Ответ на пост «Молотки Чугуноуральского Инструментального Завода»
Коллега, спасибо что помните =)
Есть две новости!
1. У тех ребят больше не работаю, знамя подхватить некому, поэтому вероятно вы будете единственный идеолог правильных молотков на Пикабу =)
2. Всё пытался после серии своих постов запустить цепную реакцию постов, спровоцировать коллег начать снимать производства где работают, показывать тех. цепочки, продукты, и нашлись ребята кто смог, вижу постов стало больше. Мишин комплитед.
Ну а раз вы про меня вспомнили, то грех не показать новое производство, где тружусь аки пчела и тех. процесс =)
Причем всё идея делать контент родилась ещё месяц назад, но не было какого-то толчка извне начать.
А диалог был такой
Я-Я, К-Коллега
я: А сколько выпускаете?
к: кого?
я: ну продуктов, в чем считаете итого по году?
к: где-то 50 000 000 м2
я: сколько ? о_О
к: сорян, это в 2019 столько, а в 2020 выпустили 100 000 000 м2
я: да ладно, давай людям покажем как делаете, смотри что я уже делал на другом заводе =)
И вот, пилим. Вообще есть желание на ютюбе, тиктоке, инсте себя показать, но в начале приоткроем завесу для родного пикабу =)

У меня пока что не так много экспертизы во всех этапах тех. процесса, поэтому попросил своих собраться и показать мне что ни будь, о чем я передать.
По производству. Географически находиться в г. Октябрьский (Башкирия), компания Mega-Flex. Цикл полный, от гранул, то готовой продукции.
По продуктам: паро-гидроизоляционные материалы, ветрозащитных пленки, профилированные мембраны.
Для понимания о продуктах:
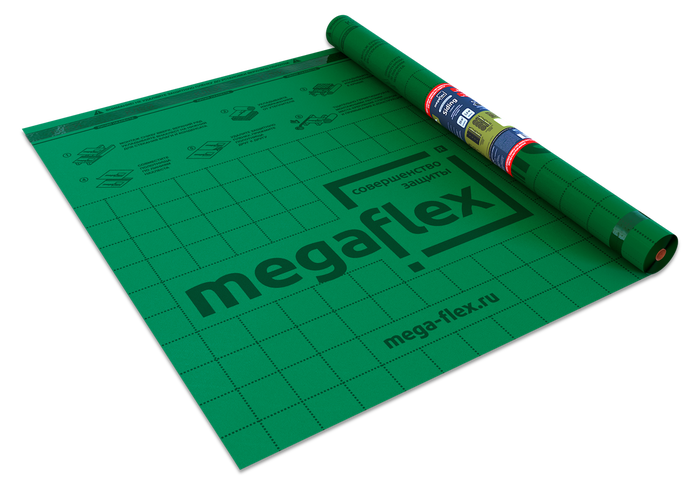
Это один видов пленки. Тут 100% есть эксперты строители, которые шарят как и где их применяют, поэтому даже пытаться не буду =))
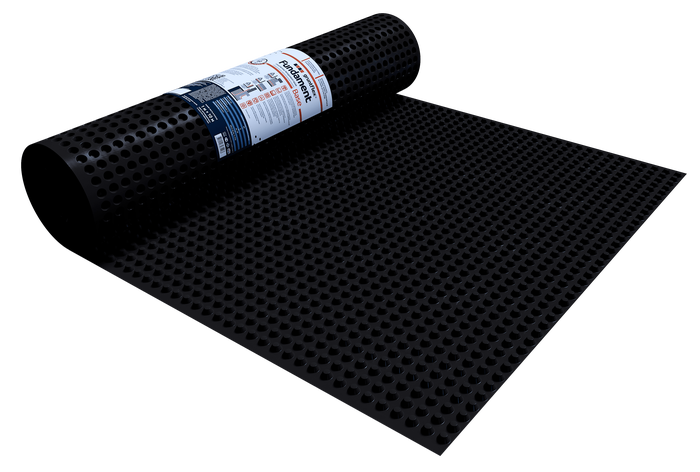
Профилированная мембрана Gruntflex. Пока делал описание, понял что я слишком долго буду в детали вдаваться, лучше ребят попрошу создать аккаунт и пусть вещают открыто.
Так, раз уж я люблю показывать тех процесс, то велком на тизер:
Ладно, это был не тизер, хотели сделать как в фильмах ковровая дорожка разворачивается, только рулоном пленки, потом что то происходит, но оказалось это не так просто )
Собственно отдаю пальму коллеге: @Megaflex, показывай уже!)
Кстати, крутой тизер получился, рекомендую. У меня бы рук на такое не хватило точно. В их акке залили.
p/s что бы не было недопонимания, тизер не стал выкладывать тут, всё таки надеюсь когда-то коллеги с КЗСМИ родят ещё посты. На акке МегаФлекс теперь будут посты, я буду помогать советом и сюжетом, и вы тоже, надеюсь ) Ну и тизер там же. Ссылка на пост.
Показать полностью
3
1
Хромирование мотоциклетных вилок
Я бы и на первом варианте остановился, на золоте :)


Да это может любой электрик
Как возможно некоторые знают, я живу в Германии и работаю инженером по автоматизации производственных процессов. Сразу хочу оговориться, что всю терминологию я учил на немецком и не знаю, как некоторые вещи переводятся на русский. Поэтому если что-то назвал неправильно – поправляйте.
Есть у нас на фирме один team leader по имени Уве, о котором и пойдёт речь. Человек он хаотичный, всё оставляет на последний момент. Например, получил он заказ рассчитать искробезопасность для всего электрооборудования на заводе. Полгода эта работа лежала, и лишь когда заказчики стали возмущаться, он забегал в поисках кото-то, кто бы эту работу сделал. В итоге заказ сделали с большой задержкой и, как потом рассказывали коллеги, в разговоре с заказчиками он свалил всю вину на исполнителя.
Уве плевать на своих сотрудников. Например, заказчики скажут, что им надо выполнить работу в такие-то сроки. А Уве при этом заранее не спрашивает у сотрудников, может быть кто-то сейчас занят в других проектах, у кого-то запланирован отпуск, и вообще реально ли выполнить заказ в эти сроки. В итоге Уве наобещает заказчикам, а потом просто ставит своих сотрудников перед фактом, что мол надо выполнить работу в такие-то сроки. А потом ребята, чтобы успеть в срок, работают и по субботам, и по воскресеньям, это у них в группе считается нормальным.
Уве не в состоянии прикинуть время, необходимое для выполнения работы. То есть работы, к примеру, на 2 месяца, а Уве говорит, своим сотрудникам, мол да там ерунда, вы за месяц управитесь. И сообщает заказчикам, что мол, через месяц будем готовы. А когда до срока остаётся неделя им и нифига не готово, он говорит парням «делайте вот так и вот так, и тогда мы успеем сделать 80%», а остальное уже как-нибудь доделаем во время ввода в эксплуатацию. А когда заказчики видят, что реально проблема, сроки горят, проект трещит по швам, и сообщают об этом Уве, тот невозмутимо отвечает, что всё нормально, что у нас есть концепт и, согласно этому концепту, мы всё успеем.
И вот в один из таких проектов меня угораздило встрять. Моё начальство попросило помочь Уве с его проектом, а то они не успевают. До этого я знал про сущность Уве только понаслышке, поэтому, не особо колебаясь, согласился. Типа надо помочь коллегам. Ситуация была такая: до полевых испытаний и ввода в эксплуатацию осталась неделя, а парень, который программировал этот проект – не успевал. Кроме того, через неделю этот парень уходил в отпуск (он подал заявление на отпуск ещё полгода назад, а начальник отдела его подписал). То есть мне предстояло дописать его программу и вводить её в эксплуатацию. Когда я увидел его программу, мне чуть не поплохело. Паренёк был неопытный, всего полгода как отучился, и всё, что он там напрограммировал, можно было выбрасывать и начинать заново. А через неделю завод останавливается на 2 недели, за это время нужно произвести loopcheck всех новых приборов протестировать все Einzelsteuerebene und Schrittketten на работоспособность (не знаю, как это переводится на русский, словарь говорит «измерительные точки» и «диаграммы состояний» или же «управление с заданной последовательностью функций»). У меня просто не было слов, одни выражения. Но отступать было поздно. Я предупредил Уве, что по-хорошему тут работы минимум недели на три. Но он включил свою пластинку про концепт.
Такого стресса у меня не было за все 10 лет работы на фирме. Всю неделю в бешеном темпе я писал программу. (Забегая вперед, скажу, что во время тестирования я две недели работал с 7 утра до 7 вечера с понедельника по субботу, так сказать одной рукой дописывал программу, а другой рукой тестировал в полевых условиях то, что уже было готово).
Так вот, за неделю я, естественно, не успел. В пятницу я уже проклял этот проект и был зол на Уве за его замашки, на паренька, который видел, что у него не получается и заранее не попросил о помощи, и на себя, что впрягся в это дело.. И вот в пятницу вечером, когда я выключил компьютер и собрался идти домой, ко мне в комнату заходит Уве и говорит: «в нашем коммерческом предложении указано, что мы кроме всего прочего должны настроить полевые приборы КИП и частотные преобразователи. На следующей неделе ты их настроишь.» Я ответил, что никогда не делал этого, на что Уве возразил, что это мол это легкотня, любой заводской электрик-КИПовец умеет это.
(Небольшое отступление: во-первых, есть разделение труда. Электрик занимается электрикой и измерительными приборами, а инженер проектирует и программирует. То есть настройка КИП – это не моя работа. Но если я ещё могу себе представить, чтобы почитать инструкцию и настроить какой-нибудь датчик, то в случае с частотным преобразователем во взрывоопасной зоне надо точно знать, что ты делаешь. На заводе BASF в Людвигсхафене, к примеру, есть специально обученные люди, которые занимаются только настройкой частотных преобразователей. И во-вторых, это вопрос ответственности. Если произойдёт взрыв и будет ущерб на несколько миллионов евро, станут разбираться и выяснится, что мол это сделал Gopherplace. А есть ли у него соответствующая квалификация (Elektrofachkraft) и допуски? Нету! И вот тогда мне будет не до смеха.)
Частотный преобразователь ABB acs880.

На что я ему ответил, что, мол, когда ты обещал это заказчикам, ты ведь не спросил меня, могу ли я это делать и хочу ли я это делать. Уве пытался дискутировать, но я как бы уже не зелёный пацан, а Уве – не мой начальник. Поэтому я уперся.
У нас на фирме есть мастерская, где собирают шкафы с электроникой и ребята, которые там работают, умеют настраивать такие приборы. Уве решил позвонить в мастерскую, чтобы спросить, может быть, кто-то из наших электриков нам поможет. Но в пятницу вечером там, естественно, уже никого не было. И тогда Уве сказал (типа чтобы пристыдить меня): «тогда я на следующей неделе сам приду и настрою все приборы!». Ну что же, флаг тебе в руки.
(Ради интереса я полез на сайт Endress&Hauser и скачал инструкцию от одного из приборов, которые надо настраивать – вихревого расходометра Prowirl 72. Сотни каких-то параметров, без бутылки не разберешься. Потом наткнулся на их обучающее видео по настройке. После просмотра всё стало более или менее понятно. Чтобы получить доступ к настройке, надо ввести четырёхзначный стандартный пароль, потом указать несколько параметров, таких как диапазон измерения, и всё. Потом, кстати, я видел, как заводской электрик настраивает такой прибор за несколько минут.)
Вихревой расходометр Endress&Hauser Prowirl 72F.

Короче говоря, на следующей неделе пришёл Уве, притащил с собой ноутбук для взрывоопасных зон и сказал, что хочет подключиться к приборам через микро-USB и при помощи специальной программы произвести настройку. И пошёл в производственные помещения. Через несколько часов возвращается с потерянным лицом и говорит «ich kriege die Krise». Это можно перевести как «у меня щас начнется кризис (или паника)», или «я просто в шоке». Я говорю «а что случилось»? От рассказывает, что при помощи USB и программы ничего не получилось, потому что программа не видит приборы. Он и так пробовал, и сяк. Может, говорит, версия программы не та. Настроить напрямую, то есть при помощи кнопок на приборах у него тоже не получилось, так как он не знал пароль. С частотным преобразовательем там вообще какой-то мрак, сказал, что будет звонить в ABB и спрашивать. У меня сразу такое злорадство возникло. Говорю ему, «Уве, так ты же говорил, что любой электрик с этим справится!» А он говорит «так и я бы справился, если бы мне разок показали, как это делается». Вот жучара, а! Ему, значит, надо сначала показать, что и как! A ты, Gopherplace, иди и делай, как знаешь! И если что-то случится, виноват будешь ты!
В общем, проект худо-бедно сдали проект в срок. Это был очень поучительный опыт. Я зарёкся ещё когда-либо делать проекты вместе с Уве. Даже если у нас в отделе не будет заказов и я буду сидеть без работы.
Показать полностью
2
Показываю как производят гаечные ключи в РФ через Gif. Пост №3
Это уже третий пост.
Производство в России, г. Камышин. Бренд КЗСМИ.
Предыстория по техпроцессу.
Пост №1 ПРОИЗВОДСТВО ГАЕЧНЫХ КЛЮЧЕЙ В GIF-ках #1
Пост №2 ПРОИЗВОДСТВО ГАЕЧНЫХ КЛЮЧЕЙ В GIF-ках #2
Это заключительный пост, сегодня уже наконец-то добьем наш ключ.
И так, цепочка процесса:
Поставка металла – подготовка производства – рубка на заготовки – нагрев заготовки – вальцовка – штамповка – обрезка облоя – протяжка зева – галтовка – шлифовка – закалка – нанесение покрытия – сдача на склад.
Более жирный текст это уже пройденные этапы в прошлых постах, а на этот раз нам нужно привести ключ в порядок и отправить на склад.
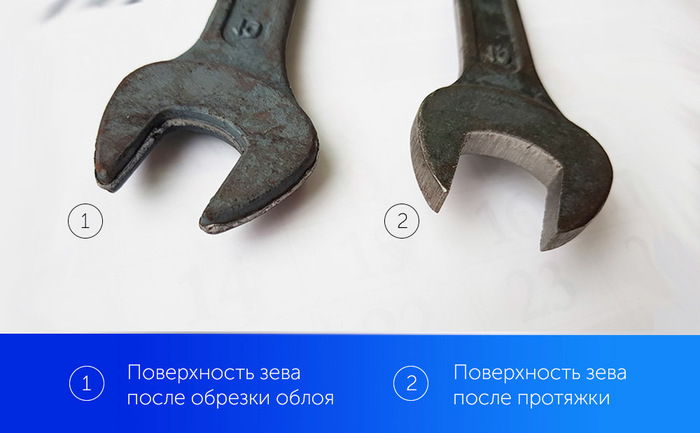
7. Формирование зева и граней инструмента
На прошлом этапе мы убрали излишки металла по внешнему контуру и теперь подошел этап, на котором необходимо сформировать грани зева в инструменте. Чтобы привести зев к исполнению в соответствии с требуемыми параметрами, удалить шов от облоя, сделать «зеркальные» точные грани гаечного ключа – необходимо использовать протяжку.
Слева ключ до обработки. Справа протяжки в разном исполнении.

Как вы уже поняли протяжка не связанна с протягиванием чего-то или растягиванием, это операция по формированию внутреннего зева с помощью высокопроизводительного многолезвийного режущего инструмента.
p/s многие слова записаны со слов технологов и могут звучать очень научно, но зато потом в гифках все становится понятно.
Протяжной инструмент имеет форму стержней разной длины или полос, выполненных из закаленной, инструментальной быстрорежущей стали и снабженных определенным количеством поперечных зубьев. Физически гаечный ключ фиксируют в необходимом положении и протяжным инструментом срезают металл зева до идеального состояния.
На GIF ниже собственно сам процесс.

Процесс идентичен для разных типов ключей, КГД (Рожковые ключи) или КГК (Комбинированные) или другие, различается сам протяжной инструмент.
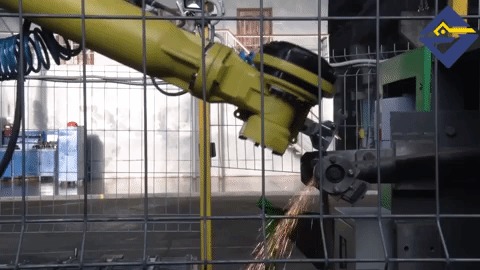
Протяжкой мы формируем внутреннею поверхность зева, но в рамках работы с поверхностью заготовки остался внешний шов, операции зачистки поверхностей, с ними мы работаем с помощью роботизированного комплекса. Ключ аккуратно шлифуется и передается дальше.
Этого друга мы уже встречали в одном из прошлых постов) Вы ещё говорите че так не автоматизированно всё, почему ключики сами не бегают по заводу) Вот.
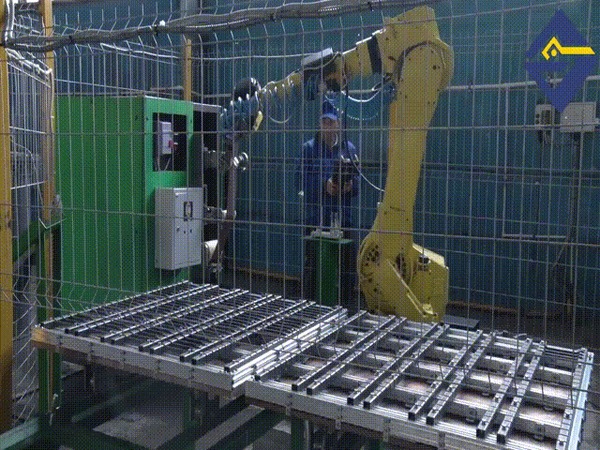
Кстати, решили его продать, кому нужен, пишите. Не битый, не крашенный.
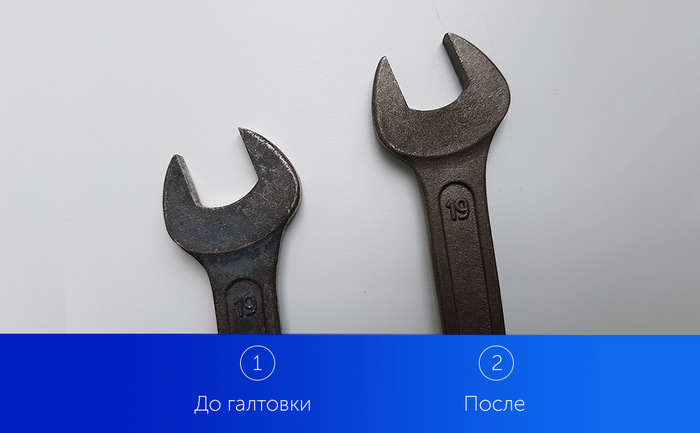
8. Галтовка
Один из методов обработки металлических деталей и заготовок, предусматривающий очистку поверхности от коррозии, царапин, загрязнений и заусенцев. Конечный результат галтовки похож на эффект от полирования, многое зависит конечно от наполнителя, технологии. Зеркалом в общем не становятся.

Технология проведения операции предельно проста.
Заготовку помещают внутрь емкости (барабана) с наполнителем – абразивным материалом (представляющим собой частички корунда, наждака, песок или иные подобные материалы) и водой (либо хим. состав), используемой для улучшения качества обработки, и подвергают воздействию вращения или вибрации. При вращении барабана или центрифуги во время галтовочной операции абразив естественным образом трется о поверхность металлических деталей и соскабливает тонкий слой покрытия, невидимый невооруженным глазом. Так как это трение происходит постоянно, толщина металла снимается, а вместе с ним и все дефекты.
9. Закалка
Стоит ли говорить, что от закалки зависит как долго и верно будет служить инструмент?
В комментариях к первому посту были моменты, что народ не различает нагрев заготовки для штамповки и собственно сам процесс закалки. Разница то простая.
Нагрев заготовки – что бы под действием штампов металл можно было деформировать.
А закалка (термическая обработка) в нашем случае, чтобы потом нельзя было деформировать. Не погнулся, но и не сломался из-за хрупкости.
Термическая обработка состоит из нескольких процессов.
Её основа – это процесс тепловой обработки, сущность которой заключается в нагреве и охлаждении изделий, в результате чего происходят изменения структуры, механических и физических свойств материала, без изменения химического состава.
9.2 Закалка – нагрев стали до определенной температуры, выдержка при этой температуре, с последующим охлаждением. В результате повышается твердость, прочность, износостойкость, а пластичность снижается.
9.3 Отпуск – процесс термической обработки, при котором закаленная сталь нагревается до определенной температуры, выдерживается при этой температуре и затем охлаждается. Отпуск уменьшает или устраняет внутренние напряжения, повышает вязкость и пластичность, снижает твердость и улучшает структуру металла.
На заводе КЗСМИ термообработка осуществляется на агрегате СКЗА-8-40-1/9. Показывать его нельзя, он доработанный нашими технарями, что бы корректно работали в нужном диапазоне температурные режимы. Кто в теме понимает какой гемор с закалкой. Чуть не туда сюда и уже не попали..
Кстати, насчет попали. Мы в нашем каталоге, указываем на каждую позицию, твердость которую обеспечиваем по ТУ. И именно в неё нужно попадать термистам на своём участке. Не у одного другого производителя в каталогах такой информации нету, и понять на что они ориентируются можно только опытным путем сломав ключ на испытаниях.

10. Нанесение покрытия
Мы используем несколько видов покрытий
10.1 Защитно-декоративные. Данные покрытия предназначены для защиты покрываемого металла от коррозии и придания его поверхности декоративного вида. Из этой группы покрытий на заводе используется цинковое с бесцветным хроматированием (Ц15хр.бцв. по ГОСТ 9306-85).

10.2. Защитные. Наносятся для защиты покрываемого металла от коррозии). К ним относится холодное химическое оксидирование (хим.окс.прп. по ГОСТ 9306-85).

10.3. Декоративные. Применяются для придания поверхности покрываемого металла декоративного вида). На КЗСМИ к таким покрытиям относится медное (М30-50 хим.пас.прп. по ТУ 3926-045-53581936-2016). Это не искробезопасный инструмент не в коей мере, иногда их путают, потому что некоторые компании любят обманывать людей и делают подложные документы.

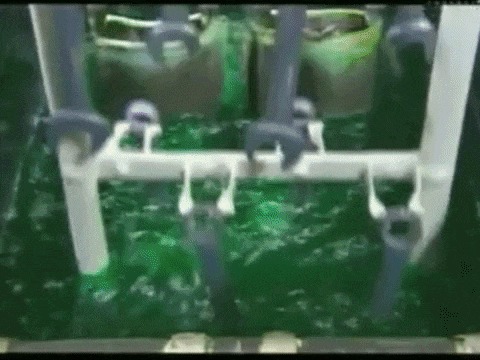
Гальванические покрытия (цинковое и медное) наносятся методом получения восстановления ионов металлов на катоде - отрицательном электроде из электролита под действием электрического тока.
Если проще, то на гифке ниже.
11. Сдача продукции с производства на склад.
Собственно готовая продукцию попадает на склад, зайти поснимать возможности нет, введены антиковидмеры, поэтому многие элементы этого поста пришлось собирать по крупицам с интернета(
Спасибо кто дочитал) Писать чуть понравилось, поэтому решил не бросать благое дело, мб кому то поможет разобраться в этом. В комментах оставил пасхалку о чем следующий пост будет)
Любые интересующие вопросы о заводе задавайте, постараюсь ответить.
Показать полностью
11
1
ПРОИЗВОДСТВО ГАЕЧНЫХ КЛЮЧЕЙ В GIF-ках #2
Показываю пошаговый путь производства инструмента на Российском предприятии по просьбе ребят с Пикабу.
Это уже второй пост, если раньше не видели, то предыдущий:
Для тех кто не хочет смотреть первый пост, то да, мы производим слесарно-монтажный инструмент в России, г. Камышин. Завод КЗСМИ. А в постах я рассказываю, как мы производим инструмент на примере гаечных ключей.
Начнем с повторения элементов процесса, что бы картинка опять собралась.
Поставка металла – подготовка производства – рубка на заготовки – нагрев заготовки – вальцовка – штамповка – обрезка облоя – протяжка зева – галтовка – шлифовка – закалка – нанесение покрытия – сдача на склад.
Первые три этапа мы прошли в прошлом посте, поэтому сейчас уже с готовыми заготовками проходим в кузнечный цех и даем бригаде задание на штамповку.

Мы сразу не будем переходить к процессу, нужно немного теории без которой не получится понимания дальнейших элементов, поэтому поговорим о методе горячей штамповки и процессе нагрева заготовки. Мы именно его используем в процессе работы.
Метод горячей штамповки
Метод заключается в том, что при приложении высокого давления металл горячей заготовки подвергается серии последовательных деформаций, и, не нарушая своей целостности, затекает в свободное пространство специально подготовленных штампов, повторяя их пространственную форму и приходя к заданным размерам. Под пространственной формой подразумевается гравюра на штампе, которая изучалась в прошлом письме.
На картинке всё более просто, поэтому надеюсь понятно =)

Металл, материал сам по себе не пластичный и для получения из него изделий требуемой конфигурации необходимо придать ему необходимые свойства. Заготовка перед штамповкой нагревается до температуры пластических деформаций.
Основой метода является одно из основных физических свойств металлов — пластичность.

В процессе подготовки заготовки для штамповки крайне важно соблюдать как температурные, так и временные параметры. В случае недогрева или перегрева на поковке будут образовываться как исправимые, так и неисправимые дефекты, например незаполненные фигуры штампа, изменение структуры металла и прочие. Итогом будет брак, но к счастью он не выйдет за пределы завода.
Теперь вы готовы перейти к процессу)
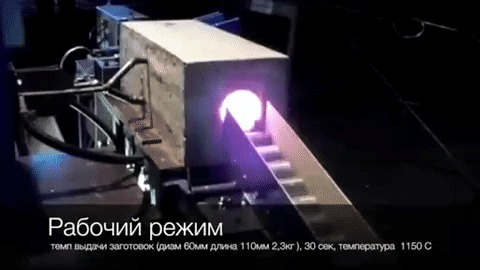
Цикл и нумерацию сохраняю с первого поста.
Пример работы индукционного нагрева.
5. Штамповка
Для выполнения данной технологической операции на Камышинском заводе слесарно-монтажного инструмента используются молота штамповочные паровоздушные усилием 1, 2 и 3 т.
Молота – основа процесса штамповки!
Разделение молотов на разные усилия обосновано зависимостью предельных значений веса поковок от значений веса падающих частей молота. В данном случае поковка - это наш планируемый инструмент. Если маленький ключ, например КГД 10х12 рожковый, то он будет делаться на 1 тонном молоте, а если большой КГД 50х55 рожковый, то на 3 тонном.
Ориентировочные данные приведены ниже.


Описание элементов устройства: 1 – направляющие, 2 – баба, 3 – стойки молота, 4 – шабот, 5 – верхняя и нижняя части штампа.
Процесс штамповки
Кузнец удерживает заготовку с помощью клещей и посредством ножного гидравлического привода приводит в действие рабочую часть молота – бабу – оказывающую ударное давление на заготовку. Подвергаясь серии последовательных деформаций, раскаленный металл затекает в свободное пространство специально подготовленных штампов, повторяя их пространственную форму – гравюру штампа – и приходя к заданным размерам изделия.
Как всегда, смотрим сам процесс:

На выходе мы получаем заготовку, по форме и внешнему виду похожую на искомый ключ. Но до готового изделия, направляемого потребителям, всё еще далеко.
6. Обрезка облоя
На предыдущем этапе, заготовка под инструмент в результате штамповки принимала необходимую форму, на основании изготовленной гравюры и планируемого финального изделия. Часть металла уходит в предназначенные для этого технологические пазы в штампе и в дальнейшем излишки с отштампованной поковки удаляются именно с помощью обрезки и пробивки.
Наглядно процесс изменений заготовки от кругляка до геометрии ключа.
1. Рубка металла на заготовки, нагрев до необходимой температуры
2. Вальцовка (вальцевание) - процесс деформации металла вдоль заданного направления
3. Штамповка - ковка заготовки с целью получения необходимой поковки будущего инструмента
4. Обрезка облоя

В части оборудования используется парк прессов однокривошипных открытого простого действия К2130 с усилием 100 тонн; К2132 с усилием 160 тонн.

Оставшиеся элементы тех. процесса оставлю на следующий пост иначе получится очень длинная простыня, хоть и интерактивная. До робота, закалки и т.д. не дошли, поэтому всё будет дальше.
Спасибо за прочтение, надеюсь было интересно. Если есть вопросы, пишите. Кстати, кто по каким параметрам инструмент выбирает, особенно интересно со стороны фирм. Напишите пжл.
p/s мы не только гаечные ключи же делаем, поэтому вот вам картинка с продукцией завода КЗСМИ. Хотя и тут не всё.

Показать полностью
10
ПРОИЗВОДСТВО ГАЕЧНЫХ КЛЮЧЕЙ В GIF-ках #1
Обещал написать про подробный тех. процесс без приукрас, показать как инструмент проходит все этапы, и попытаться разложить это по полочкам так, что бы стало интересно не технарю.
Ответ на пост «В защиту заводов»
Обещание выполняю!
Напомню, это завод, название Камышинский завод слесарно-монтажного инструмента, производим ручной инструмент для промышленных нагрузок. По цифрам делаем около 5 000 000 штук в год. Больше 10 лет снабжаем весь Российский автопром, военных, крупных нефтяников, как Роснефть и газовиков, как Газпром и производственные предприятия. Это известная статистика, что было до этого, не известно. Так-то заводу в этом году 50 лет уже.
Так, презентовался, теперь к процессу.
Это наследник советского союза со всеми вытекающими, не будет красивой автоматизации, не будет супер станков с роботами. Будут суровые GIF или видео с суровыми элементами технического процесса к которым я буду вставлять описание, состоящее из моего мнения и объяснений технологов, которые я мог забыть или не понять =)
Хотя робот есть, а смысла от него нет. Зато хоть на Пикабу покажу. Может это его судьба.

И так, процесс я буду показывать на примере гаечных ключей и
разделю его на основные этапы:
-- Поставка металла
– подготовка производства
– рубка на заготовки
– нагрев заготовки
– вальцовка
– штамповка
– обрезка облоя
– протяжка зева
– шлифовка
– закалка
– нанесение покрытия
– сдача на склад.
1. Поставка металла
С Урала привозим 12 метровые круглые металлические прутки, в зависимости от изделия мы используем диаметры от 6 мм до 90 мм и марки стали 40ХФА, 40Х и 45.
Выглядят они так:
2. Подготовка производства
Технический и конструкторский отделы разрабатывают прототип изделия (если его нет), который собираемся изготавливать.

Для использования метода объёмной горячей штамповки нам понадобится оснастка. В основе находится ковочный штамп, выглядит это так: слева молот, справа штамп.
Высота молотов на заводе до 5 метров, и это не самые большие.

Оснастку делаем сами, единственно закупаем металлические основания, их много в молоте и я сознательно упростил. А то совсем уж дебри.
На самом штампе видны очертания ключей, это гравюры, такие рисунки находятся на обеих сторонах соударяющихся штампов, один сверху, другой снизу.
Для изготовления чистовой гравюры используется высокоскоростное фрезерование импортным инструментом, обеспечивающем точность изготовления 0,05 мм, что напрямую влияет на качество изготавливаемого инструмента (с) технологи.
Делаем так:

лучше не получилось снять, сори, прикрепляли телефон к аппарату, но если штанга катается, то идет расфокусировка, а если сверху, то не интересно. И залезть нельзя, ТБ.
Для каждого типоразмера и направления номенклатуры разрабатывается своя уникальная гравюра. По мере выработки часть штампа срезается и наносится новая гравюра, поэтому под каждый инструмент есть свой штамп.
У нас около 600 наименований, а кубиков чуть меньше, но в любом случае это целое поле металлических штампов.

3. Заготовительный участок
На этом участке осуществляется подготовка заготовок к поступлению на кузнечный цех.
Подготовка осуществляется путем проведения двух операций:
- рубка 12-ти метровых прутков металла для получения заготовки;
- галтовка – механическая обработка поступившего металла, очистка от заусенцев и шероховатостей.
Заготовительный участок завода оснащен рубочными прессами, позволяющими разделку на заготовки прутков диаметром 10-60 мм. Скорость 7500-2000 штук в смену.
Работу одного из таких прессов вы видите на гифке ниже.

Подготовительный этап завершен, настала очередь подготовки к кузнечным работам. Про это буду показывать и рассказывать в следующем посте.
Выглядит всё просто, а собрать в кучку и подготовить, перевести с технического на человеческий совсем не легко)
Как вам процесс?) Если что спрашивайте.
В этом месяце или в начале следующего обязательно сделаю второй пост продолжение, а пока держите атмосферную фотографию с цеха.

Показать полностью
8
1

Сможете найти на картинке цифру среди букв?
Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi