Сразу хочу предупредить, что новости для большинства маркировщиков, в том числе для hexus16 у меня печальные:
Не даром говорят производители: маркировка алюминия черным цветом на лазере невозможна очень сложна.
По традиции немного теории.
лёгкостью (плотность 2,7 г/см3);
высокой электропроводностью;
температурой плавления – 658°C;
температурой кипения – 2518,8°C.
В отличие от оксидов многих других металлов, оксид алюминия, как и алюминий в чистом виде, тоже, сцуко, серый.
И как ты не грей лазером поверхность алюминия, эта пакость будет либо разрушаться при гравировке, либо немного темнеть при маркировке, но никогда не окрасится в многими желанный черный цвет. Максимум в какие-то темно-серые тона.
Естественно существует много способов окрасить алюминий в черный цвет, например: покраска жидкой или порошковой краской, покраска с применением электрохимического анодирования и черных органических пигментов.
А вот такие вещи, как электрохимическое травление и электрохимическое оксидирование (вариант анодирования) все же так же дадут темные тона серого цвета (в зависимости от оксидной пленки цвет будет тем темнее, чем больше ее толщина), но никак не черный цвет.
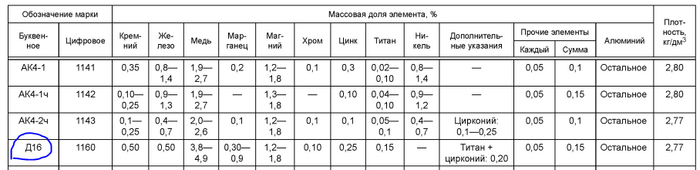
Но все же не так все печально, как кажется. Добавить "черноты" при маркировке могут примеси, которые содержатся в алюминиевых сплавах (Д16, В95 и пр.), такие как кремний, железо и пр. (https://kemerovo.mpstar.ru/info/standarty/gost-4784-2019.pdf)
И как и с аналогичными экспериментами со сталью:
Так и с алюминиевыми сплавами нужно подобрать режим и ту самую границу перехода маркировки в гравировку.
Я сегодня потратил 5 часов на это, но идеального варианта подобрать смог только на очень сложном режиме с контролем импульса (MOPA). На режимах, схожих без этого контроля получались всратые серые тона.
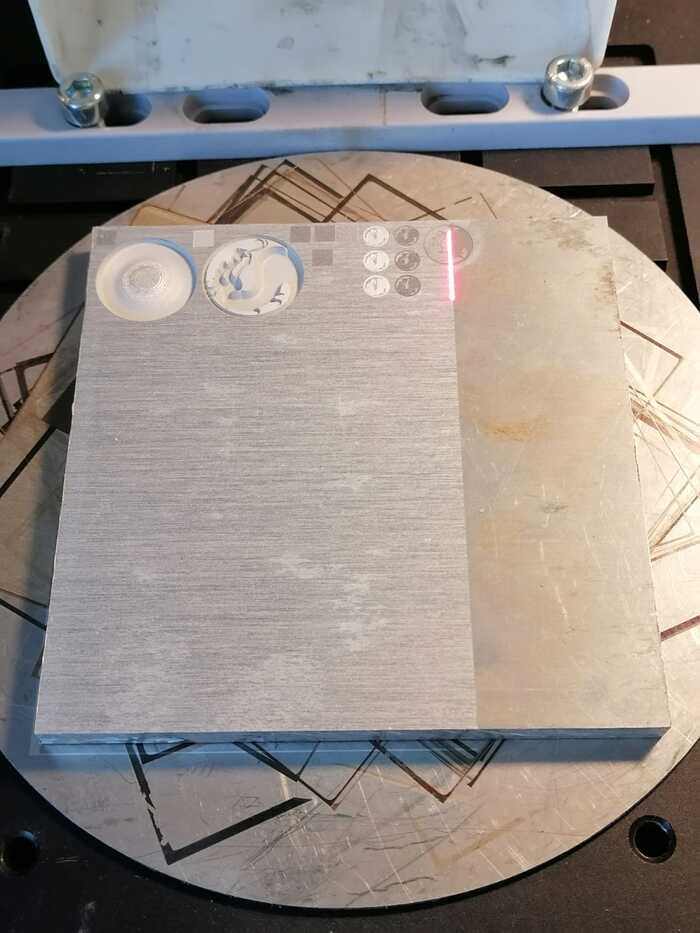
Начал я с обезжиривания плиты из Д16Т лазером
Хотел сначала сразу снять оксидную пленку, но подумал, что эксперимент может затянуться, а алюминий окисляется довольно быстро даже на воздухе.
А потом начал долго и упорно гуглить.
Но не было бы этого поста, если результат так просто можно было бы найти.
Охереть, конечно, маркировщики - это как общество масонов: хрен какую информацию о них самих и их работе найдешь. Я и не нашел.
Поэтому я просто стал долго и упорно играть с режимами.
Но не буду вдаваться в мои мучения, поэтому перейдем сразу к результатам
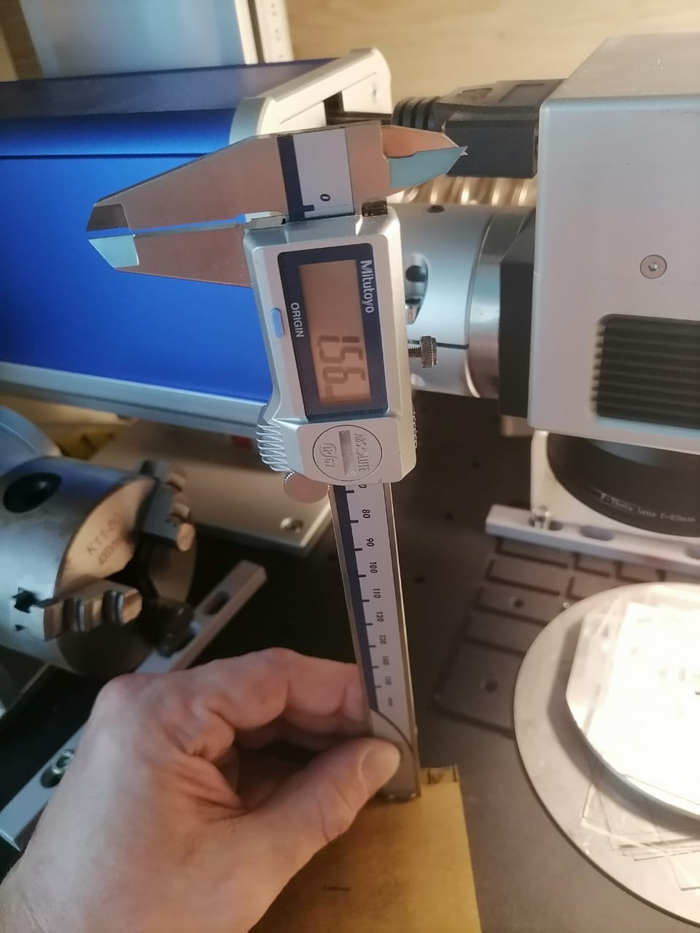
Напоминаю, у меня станок JPT 30W MOPA M7.
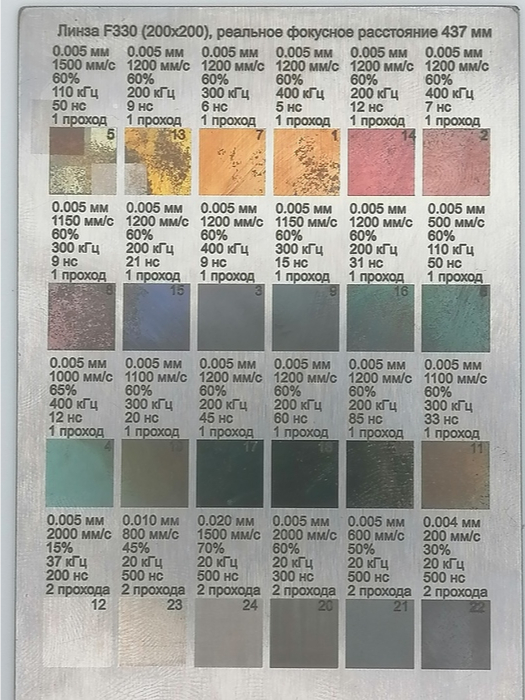
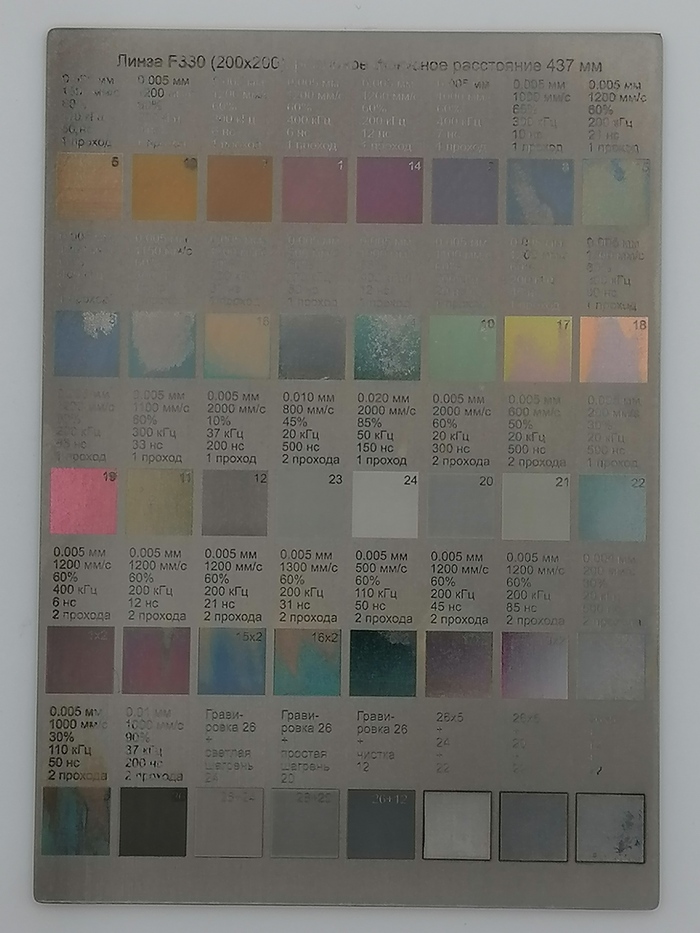
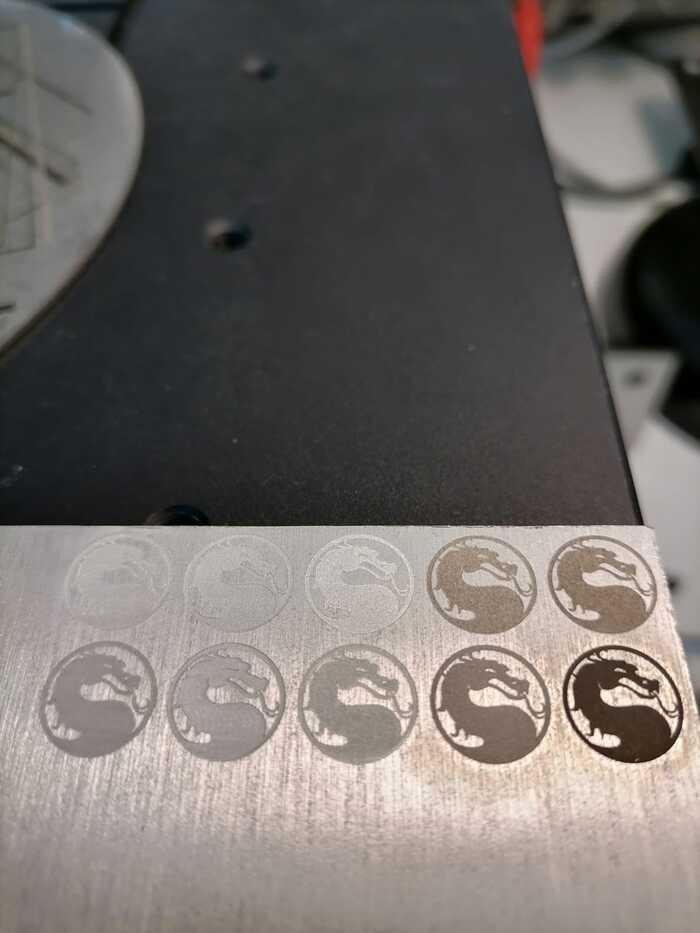
Верхний ряд - испытания на линзе F330 (рабочее поле 200х200 мм). На первые 3 эмблемы слева можете не особо обращать внимания, это гравировка, потом гравировка с чисткой и гравировка с чисткой и полировкой.
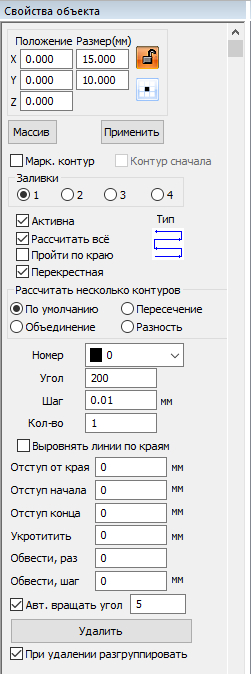
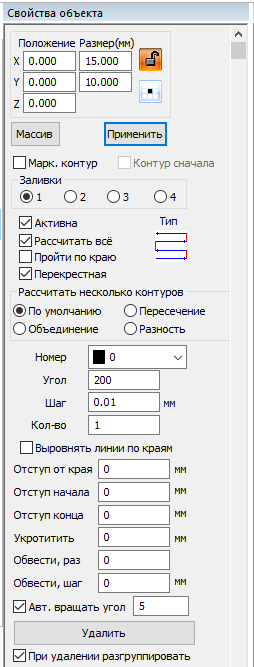
Четвертая эмблема - это попытка сделать черную маркировку на частоте 110 кГц (ширина импульса тут 45 нс, но это условно базовая для такой частоты ширина импульса), мощности 95% от номинальной и очень маленькой скорости (10 мм/с). Плотность заливки была чуть меньше пятна луча в фокусе (пятно луча на F330 - 0,06 мм, плотность установил 0,05 мм). Скажу сразу, испытывал на больших плотностях (от 0,04 до 0,005) - эффект еще хуже, а цвет светлее.
Пятая эмблема - частота 1000 кГц, ширина импульса 2 нс, мощность 95% от номинальной и те же 10 мм/с. Явно мощности лазера при таком фокусе недостаточно.
Нижний ряд - на линзе F160 (рабочее поле 100х100 мм). Также на первые 3 эмблемы слева можете не особо обращать внимания, это гравировка, потом гравировка с чисткой и гравировка с чисткой и полировкой (которую я так и не подобрал, кстати).
Четвертая эмблема - это также попытка сделать черную маркировку на частоте 110 кГц (ширина импульса тут 45 нс, но это условно базовая для такой частоты ширина импульса), мощности 60% от номинальной (скажу сразу, если увеличивать мощность - начнется гравировка, и цвет станет светлее, так и в случае уменьшения мощности, но там уже не будет хватать мощности лазера для окисления) и так же очень маленькой скорости (10 мм/с). Плотность заливки была чуть меньше пятна луча в фокусе (пятно луча на F160 - 0,035 мм, плотность установил 0,03 мм). Опять испытывал на больших плотностях (от 0,02 до 0,005) - эффект еще хуже, а цвет светлее.
Пятая эмблема - частота 1000 кГц, ширина импульса 2 нс, мощность 50% от номинальной и те же 10 мм/с.
И это, на самом деле, не черный, а очень темно-серый цвет.
Вариации с дальнейшим увеличением частоты, уменьшением частоты, увеличением или уменьшением мощности, плотности заливки и скоростью перемещения лазера приводили только к более светлым тонам, как и режим "спираль" или "воблер".
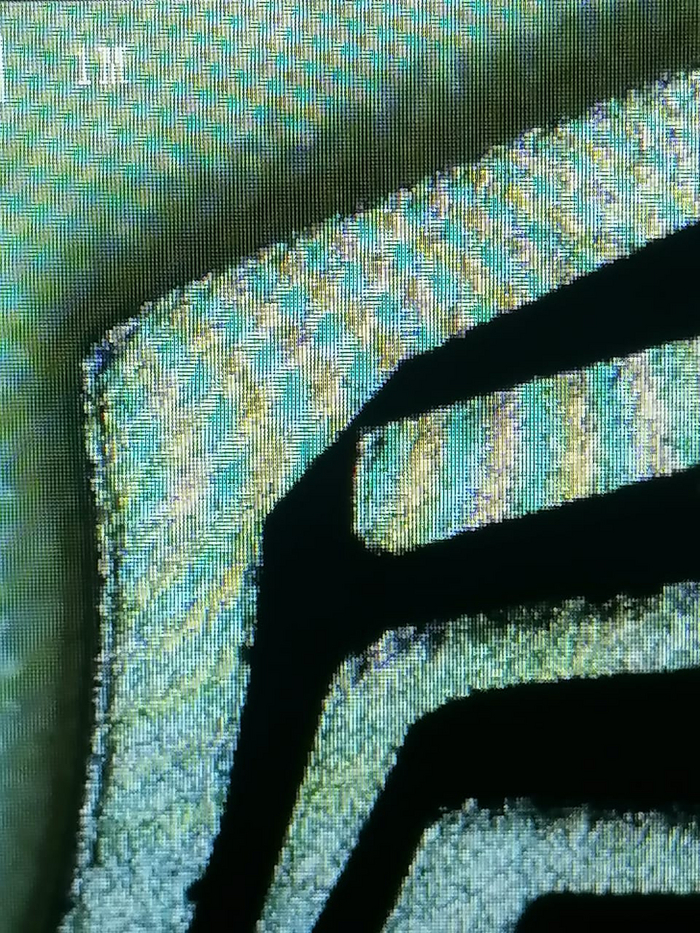
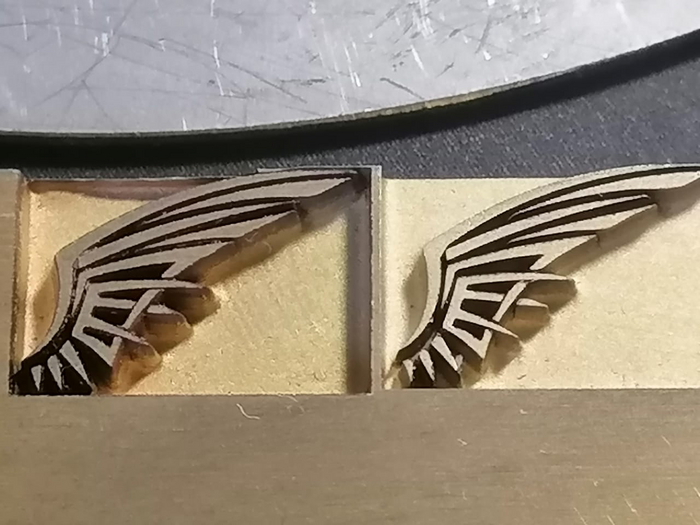
На фотографии ниже приведен еще один пример:
Слева - Д16Т, справа - сплав, похожий на АК12 (на 100% не уверен). Режимы при маркировке одинаковые, но на АК12 цвет явно светлее, что обуславливается различным % содержанием примесей