На 3 курсе ВШЭ у нас появилась возможность самим выбирать некоторые предметы (авторские курсы по разным направлениям), и я сразу знала, что хочу что-то прикладное. На остальных парах я всё время сижу за ноутбуком, поэтому хотелось поработать с материалом, отвлечься от экрана. Я с детства люблю делать что-то руками — в художественной школе мне нравилось работать с краской, пластилином, позже я пробовала керамику и валяние на мастер-классах. Так что когда увидела курс по мозаике и витражу, долго не раздумывала — сразу записалась.
Как проходило обучение мозаике и витражу
Курс был разделён на две части — мозаика и витраж. Сначала мы делали мозаику: придумывали эскиз, подбирали цветовую гамму, учились резать и колоть смальту. Я выкладывала композицию как пазл, только из неровных кусочков смальты. Потом началась работа над витражом. Мы осваивали технику Тиффани: резали стекло, обрабатывали его, обклеивали медной лентой и паяли. Все предельно аккуратно и точно, но это и было увлекательно — концентрируешься, и всё остальное будто уходит на второй план.
Вечерний натюрморт. Мозаика из битого стекла
Проекты и идеи: что я сделала на курсе
В итоге я сделала несколько работ, каждая со своей историей. Первая работа — вечерний натюрморт из мозаики. Там яркие кусочки битого стекла складываются в розовый цветок, сочные апельсины и стакан — простая, но уютная композиция, будто застигнутый момент тёплого вечера.
Поиски композиции через генерации нейросети Midjourney. Промт: still life of cut orange, flower, glass and leaves
Второй проект — подвесной витражный фонарик с силуэтами города. Он не про архитектуру напрямую, а про свет и настроение, которое живёт в окнах домов, когда заходит солнце.
Город. Подсвечник
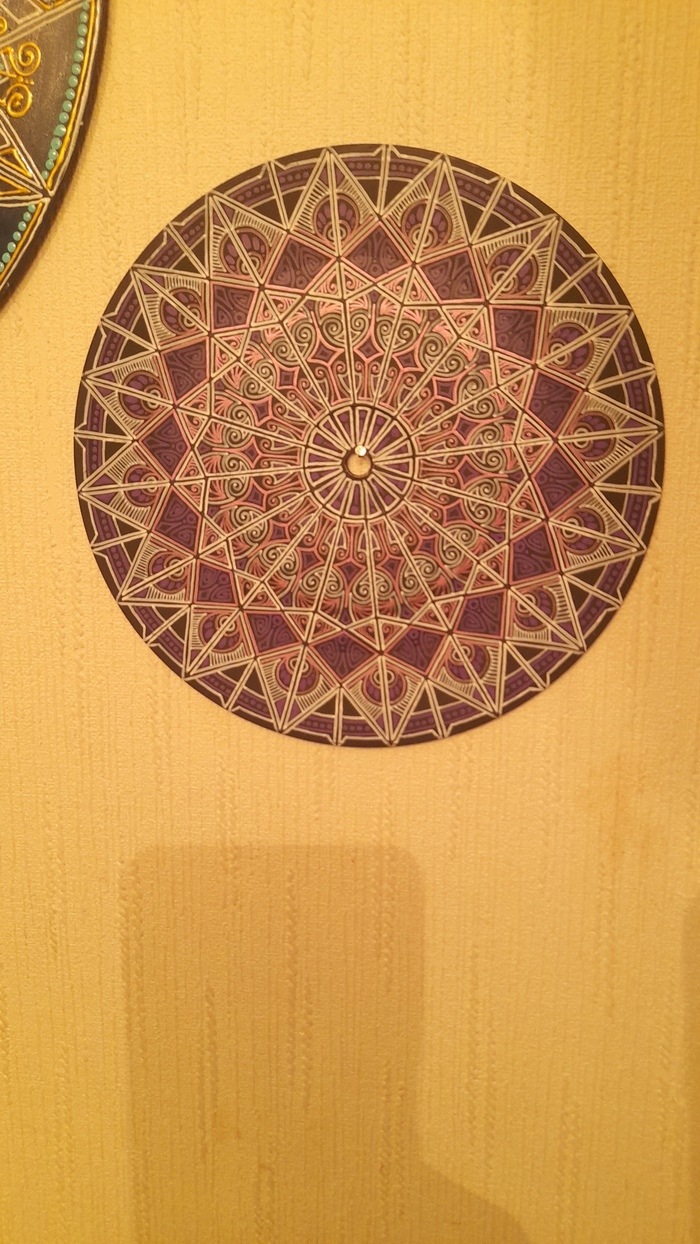
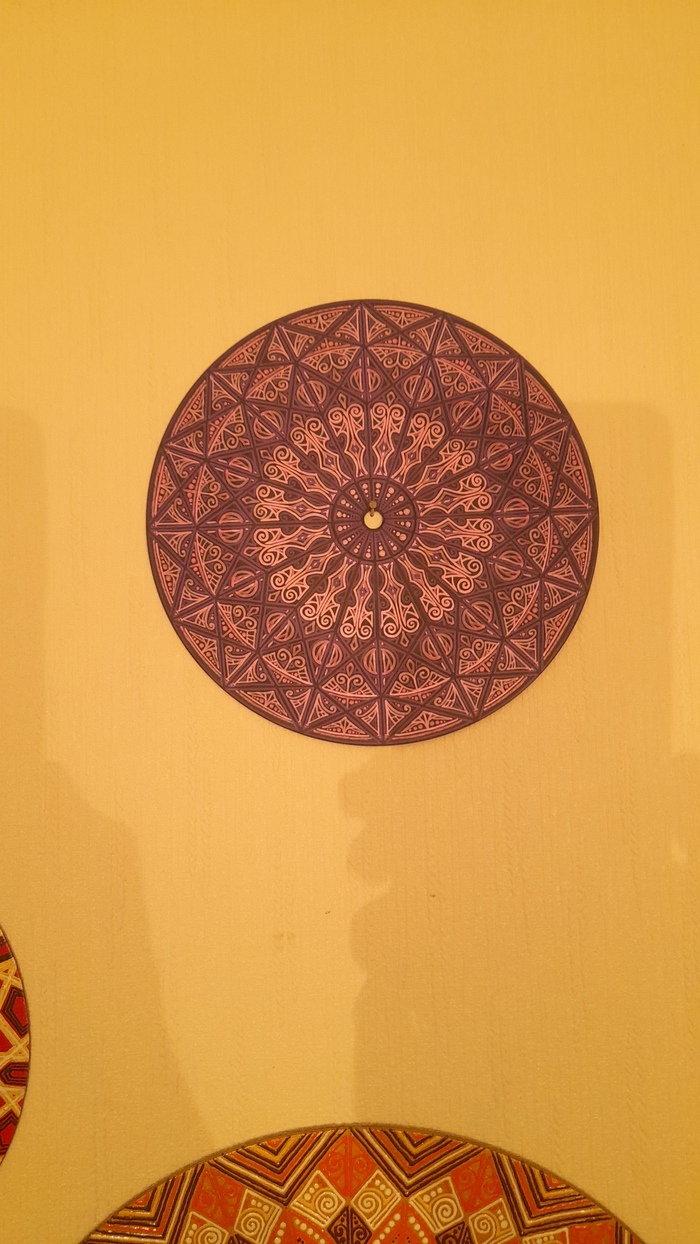
И, наконец, ловец снов-солнце — гирлянда из стекла, с женским лицом в центре и лучами из листьев и лепестков. Я вдохновлялась идеей связи человека с природой и славянской культурой, её символы и образы.
Ловец снов. Гирлянда
Этапы работы с мозаикой и витражом: как создаётся изделие
Придумать идею и сделать эскиз
Выбрать цветовую гамму и материалы (смальта или стекло)
Резка и колка стекла (понадобиться резак)
Обработка краёв (с помощью шлифовального станка)
Сборка и пайка (для витража, берем паяльник и медную ленту, также понадобиться олово) или выкладка на основу (для мозаики, нужен холст-основа и немного цемента, затирка)
Финишная обработка и крепления
материалы
Работа руками как медитация
Сам процесс оказался для меня настоящим отдыхом от шума и суеты. Когда берёшь в руки стеклорез или кусочек смальты, все мысли о делах и проблемах словно уходят на задний план — остаёшься только ты и материал. Это удивительное состояние полного погружения, когда время будто останавливается и появляется ощущение внутренней лёгкости. Именно во время этих занятий у меня появилась чёткая мысль: «Хочу заниматься этим не только в рамках курса, а дальше, погружаться глубже и серьёзнее». Эта энергия и вдохновение — то, что хочется сохранить и развивать.
Этапы работы
Иногда стекло трескается не по плану, цвет камня не совпадает с эскизом, а результат оказывается не тем, каким хотелось бы. Но именно в этом несовершенстве — живая энергия. Работа руками не всегда про идеальный результат, а про присутствие, процесс.
От курса к будущей мастерской
Теперь мечтаю открыть свою мастерскую, где можно будет не только создавать витражи и мозаику, но и проводить мастер-классы для тех, кто тоже хочет попробовать свои силы в этом деле. Чтобы делиться опытом, вдохновлять других и создавать уютное пространство, где можно на время забыть о суете и просто работать руками. Мне кажется, в этом есть особый кайф — возвращаться к простому и настоящему творчеству, которое заряжает и помогает расти. Более того, в этом году я освоила ещё и ювелирное дело — это новое для меня направление, которым я тоже очень хочу поделиться.
Сейчас активно изучаю разные пространства и мастерские с похожей тематикой и подходом — они пользуются популярностью среди молодежи и постоянно растут, и это вдохновляет. Я уверена, что при правильной стратегии продвижения, тщательных расчетах и, что самое важное, искреннем желании, у меня всё обязательно получится.
Что такое свобода в творчестве? В иллюстрации часто кажется, что свобода и полное отсутствие рамок — залог успеха. Но мой путь показал, что именно ограничения могут стать мощным катализатором креатива. В этой статье я поделюсь своим опытом: как работа с ограниченными материалами и техниками помогла мне обрести уникальный стиль и расширить творческие возможности. 👀
моя первая мозаика из стекла!
От детских эскизов к минимализму
В начале моего творческого пути я склонялась к насыщенным деталями иллюстрациям. Уже в университете, изучая печатную графику на третьем курсе, я открыла для себя другую оптику — выразительность через лаконичность. Использование небольшого количества цветов и простых форм заставило меня переосмыслить подход к композиции и смыслу работы. Это было важным шагом к формированию стиля, в котором каждый элемент имеет своё значение.
В дальнейшем, я продолжила эксперименты — керамика, лепка, а затем и более сложные формы искусства. Все они продолжали подтверждать мою гипотезу о том, что новые формы освежают взгляд и раздвигают границы!
Сила пятна и силуэта в композиции
Работа с пятном и силуэтом стала для меня ключевым инструментом передачи эмоций и создания выразительных образов. Выстраивая динамику пятен в новых для себя форматах, я училась (и учусь) создавать визуальные нарративы, которые читаются с первого взгляда. Этот приём помогает не только в единичных работах, но и в комплексных сериях, где важна целостность и последовательность.
Печатная графика, мозаика и витраж — мой творческий арсенал
В моей практике печатная графика, мозаика и витраж сыграли особую роль. Каждый из этих медиумов диктует свои ограничения: от количества цветов до особенностей материалов и техник.
Печатная графика требует максимальной выразительности малыми средствами.
Мозаика учит работать с цветом и формой, собирая картину из множества маленьких фрагментов.
Витраж — это игра света и цвета, что открывает новые горизонты восприятия.
Все эти техники обогатили мой язык в искусстве и вдохновили на эксперименты.
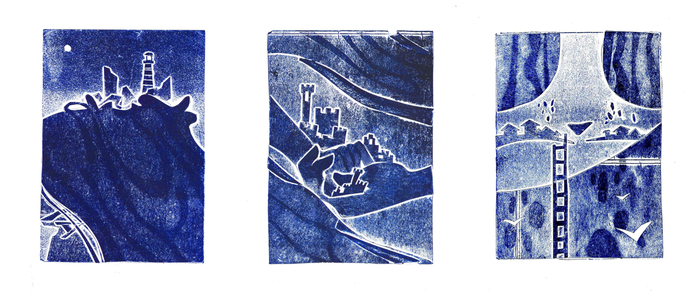
одна из моих серий, отпечатанная на офортном станке✨
Ограничения — это не преграда, а возможность взглянуть на творчество под новым углом, найти собственный голос и стиль.
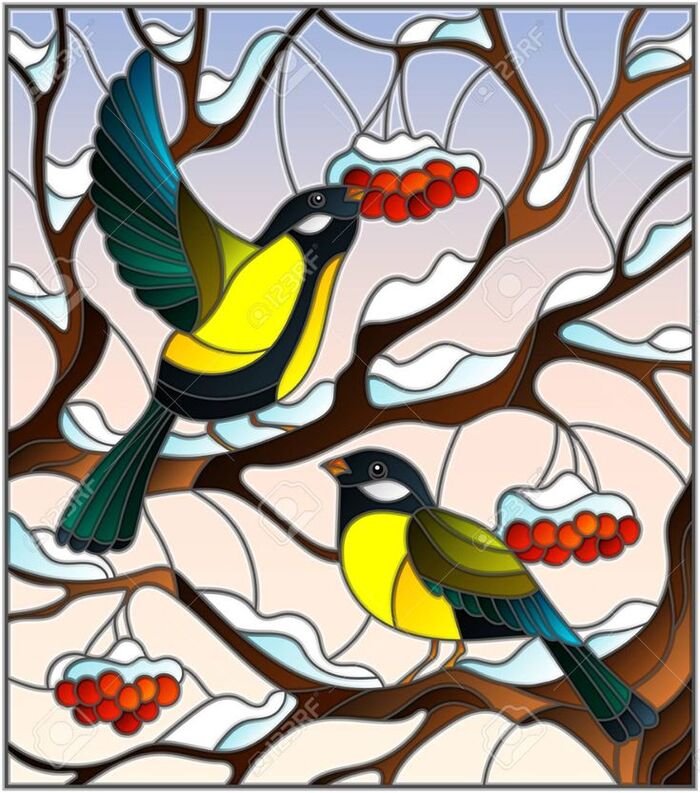
в заключении делюсь с вами моими скромными пробами пера в витраже)
Если вы хотите увидеть, чем обернутся мои эксперименты с витражом и другими декоративно-прикладными видами искусств, приглашаю ознакомиться с моим телеграмм-каналом (https://t.me/shanilopa).
А как вы думаете, рамки — это опасность или спасение для художников? Буду рада обсудить с вами в комментариях — а какие ограничения в творчестве стали для вас источником вдохновения? Делитесь своими мнением и впечатлениями по теме в комментариях!
Промт: A large stained glass window in an ornate Art Nouveau villa, sunlight streaming through vibrant panes of emerald, sapphire, and amber. The rays cast colorful patterns on an antique wooden floor, illuminating dust motes. Outside, a lush garden with blooming hydrangeas partially visible through the glass. Highly detailed, warm atmosphere, play of light and shadows.