор, что бы линза там ни в коем случае не болталась и не выпадала, но при этом стояла без лишнего напряжения.
Другая разновидность вставки линз в пластиковые оправы - "на горячую". Это когда оправа предварительно подогревается на специальном фене и становится немного пластичной, что сильно облегчает процесс монтажа. Дабы не перегружать видеофайлами пост - снимать я его не стал. Да и нет там ничего интересного, даже звука "чпок". Но если что, фен выглядит примерно вот так (картинка из интернета):

Ещё один иногда попадающийся случай - неразборная металлическая оправа. Чаще всего такие оправы - либо переделка "готовых" очков в индивидуальные, либо бывшие солнцезащитные очки. То есть такие оправы, в которые производитель изначально не закладывал возможность установки диоптрийных линз. Такая работа требует наибольшей аккуратности в подгонке, чем любые другие ободковые оправы.
Шаг влево, шаг вправо от нужного размера и либо линза сколота, либо она болтается как воробей по сараю.
Далее я хотел бы рассмотреть ещё один частый вопрос - астигматические линзы. Не буду впадать в физику, анатомию и истерику, а попробую изложить максимально просто и понятно. Роговица человеческого глаза в идеале имеет сферическую форму. Представьте себе баскетбольный мяч, который ровно разрезали пополам и по подобию половинки "слепили" роговицу глаза. А что бывает когда на складе закончились мячи для баскетбола и остались только мячи для регби?

Не может же человек без глаз, вот и приходится всё равно резать пополам и "лепить" роговицу. Человек всё видит, но как-то кривенько. Потому что у него теперь астигматизм.
На практике для человека это выглядит вот так: смотря прямо перед собой по линии параллельной земле у него зрение минус 2. А вот по линии перпендикулярной предыдущей у него уже минус 3. И получается из-за халатной работы склада с мячами у человека цилиндр 1. Естественно и диоптрии и наклон такой линии может быть любым.
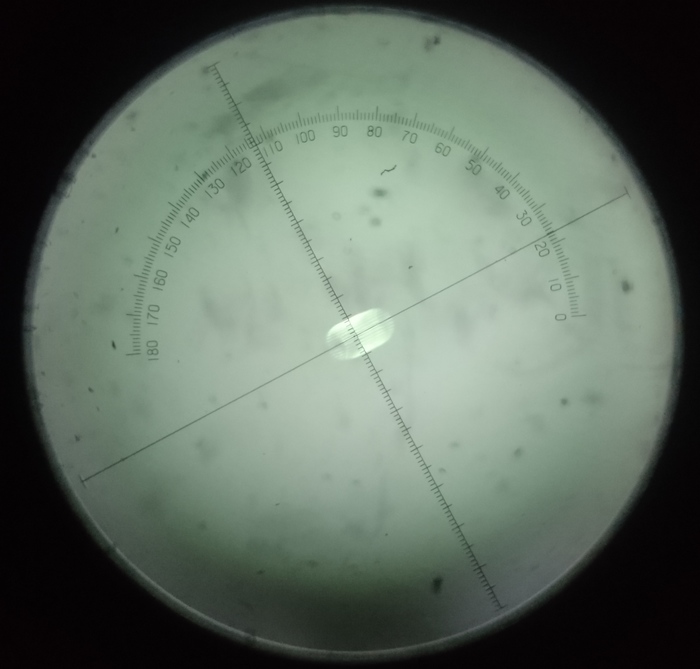
В диоптриметре это выглядит вот так. Можете сравнить с фотографией из прошлого поста. В данном случае цилиндр имеет угол установки в 23 градуса.
Ну а теперь настал черёд нудятины. Первое и самое главное: я не офтальмолог, и к медицинской сфере отношение имею лишь косвенное. И если вы спрашиваете в комментариях какого-то совета, который ближе к офтальмологии чем к изготовлению - я могу лишь высказать своё мнение, которое нельзя считать истиной в последней инстанции. Второе - я не преследую иных целей, кроме как показать процесс изготовления очков. Я не ищу клиентов и не знаю как вам обмануть систему и сделать мега-очки за нано-деньги. Третье - я не считаю нашу мастерскую эталоном производства. Я лишь показываю как ту или иную работу делаем лично мы. Теми способами и на том оборудовании которые удобны лично нам. Четвёртое - я не знаю какие оправы и какие производители линз лучше. Они все классные и хорошие, честно. Пятое - я никак не комментирую цены в салонах оптики.
Спасибо за внимание! Всё так же с радостью отвечу на ваши вопросы. И до встречи в новых постах.
Всем привет!
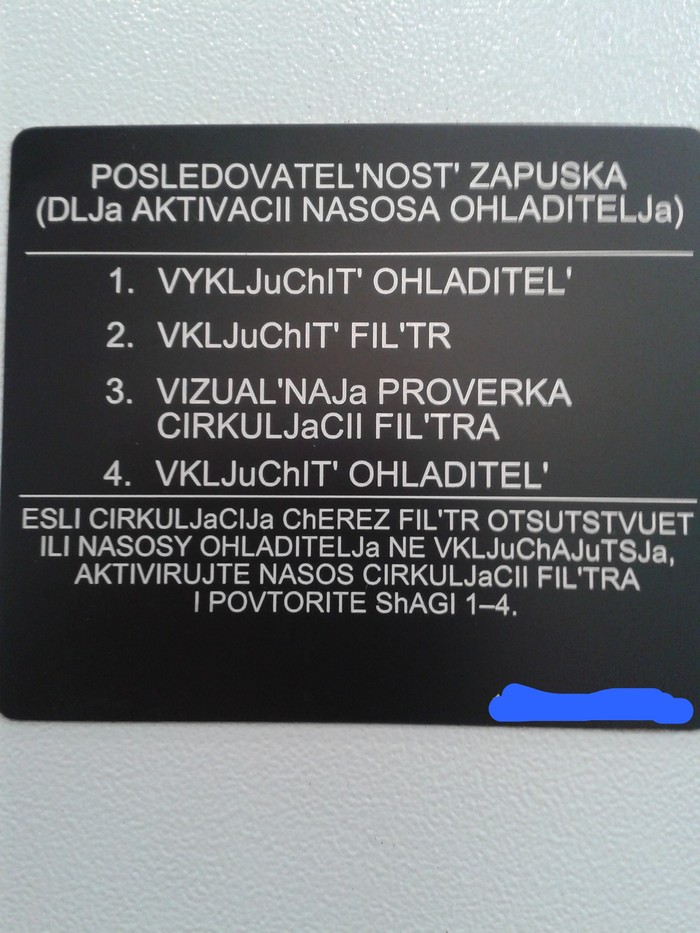
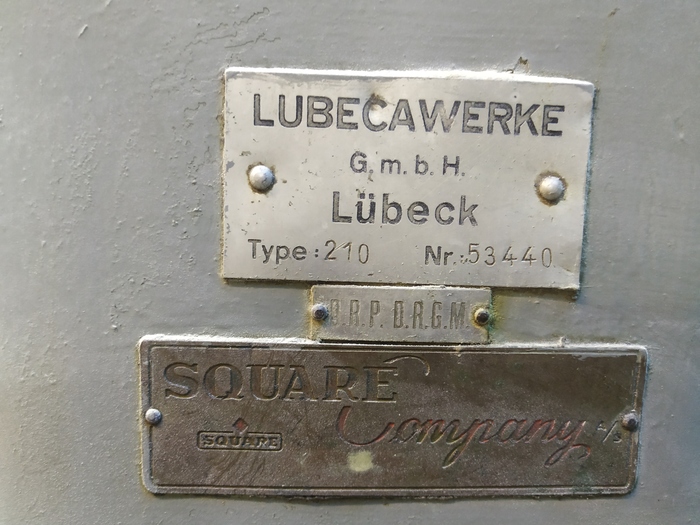
На предприятии от прошлого хозяина остался станок. Никто не знает что это и как это работает. В интернете нашел только то, что это вакуумный термоусадочный станок. Название фирмы или других опознавательных знаков не нашел. Кто может помогите определить этого зверя, а если получится то и инструкцию как его запустить. Надеюсь Пикабу всемогущий мне поможет.


Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi

Ша́бер (нем. Schaber, от нем. schaben — скоблить) — трёх- или четырёхгранный ручной или механический слесарный инструмент, заостренный с одного конца, служащий для точной обработки поверхностей металлических изделий, обработки кромок, нанесения рисунков и надписей в гравировальном и литографском деле.( Википедия)
Плоские шаберы применяют для шабрения плоских поверхностей — открытых пазов, канавок и т. д. Длина плоских двухсторонних шаберов составляет 350…400 мм. Ширина шабера для грубого шабрения принимается равной 20…25 мм, для точного — 5…10 мм. Толщина конца режущей части колеблется от 2 до 4 мм. Угол заострения у шаберов для чернового шабрения принимают равным 70…75 градусов, для чистового - 90 градусов.

Универсальный шабер со сменными режущими пластинками состоит из корпуса, держателя, рукоятки, зажимного винта, сменной режущей пластинки из быстрорежущей стали или твёрдого сплава.(тоже Википедия).

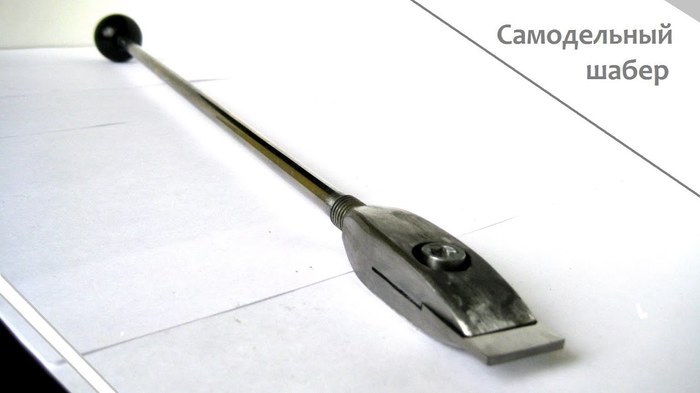
А теперь покажу как выглядят шабера, которыми пользуемся мы у себя на работе. Уж очень просил один пикабушник).


Как видите, у него две ручки. Это позволяет контролировать усилие нажима, да и просто удобно ( по моему скромному мнению))). А вот так выглядит пластинка для шабера.
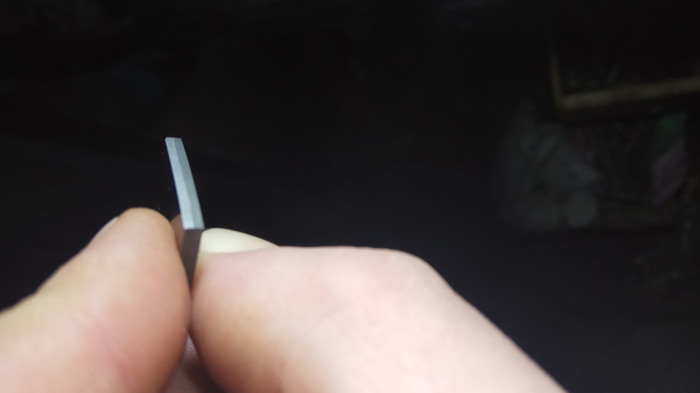
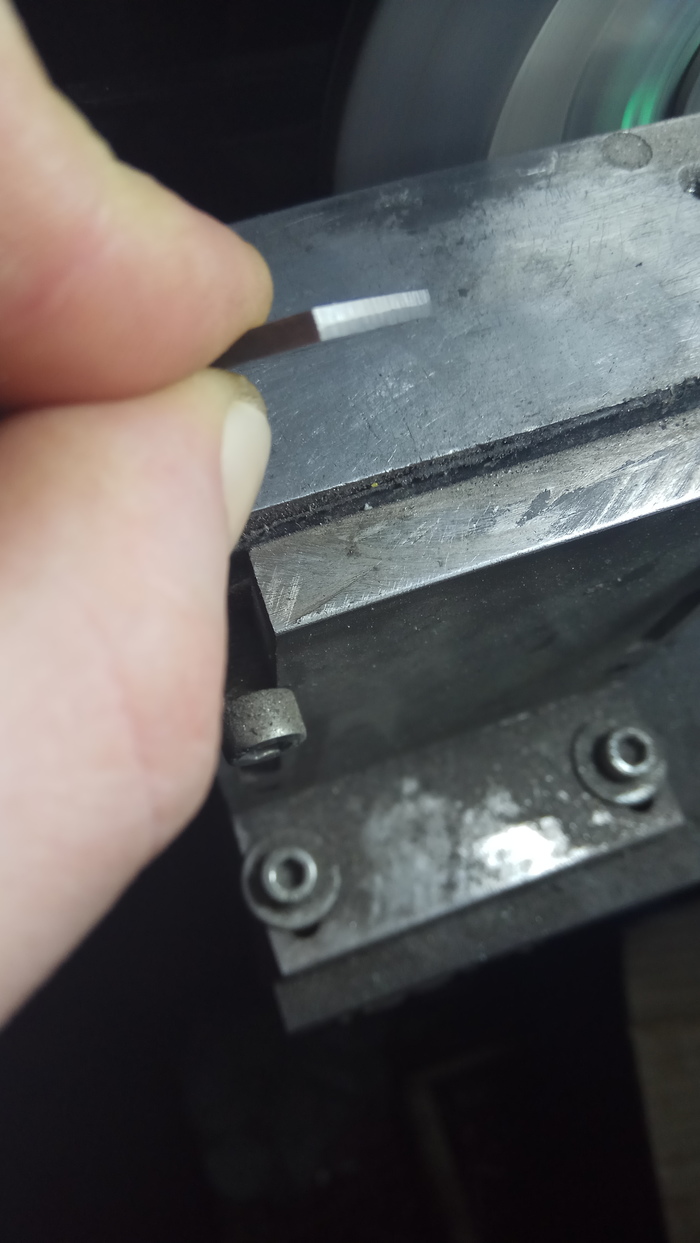
Затачивается четыре режущих кромки, под углом примерно 80-85 градусов. На алмазной чашке.

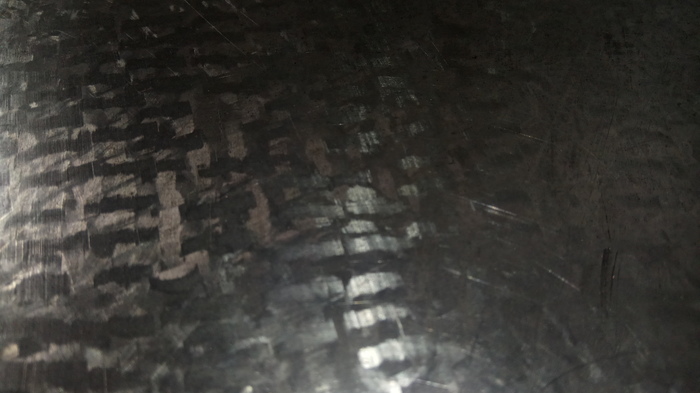

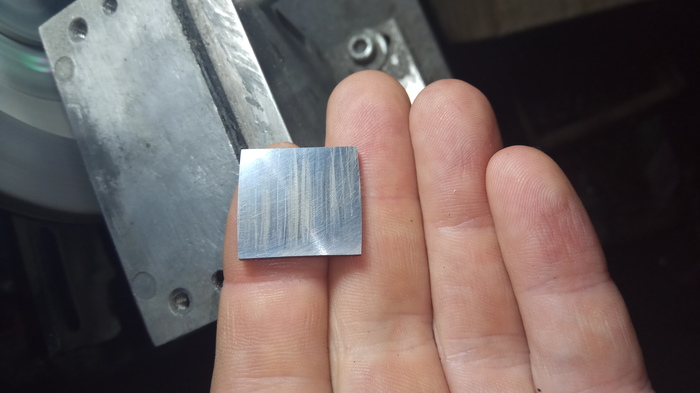
Так выглядит рисунок на шабровочной плите. Её шабрили по линейке. Линейка на фото ниже.



Краска- сажа разведённая с маслом И20. Можно использовать как краску обыкновенную синьку, также разведённую маслом. А дольше пойдут фото станков на разной стадии готовности.
Разобранный 16а20и детали от него.





Консоль и стойка 6т13, шабрятся завалы.


Уже готовый 16а20

Это другой 16а20. Немного отличается по исполнению. Другая рездержка и задняя бабка ручная.


Надеюсь, удовлетворил любопытство жаждущих узнать, что такое шабер))))) Если нет- задавайте вопросы, постараюсь ответить. Ежели что не так - извиняйте))) я не писатель, я больше по железу))). Первые четыре фото не мои, спёр из инета чтобы показать варианты. Всем удачи на работе).