0 просмотренных постов скрыто


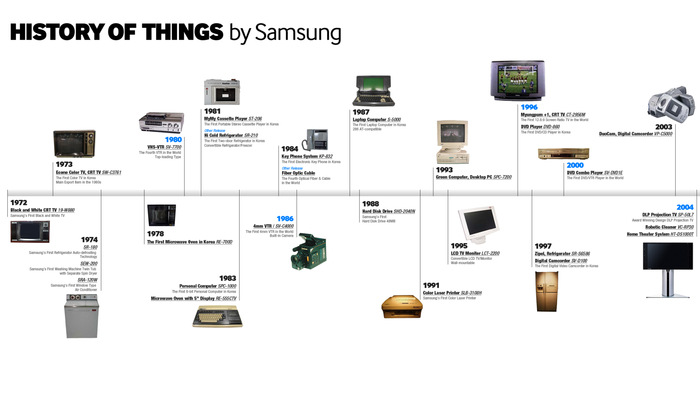
Технологии: "Samsung" немного о производителе

Samsung — южнокорейская корпорация по производству электроники. Ее разработки используются в самой разной технике бытовой технике. Бренд «Samsung» входит в десятку самых узнаваемых в мире. Как начиналась история компании, чем она известна и что производит сейчас?
Первые шаги
Samsung появилась в далеком 1938 году как продуктовая компания. В то время корейский предприниматель Ли Бен Чхоль решил открыть производство рисовой муки. Изучив рынок, Ли наладил экспорт товара в Китай. Вскоре к муке добавились сахар, сушеная рыба и рисовая водка. А компания получила свое первое официальное название — Samsung Trading Company.

Во время Корейской войны владелец Samsung практически лишился бизнеса. Основные заводы и склады компании были уничтожены. Но Ли не унывал, решив зарабатывать в новых сферах. Сначала он вкладывает капитал в текстильную фабрику и сахарный завод, а потом — в страховой бизнес.

Но вскоре основателю Samsung снова не повезло. В 1960 году свергли первого президента Южной Кореи Ли Сын Мана. «Прилетело» и Бен Чхолю, дружившему с бывшим главой государства. Его обвиняли в коррупции и собирались судить. Впрочем, бизнесмену удалось отсидеться в Японии — а ситуация снова изменилась в лучшую сторону.
Путь к успеху
Весной 1961 года в Корее произошел военный переворот. К власти пришел генерал Пак Чон Хию Он взял курс на индустриализацию с ориентацией на экспорт. Для этого лучшим бизнесменам страны правительство предоставило выгодные кредиты и займы. В числе счастливчиков оказался и основатель Samsung.
С помощью государственной поддержки были созданы 30 чеболей — крупных финансово-промышленных групп. У каждой из них было свое направление в бизнесе. Samsung Group занялась электроникой. Ее главным подразделением стала Samsung Electric Industries. Она стала производить телевизоры, холодильники, стиральные машины и прочую бытовую электронику. Партнерами корпорации стали японские компании Sanyo и NEC. Многие компоненты для этой техники выпускали две другие компании из Samsung Group — Samsung Electro-Mechanics и Samsung Electron Devices.

В 1978 году была основана еще одна компания группы — Samsung Semiconductor & Telecommunications. Корпорация занялась полупроводниковым бизнесом. Технологии она получила от американский Micron и японской Sharp, взамен пропустив эти фирмы на корейский рынок.
В 1983 году «дочка» Samsung начала собственное производство чипов памяти оперативной памяти. Предприятие оказалось крайне успешным. В 1995 году Samsung заняла первое место по объемам продаж этих чипов.
Мировое лидерство
В 1988 году компании Samsung Group по производству электроники были объединены в Samsung Electronics. В конце 90-х корпорация стала активно скупать права на перспективные технологии. Затем их дорабатывали и пускали в массовое производство.
В 2000 году под крылом Samsung начался выпуск литий-ионных аккумуляторов, в 2001 — плоских панелей для телевизоров, а в 2002 — флэш-памяти. Компания выбилась в лидеры рынка всего за несколько лет. В конце 2007 года Samsung впервые заняла почетное второе место на рынке мобильных телефонов — после Nokia.

В 2009 году компания получила статус крупнейшего технологического гиганта. Она опередила по продажам и выручке немецкую Siemens и американскую HP. В эпоху смартфонов Samsung заняла лидирующие позиции и на этом рынке. Ее электронные компоненты широко применяли даже в моделях конкурентов. В частности, первые системы на чипе для Apple iPhone разработала именно Samsung.
Samsung сегодня
Структура Samsung Group на сегодняшний день очень широка. Ключевая компания в ее составе, как и прежде — Samsung Electronics. За производство дисплеев и аккумуляторов отвечает близкая к ней Samsung SDI, а датчиками камер занимается Samsung Electro-Mechanics. Помимо этого, в Samsung Group входит ряд компаний, занимающихся химической и тяжелой промышленностью, а также страхованием и финансами.
Samsung самостоятельно разрабатывает и производит практически все виды современной бытовой техники и электроники. Перечень товаров огромен: смартфоны, планшеты, телевизоры, мониторы, стиральные машины, микроволновые печи, кондиционеры, пылесосы и многое другое.
Основные производства компании все также находятся в Южной Корее, хотя в других странах тоже имеется большое число заводов.

Samsung является одним из лидеров полупроводниковых технологий. Оперативная и флэш-память, датчики камер, AMOLED и LCD-дисплеи: в развитие всего этого компания внесла огромный вклад. Сегодня разработанные ею компоненты можно встретить в огромном количестве компьютеров, ноутбуков, смартфонов и прочей цифровой техники — как среди гаджетов самой Samsung, так и среди продуктов других компаний.

Немалую роль Samsung играет и в производстве полупроводниковых чипов сторонних разработчиков. С помощью технологических процессов компании производится часть современных высокопроизводительных чипов. Например, некоторые системы на чипе от Qualcomm, а также ряд графических процессоров NVIDIA.
Показать полностью
7


11 ноября 2025 года. НОВАЯ ДЕРЕВНЯ, часть 2


Выполнен монтаж котельной двухэтажного дома площадью 240кв.м., где отопление выполнено только теплыми полами.
Стоимость работ по котельной - 144т.р.
Стоимость оборудования и материалов котельной - 559т.р.
Подробности в видео.
Начало работ здесь - 16 сентября 2025 года. НОВАЯ ДЕРЕВНЯ, начало работ
Первая часть тут - 18 сентября 2025 года. НОВАЯ ДЕРЕВНЯ, часть 1








Показать полностью
10
6


Экологичная революция: Производство оксида пропилена без электричества!
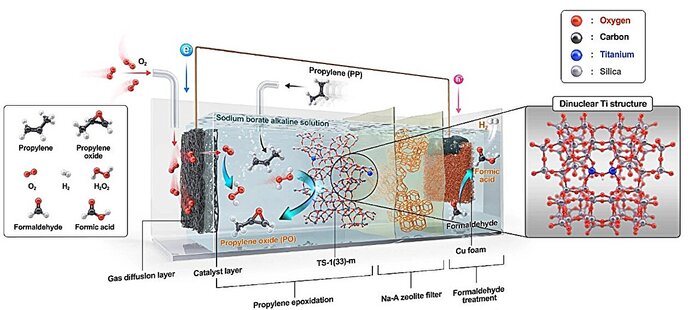
Схема автономной каталитической системы для эпоксидирования пропилена.
Представьте систему, которая производит оксид пропилена (PO) — ключевой ингредиент для полиуретана в диванах и матрасах, полиэстера в одежде и бутылках — без единого ватта энергии извне. Исследователи из Университета науки и технологий Ульсана (UNIST) и Национального университета Чоннам разработали именно такую автономную установку, полагающуюся на химический потенциал.
В основе — перекись водорода (H₂O₂), генерируемая на месте из кислорода и формальдегида через самопроизвольную электрохимическую реакцию. Разница энергий между реакциями делает процесс независимым от электричества или солнечного света, в отличие от традиционных методов, где H₂O₂ получают из ископаемого топлива с выбросами CO₂.
Полученная H₂O₂ окисляет пропилен, образуя PO. Команда усовершенствовала катализатор на основе цеолита (TS-1), сделав его устойчивым к щелочной среде, необходимой для H₂O₂. Это повысило эффективность и выход PO.
За 24 часа система выдает 1657 микромолей PO на квадратный сантиметр — в восемь раз больше, чем в предыдущих "зеленых" подходах. Плюс, она производит водород (H₂) как побочный продукт, чистый источник энергии.
Экономика впечатляет: себестоимость PO падает на 8%, до 2,168 долларов за килограмм. Упрощенная конструкция без высоких температур, давлений и внешних источников снижает капитальные и эксплуатационные расходы, а производство H₂O₂ на месте минимизирует логистику.
"Этот модульный процесс легко масштабируется для мелкосерийного производства, способствуя переходу к децентрализованным системам", — отмечает профессор Джи-Ук Джанг.
"Мы преодолели ограничения цеолитных катализаторов, открыв путь к устойчивой химической промышленности", — добавляет профессор Джа Хун Квак.
Показать полностью


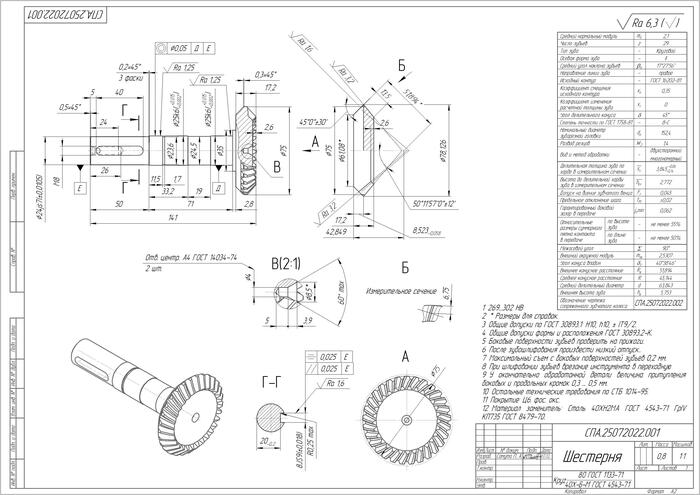
Как читать чертеж шестерни: пошаговое руководство
Чертёж — это не просто набор линий и цифр. Это язык, на котором инженеры рассказывают историю детали: для чего она, как её сделать и как проверить. Давайте возьмём чертёж конической шестерни с круговыми зубьями (документ СПА.25072022.001)и научимся этому языку.
Как читать чертеж шестерни: пошаговое руководство
Быстрый портрет. Основная надпись и общие данные
С этого начинается чтение любого чертежа. В правом нижнем углу мы находим «паспорт» детали:
Наименование: «Шестерня». Уже понятно, что это ведущее зубчатое колесо.
Обозначение: СПА.25072022.001. Это уникальный код детали в системе документации.
Материал: 40Х-Б-М ГОСТ 4543-71.
Твёрдость: 269...302 HB. Это контрольный параметр для термиста. Готовую деталь будут проверять на твёрдость.
Масса: 0,8 кг. Важно для расчётов динамики и подбора двигателей.
Что это нам дало? Мы уже знаем, что перед нами ответственная, термообработанная деталь из качественной стали.
Анатомия шестерни. Виды, разрезы и сечения
Чертёж использует классические инженерные приёмы:
Вид слева (основной): Показывает профиль шестерни, внешние диаметры, посадочное отверстие.
Вид Б: Измерительное сечение ключевое для зубчатого зацепления!
Таблица параметров (в левом верхнем углу): Это «шпаргалка» для сборщика и контролёра. Она связывает наш чертёж с сопряжённой деталью (колесом СПА.25072022.002) и содержит выверенные геометрические и контрольные параметры. Например:
he = 5,753 — внешняя высота зуба.
d = 63,843 — средний делительный диаметр (воображаемый диаметр, на котором толщина зуба равна ширине впадины).
sx = 3,845 и hax = 2,772 — делительная толщина зуба по хорде и высота до неё в измерительном сечении. Это то, что будут непосредственно замерять калибром на производстве!
Мы перешли от общего вида к пониманию критически важных элементов — формы и размеров зуба.
Глубокое погружение. Расчётная таблица как источник истины

Чертёж показывает что проверить, а расчётная таблица объясняет, почему такие цифры и как их получили. Это логика конструктора, оцифрованная в таблицы.
Число зубьев (z1, z2): 29 у шестерни и 29 у колеса. Это первое и главное решение. Оно диктует, что передаточное число равно 1.
Модуль средний нормальный (m_n): 2.1 мм. Это, условно, "размер" зуба. Чем больше модуль, тем крупнее и прочнее зуб.
Межосевой угол передачи (Σ): Мы проектируем угловую передачу, которая передает вращение "за угол" в 90 градусов.
Угол наклона зубьев (β):. Это угол, под которым зубья "закручены" (спиральные). Это делает работу передачи более плавной и тихой по сравнению с прямыми зубьями.
Направление линии зуба: "правое" у шестерни и "левое" у колеса. Это обязательное условие для их зацепления.
Коэффициент смещения (x_n): +0,35 у шестерни и -0,35 у колеса. Это очень важный технологический "трюк". Намеренно сместил режущий инструмент:
+0,35 (Шестерня): Сместил от центра. Зуб у основания стал толще и прочнее, но у вершины — острее.
-0,35 (Колесо): Сместил к центру. Зуб у основания стал тоньше, но у вершины — толще.
Зачем? Это делается для выравнивания прочности зубьев, улучшения условий зацепления и избежания подрезания (когда инструмент срезает часть ножки зуба).
Определяемые параметры: "Что у нас получилось"

Это результат расчетов, основанных на исходных данных. Это чистая геометрия.
Угол делительного конуса (δ): для обеих шестерен. Расчет подтвердил: раз число зубьев одинаковое (29 и 29), то для 90-градусного угла передачи каждая шестерня должна иметь угол конуса ровно 45 градусов. Это значение мы видим на чертеже.
Внешнее конусное расстояние (R_e): 51,894 мм. Это расстояние от теоретической вершины конуса до внешней кромки зуба. Этот размер также вынесен на чертеж.
Ширина зубчатого венца (b): 13,5 мм. Это ширина рабочей части зуба, и она тоже есть на чертеже.
Внешний диаметр вершин зубьев (d_ae): 78,126 мм. Это тот самый максимальный габаритный диаметр шестерни, который мы видим на чертеже.
Углы конуса вершин (δ_a) и впадин (δ_f): .Они тоже перенесены на чертеж и показывают точные углы, под которыми нужно обрабатывать заготовку.
Почему шестерня именно такая?
Передаточное число u = 1: Шестерня и колесо имеют одинаковое число зубьев (z1 = z2 = 29). Это прямая передача, часто используется для изменения направления вращения без изменения скорости.
Угол наклона β = 17°27'56": Круговые зубья обеспечивают плавное, бесшумное зацепление и возможность регулировки при сборке.
Степень точности 8-С по ГОСТ 1758-81: Указывает на допуски на изготовление. «8» — средняя степень точности, «С» — нормальный вид сопряжения. Баланс между ценой и качеством для большинства промышленных применений.Как её изготовят?
Метод обработки: «Двухсторонний многономерный». Это означает, что зубья нарезаются за один проход специальной зуборезной головкой (do = 152,4 мм), которая обрабатывает обе боковые стороны зуба одновременно.
Развод резцов W2 = 1,4: Параметр настройки режущего инструмента для формирования правильного профиля впадины.Как убедиться, что она будет работать хорошо?
Пятно контакта: «не менее 50%». В процессе испытаний на краску проверят, чтобы реальная площадь контакта зубьев была не меньше этой цифры. Это гарантия бесшумности и долговечности.
Боковой зазор jn min = 0,062: Минимальный зазор между зубьями сопряжённой пары для размещения смазки и компенсации температурных расширений.
Проверка на подрезание: В таблице есть расчёт, подтверждающий, что геометрия инструмента не срежет опасную поднутрение у основания зуба («выполнено»).

Технические требования
Это текстовая часть, где прописаны все нюансы, которые нельзя или сложно отобразить графически. Они превращают чертёж из картинки в технический закон:
«После зубошлифования произвести низкий отпуск»: Шлифовка вызывает напряжения в металле. Низкий отпуск их снимает, предотвращая трещины.
«Боковые поверхности зубьев проверить на прижоги»: Контроль дефектов термической обработки.
«Максимальный съём с боковых поверхностей зубьев 0,2 мм»: Запас на последующую притирку или ремонт.
«При шлифовании зубьев врезание инструмента в переходную...» (оборвано, но смысл ясен) — запрет на повреждение галтели (перехода у основания зуба), где концентрируются напряжения.
«Покрытие: Ц6. фос. окс.»: Фосфатирование (Ц6) для защиты от коррозии и улучшения приработки поверхностей.
Читая чертёж таким образом, мы видим не просто диск с зубьями, а сложную инженерную систему. Каждый параметр — от химического состава стали до допуска в 0.025 мм — является результатом расчётов и компромиссов между прочностью, стоимостью, технологичностью и долговечностью.

На этом мы сегодня ставим точку, но только для того, чтобы завтра начать снова. Ваша обратная связь — это тот самый мост, который я строю от сегодняшней статьи к завтрашней, чтобы она была еще ближе к вашим сердцам и задачам. Пожалуйста, помогите мне укрепить этот мост. Оцените статью по предложенным критериям — это займет у вас секунды, но даст мне бесценные данные. Каждый ваш комментарий — это кирпичик в фундаменте нашего общего знания. С любовью и надеждой на диалог.
Пожалуйста, оцените эту статью от 1 до 5 в комментариях по следующим критериям:
А. Актуальность для вас и ваших коллег (насколько порекомендуете?).
Б. Информативность (насколько помогает решать насущные задачи?).
В. Полезность для расширения картины мира.
На ваши вопросы и пожелания с удовольствием отвечу. Ваша обратная связь поможет создавать еще более ценный контент для вас!
Если у вас возникли вопросы, не стесняйтесь задавать их в комментариях или свяжитесь со мной лично.
Об авторе:
Я, Павел Самута, инженер-конструктор, практикующий с 2007 года после обучения в БрГТУ и БГПК. Сферы моего интереса – машиностроение, теплоэнергетика, киносъемочное оборудование, где я использую передовые технологии моделирования и расчёта. В моём блоге я рассказываю о вызовах современного общества, про инжиниринг и его влиянии на индустрию.
Показать полностью
5
Как читать чертеж линзы: пошаговое руководство
Технический чертеж линзы — это не просто набор линий и цифр. Это структурированная система передачи информации, охватывающая геометрию, оптические свойства, допуски, материалы и стандарты. Ниже — подробный разбор чертежа СПА.09112025.001, разработанного Самутой П. А., как пример.
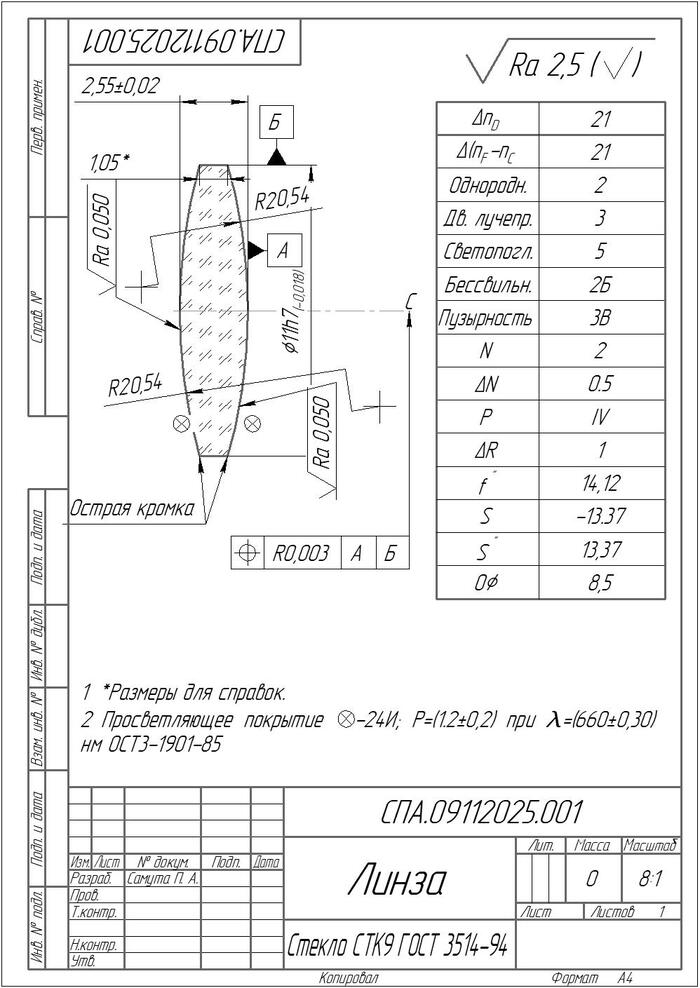
Как читать чертеж линзы: пошаговое руководство
Общие сведения
В верхней части или штампе чертежа указываются базовые данные:
Обозначение чертежа: СПА.09112025.001 — уникальный код детали.
Название: Линза — тип оптического элемента.
Материал: Стекло СТК9 или СТКУ по ГОСТ 3514-94 — определяет оптические и механические свойства.
Масса: 0.81 г — важна для сборки и баланса оптической системы.
Формат чертежа: А4 — стандартный лист для документации.
Геометрические параметры
На виде сбоку и в разрезе отображаются ключевые размеры:
Диаметр линзы: 11 мм — определяет габариты и посадку.
Толщина: 2.55 мм — влияет на фокусировку и механическую прочность.
Острая кромка: указана как требование — важно для точности обработки.
Шероховатость поверхности: Ra 0.050 и Ra 2.5 — параметры качества полировки, критичны для оптики.
Дополнительно могут быть указаны:
Радиусы кривизны (например, R20.54)
Углы наклона, допуски по посадке (например, 11h7)
Оптические характеристики
Эти параметры определяют, как линза взаимодействует со светом:
Светопропускание: 0.94 — 94% света проходит через линзу.
Фокусное расстояние (f): 14.12 мм — определяет точку фокусировки.
Зона апертуры: 21 мм — рабочая область линзы.
Двойное лучепреломление: 3 — показатель оптической однородности.
Пузырчатость: 3B, Бессвильность: 2Б — дефекты стекла по ГОСТ.
Искажение светового потока (S): ±13.37 мм — допустимое отклонение.
Показатель преломления (N): 2 ± 0.5 — ключевой параметр для расчёта оптической силы.
Просветляющее покрытие
На чертеже указано:
"-24И"; P = (1.2 ± 0.2) при λ = (660 ± 0.30) нм ОСТ 3-1901-85
Это означает:
Тип покрытия: "-24И" — интерференционное многослойное покрытие.
Коэффициент отражения (P): 1.2% ± 0.2% — очень низкое, обеспечивает высокую светопропускную способность.
Центральная длина волны (λ): 660 нм — оптимизация под красную область спектра.
Стандарт: ОСТ 3-1901-85 — регламентирует технологию и допуски.
Расчетное значение (14.10 мм) практически идеально совпадает с заявленным на чертеже (f' = 14.12 мм).
Такое покрытие критично для лазерной, медицинской и ночной оптики. Линза имеет умеренную светосилу (NA ≈ 0.3) и угловое поле ~35°. Линза, скорее всего, предназначена для фокусировки или коллимации излучения красного лазера (например, HeNe-лазера 633 нм или диодного лазера 650-670 нм).
На это указывает:
Специализированное просветляющее покрытие под 660 нм.
Высокие требования к однородности стекла и низкому двойному лучепреломлению.
Жесткие геометрические допуски.
Уровень качества: Линза относится к прецизионному классу. Используется в ответственных оптических системах, где важна точность формирования пучка (ладерные дальномеры, медицинское оборудование, измерительная техника).
Критические параметры при производстве и контроле:
Соблюдение радиуса кривизны и толщины для достижения точного фокусного расстояния.
Качество полировки поверхностей до Ra 0.050 для минимизации рассеяния света.
Нанесение просветляющего покрытия с гарантированным коэффициентом отражения не более 1.4%.
Контроль однородности стекла и внутренних дефектов (пузырность, свили).
Совместимость: Линза предназначена для работы в воздушной среде. Высокий показатель преломления (n~2.0) позволяет создать эффективный оптический элемент с относительно малыми радиусами кривизны, что удобно для миниатюризации систем.
На этом мы сегодня ставим точку, но только для того, чтобы завтра начать снова. Ваша обратная связь — это тот самый мост, который я строю от сегодняшней статьи к завтрашней, чтобы она была еще ближе к вашим сердцам и задачам. Пожалуйста, помогите мне укрепить этот мост. Оцените статью по предложенным критериям — это займет у вас секунды, но даст мне бесценные данные. Каждый ваш комментарий — это кирпичик в фундаменте нашего общего знания. С любовью и надеждой на диалог.
Пожалуйста, оцените эту статью от 1 до 5 в комментариях по следующим критериям:
А. Актуальность для вас и ваших коллег (насколько порекомендуете?).
Б. Информативность (насколько помогает решать насущные задачи?).
В. Полезность для расширения картины мира.
На ваши вопросы и пожелания с удовольствием отвечу. Ваша обратная связь поможет создавать еще более ценный контент для вас!
Если у вас возникли вопросы, не стесняйтесь задавать их в комментариях или свяжитесь со мной лично.
Об авторе:
Я, Павел Самута, инженер-конструктор, практикующий с 2007 года после обучения в БрГТУ и БГПК. Сферы моего интереса – машиностроение, теплоэнергетика, киносъемочное оборудование, где я использую передовые технологии моделирования и расчёта. В моём блоге я рассказываю о вызовах современного общества, про инжиниринг и его влиянии на индустрию.

Показать полностью
2


08.11.1923 — День рождения Джека Килби [вехи_истории]
![🗓 08.11.1923 — День рождения Джека Килби [вехи_истории]](https://cs20.pikabu.ru/s/2025/11/07/00/2sckwruc.jpg)
🗓 08.11.1923 — День рождения Джека Килби [вехи_истории]
💭 Лето 1958 года. В офисах компании Texas Instruments почти никого — сезон отпусков. Лишь инженер Джек Килби остаётся на рабочем месте.
Джек Килби
💡 Именно в этой уединённой обстановке к нему приходит идея, которая навсегда изменит мир: вместо того чтобы собирать электронные схемы из множества разрозненных компонентов, можно разместить их все в пределах одного кристалла.
⚡️Так рождается первая интегральная микросхема — крошечный кусочек германия, в котором впервые удалось объединить все элементы электрической схемы.
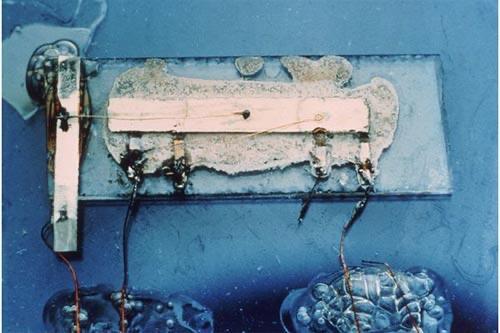
Первая интегральная схема, изобретенная Джеком Килби в Далласе во время работы в компании Texas Instruments в 1958 году.
Это событие стало отправной точкой эпохи миниатюризации:
👉 чипы начали стремительно уменьшаться в размерах;
👉 их производительность неуклонно росла
👉 стоимость производства снижалась
👉 количество выпускаемых микросхем увеличивалось в геометрической прогрессии
😎 Без изобретения Килби не было бы ни iPhone, ни PlayStation, ни GPU как класс — вообще никакой цифровой эры в том виде, какой мы её знаем.
Джека Килби и его заслуги
🥇 В 2000 году за это революционное изобретение Джек Килби был удостоен Нобелевской премии. Но главная его заслуга — не в награде, а в том, что он подарил миру фундаментальный принцип, на котором держится вся современная IT‑инфраструктура.
⸻
🩵 За это изобретение мы говорим ему большое спасибо)
Показать полностью
4
AgiBot запустила роботов, обучающихся с подкреплением в реальном мире!

Роботостроение переживает настоящий бум, но не все разделяют энтузиазм. Скептики, включая экспертов из Rockwell Automation, утверждают, что гуманоидные роботы, хоть и привлекательны, не оптимальны для заводов — их конструкция слишком сложна и неэффективна для промышленных задач. Тем временем компании AgiBot и Longcheer добились прорыва: они впервые успешно внедрили обучение с подкреплением в реальных условиях (Real-World Reinforcement Learning, RW-RL) для роботов AgiBot G2. Ранее такие алгоритмы работали только в симуляциях, где ошибки не приводили к поломкам оборудования и простоям производства.
В новой системе роботы обучаются прямо на рабочем месте, не полагаясь на жесткие инструкции. Они быстро адаптируются к изменениям в деталях, материалах и допусках, делая производство более гибким. При смене продукта не нужно перенастраивать оборудование или обновлять ПО — достаточно дать время на самообучение.
Инженеры подчеркивают стабильность RW-RL от AgiBot: роботы аккуратно корректируют действия, соблюдая требования безопасности и эффективности. Технология уже автоматизирует сложные операции, ранее требовавшие высокой квалификации, такие как сборка мелких электронных компонентов.
После успешного пилотного проекта компании планируют расширить применение в производстве потребительской электроники, автомобильных компонентов и других отраслях, где критична быстрая переналадка. Этот шаг может революционизировать промышленность, сделав роботов умнее и независимее.
Показать полностью