


Как мы делали пуговицы, и что из этого получилось
2020 год. В мире бушует пандемия. Пошёл второй месяц. Люди сидят дома. Корабли не летаю, самолёты не ходят, поезда не плавают. На работе простой.

Мне в голову приходит мысль «А как я могу заработать сам? Что я ещё умею делать?»
А умел я моделировать, и пользоваться 3д принтером. Я начинаю делать модели и продавать их на стоках. В основном шестерёнки, и механизмы.

Потом пошла работа, пандемия стала отпускать, мир зашевелился, и начал возвращаться к нормальному ритму. Хобби пришлось задвинуть, но стоки продолжали приносить копейку. Примерно 5-10 долларов в месяц. А желание созидать не отпускало. Долгий год я вынашивал идею, собирался с силами, и наконец решился. Я нарисовал первый вариант пуговицы. Которой как я считал не хватает на рынке.
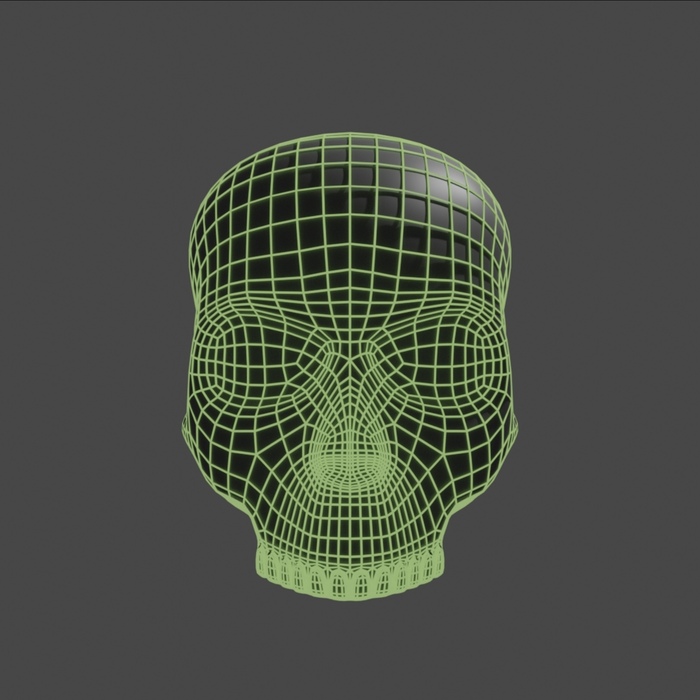
Это обычный череп. Да. Но если вы поищите, то обнаружите что не так просто найти пуговицы в виде черепа. Их много, но дизайнеры не хотят делать их объёмными и аккуратными одновременно. Мы начали их печатать на 3д принтере из полимерной смолы. Смола твердеет под действием ультрафиолета по слоям. Толщина слоя 0,05мм.
На этом фото можно их разглядеть. Высота пуговицы 18мм. Фото сделано через окуляр от телескопа. Настоящего микроскопа в хозяйстве не нашлось.
Но как продавать такой товар. Тут и пригодились маркетплейсы. Они берут на себя хранение и логистику, а взамен забирают часть прибыли. Довольно значительную, надо сказать. Зато мне не нужно бегать на почту, а покупатель получает товар за пару дней.
Сертификации такой товар не подлежит, но пришлось сделать отказное письмо. Это документ в котором и указывается что изделие относится к категории несертифицируемых.


Были изготовлены варианты различных цветов. Покупатели хвалят. Продажи идут. Не рассчитал я только один момент. А именно ёмкость рынка. Она совсем невелика. Т.е. даже самые лучшие пуговицы на свете у вас не будут покупать в тех объёмах, в которых это можно было бы назвать бизнесом. Изначально я планировал выйти на Амазон, но теперь это стало невыполнимой задачей. По крайней мере для нас. Другие рынки сбыта найти не удаётся.
Было принято решение попробовать ещё одну идею. Пуговицы из дерева на лазерном станке. Он также имелся в наличии.







В текущий момент стало очевидно, что идея хоть и замечательная , но требуется либо больше ассортимента, либо больше рынков сбыта, либо то, о чём я ещё не догадался.
Сейчас раздумываем над производством пуговиц на заказ. С индивидуальным дизайном. Вроде этого:

Вывод очевиден: Идея ничего не стоит, пока ты её не реализовал.
Просто красиво.
Показать полностью
13
1


Шёлковый двухцветный PLA филамент от ERYONE

Сегодня я покажу две серии шёлкового двухцветного пластика от Eryone. Двухцветный пластик — это новинка и сейчас её сметают с магазина буквально в считанные дни после появления на полках магазина.
Я успел урвать себе три промо-набора по 2000₽ за каждый. Первый это была серия matte – это пластик матовых цветов и о них я писал в предыдущем обзоре. Второй и третий набор это уже так называемые шёлковые пластики. В каждом наборе по 4 катушки весом 250 грамм. У Eryone есть и обычные килограммовые катушки, я взял промо-набор исключительно что бы посмотреть в живую все цвета ну и конечно, что бы показать вам.
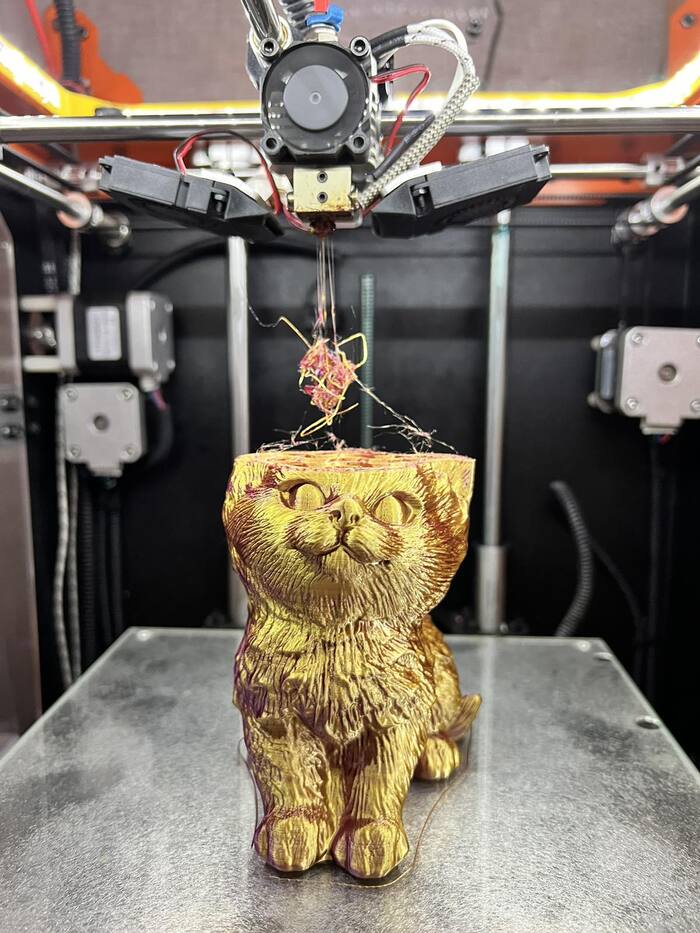
В качестве модели я взял котёнка. Модель не сложная, печатается с минимальным заполнением и без поддержек, при этом довольно миленькая и позволяет хорошо увидеть переход цвета.

Производитель поставляет набор пластиков в коричневой картонной коробке с минимумом полиграфии. Например, промо-набор филамента с запахом поставляли в красочной коробке (можно сказать подарочной). В коробке находятся за вакуумированные небольшие катушечки с пластиком разных оттенков.
Пластик вполне сухой и можно печатать сразу, но я всегда печатаю из сушилки в качестве преднагрева филамента. Пруток состоит из параллельно идущих двух цветов, которые не перемешиваются при экструдированнии.


Первая серия что я хочу рассмотреть это шёлковая золотая.
Она состоит из следующих цветов:
• красно-золотой
• медно-золотой
• серебристо-золотой
• фиолетово-золотой
Все цвета очень симпатичные и легко печатаются.
При печати одного из котов в сушилке заклинило катушку и кот не допечатался. Что бы не выкидывать модель распечатал котику шапку. На него сразу нашелся клиент и пришлось уже специально портить еще одного.

Вторая серия филамента это цветной шёлк. В этой серии базовые цвета это красный и зелёный и состоит из следующих цветов прутка:
• красно-синий
• красно-зелёный
• жёлто-зелёный
• сине-зелёный
Цвета немного неподходящие для котов, но в других проектах могут смотреться просто великолепно.


Так же я решил не ограничиваться только Eryone, а посмотреть данный тип пластика еще и у фирмы Createbot. Ранее приобретал у них пластик из радужной серии, и он мне понравился. Взял пару таких же маленьких катушечек для сравнения.


И что могу сказать. Createbot явно проигрывает Eryone в таких критериях как цена и яркость красителя. У Eryone за эту же цену ты получишь полкило филамента и более насыщенные цвета.


Резюмируя, хочу отметить удачное решение китайской мысли с двухцветными пластиками. Всё же радугой сейчас мало уже кого удивишь. Так же сейчас в Eryone уже тестируют двухцветную смолу, которая от интенсивности освещения меняет цвет. Очень надеюсь, что предоставленная в обзоре информация принесёт пользу, так как труд был так скажем титанический – 100 часов печати котов разными филаментами.
Ну и в сухом итоге:
+ доступная цена в сравнении с конкурентами
+ насыщенные цвета
+ интересное решение
+ возможность купить как килограмм, так и 4х250 грамм
+ доставка с Российского склада
— чуть дороже обычного PLA
— быстро разбирают и приходится ждать поставку
Так же хочу отметить, что компания Eryone подготовила скидки к распродаже алиэкспресс проводимой с 22го августа по 26 августа. А для ценителей 3D-печати в группе Eryone стартует конкурс «постобработка моделей» с хорошими призами для участников. Конкурс продлится 1 месяц.
Показать полностью
11
2

Палач Рока (Doom Eternal)
Уже давно хотелось распечатать эту фигурку - и вот момента настал :)
Высота модели составила 15 см (+ без основания-подставки, ещё не выбрал вариант), распечатана она по частям в два захода по 3,5 часа на Anycubic Photon Mono слоем 0,5 мм смолой от самих Anycubic'ов.

Модель, на мой субъективный взгляд, прекрасно спроектирована как с визуальной точки зрения, так и с технической - стыкуемость всех элементов очень хорошая, без зазоров и длительного шлифования, всё держится даже без клея.
Также попробовал сделать обзорное видео модели, чтобы можно было рассмотреть ее со всех сторон. Возможно, что-то подобное будет и с другими моделями, которые будут напечатаны впредь.
Скачать модель и выразить благодарность ее автору можно здесь - https://www.myminifactory.com/object/3d-print-doom-guy-doom-...
А если вам интересно посмотреть еще примеры печати или 3D-модели, сделать это можно в моем небольшом сообществе - vk.com/taurus_designing
Показать полностью
1
1
А вы знали, что в 1930 году использовали 3d принтер для строительства?
Тут подробнее
Показать полностью
1

Продолжение поста «Вопрос. Странный косяк при печати»
Как и обещал, продолжение.
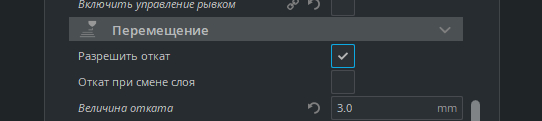
Вчера перед сном запустил повторную печать той же самой вазы, но с настройками: 230°/70° ретракт 3мм, остальное осталось как и было.
Напечаталось в разы лучше, описанный в предыдущем посте косяк ушёл полностью.
По совету @Avramih напечатал большую окружность с настройками как и у вазы, но:
слои 1-39: Сопло 230° ретракт 3мм
слои 40-79: 245° 3мм
слои 80-99: 245° 5мм
слои 100-125: 245° 6,5мм - как и в первом посте
Результат на фото:
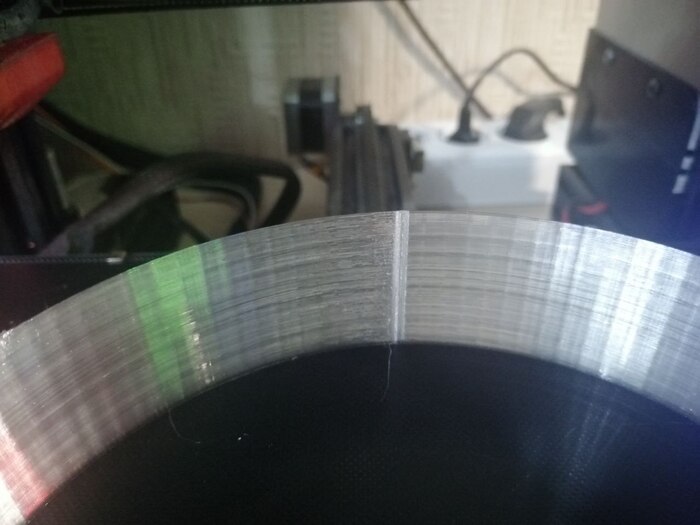
Нижняя треть на 230, всё остальное на 245. Я не стал печатать до конца, т.к. всё это не имеет никакого смысла ибо, внезапно:
Да, я не помню всех настроек.
Но всё равно, спасибо за участие и советы, в особенности @Avramih за развернутую теорию происхождения косяка.
Показать полностью
2

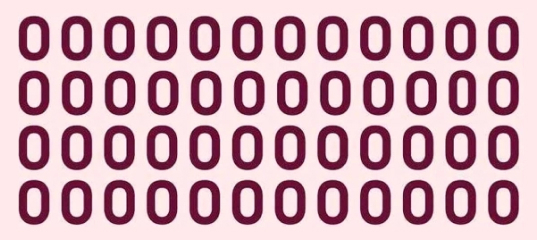
Сможете найти на картинке цифру среди букв?
Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi
Вопрос. Странный косяк при печати
Приветствую, товарищи!
Печатал сегодня вазу, вот эту - тыц
И отлично начала печататься, но где-то на половине высоты пошла непонятная рябь. Пластик из сопла выходил каплями. Было похоже на недоэкструзию, но так печатался только внутренний периметр, внешний проходил нормально. И так где-то до 3/4 высоты модели.
Вводные:
Притнер: Ender 3 Pro + BTT SKR MINI E3 V3 (Marlin)
Слайсер: Cura
Настройки печати: 245°/75°, ретракт 6,5 мм, слой 0,32, ширина линии 0,6
Пластик: PETG FD-Plast
Сопло: 0.8
Склоняюсь к слишком большому ретракту, но почему тогда проблема вылезла только в середине модели?
Кто сможет подсказать в чем все-таки может быть проблема.
Показать полностью