Металлоискатель Малыш ФМ – самый простой металлоискатель на сегодняшний день. Ссылка на источник
2) Цифровые часы
Электронный набор "сделай сам" часы с большим экраном и пультиком управления для самостоятельной сборки и пайки деталей. Рабочее напряжение: 5 В (источник питания USB). Рабочий ток: 30-50 мА, Размеры: 23x9x3 см. Стоят такие DIY часы около 2500 руб. ссылка на источник
3) Устройство магнитной левитации
Набор экспериментальный для сборки и пайки DIY устройства магнитной левитации металлических предметов до 300 грамм. Стоит такой примерно 2700 без учета доставки. Ссылка
4) Часы-анализатор спектра
Набор для сборки устройства с 8 различными эффектами звукового спектра, 7 различных эффектов часов, 8 уровней регулировки яркости, встроенный фоторезистор может автоматически регулировать яркость свечения светодиодов. Стоит такой набор около 2300 без учета доставки. ссылка
5) Часы DS3231
Комплект для сборки часов 15 см x 8 см, с отображением температуры, дня недели и времени. Стоит такой набор примерно 1900 руб. ссылка
6) Музыкальный спектр
Яркое устройство для самостоятельной сборки, показывающее эффекты звуковых волн. Стоит такое около 1800 руб. ссылка на источник
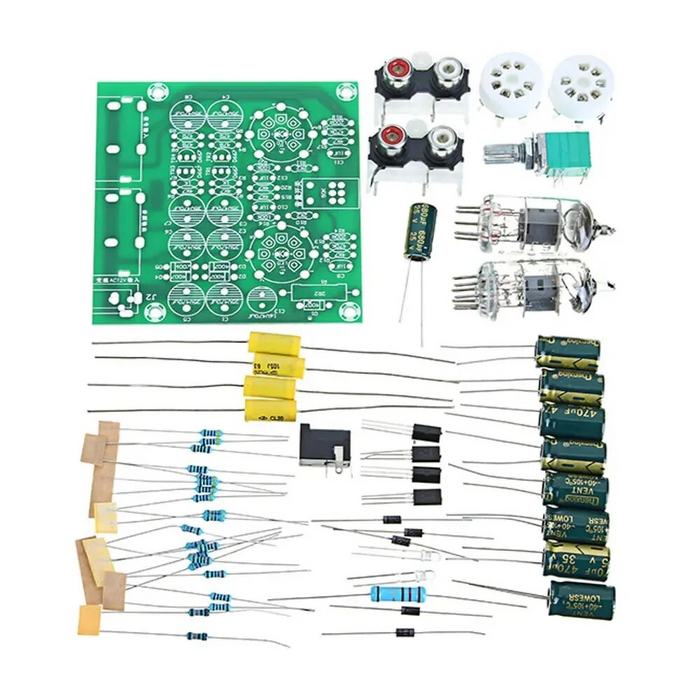
7) Ламповый предусилитель
Набор DIY, вам нужно собрать и припаять все электронные компоненты на плату самостоятельно. Стоит такой усилитель примерно 750 руб. без учета доставки. ссылка
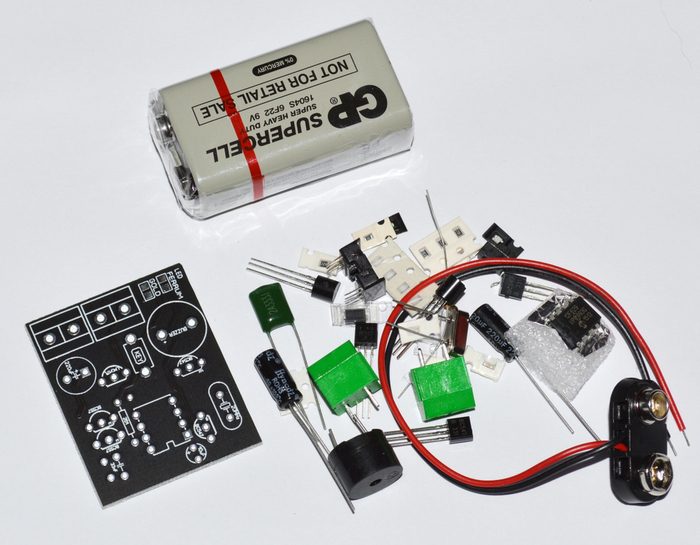
8) Радио
Набор для пайки и сборки AM / FM стерео радио. Стоит такое около 900 руб. ссылка
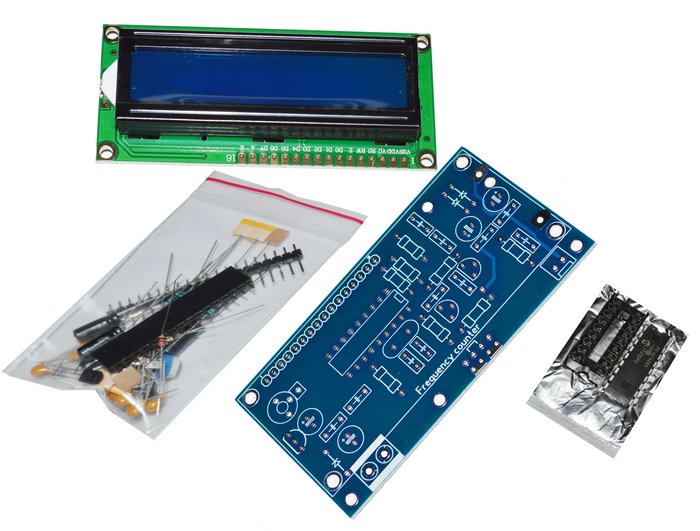
9) Тестер кварцевых резонаторов
DIY тестер кварцевых резонаторов (до 50 Мгц) . ссылка на источник
10) Компьютер Pentagon 128
Пентаго́н — популярный на территории бывшего СССР домашний персональный компьютер, представляет собой кустарно изготовленный аналог компьютера ZX Spectrum британской компании Sinclair Research. ссылка на источник
11) Башня
Набор для пайки «сделай сам» светодиодная башня 105 см. Стоит такая башня около 4900 руб. ссылка
12) Блок питания
Набор для сборки регулируемого источника питания постоянного тока, 0-30В, 2 мА-3 А. Стоит такой около 400 руб. ссылка
13) Мигающий светильник
Набор для творчества и обучения пайке и электронике. Мигающая разноцветная плата со светодиодами. Стоит 70 руб. ссылка
14) Инфракрасный передатчик
Модуль ИК передатчика и приемника. Стоит такой около 190 руб. без учета доставки. ссылка
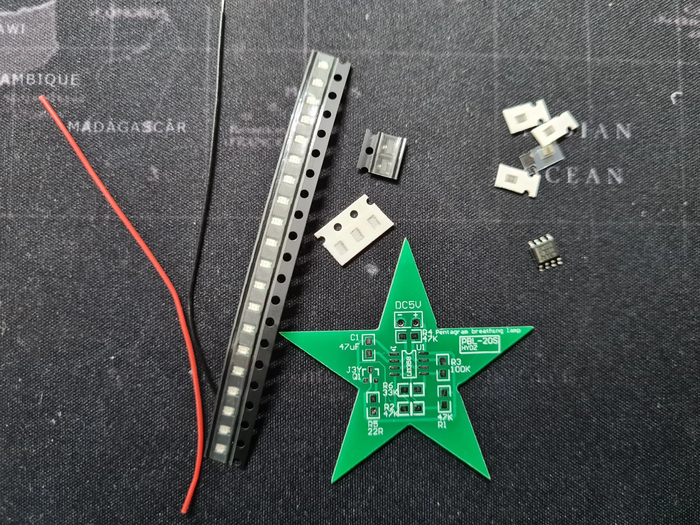
15) Звезда
Еще один простой набор для начинающих радиолюбителей, светодиодный светильник - звезда. стоит такой около 74 руб. ссылка на источник.
16) Наручные часы
Часы наручные для самостоятельной сборки. Стоят такие примерно 350 руб. без учета доставки. ссылка
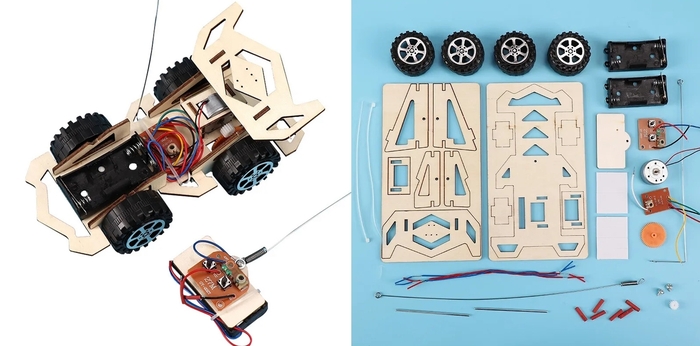
17) Машина на радиоуправлении
Набор деталей для сборки машины с дистанционным управлением. Стоит примерно 750 руб. ссылка
18) Держатель для пайки
Полезный держатель с щупами и зажимами, лупой и подсветкой для комфортной пайки на печатных платах. Стоит примерно 1800 руб. ссылка
19) Диско-очки
Комплект для сборки и пайки светодиодных очков. Стоит набор деталей 1000 руб. ссылка
20) Двигатели
Набор различных деталей для сборки собственных проектов. Стоит такой набор около 1500 руб. ссылка на источник.
21) Телеграф
Набор для сборки радиопередатчика и приемника «сделай сам», код Морзе. Стоит такой около 1300 руб. ссылка
22) Рация
Радиопереговорное устройство, которое использует частотную модуляцию и работает в широковещательном FM диапазоне 88-108 МГц. для осуществления радиопереговоров нужно иметь два таких устройства. Стоит такой набор около 1300 руб. ссылка
23) Лазерный передатчик
Набор «сделай сам» - лазерная беспроводная система передачи звука. Стоит 180 руб. без учета доставки. ссылка
24) Робот-пылесос
Забавный набор для сборки робота-пылесоса. Стоит такой около 1000 руб. ссылка
25) Антенный тюнер
Автоматический антенный тюнер N7DDC для самостоятельной сборки и пайки. Стоит такой около 3700 руб. ссылка на источник.
Точечная сварка в домашней лаборатории-мастерской – полезный аппарат расширяющий возможности. Опуская основное, популярное ныне, его применение – сборку и ремонт аккумуляторных батарей, точечная сварка удобна при изготовлении вещиц из нетолстых листовых материалов, например, кровельной 0,45…0,5 мм толщиной оцинкованной стали. Это элементы корпусов для некрупных приборов, кожухи и прочее подобное. Точечная сварка используется для приваривания выводов к часовым элементам питания для применения в высококачественных ламповых усилителях ЗЧ (смещение). Наконец, без точечной сварки не обойтись в электровакуумном деле.
Что потребовалось для изготовления.
Кроме элементов и материалов - набор простых столярных и некрупных слесарных инструментов, набор для электромонтажа, ЛКМ, крепеж, мелочи.
Проектирование.
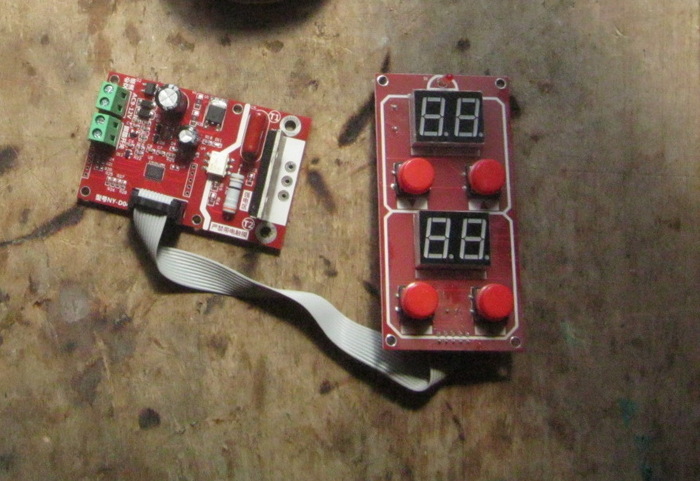
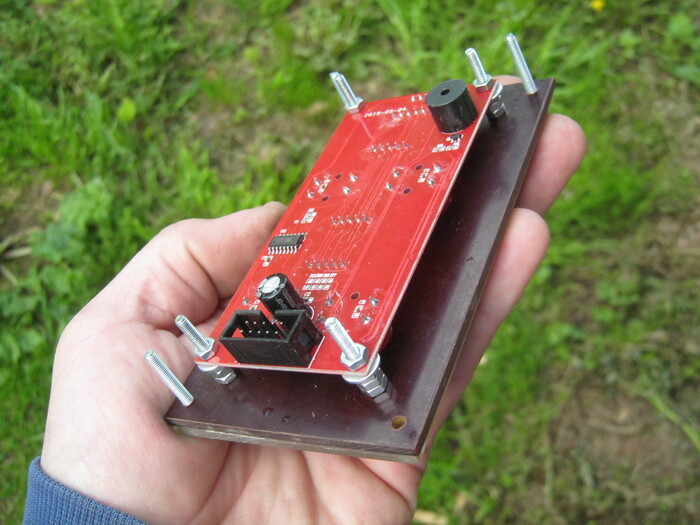
Самый толстый предполагаемый материал для сварки – сталь 0,5 мм толщиной, самый тонкий – на порядок меньше, т. е. требуется значительный диапазон регулировки и точная выдержка. Здесь, применил готовый фабричный контроллер китайского производства (Фото 2).
Фото 2. Контроллер точечной сварки. Умеет регулировать и отображать сразу два параметра – время сварки (миллисекунды? 1…99) и сварочный ток (в процентах от основного – 30…99 %).
Регулирование кнопочное, индикаторы светодиодные семисегментные. Питание модуля переменным током 9…12 В от небольшого вспомогательного трансформатора. Запуск при замыкании контактов на колодке (кнопка, педаль). Отключаемая звуковая сигнализация.
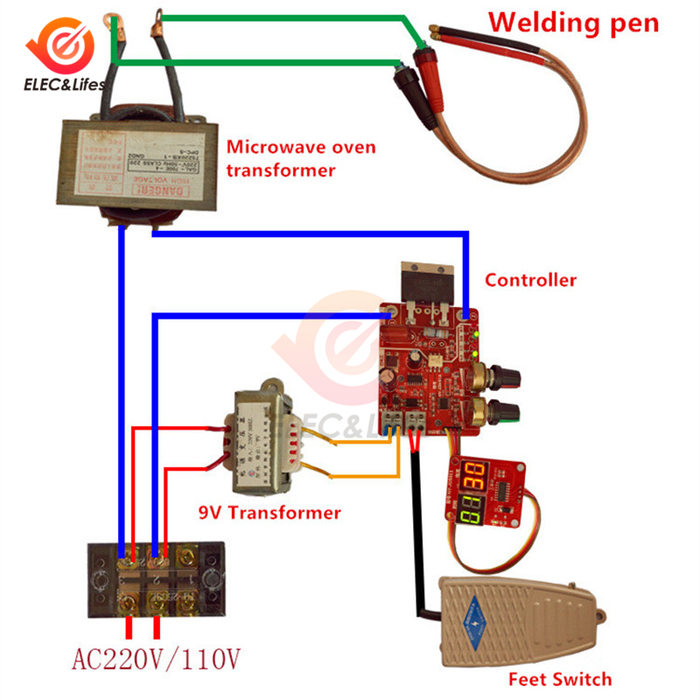
Рис. 3. Схема включения аналогичного модуля. Взято из интернета.
Сварочный трансформатор. Сердце прибора и его возможности. К с частью, в связи с распространением аккумуляторной электротяги в разного рода подвижных механизмах, накоплен большой опыт использования перемотанного высоковольтного трансформатора от микроволновой печи. Кажется, это его лучшее применение, даже по сравнению с исходным – завышенный ток покоя и весьма скромные для заявленной мощности габариты, делают его длительное включение расточительным и опасным. Другое дело точечная сварка – относительно дешевый, а иногда и бесплатный, трансформатор. Мощный, компактный, легко переделываемый. А что до перегрева и перерасхода, так здесь он будет работать секунды.
К делу.
Дополнительные панели для установочных элементов сделал из нетолстого листового текстолита. Такой прием позволяет с удобством использовать для стенок корпуса материал значительной толщины (дерево, фанера).
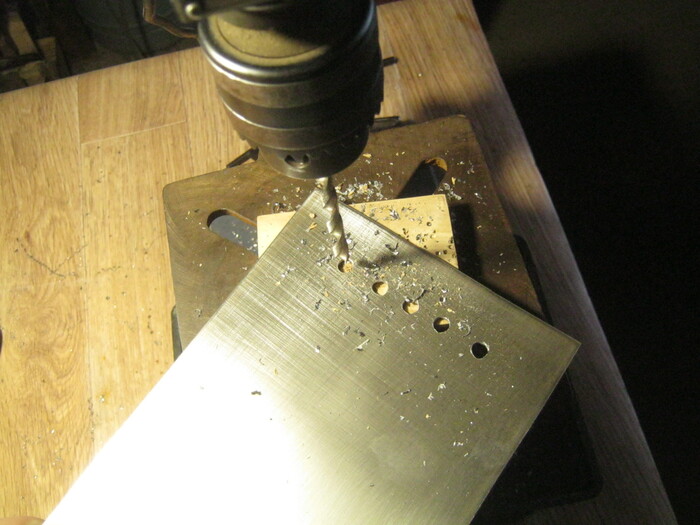
Первое – нетолстым (1,5 мм) сверлом. Для точности. Дальше, рассверливание нужным диаметром. Сверлильной станок, средние обороты, предварительное накернивание центров отверстий на стальной плите.
Фото 4. Точное и нетравматичное выпиливание внутренних контуров – лобзиком по дереву. Подставка «ласточкин хвост», струбцина.
Фото 5. Подгонка деталей составной панели. Надфили, напильники с некрупной насечкой. При отсутствии нужного – наждачка накрученная на подходящий стержень.
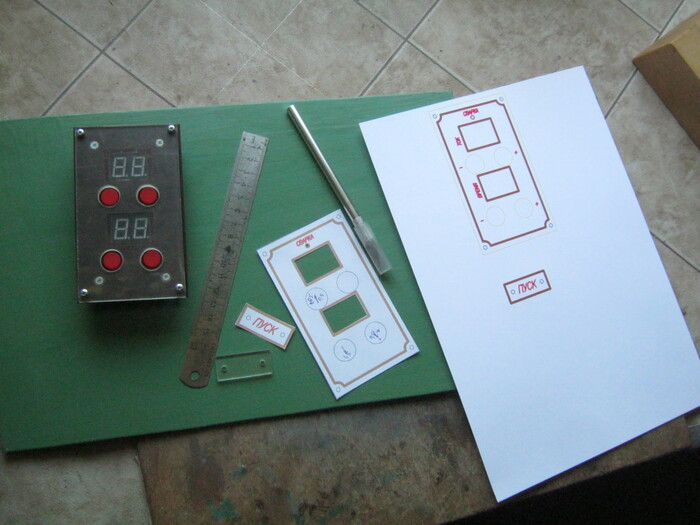
Фото 6. Самая сложная панель, для модуля управления. Под прозрачной будет декоративный бумажный слой с пояснительными надписями.
Фото 7. Панель управления в сборе. Вид сзади. Сам модуль установлен на живую нитку – не хватает шайб и стопоров.
Фото 8. Панель управления на передней стенке корпуса. Вид сзади. Примерка.
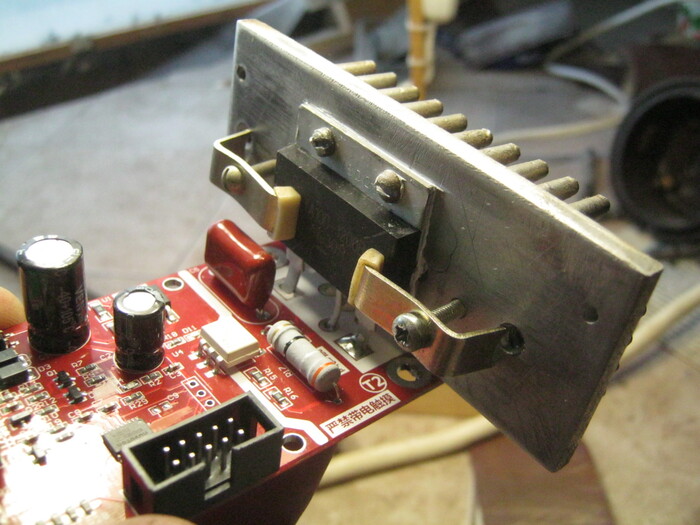
Фото 9. Симистор модуля управления снабдил небольшим игольчатым радиатором.
Просверлил радиатор, нарезал резьбу. Прикрутил прибор за фланец, корпус дополнительно прижал парой нашедшихся кронштейнов. Под металлическую спину симистора плюхнул немного КТП-8.
Сварочный трансформатор - на основе высоковольтного от микроволновой печи. Доработан и имеет самодельную вторичную обмотку 20 (?) мм2. 2 витка.
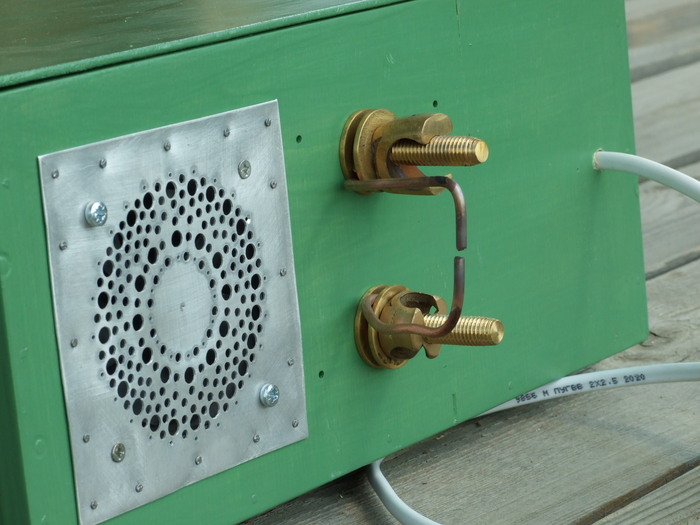
Фото 10. Винтовые клеммы для сварочного трансформатора самодельные.
Фото 11. Вентиляционные сетки на боковых сторонах коробки и решетки-панели для установки вентиляторов сделал из нетолстого листового алюминия – остатков старой кровли.
Лист отрихтовал, разметил, вырезал заготовки ножницами по металлу. Жесткой щеткой с мылом и водой отмыл и высушил заготовки.
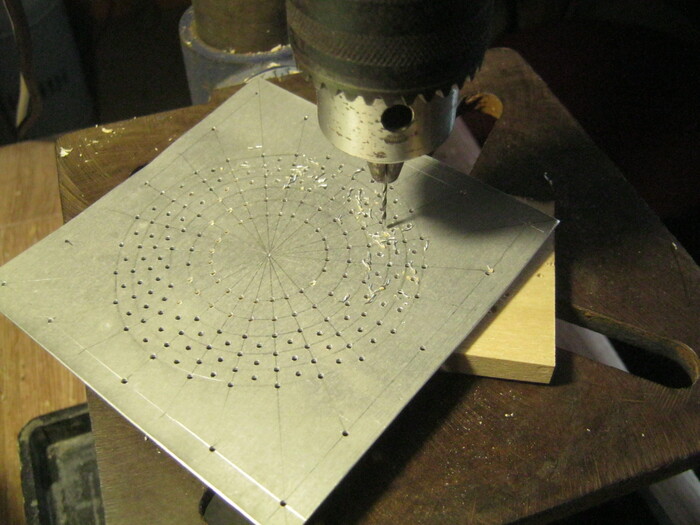
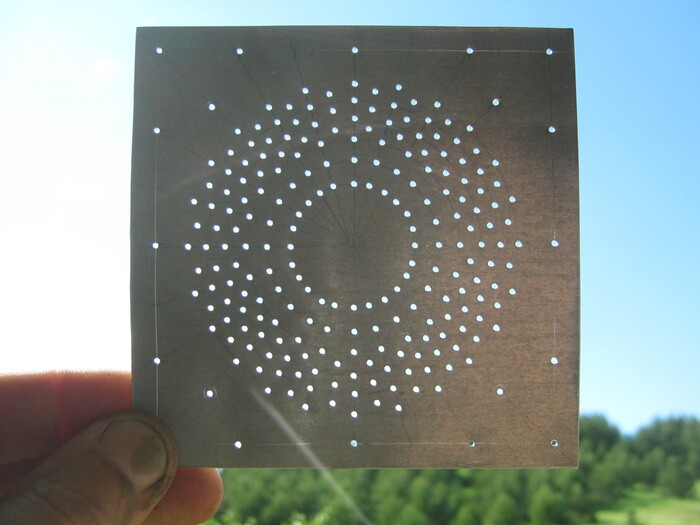
Фото 12. Разметил, накернил центры отверстий на стальной плите, просверлил нетолстым сверлом на станке.
Фото 13. Заготовка сетки-панели для установки вентилятора.
Фото 14. - Это не Земля, и не Африка, родной. Это планета Плюк 215 в тентуре. Галактика Кин-дза-дза в спирали. Ясно? - Привет, приехали! - Надень колокольчик, родной.
Фото 15. Вентилятор в сборе с панелью. Вид сзади. К деревянной стенке крепится мелкими гвоздиками по периметру.
Корпус прибора. Скомпоновал элементы аппарата и вычертил в КАДе. Из 10 мм фанеры нарезал заготовки стенок. Дно сделал из двух склеенных слоев такой фанеры. Собирал на столярный ПВА и некрупные гвоздики.
Фото 16. Несколько искривленные заготовки вынудили повозиться при сборке. Сначала скрепил боковые стенки, после высыхания клея разметил, выпилил из заготовки и установил дно.
Фото 17. Собранный ящик.
Фото 18. Вместе с вырезанной из ДВП крышкой корпус погрунтовал чуть сильнее разбавленной ПФ-115, а после высыхания покрасил в два слоя.
После грунтовки некрупной затертой наждачкой пригладил встопорщившиеся волокна.
Фото 19. До нежной электрики-электроники установил все панели крепящиеся гвоздиками.
Недлинные, откусывал им половину оставляя шляпку с хвостиком около 5 мм. Забивал небольшим молоточком поддерживая изнутри деревяшку тяжелым обрезком крупного швеллера.
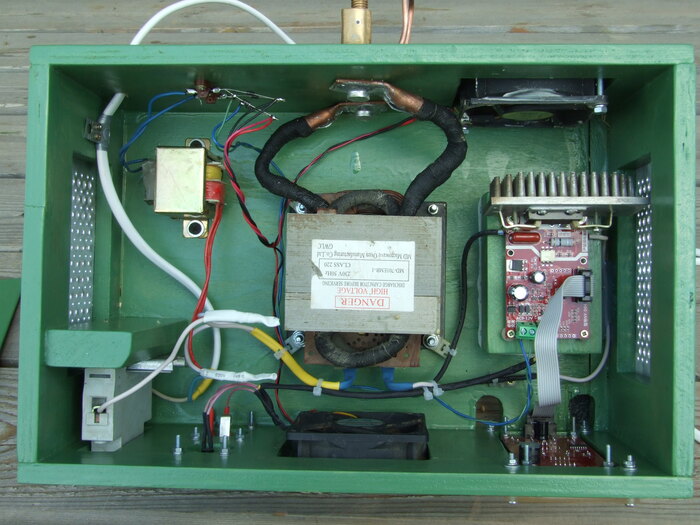
Фото 20. Фото на готовый монтаж.
Два вентилятора обдувают сварочный трансформатор и радиатор силового ключа-симистора. Каждый свое. Вентиляторы запитаны постоянным напряжением 9 В. Через диодный мост от маломощного вспомогательного трансформатора. Контроллер имеет свой собственный бортовой выпрямитель-стабилизатор и питается переменными 9 В. Автоматический выключатель установил на обрезке стандартной DIN-рейки привинченной парой саморезов к нарочитому брусочку. Остальное очевидно.
Фото 21. Вид на дно собранного прибора.
Сварочный трансформатор закреплен винтами М4 с усиленными шайбами. Полоски резины приклеил "Моментом" – хорошие нескользящие ножки, опять же – «потай» для головок винтов.
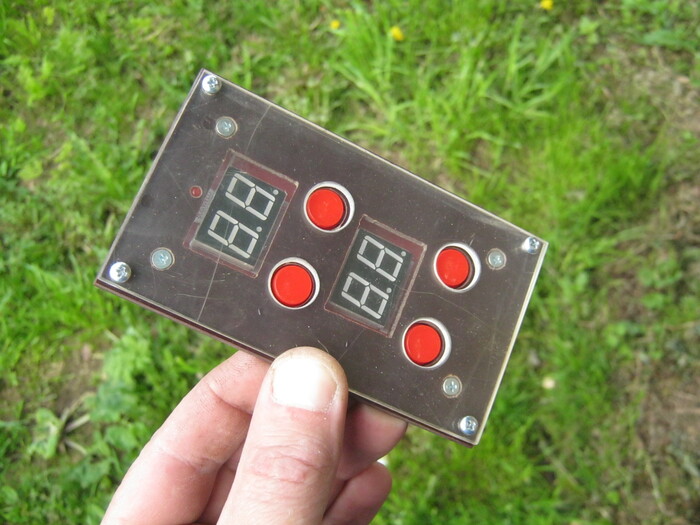
Значения обоих параметров средние, есть куда и уменьшать и увеличивать. Регулирование четкое и удобное, подбирать режим легко.
Фото 24. Декоративные панели-накладки в несколько приближений вычертил в КАДе-распечатал на бумаге.
Окончательный вариант распечатал на плотной фотобумаге. Вырезал скальпелем. Для маскировки неработающих сегментов индикатора, прямо на него наклеил слой бумажного малярного скотча.
Фото 25. Блок питания-управления для точечной сварки.
В сборе, блок планируется как столик-подставка для нахлобученного сверху некрупного рычажного прижима (электродов). Отсюда незакрепленная верхняя крышка – придавится, и клеммы сзади.
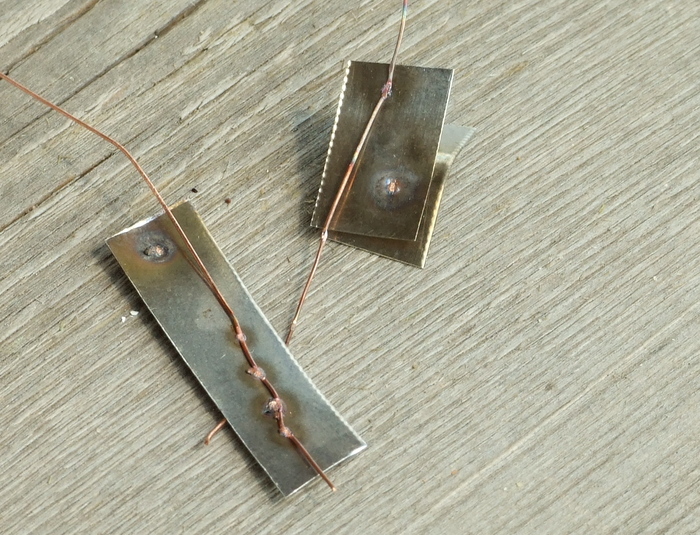
Сварочные электроды должны быть массивными и из меди или сплавов – мои проволочные эрзацы, даже такие короткие, на высоких токах и выдержках раскаляются докрасна.
Отключение сопутствующего всяким манипуляциям звукового «БИП!» в контроллере – одновременное нажатие пары нижних кнопок. Включение – верхних.
Продолжим разговор о небольшом, для домашней лаборатории-мастерской, электролизере. Его задача – получение гремучего газа - кислородно-водородной смеси, для сжигания в горелках. В некрупных ручных и для подмешивания в горелки более мощные, для повышения температуры факела. Например, для стеклодувных работ при отсутствии баллонного кислорода.
Получить гремучий газ в электролизере – половина задачи. Оставшаяся – этот газ подготовить для сжигания, сделать процесс эффективным, безопасным и удобным. Для этого служит целый ряд вспомогательных аппаратов, один из которых – осушитель с тонким фильтром. Откуда в получаемом газе вода? Прежде всего, из самого реактора. Он разлагает воду из щелочного раствора и она испаряется, тем более, что при работе реактор нагревается. Есть и мельчайшие брызги от лопающихся пузырьков пены. Дополнительно, гремучий газ пропускается через водяной затвор сразу после электролизера – обязательная ступень безопасности, предохраняющая от обратного удара, а водород-кислородная смесь весьма к этому склонна. Пары же воды, поступающие в горелку с газом, сильно понижают его температуру.
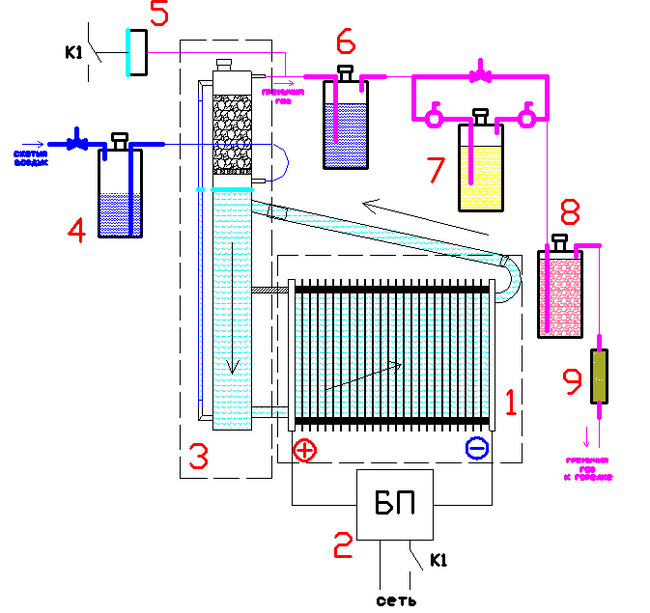
Рис. 2 Схема соединения аппаратов электролизера
Где – 1 – реактор, 2 – блок питания реактора, 3 – бак-накопитель с фильтром отделителем пены, 4 – подпитыватель, 5 – реле давления, 6 – водяной затвор, 7 – бензиновый барботер-промывалка, 8 – осушитель, 9 – фильтр тонкой очистки.
Фильтр тонкой очистки. Через него проходит осушенный газ и далее поступает «к потребителю». Вся газоподготовка – три аппарата – затвор, барботер с бензином для насыщения, при необходимости, газа парами углеводородов и осушитель. Практика показывает - как это не удивительно, частицы щелочи из электролизера пробираются через все препоны и рабочие жидкости и выпариваясь в горелках, кристаллы калия или натрия, регулярно забивают длинные тонкие сопла, а чистить их трудно. При использовании едкого натра в электролите, хорошо заметно характерное яркое оранжевое свечение факела, т. н. «содовое свечение». К счастью, эти частицы неплохо улавливаются простейшей набивкой из стекловаты.
Материаловедение. Здесь, имея дело с газом и жидкостями, использовать традиционные удобные бронзу и латунь нельзя – влажной щелочью они быстро разрушаются. Хорошо бы применить никель (дорого), но неплохо и долго работает и обычная черная сталь, тем более, что для сосудов при этом, можно подобрать недорогие распространенные емкости, мощный ходовой прокат. В данном аппарате, скидку можно сделать только на выходе, где газ уже сухой и очищенный.
Здесь надо сказать и о прочности. Как уже говорилось, гремучий газ чрезвычайно подвержен обратным ударам – распространению волны горения обратно по шлангам – у этой стехиометрической смеси очень высокая скорость горения и огромная энергия взрыва. Есть и на нее заграждения, но спокойней, выполнять все сосуды достаточно крепкими, металлическими, и по возможности, оставлять в них минимум свободного места для газа. Тогда, даже их вероятный подрыв не приводит к аварии. И конечно, никакого стекла.
О заполнении аппарата многое уже сказано. Фильтр – плотная набивка из минеральной ваты, которую не следует заменять органикой – ветошью, паклей и т. п. – могут самовоспламениться. Внутри осушителя, под самую горловину силикагель.
Время работы между обслуживаниями. Конечно, зависит от производительности электролизера и частоты его использования, но примерно, для наших непромышленных размеров, измеряется месяцами, а то и сезонами-полугодиями. Забитую мелкой щелочью стекловату можно определить по упавшему давлению на выходе и окраске пламени. Ее можно промыть водой, хорошо бы в ультразвуковой мойке, но проще заменить на новую. Силикагель обычно содержит индикаторные гранулы, синеющие при общем увлажнении материала. Регенерируют его как обычно - в печи при невысокой температуре.
Что понадобилось для работы.
Набор слесарных инструментов, в том числе и для электродуговой сварки плавящимся электродом. Плюс, расходные материалы, мелочи, ЛКМ.
К делу.
Вся конструкция электролизера более-менее стационарна, невысокой мобильности, ей, в разумных пределах, допустимо быть громоздкой. Осушитель – штука немаленькая, он должен вмещать не меньше литра наполнителя-силикагеля, чтобы пореже его прокаливать, а вот фильтр тонкой очистки может быть вполне компактным. Его сделал из недлинного куска водопроводной трубы 3/4 дюйма приваренной прямо к крышке-люку осушителя. Меньше шлангов-соединителей, деталей, работы.
Первым долгом добыл железки-заготовки – кусок трубы для основного корпуса пришлось приобрести, остальное подобрал в своем металлоломе (Фото 3).
Фото 3. Основные заготовки аппарата.
Обрезок швеллера назначен дном. Нашедшаяся пара нетонких стальных пластин автоматически решила задачу широкого герметичного загрузочного люка. Он будет фланцевого типа во весь зев трубы.
Фото 4. Разметка для перпендикулярного реза крупной трубы. Хватило листа А4. Край хорошенько намелить. Резал УШМ без станка.
Фото 5. Зачищенные от ржавчины заготовки, отрезанная труба.
Суперзадача – придать фланцу и крышке более-менее круглую форму без токарного станка по металлу.
Фото 6. Центр заготовок нашел специальным самодельным инструментом-прицелом – центроискателем. Отметил спиртовым фломастером и тюкнул керном. Нарисовал на железке окружность чертежным циркулем.
Фото 7. Отрезной машинкой обрезал заготовку до квадрата, затем углы у квадрата и еще разок – все сильно выступающее. Уже близко к кругу, но не совсем.
Фото 8. Некий аналог точения таки пришлось применить, но в самодельном станке по дереву. Для установки заготовки на шпиндель, приварил в центре каждой заготовки по соответствующей гайке.
Фото 9. Примененный принцип точения. Работает станок, работает болгарка. Инструмент – абразивный зачистной диск.
Фото 10. Обточенная заготовка фланца. Размечены и вчерне просверлены отверстия для ряда стяжных болтов, высверлена середина для доступа внутрь емкости. Сверлил на станке.
Фото 11. Отверстия для болтов должны точно совпадать у обеих деталей. Для этого сверлил их вместе, скрепив в двух местах сваркой в тисках. Вид со стороны будущего люка.
Разный диаметр деталей вынужденно – стачивать бОльшую пришлось бы слишком долго, а пускать искры в деревянной мастерской, более минимально необходимого – испытывать судьбу. Для однозначного положения деталей в работе, сделал на обоих метку – неглубокий надрез на краях.
Фото 12. Вид сборки со стороны фланца.
Фото 13. Вид сборки после сверления начисто.
Отверстие по центру – выходное, над ним будет приварен фильтр со стекловатой. Здесь можно было бы обойтись и меньшим диаметром, но удобнее будет выталкивать забитую щелочью вату. Палочкой или сварочным электродом. Детали разъединил болгаркой, зачистил следы сварки.
Фото 15. Детали перед основной сборкой. Массивные и небольшие, верти как удобно - сварка простая и быстрая. Замечательно герметичные швы удалились электродами ОК-46 марки ESAB Тюменского разлива. Троечкой.
Фото 16. Аппарат в сборе. Внизу остывает пробка.
Входной штуцер внизу аппарата выточен из стали, аналогично дискам.
Фото 17. Недлинный отрезок прута накернил с обеих сторон по центру и более-менее точно просверлил по оси. Очень помогает сверление наоборот – деталь вращается, сверло неподвижно.
Фото 18. Обтачивание заготовки штуцера в том же сверлильном станке – для удобства работы он положен на бок.
Сверлилка настроена на максимальные обороты, работает станок, работает болгарка. После абразивного диска – наждачная бумага.
Фото 19. Готовый штуцер. Для него просверлил отверстие внизу аппарата-колоны и вварил.
Штуцер выходной. Здесь, на выходе из всех аппаратов подготовки, газ уже сухой, без щелочи и требованиями к материалам можно частично манкировать – применить медные сплавы, тем более, что дальше все равно латунные горелки. В пробку фильтра впаял доработанный пробковый краник от негодного электрического самовара – возможность отсекать аппараты от горелок удобна.
Фото 20. В массивную железку из черной стали бронзовый краник впаял горелкой со специальным кислым флюсом для огневой пайки и припоем олово-медь.
Отмыл остатки флюса в УЗ мойке. Аналогично впаял в носик краника кусочек медной трубки для отводящего шланга.
Фото 21. Уплотнительную резинку вырезал из куска 4 мм листа ТКМЩ резины острым смоченным водой лезвием. Как шаблон, использовал крышку люка.
Отверстия разметил через железку, шариковой ручкой. Аккуратнейше просверлить их удалось спиральным сверлом по дереву, с шипом по середине. В сверлильном станке, на невысоких оборотах, смачивая сверло водой. На фото, в резинке еще нет небольшого выходного отверстия по центру.
Готовую железку не поленился покрасить - в два слоя, грунтом-эмалью по ржавчине. Серенькой. Высохшую работу зачистил от наплывов краски на фланцах, крышке, в отверстиях, собрал.
Фото 22. Пробка фильтра с доработанным самоварным краником в сборе.
Фото 23. Аппарат в сборе.
Наполнение осушителя не потребует особенных хлопот и расходов – как выяснилось, в настоящее время у кошколюбителей очень популярен наполнитель для ихних лоточков из, чего? Именно – из натурального силикагеля без никаких примесей. В весьма удобных и некрупных упаковках.
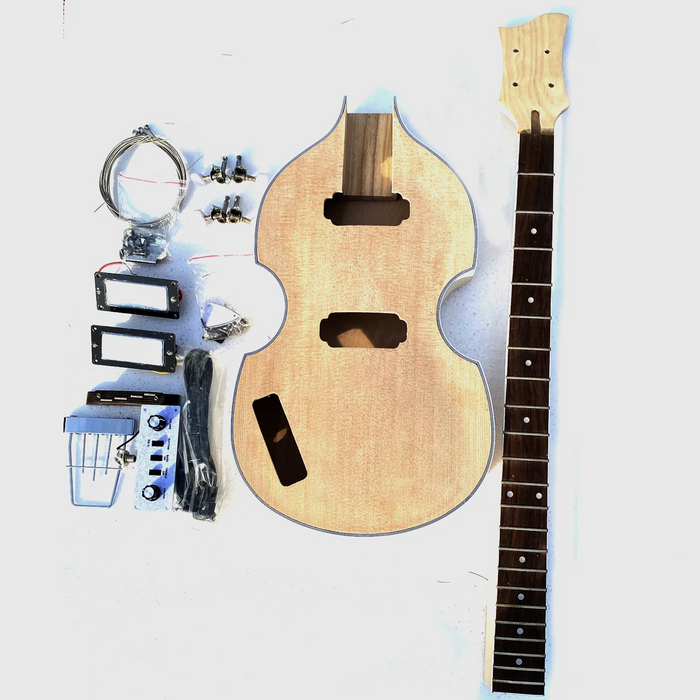
Полный DIY комплект для самостоятельной сборки электрогитары, стоит такой набор около 6 600 руб.ссылка на источник.
2) Подъемный кран с захватом
Набор для сборки устройства для захвата игрушек и других вещей. Стоит такое около 20 000 руб. ссылка
3) Электрический бас
Набор 'собери сам' - музыкальный инструмент, электрическая бас-гитара. Стоит такая около 17 500 руб.ссылка
4) Счетчик Гейгера
Комплект дозиметра, обнаруживает 20 мР/ч ~ 120 мР/ч гамма-лучей и 100 ~ 1800 переменных точек мягкого бета-излучения. Звуковая и световая сигнализация . Стоит такой набор примерно 3300 руб.ссылка
5) Устройство для размена денег
Набор для сборки устройства, которое подсчитает номинал купюры и выдаст размен монетами. Стоит такое около 21 000 руб. ссылка на источник
6) Свечи "Сделай сам"
Полный комплект для самостоятельного изготовления свечей. Стоит такой около 6 000 руб. ссылка
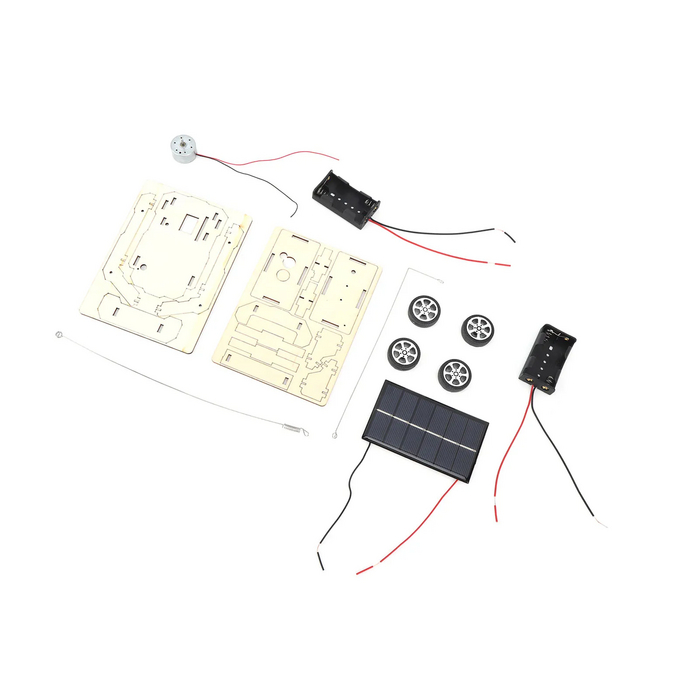
7) Машинка
Набор для сборки машинки, работающей от энергии солнца. Стоит такой набор около 850 руб. ссылка
8) Пушка
Набор для сборки и пайки электромагнитной пушки. Стоит такая около 5 300 руб.ссылка
9) Войлок для изготовления игрушек
Набор войлока для изготовления различных поделок и игрушек. Стоит примерно 300 руб. ссылка
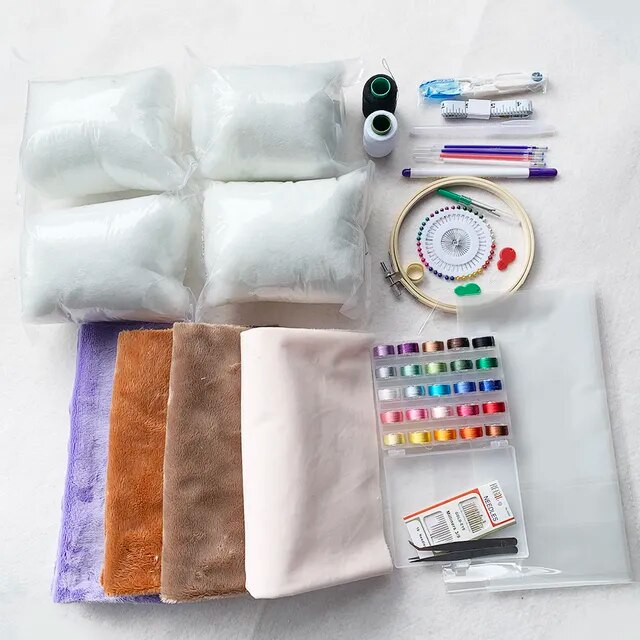
10) Вышивание
Набор для шитья и рукоделия. Стоит комплект примерно 780 руб. ссылка на источник
11) Радио
Набор для самостоятельной сборки и пайки FM-Радио. Стоит такое около 1500 руб. ссылка
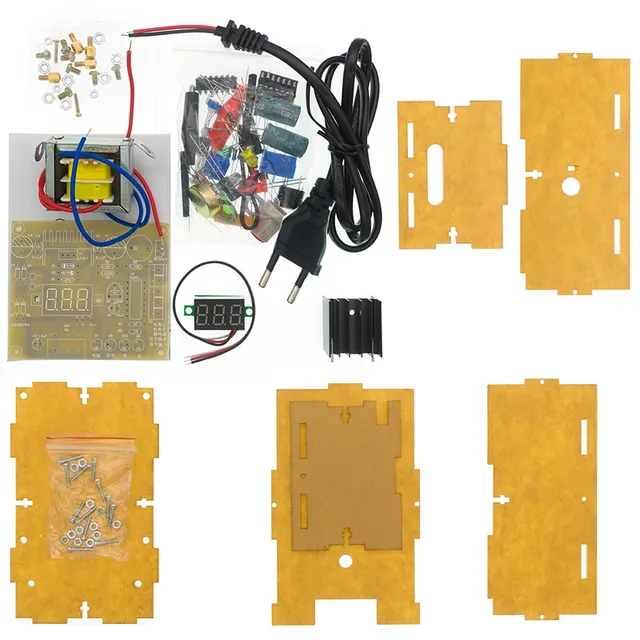
12) Регулятор напряжения
Набор для сборки устройства регулирования напряжения питания. Входное: 220 В, выходное напряжение: 1,25-12 В. Стоит около 980 руб.ссылка
13) Укулеле
Набор для сборки маленькой гитары 53,5 см. Стоит около 1300 руб.ссылка
14) Лазерный гравер
Комплект для самостоятельной сборки лазерного гравировального станка. Стоит такой набор около 21 000 руб. ссылка
15) Кукла
Набор для рукоделия - кукла. Стоит такой набор около 2800 руб.ссылка
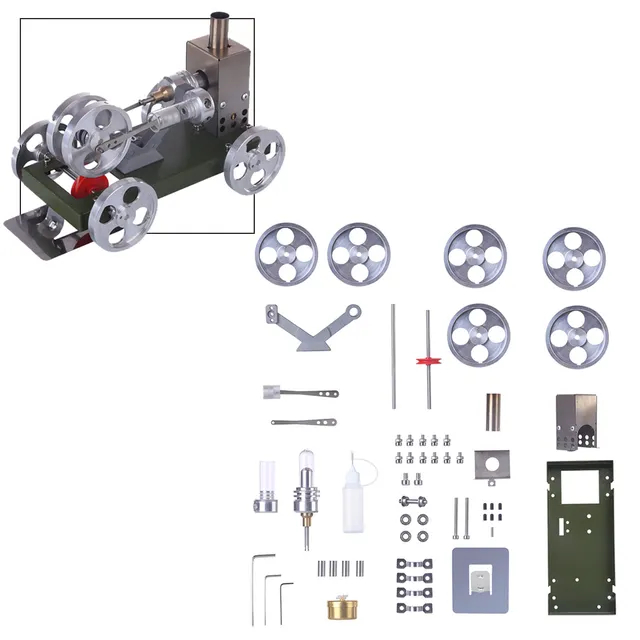
16) Тележка с двигателем внешнего сгорания
Уникальный набор для сборки машинки, работающей от двигателя Стирлинга - тепловой машины, в которой рабочее тело в виде газа или жидкости движется в замкнутом объёме. Стоит такой набор около 6200 руб.ссылка на источник.
17) Турбовентилятор
Модель "сделай сам" - электрический авиационный двигатель в масштабе 1/20. Стоит такой набор около 25 000 руб.ссылка
18) Генератор
Набор для сборки генератора на двигателе внешнего сгорания. Стоит такой около 4200 руб. ссылка
19) Паровой котел
Модель для сборки парового двигателя с котлом. Стоит такой около 56 000 руб.ссылка
20) Солнечная система
Моторизированный конструктор для сборки солнечной системы с планетами. Стоит такой около 6 000 руб. ссылка на источник.
В аппаратах для точечной сварки, в том числе и относительно небольшой мощности, во вторичной низковольтной обмотке трансформатора протекают огромные токи. Любые и даже вполне невинные в обычных случаях, незначительные сопротивления в этой цепи – большие потери, местный нагрев, вероятный брак сварки. Лучше всего выполнить эту цепь максимально короткой, сплошной, проводом значительного сечения, идеально – тем же, каким и сделана обмотка, а к рабочим сварочным наконечникам припаять. В такой цепи будут наименьшие потери и лучшая надежность, однако, в эксплуатации конструкция будет удобной не вполне – наконечники со временем обгорают и требуют периодической правки, возможно, потребуются разной формы и размера; к одному сварочному аппарату может быть подключено несколько различных инструментов.
Итак, всё таки - соединение разъемное. Поскольку переключения здесь нечасты, применим клеммы простейшей конструкции – винтовые, но хорошие – значительного сечения и сжимаемой площади, из меди или ее сплавов. Соединения частей – пайкой. Покопавшись в ящиках с медным-латунным-бронзовым хламом подобрал и подходящие заготовки. Замечу, что не только токоведущие, но и все соприкасающиеся части клеммы должны быть из медных сплавов, применять обычный стальной или стальной оцинкованный крепеж, недопустимо – харам - гальваническая пара.
Что понадобилось для работы.
Кроме заготовок, пригодился набор некрупного слесарного инструмента, в том числе инструменты и материалы для огневой пайки – компактная горелка, флюс, припой. Инструменты для электромонтажа, мелочи.
К делу.
Для основной винтовой части клемм заготовкой принял имеющийся латунный пруток. Диаметр волевым усилием определен 10 мм, как раз нашлись и метчики-плашки. После грубых расчетов потребной длины винтов, прибавил и некоторый небольшой запас, отметил и нетолстым абразивным диском УШМ отрезал пару заготовок. Нужный для нарезания резьбы диаметр проточил в сверлильном станке, зачистным абразивным диском небольшой болгарки (Фото 2, 3).
Фото 2. Положение сверлильного станка при импровизированном точении. Обороты максимальные – около 3000 об/мин.
Фото 3. Положение диска УШМ при точении. При этом, работает болгарка, работает станок.
Фото 4. Одна из заготовок проточена и отшлифована. Четкую ступенечку удалось сделать квадратным напильником с некрупной насечкой.
Фото 5. Готовая винтовая часть клемм. Необработанные хвостики – технологическая часть, избыточная длинна перед сборкой будет отрезана.
Гайки. Увы, достаточно массивных заготовок из меди или сплавов, в своих закромах не нашел, что в очередной раз заставляет задуматься о некрупном литье из бронзы. Заготовкой для моих гаек послужила латунная болванка сложной формы – остатки от старого основания смесителя для ванной (Фото 6).
Фото 6. Огрызок от душевого смесителя. Некогда, каким то чудом уже удалось выкроить из него нетонкую пластину. Увы, это случай нечастый, объясняемый, как видно, недосмотром изготовителя и моей хорошей кармой. Обычно, стенки такой детали прискорбно тонкие.
Фото 7. Заготовки гаек. Грубо выкроены отрезным абразивным диском УШМ, в слесарных тисках. В заготовках высверлены соответствующие отверстия, нарезана внутренняя резьба.
Фото 8. Оснастка для установки в патрон сверлильного станка для обточки и главное – торцовки, дабы нижняя рабочая часть гайки плотно прилегала к присоединяемой клемме или шайбам. Длинная «соединительная» контргайка - для стопорения заготовки.
Фото 9. Импровизированное точение, аналогичное стержню. Чтобы не портить хороший болт, для оснастки подобрал обрезок шпильки.
Фото 10. Главные части клемм.
Для надежного присоединения мощного провода трансформатора сделал пару медных частей из 15-ти мм. трубы для водопровода.
Фото 11. Роликовый резак делает идеально перпендикулярный рез, хотя и несколько заваливает края трубки внутрь – медь пластичная, а резак ее таки не режет, но продавливает.
Иногда таким резаком удобнее сделать глубокую метку и уже по ней отпилить, например, ювелирным лобзиком.
Фото 12. Заготовки наконечников после отжига – до красного свечения, компактной газовой горелкой на баллончике. Одна из заготовок зачищена.
Фото 13. Отожженная мягкая медь легко гнется без трещин. Чтобы на наконечниках не отпечаталось рифление губок, между ними и заготовкой подложил пару стальных пластин.
Фото 14. Разметил накернил и просверлил отверстия, притупил острые края. Пара мелких около крупного – для некрупных гвоздиков или шурупов, чтобы клеммы не проворачивались.
Резы сделал нетолстым абразивным диском болгарки, чтобы плотнее обжать провода перед пайкой. Кстати зря, сделать это можно было бы и без всяких пропилов. Нужна была бы только маленькая дырочка внизу стакана, чтобы выходил воздух при пайке. Стаканчик из пластичной отожженной меди, как миленький, обжался бы и так.
Фото 15. Традиционный высоковольтный трансформатор от микроволновки с перемотанной вторичной обмоткой.
Провод самодельный, сложенный из двух сварочных, освобожденных от резиновой оболочки для экономии площади «окна». Новая изоляция – резиновой же изолентой на тканевой основе. Выходные концы укоротил, обрезал лишнее, зачистил от изоляции. Провод состоит из отдельных прядей. Каждую расплетал, зачищал наждачкой, лудил. Паяльником, ПОС-61 со спирто-канифольным флюсом. Семен Семеныч, далеко а надо!
В ящике – блоке питания точечной сварки, отверстия для клемм расположены одно над другим, расстояние от трансформатора до стенки с клеммами определено и относительно невелико – короткие толстые и жесткие провода придется сильно изгибать. Во время пайки, припой капиллярными силами затащит между жилами и превратит значительную часть каждого провода в металлический монолит – паять их следует уже сформованными нужным образом, так как они и будут располагаться в корпусе. Пришлось сделать одноразовую деревянную оснастку для пайки.
Фото 16. Досочки оснастки конечно местами обуглятся после пайки горелкой – выбирал их из хлама. Разметил, отпилил на торцевой пиле заготовки, просверлил отверстия для клемм, шурупов.
Фото 17. Оснастка для пайки в сборе, трансформатор с подготовленными концами проводов, части винтовых клемм.
Фото 18. Медные наконечники зачистил надфилем и наждачкой, промазал спаиваемые поверхности пастой-флюсом для огневой пайки – для монтажа медного трубопровода мягкой пайкой, припоем олово-медь. С более легкоплавким ПОС-61 работает тоже хорошо.
Фото 19. Кисточкой нанес пасту флюса и в нескольких местах жгута, раздвигая залуженные провода. При нагреве растечется.
Вставил подготовленные концы проводов в наконечники, без фанатизма обжал их плоскогубцами, сформовал провода и закрепил трансформатор некрупными саморезами – во время пайки он будет висеть а вся сборка стоять на площадке с клеммами, чтобы жидкий припой не выливался.
Фото 20. Пищевой алюминиевой фольгой в два слоя обернул прилегающие к местам пайки части, чтобы горячим воздухом не расплавить, не сжечь пластик, изоляцию, лак.
Подготовив и установив удобным образом детали, инструменты, материалы, по очереди нагрел горелкой медные наконечники снаружи, внес достаточное количество припоя. Припой использовал диаметром 3 мм, без канифоли внутри.
Фото 21. Остывшие после пайки железки, защитная фольга снята.
Фото 22. После остывания, немедленная отмывка остатков кислого флюса. Мой, неплохо растворяется простой теплой водой. Удачно применил ультразвуковую мойку – два получасовых сеанса с некрепким раствором кальцинированной соды, два – с чистой водой.
Фото 23. Отмытые места паек высушил в теплом месте.
Фото 24. Две пары латунных шайб разметил и выпилил ювелирным лобзиком из 2 мм латунного листа. Пилочка №0, самодельная, из нетонкой фанеры, подставка «ласточкин хвост».
Внутренние отверстия шайб также выпилены. Хоть и много дольше сверления, получается не в пример аккуратнее. Выпиленные заготовки шайб наждачкой с некрупным зерном зачистил от окислов, по одной закрепил на болтике М10 с гайкой и сунул в шуруповерт – минута работы инструмента и выровнены торцы. Здесь применил наждачку покрупнее.
Самодельный электролизер для получения кислород-водородной смеси (гремучего газа) из водного раствора щелочи предназначен для домашней лаборатории-мастерской – высокотемпературный нагрев мелочей, в том числе и пайка твердыми припоями, подмешивание гремучего газа в газовоздушное пламя стеклодувных горелок для замены баллонного кислорода. Даже крохотный кислород-водородный факел крайне полезен в стеклодувном деле и вкупе с низкотемпературным широким подогревным пламенем, хотя бы и вульгарной инжекционной горелки нахлобученной на баллончик, позволяет вполне аккуратно и надежно спаивать стекло даже начинающему мастеру.
Фото 2. Исходный вариант прибора. Водяной затвор из 5-л ПЭТ бутылки с вклеенными в крышку патрубками.
Бутылочный водяной затвор - классической системы, с погруженным в жидкость нетолстым шлангом и кроме простоты никаких преимуществ не имеет. Зато потенциально опасен, при включении прибора с хрустом расправляется надуваясь, после работы его следует отсоединять от реактора иначе тот насосется технической воды. К счастью, плотная медная набивка в ручке горелки предохраняет от обратного удара вполне надежно и аварий не было.
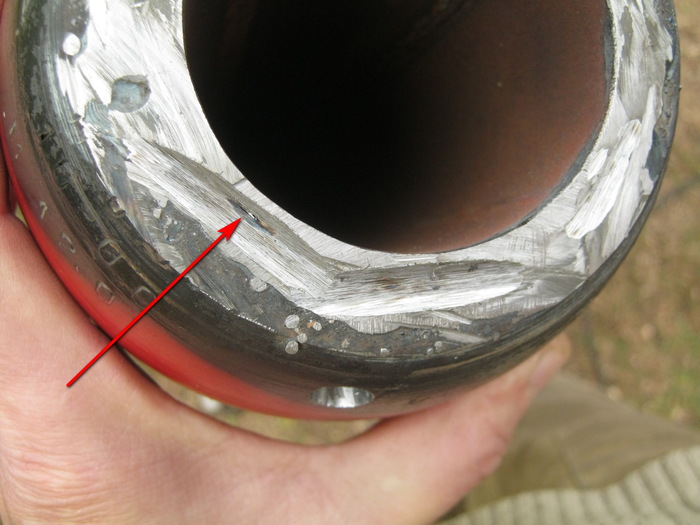
Авария случилась в другом месте – потек реактор.
Фото 3. Дырявое место - белёсые подтеки с края набора пластин.
Избыточное давление в реакторе выдавливает электролит - крепкую щелочь через малейшие неплотности. Здесь, виноват сам – применил наряду с хорошим новым листом резины для прокладок, и пяток их вырезанных из старой тракторной камеры. Несколько изъянов, как предположил, сожмутся при сборке, уплотняться. Ой где были мои глаза! Электролит на основе едкого натра сочится по стыкам и высыхая, и реагируя с СО2 воздуха превращается в соду. Все попытки залепить снаружи, через время, так или иначе, текли. Придется действовать радикально, делать нечего.
Что потребовалось для работы.
Набор слесарных инструментов, емкости, кисть, ветошь, мелочи, набор электромонтажного инструмента.
К делу.
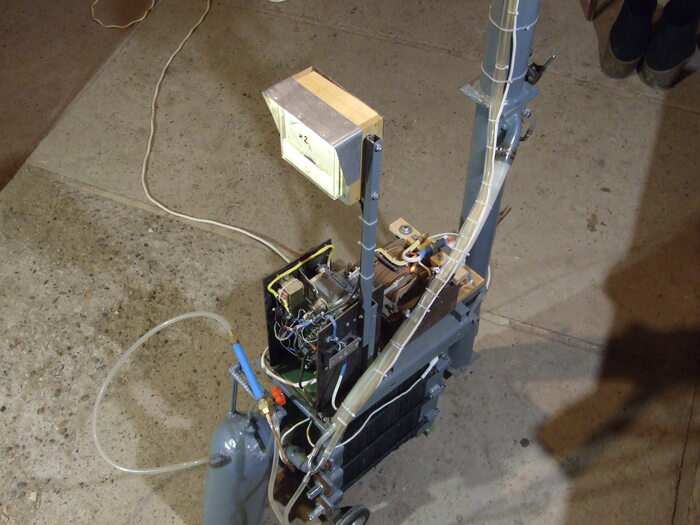
Фото 4. Мой электролизер состыкован из блоков в относительно компактную передвижную конструкцию, вполне ремонтопригодную.
Отсоединил силовые провода блока питания (БП) от реактора, отключил датчик давления. Снял БП на собственной раме, убрал деревянную изолирующую прокладку (на фото, зеленого цвета) и получил доступ к реактору.
Фото 5. Взгромоздив реактор на возвышение, слил остатки щелочи-электролита через отсоединенный сверху шланг-уровнемер.
Фото 6. Устроил опорожненному реактору этакое промывание желудка от едкой щелочи. На все про все ушло три ведра чистой теплой воды.
Заливал через крупный шланг восходящего канала с пристроенной воронкой. Наливал полный реактор с лишком и подержав порцию воды с часик-полтора, взболтав сливал, заливал следующую порцию чистой воды. Можно было воду чуть подкислить для нейтрализации щелочи. Например, уксусом или серной кислотой.
Фото 7. Для удобной разборки набора пластин, свою замысловатую конструкцию положил на два упора. Можно развинчивать.
Фото 8. Заглянуть внутрь б/у реактора интересно и полезно. Несмотря на невеликую наработку, все-таки можно оценить износ пластин их коррозию и загрязнение.
В целом, все обстоит благополучно. На фото – удаленные дефектные «тракторные» уплотнители. Много неприятной очистки и отмывки, но душу греет будущая работоспособность полезного прибора.
Фото 9. Вот они дефектные места. Старая жесткая резина, надо полагать, не позволила их полностью и навсегда «задавить».
Фото 10. Заготовки резиновых уплотнителей.
Разложение воды из электролита идет при напряжении на ячейке 1,8…2,4 В. В изначальном наборе реактора БП обеспечивал напряжение несколько выше максимальной границы, и лишнее уходило в тепло. Пользуясь случаем, не только заменил дефектные прокладки, но и добавил в набор ячеек. Привез из города метр резинового листа ТМКЩ (тепло-морозо-кислото-щелочестойкий – ах, ах! - поцеловав кончики пальцев) нарезал из него и имеющихся обрезков дополнительные уплотнители.
Фото 11. Плотную нетонкую резину резал острым строительным ножом, смачивая лезвие водой. Внутренний контур прокладки вырезал под металлический шаблон из оцинкованной кровельной стали выпиленный ювелирным лобзиком.
Фото 12. Дополнительные пластины-электроды разметил и вырезал из остатков стального листа небольшой УШМ, зачистил от заусенцев и притупил острые кромки. Отшлифовал каждую заготовку некрупной наждачкой.
Фото 13. Отверстия для перетекания между ячейками электролита и газа однообразно разметил по бумажному шаблону накернив их центры.
Фото 14. Точнее удаются отверстия небольшого диаметра, затем рассверлил их до нужного (на фото). Зенковал отверстия сверлом большого диаметра.
Фото 15. Сборка реактора в обратном порядке.
Старые б/у резинки-уплотнители из-за сжатия слипаются с металлическими пластинами, но оторвать их без повреждений можно. Ряд пластин с резинками не разбирал – слипшимся блоком переставил в новый набор. Весь набор разделен на две параллельные секции – «+» в середине, «-» на крайних замыкающих пластинах-швеллерах. Ряд пластин с выводами изначально предполагались для питания реактора от каскада импульсных БП и не пригодились. В новом наборе пластины с выводами объединены в две одинаковые группы для возможной настройки – по 4 ячейки в каждой секции. При очень большой необходимости их можно закоротить при настройке (увеличится падение напряжения на каждой ячейке). При сборке б/у пластины слегка зачищал в местах герметизации, резинки очищал от мусора. Из-за дополнительных ячеек высота набора возросла, но к счастью, шпильки имели запас и его хватило. В собранном и хорошо стянутом реакторе заглушил открытые шланги, приспособил ручной автомобильный насос и тщательно проверил мыльной водой все стыки и уплотнения при рабочем давлении.
Фото 16.
Собрал электролизер – установил на реактор деревянную площадку-изолятор, пристыковал и подключил БП и шланги. Шланг восходящего канала из-за утолщения набора пластин стал короток. Несколько удлинил его проставкой из куска стальной водопроводной трубы (Фото 16, отмечено). Этот временно отсоединенный шланг удобно использовать для первичной заправки реактора щелочью (на фото).
Фото 17. Проверил мыльной водой и новый водяной затвор – стальной толстостенный вариант, работающей в обе стороны, склянки Тищенко.
Фото 18. Снаряжение водяного затвора. Специальной заливочной горловины аппарат не имеет. Воду удобно заливать шлангом из сосуда расположенного выше. Через второй патрубок выходит воздух.
Чтобы затвор правильно работал в обе стороны, на 5л баллон нужно ~1,5…2 л воды.
Фото 20. Отремонтированный электролизер. Вид сбоку.
Фото 21. Восстановленный электролизер с водяным затвором и горелкой. Вид сверху.
Фото 22. Электролизер с водяным затвором и горелкой, вид сбоку.
Отремонтированный и восстановленный аппарат сохраняет избыточное давление, по крайней мере, трое-четверо суток, воздух в систему не попадает (полезно для щелочи), аппарат быстро готов к работе. На каждой ячейке падает - 2.2 В при сетевом ~230 В. От сети электролизер потребляет 1 кВт, но можно настроить (концентрацией щелочи) больший ток в реакторе, при этом несколько снизится долговечность пластин (?), увеличится пенообразование.
Этот пьезоэлектрический датчик вибраций способен улавливать даже незначительные изменения во внутреннем механическом напряжении пьезо-диска и выдавать сигнал, пропорциональный силе вибрации. Стоит такой датчик 27 рублей с бесплатной доставкой. ссылка на источник.
2) Модуль RGB светодиода
Модуль RGB светодиода KY-009 - выполнен на печатной плате с установленным 3-х цветным RGB SMD светодиодом (модель 5050) и имеет 3 входа для управления и получения нужного цвета излучения светодиода (красный, зеленый и синий). Стоит такой 27 рублей. ссылка
3) Круглый модуль RGB светодиода
Стоит такой круглый модуль так же 27 рублей. ссылка
4) Зарядная плата для li-ion аккумуляторов
Модуль заряда аккумуляторов на основе чипа TP4056. Модуль имеет индикацию процесса заряда и сама отключает аккумулятор при достижении напряжения на нем 4.2В. В момент заряда светится красный светодиод, а когда батарея будет полностью заряжена засветится зеленый светодиод, красный при этом погаснет. Стоит 27 руб. ссылка
5) Плата цифрового усилителя
Плата цифрового усилителя мощности PAM8403 . Стоит 28 рублей. ссылка на источник
6) Плата pam8406
Плата pam8406 цифрового усилителя мощности. Стоит такая 64 рубля. ссылка
7) Светодиодный модуль
RGB светодиодный модуль датчика FZ0455 для Arduino. Стоит такой 28 рублей. ссылка
8) Преобразователь RS232
Переходник способен преобразовывать сигнал с RS232 в TTL с рабочим напряжением от 3 до 5.5 Вольт DC. стоит такой 29 руб. ссылка
9) Пьезодинамик
Пищалка на Ардуино, которую часто еще называют зуммером, пьезодинамиком или даже баззером – частый гость в DIY проектах. Стоит такой 33 рубля. ссылка
10) Двунаправленный преобразователь
Плата двунаправленного преобразователя логического уровня IIC I2C. Стоит такая 34 рубля. ссылка на источник
11) Плата-адаптер для ESP-07 / ESP-08 / ESP-12
Для отладки устройств на базе ESP8266 удобно применять специальный адаптер, подходящий для беспаечной макетной платы! На плате уже установлены необходимые для старта резисторы, таким образом, внешняя обвязка для работы нужна не будет. Стоит такая 34 рубля. ссылка
12) Вертикальный USB 2,0
Гнездовой разъем вертикальный. Стоит такой 35 руб.ссылка
13) MOSFET триггер
MOSFET триггер с ШИМ регуляцией 5-36B, 15A, 400Вт. Драйвер на базе 2-х MOSFET мощных полевых транзисторах D4184. Модуль MOSFET транзистора (силовой ключ) имеет долгий срок службы, прост в управлении. Позволяет получить ШИМ до 36 Вольт. Стоит такой 35 рублей. ссылка
14) Светофорный модуль
Плата с 3мя световыми сигналами. Стоит 34 рубля.ссылка
15) Плата з/у
Плата зарядки Li-ion аккумуляторов 18650. Стоит такая 35 руб. ссылка на источник
16) Кнопка
Простая кнопка для включения. Стоит такая 35 руб.ссылка
17) Кнопка 2 положения
Простая кнопка вкл. и выкл. Стоит такая около 35 руб.ссылка
18) Модуль датчика касания
Модуль датчика касания KY-036 позволяет оснастить приборы функцией сенсорной кнопки. В качестве сенсорной поверхности используется металлическая деталь напоминающая обычную кнопку, корпус электроприбора или другие металлические элементы конструкции. Стоит такая 36 руб.ссылка
19) Модуль фоторезистора
Модуль фоторезистора KY-018 - может применяться для измерения интенсивности света или определения его наличия/отсутствия. При отсутствии света сопротивление фоторезистора большое и доходит до 1 мОм, а при его освещении падает до нескольких Ом.. Стоит такой около 37 руб. ссылка
20) Модуль часов реального времени
Модуль часов реального времени DS1302 Аrduino с возможностью бесперебойного питания от литиевой батарейки. Стоит такой 38 руб.ссылка на источник
21) ИК-инфракрасный приемник
Предназначен для приема данных по инфракрасному каналу от пультов дистанционного управления. Стоит такой 37 руб. ссылка
22) Датчик отражения
Датчик отражения TCRT5000 — аналоговый датчик, меняющий значения в зависимости от яркости поверхности перед ним. Можно использовать при построении роботов, двигающихся по линии. Стоит 38 руб. ссылка
23) Модуль датчика вибрации
Модуль датчика вибрации KY-002 имеет на плате датчик вибрации (удара) – “SW-18015” и выдает на выход низкий уровень напряжения при срабатывании. Принцип действия “SW-18015” заключается в замыкании пружинки на металлический корпус при вибрации, ударе или сильном ускорении. Стоит 38 рублей.ссылка
24) type-C плата
Миниатюрный модуль с защитой для зарядки литиевой 18650 батареи 5В, type-C. Стоит примерно 38 руб.ссылка
25) Реле
Реле SRD-05VDC-SL-C. Стоит такое где-то 39 руб. ссылка на источник.
Продолжим описание некрупного стационарного электролизера для домашней лаборатории-мастерской. Какой бы небольшой производительности не был у нас сам реактор, получаем мы в нем при разложения воды, обычно – смесь газов – водород с кислородом. Заметим – смесь стехиометрическую, т. е. в идеальных, для обратного соединения (при сжигании) пропорциях и замечательным образом перемешанную. Только огонек поднести. Такая смесь имеет говорящее название – «гремучий газ». Он горит с очень высокой скоростью и имеет огромную энергию взрыва. Гремучий газ редко получают иначе чем для сжигания и обратный удар здесь – явление очень вероятное. Полный комплект практического электролизера содержит кроме реактора еще и ряд вспомогательных сосудов-аппаратов для удобства работы, газоподготовки и конечно, безопасности. Подрыв любого из них опасен, но самый кошмар – взрыв внутри реактора. Он имеет принципиально более слабую конструкцию и наполнен горячим крепким раствором щелочи. Ее разбрасывание опасно для кожи, а дважды опасно для глаз, поэтому, в любом случае, работать следует, хотя бы, в защитных очках.
Хорошо бы газы сразу в реакторе и разделять. Это было бы и удобнее и куда как безопаснее. Однако, реакторы такого типа существенно сложнее и требуют доступа к станочному оборудованию и специальным материалам для мембран.
Существуют специальные заграждения для волны пламени идущей по шлангам, большинство из которых малоэффективно для такой быстрой смеси и должно быть сделано из стойких к щелочи материалов. Громоздким и не слишком удобным, но весьма надежным защитным аппаратом здесь может быть водяной затвор – газ пропускается через слой жидкости, обычно, воды, и вероятное пламя отсекается.
Рис. 2. Принципиальная схема устройства и соединения аппаратов практического электролизера.
Где – 1 – реактор, 2 – его блок питания, 3 – внешний бак электролита с фильтром-отделителем щелочной пены, 4 – питатель, 5 – реле давления, 6 – обсуждаемый водяной затвор, 7 – барботер с бензином, 8 – осушитель газа, 9 – тонкий фильтр сухой щелочи.
На схеме (Рис. 2) видно положение водяного затвора – перед реактором, если следовать по пути обратного удара.
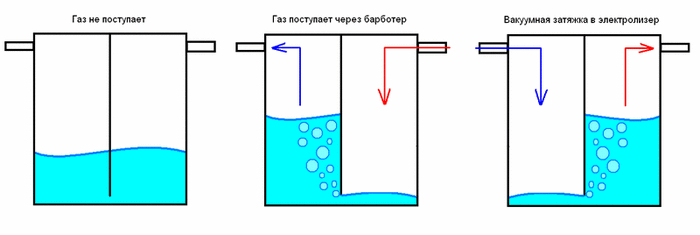
Здесь нужно сказать и о существенном нюансе – при работе реактора, он неизбежно разогревается нагревая металлические элементы конструкции, электролит. После выключения все это остывает, создавая разрежение внутри и при подобном (Рис. 2, поз 6, 7) устройстве промывалок, способное затянуть их рабочие жидкости по шлангам в аппараты соседние. Техническая вода из затвора попадает в реактор и загрязняет электролит нежелательными примесями, бензин может попасть в затвор и при следующем цикле в реактор. Пресечь это безобразие можно отсоединяя шланги от аппаратов после окончания работы, что очень неудобно. Много лучше, применить промывалки специальной конструкции (Рис. 3) лишенные этого недостатка, работающие одинаково хорошо в обоих направлениях. В химии, такие аппараты известны как «склянка Тищенко».
Рис. 3 Схема «склянки Тищенко» и ее работа в разных режимах.
Практически, перегородку в цилиндрическом сосуде удобнее и надежнее выполнить в виде еще одной трубы меньшего диаметра вставленную коаксиально.
Материаловедение. Крепкий раствор щелочи в реакторе налагает табу на применение меди и сплавов, алюминия. Стоек к ней никель, специальные сорта нержавеющей стали. Удовлетворительно работает и обычная черная сталь. Несмотря на работу затвора с обычной водой, щелочь в него, более-менее, но почти неудержимо, проникает в виде пены и накапливается.
Прочность. Гремучий газ – сильное взрывчатое и своенравное вещество, а промывалки заполнены рабочими жидкостями только частично. Остальное – он. Конечно, разлет их внутренностей не столь опасен как в реакторе с концентрированной горячей щелочью, но приятного мало. Практика показывает – баллон углекислотного огнетушителя подрыв выдерживает походя, такую же прочность имеют баллоны для сжиженного пропана, хотя форма у них менее удобная. Здесь, в качестве сосуда применен именно баллон огнетушителя (не порошкового!) емкостью 5 л. Черная сталь, все соединения сваркой.
Что потребовалось для работы.
Кроме материалов – набор слесарных инструментов, в том числе ряда электрических. Использован сверлильный станок, некрупная УШМ, сварочный инвертор с принадлежностями, ЛКМ, попутные мелочи.
К делу.
Несколько списанных но все еще заряженных углекислотных огнетушителя достались по случаю. Один из них опорожнил на зарождающемся пожаре у соседей. Отстоял оставшийся без присмотра деревянный дом-дачу – есть чем гордится. Трепанацию порожнему огнетушителю лучше всего делать на токарном станке, выходит быстрее, точнее и аккуратнее, но обошелся болгаркой с диском 125 мм.
Фото 4. Разметка маковки баллона. Как угадать?
Фото 5. Рез удался со второго раза, первый стенку не прорезал, «ушел в мясо» - не рассчитал массивности свода литого баллона.
Фото 6. Отпиленная крышка, вид сверху. Виден неудачный глухой рез. Трубка, кстати, стальная и при простой конструкции барботера (как на Рис.2 поз. 6, 7), можно было бы обойтись более чем скромными работами – только дополнительный штуцер вварить.
Фото 7. Заготовка внутренней трубы-перегородки. Стандартный прокат диам. 70 мм. При этом объем внутри трубы и между стенками, примерно равен.
На фото – разметка торцов. Перпендикулярность обеспечивает обернутый вокруг трубы лист бумаги, здесь, довольно формата А4. Края листа должны совпадать. Край листа хорошенько намелить.
Фото 8. Нижний край внутренней трубы должен иметь зазор с дном баллона. Удобно его контролировать при сборке позволяют зубы. На фото – их разметка. Мелком с листом бумаги, точки – керном, тонкие линии – слесарной чертилкой.
Фото 9. Вырезанные болгаркой зубы. Ну и страшилище, за такую живопыру, любой японский ниндзя, пожалуй, отдал бы правую руку!
Фото 10. Края дыры пришлось чуть подправить полукруглым напильником и как сказал бы известный поэт (с опилками в голове) – «Входит. И выходит!».
Пожалуй, поэт бы еще и добавил, что ежели он что ни будь в чем ни будь понимает, то дыра – это нора, а нора – это кролик, но попал бы мохнатым пальцем в небо.
Фото 11. Заготовка для внутренней трубы взята с некоторым запасом, для удобства сборки. Вставил до упора, «прихватил» с четырех сторон, тщательно проварил шов.
Электроды - ОК-46 марки ESAB Тюменского разлива. Диаметром 3 мм. Герметичный шов получается без труда.
Фото 12. Выступающую часть трубы срезал заподлицо с краем баллона, подозрительное место разделал и проварил-зачистил.
Фото 13. «Верхушечка» подготовленная к сборке, за зачищенную горловину цеплял сварочную прищепку-«землю». По оси просверлил отверстие 10 мм для входного штуцера, держал железку на предметном столике станка газовым ключом за то же горло.
Фото 14. Собранный сосуд. Неудачный глухой шов проварил тоже. Чуток зачистил абразивным диском. Сбоку еще одно отверстие для второго штуцера ниже вваренной трубы-перегородки.
Фото 15. Импровизированное точение штуцера в сверлильном станке.
Заготовка – отрезок стального прута. Осевое отверстие 3 мм диаметром просверлил на этом же станке, неподвижным сверлом, вращая заготовку. При точении работает станок настроенный на высокие, ~3000 об/мин, работает УШМ. После абразивного диска, неровности шлифовал наждачкой, подложив под нее кусок плотного войлока.
Фото 16. Пара готовых стальных штуцеров.
Фото 17. Бульбулятор с вваренными самодельными штуцерами.
Брызги от сварки и некоторые неровности, по возможности, зачистил. Тем же абразивным кругом снял табельную огнетушительную краску вместе со всеми липучками и наклейками. В принципе, аппарат готов, но уж больно неудобно с ним обращаться – тяжелый даже без воды, гладкий и толстый. Не схватишь. Однако, ручка нужна!
Фото 18. Собранная и приваренная ручка. Сделал ее из металлоломных обрезков арматуры и так, чтобы не выходила за боковые габариты баллона. Двойная сверху – удобнее держать, а через щель, может быть пропущен входящий шланг, чтобы не перегибался у штуцера.



















































































































![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs14.pikabu.ru/post_img/2023/10/03/9/1696348641137573569.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/1696348846193063523.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/1696349049179256781.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs14.pikabu.ru/post_img/2023/10/03/10/1696349214148433622.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/1696349388198599498.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/169635082611966517.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/1696350942160455615.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/1696351061142644590.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/1696351372111544214.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/1696351480190934448.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/169635156611965660.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/1696351712137388948.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs14.pikabu.ru/post_img/2023/10/03/10/1696351793147058019.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs14.pikabu.ru/post_img/2023/10/03/10/1696351871152322611.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/1696351966195035768.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs14.pikabu.ru/post_img/2023/10/03/10/1696352072175276359.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/1696352153172742740.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs14.pikabu.ru/post_img/2023/10/03/10/1696352287150948689.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs14.pikabu.ru/post_img/2023/10/03/10/1696352330129420797.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs14.pikabu.ru/post_img/2023/10/03/10/1696352387131741682.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/1696352483199531977.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs14.pikabu.ru/post_img/2023/10/03/10/1696352590173449109.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs14.pikabu.ru/post_img/2023/10/03/10/169635269519284704.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs13.pikabu.ru/post_img/2023/10/03/10/1696352757161192306.jpg)
![Топ-25 дешевых плат, модулей и датчиков для создания различных электронных проектов на Arduino [Часть 2] AliExpress, Электроника, Робототехника, Arduino, Самоделки, Хобби, Сборка, Китайские товары, Товары, Датчик, Модуль, Материнская плата, Робот, Программирование, Электрика, Разработка, Проект, Инженер, Конструктор, Длиннопост](https://cs14.pikabu.ru/post_img/2023/10/03/10/1696352903157628645.jpg)