Размер 50х23 мм. Глубина (по словам заказчика) - хотя бы 1.5 мм.
Материала у заказчика не было, лишней латуни не было у меня, поэтому берем и хреначим на В95Т1 (можно было, конечно, взять и Д16Т, но не люблю халтурить).
Видео очень долгое, но залипательное. Да и музыка Алексея Архиповского вводит в состояние транса.
В конце видео фотографии результата, итоговой глубины, фото через микроскоп, итогового оттиска (у меня нет тисков, поэтому тупо прижимал плоскогубцами, но получилось прижать только угол клише) и суммарного времени гравировки.
Всего было 100 проходов гравировки, 25 проходов чистки и 5 проходов полировки.
Всех приветствую. Сегодня постараюсь сделать пост без лишней "воды", клипов мемов и прочего.
Сегодня мы снова будем заниматься алхимией наукой, а именно превращать говно в золото удалять из сплавов (в данном конкретном случае - из медных) один из компонентов с помощью того же самого лазерного маркиратора (в моем случае на базе источника JPT 30W M7 (MOPA) 30 Вт).
В моем эксперименте будут участвовать: Латунь ЛС 59-1 и Нейзильбер МНЦ 15-20.
Для начала посмотрим на состав и вид данных сплавов.
Думаю не нужно объяснять, что при удалении цинка с поверхностей данных сплавов, цвет поверхности должен приобретать более медный (красный оттенок).
В данном случае я настраиваю лазер на удаление цинка.
Для этого, как и во многих своих предыдущих экспериментах я настраиваю работу лазера в пограничный маркировально-гравировальный режим (напоминаю: маркировка - нагрев поверхности металла до изменения каких-либо его свойств (например кристаллической решетки), гравировка - удаления металла с поверхности): ищу ту самую переходную границу между маркировкой и гравировкой путем настройки мощности лазера, частоты импульсов, скорости поворота гальвозеркал (скорости перемещения лазера) и плотности заливки (ну у меня еще есть более тонкая настройка ширины импульса).
Естественно этот режим зависит и от мощности маркиратора, и от установленной линзы, и от обрабатываемого материала (а также иногда и от поверхности материала и от температуры в помещении).
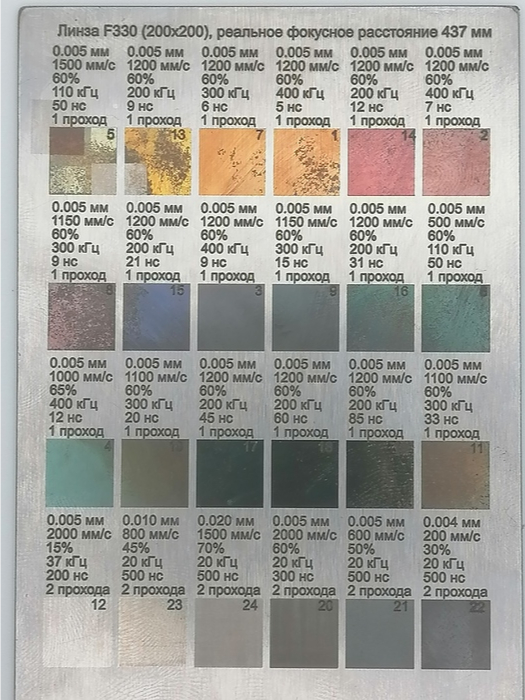
Результаты ниже:
Латунь ЛС59-1
Фиолетовый оттенок появляется уже тогда, когда маркировка начинает превращаться в гравировку, но, благодаря небольшим скоростям перемещения лазера и большой частоте импульса, удаляемый с поверхности цинк частично остается на поверхности и превращается в шлак, который лазер "запекает" обратно на поверхности.
Но в целом, по крайней мере на вид, это уже не чистая латунь, а медь с различным % содержанием цинка (и прочих металлов).
Нейзильбер МНЦ 15-20
Абсолютно аналогичная картина, что и с латунью (хотя режимы лазера отличаются довольно сильно из-за наличия в нейзильбере никеля и кобальта).
Является ли такой процесс выделения из сплава одного из компонентов полезным для каких-либо целей?
На мой взгляд - да. Причем не только с декоративной точки зрения (цветная маркировка таких сплавов), но и с практической (правда я пока не понял с какой)
Данная тема как бы небольшой анонс для следующей темы (пока не знаю, когда до нее руки дойдут), в которой я постараюсь разобраться с различными способами гравировки заливок (так называемые: однопроходные, прерывистые змейки, сплошные змейки, пунктирные змейки и контурные). Для каких типов маркировок и гравировок лучше применять ту или иную заливу.
Ну а в этой теме на примере гравировки клише для тиснения кожи попробуем сравнить 2 типовых метода такой гравировки (сплошная и прерывистая змейка): скорость гравировки, качество боковых граней, глубина гравировки.
Задача предстояла достаточно сложная: сделать небольшое клише размером 15х10 мм из латуни. Сложность заключалась в том, что в некоторых местах ширина гравировки составляла 0.01-0.02 мм (одна сотая миллиметра!). Глубина гравировки должна быть не менее 2 мм (Если не сложно, могут ли кожевенники это подтвердить? А заодно рассказать о требованиях к качеству поверхностей клише?).
Напоминаю, что гравировку произвожу оптоволоконным лазером, работающим в ИК диапазоне, на базе источника JPT 30W M7 (MOPA) 30 Вт (Не реклама!).
Линза с рабочим рабочим полем 100х100 или 110х110 мм (к примеру F160) по данным разных производителей имеет глубину фокуса (глубину, на которую лазер может выгравировать материал) от 1.5 до 2 мм (при старте из расфокуса можно выполнить гравировку до 4 мм, но с небольшими танцами с бубном, я об этом писал в каком-то старом своем посте) , но диаметр луча лазера в фокусе составляет от 0.03 до 0.035 мм (к примеру https://sharplase.ru/dopolnitelnye-optsii/fokusiruyushchie-l... Не реклама!), что в моем случае не подходит. Но многие, и правильно это, делают клише как раз на таких линзах.
Линза с рабочим полем 50х50 или 60х60 мм (к примеру F63) по данным разных производителей имеет глубину фокуса 1-1.2 мм (какой-же реальной глубины гравировки можно добиться - будем выяснять в этом посте), а диаметр луча лазера в фокусе от 0.016 до 0.018 мм, что то же как бы не подходит, но деваться мне некуда, так как линз с меньшим диаметром лазера в фокусе (для маркираторов) я в продаже не встречал.
Скажу сразу - этот эксперимент с этой линзой (F63) ставлю впервые. До этого пользовался линзой F160.
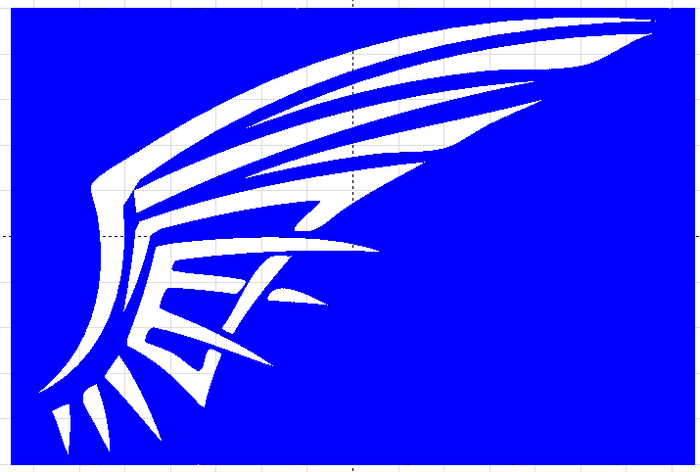
Рисунок имеет следующий вид
Гравируемое изображение
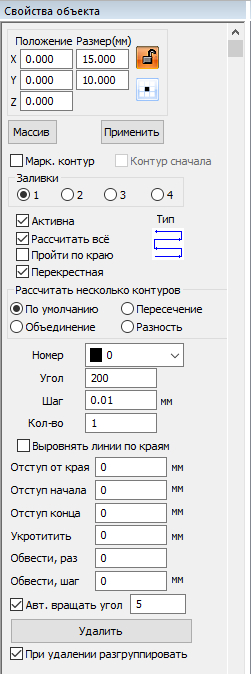
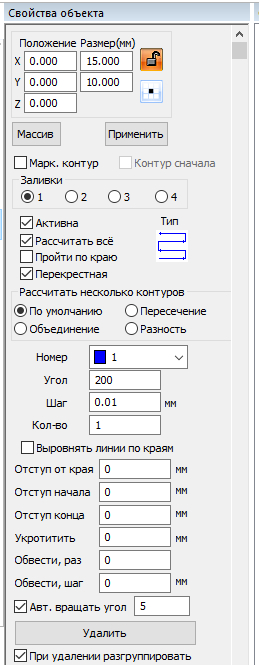
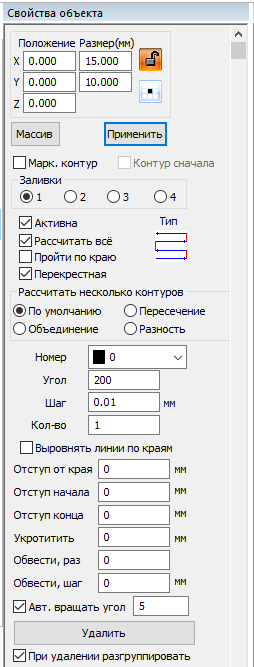
В настройках заливки ставлю шаг 0.01 мм, перекрестный способ и сплошную змейку (жесткий режим, но мне нужно понять, на какую глубину можно забуриться). Так как узких мест у меня на клише много, и во все нужно залезть, делаем поворот после каждого прохода 5 градусов. Создаю еще 2 слоя с углом поворота относительно предыдущего 30 градусов, а также слой чистки. По наитию и опыту буду делать 40 повторов сего непотребства, после чего будет проход сплошной чистки и полировки с шагом уже 0.005 мм (полируется только верхняя грань, так как в расфокусе режим полировки работает плохо. Но качество дна для клише нахрен не нужно). Мощность гравировки ставлю ~ 24 Вт (80% от номинальной), чистки мест гравировки 30%, сплошной чистки 20% (для полировки свои режимы и они тут не так важны).
Гравировка
Чистка
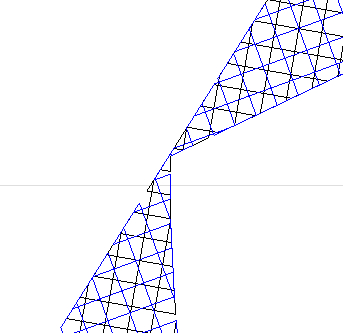
Вот тут наглядно видны узкие места и плотность заливки.
Сетка заливки
Начинаем пилить, традиционно стартовав из фокуса. Видео ускорено в 25 раз.
Специально не стал удалять звуки лазера и ставить музыку, чтоб все почувствовали эти прекрасные трели. Слабонервным следующее видео не смотреть и не слушать!
В общей сложности было произведено 40х2х4=324 прохода, из которых 240 проходов гравировки, 80 проходов чистки мест гравировки, 2 прохода сплошной чистки и 2 прохода сплошной полировки. Время сего непотребства ~ 52 минуты.
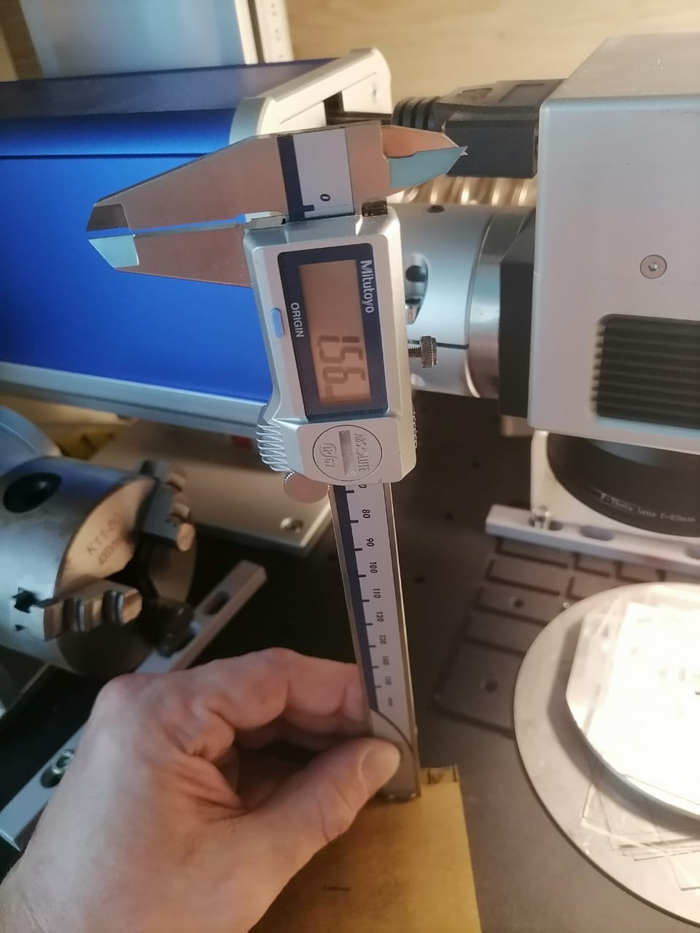
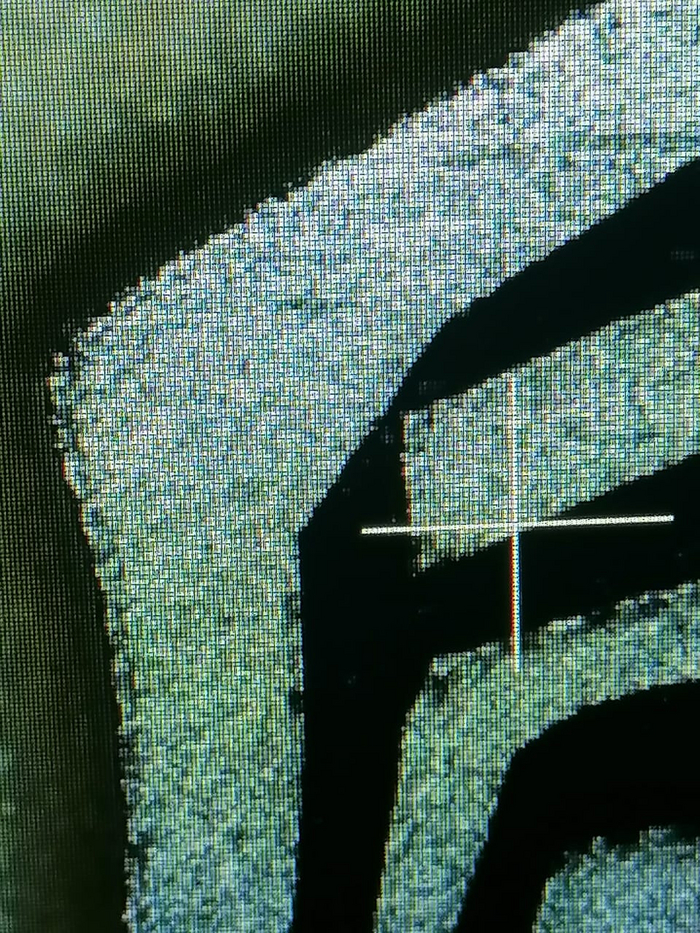
Для начала измеряю глубину гравировки
Глубина гравировки при старте из фокуса
Ух ты ж. Целых 1.5 с копейками миллиметра. Меньше, чем нужно, но больше, чем обещает производитель линзы.
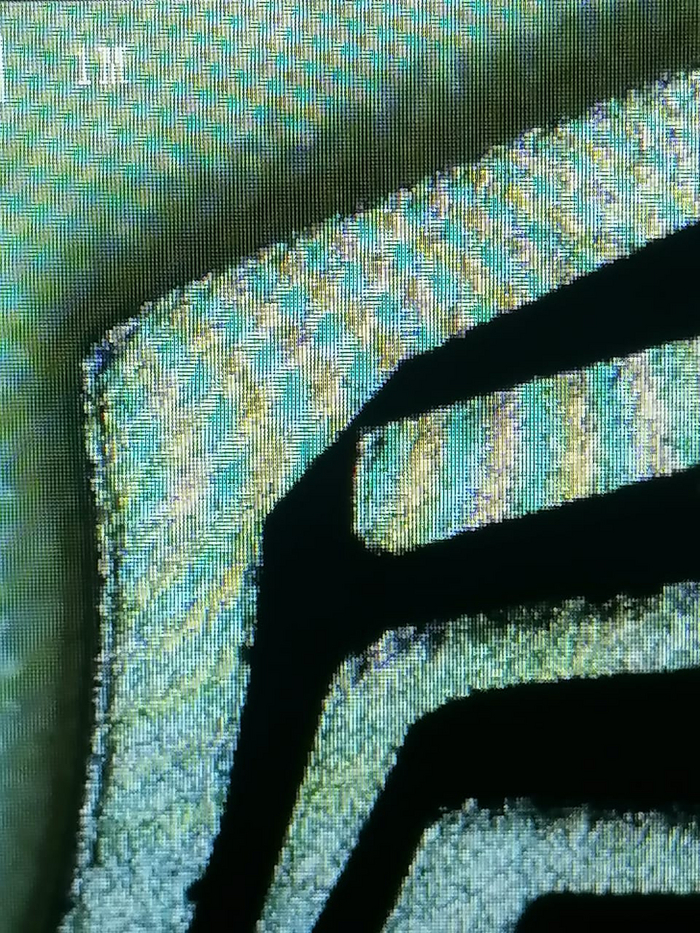
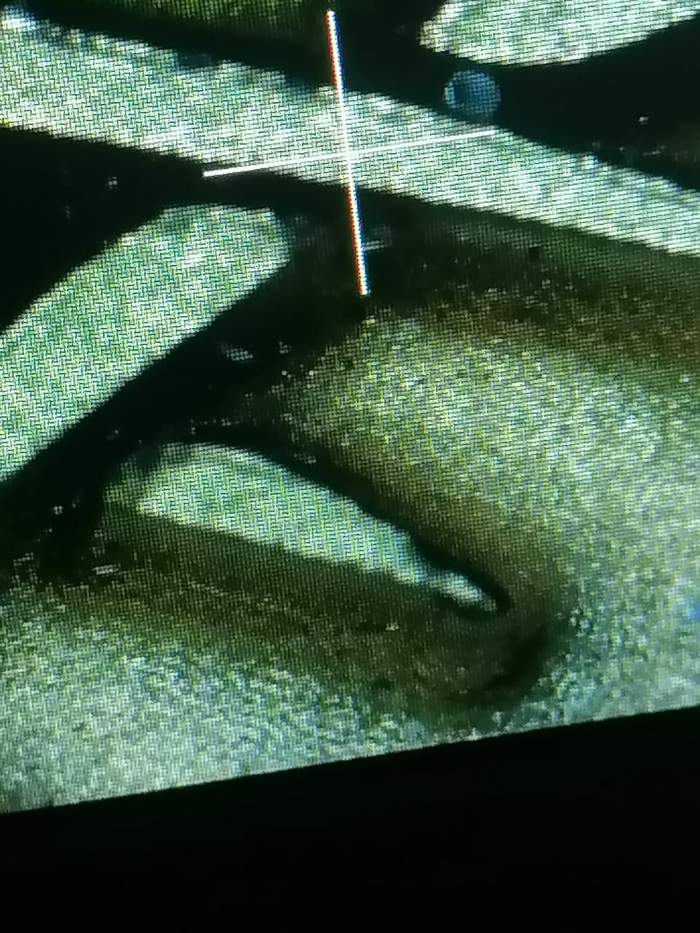
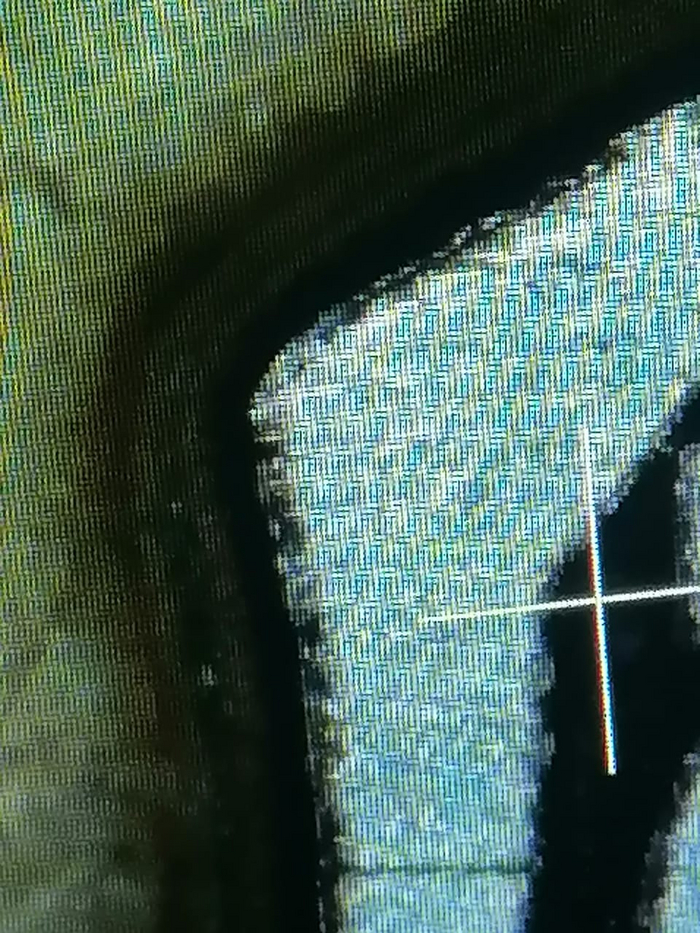
Посмотрим в микроскоп.
После отмывки Пемолюксом (Не реклама!) и продувки "ротом" (ну нет у меня компрессора со сжатым воздухом) стало немного виднее (да хрен там).
Видно, что верхние грани практически не подпалены, боковые внешние грани чистые, внутренние (узкие) подпаленные.
Ну'с, меняю технологию.
Стартую из расфокуса ~0.5 мм;
Мощность гравировки уменьшаю до 21 Вт (70% от номинальной);
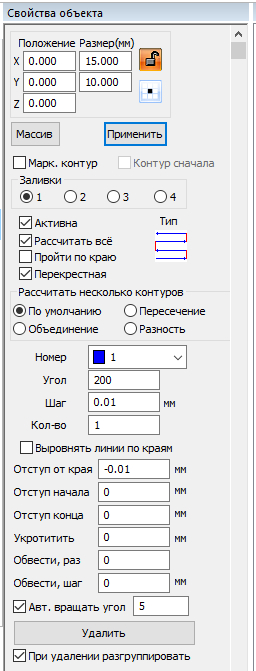
Способ гравировки (и чистки) меняю из сплошной в прерывистую змейку (так во время переходов меньше стартовый импульс и меньше нагрев металла, но подробнее в другом посте)
Чистку мест гравировки делаю уже не через каждые 6, а через каждые 2 прохода гравировки с отрицательным припуском 0.01 мм.
Последние проходы чистки и полировки повторяю 2 раза и уже с шагом не 0.005, а 0.003 мм.
Новая гравировка
Новая чистка
Соответственно, увеличиваю количество повторов, чтобы количество проходов гравировки было уже не 240, а 360 (180 повторов циклов перекрестной гравировки).
Повторяю процесс (полное видео уж снимать не буду, но на первых ~ 5 проходах лазер еле-еле слизывает металл, так как стартует практически за пределами верхней границы глубины фокуса. Потом уже процесс ускоряется до момента вхождения обрабатываемой поверхности в фокус, а потом стандартно замедляется как и ранее). Процесс идет значительно медленнее из-за способа заливки (прерывистая змейка вместо сплошной). Ну и понятно, что увеличено количество повторов проходов чистки.
Где-то на 160 проходе я увидел, что те самые узкие места все равно забиваются шлаком (А все потому, что не остается места для выхода шлака. Лазер запекает его обратно). Но эксперимент надо закончить.
Где-то на 350 проходе (из 360) лазер латунь уже начал лизать, а не гравировать (расчет мой в необходимом количестве проходов был почти идеально точным), но останавливать его я не стал. Хоть микроны, но пусть снимает.
Общее время этого действия составило уже 2 часа 10 минут.
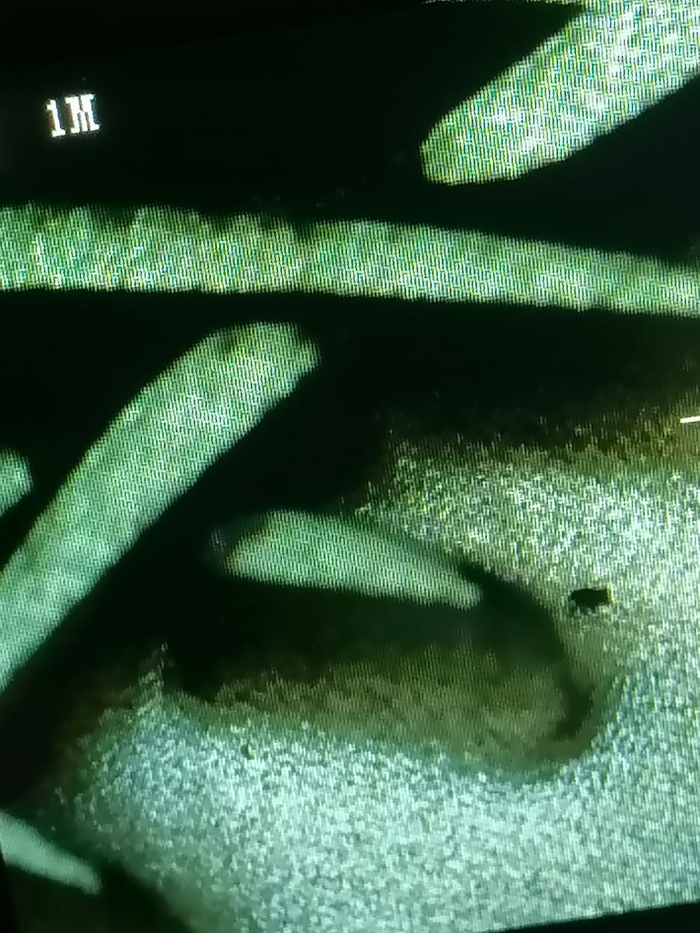
Измеряем глубину
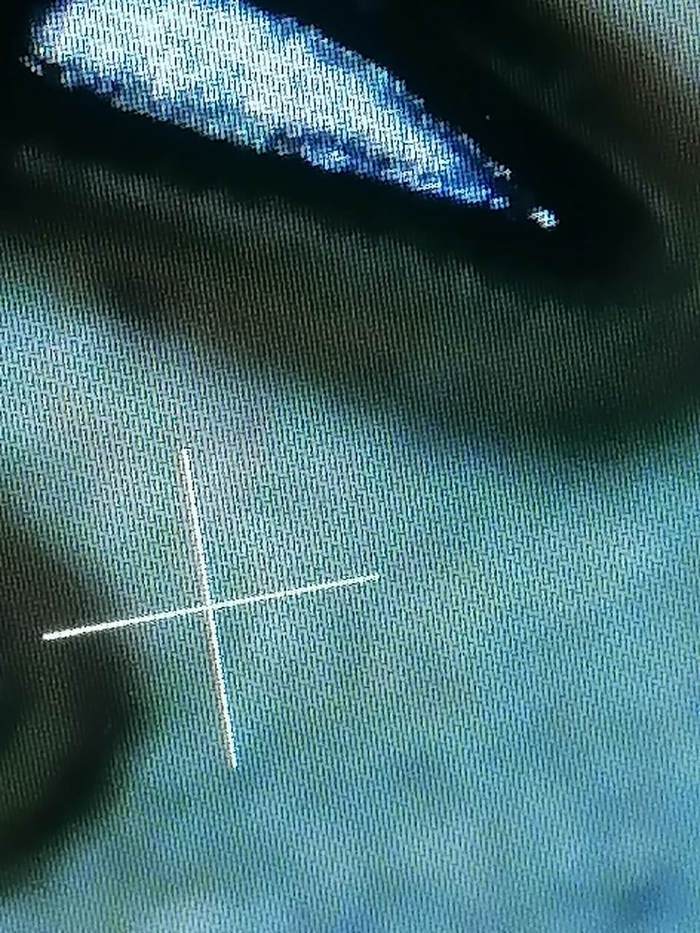
А что с качеством (после промывки с Пемолюксом и продувкой ротом)?
Верхние грани подпалены уже сильнее. Причина - старт из расфокуса.
Шлак из узких мест никуда не делся, так как уже выше писал: все потому, что не остается места для выхода шлака. Лазер запекает его обратно.
Максимальная (?) глубина гравировки на линзе F63 c заявленной глубиной фокуса 1 мм составила более 2 мм.
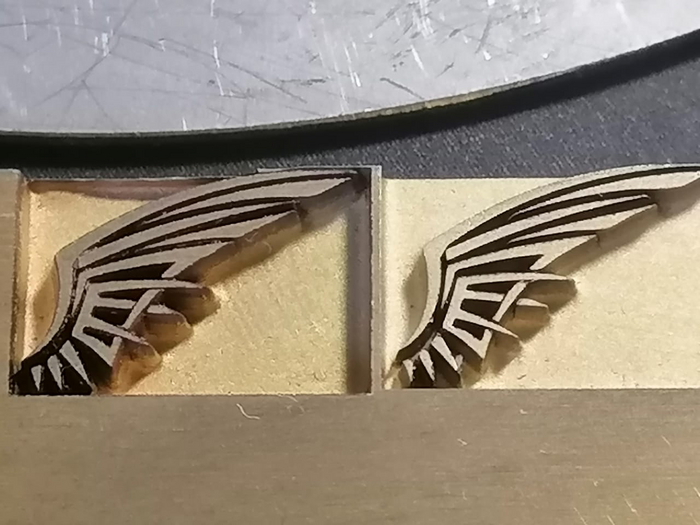
Сравним результаты.
Какие могу сделать выводы я?
Если очень нужно, то можно заглубиться больше чем на глубину фокуса;
Для гравировки узких мест нужно искать режимы лазера или иные способы для удаления шлака при гравировке. На мой взгляд должно оставаться как минимум 0.2-0.3 мм для нормального удаления шлака без танцев с бубном.
А подойдут ли такие клише для тиснения кожи, сказать смогут лишь только кожевенники. У меня, к сожалению, нет кусков светлой кожи, а клеймо на своей заднице я ставить не хочу.
Кстати, а какие все-же материалы для клише вы считаете наиболее правильными? Латунь, авиационный алюминий или нержавеющую сталь? Или все же магниевые сплавы?
Ищу токарный станок или токаря для доводки заготовок.
Мне очень не хотелось этого делать, ибо... ну понятно - не слушаю я попсу, тем более Сергея Лазарева. Но заказ прекрасной (наверно) незнакомки нужно выполнять. Ну и видос заодно запилить. Пилил и плакал, плакал, но пилил.
Что не сделаешь ради денег прекрасной половины человечества.
Жетон размерами ~ 43х41 мм, потом был покрыт прозрачным акриловым лаком.
На одной стороне маркировка производилась на максимально качественном режиме и заняла ~ 36 минут (не стоит оно того на жетонах).
На второй стороне маркировка производилась на стандартном режиме (многие говорят, что качество практически не изменяется, хотя как по мне - больше бликов, но для жетонов - самое то) и заняла ~ 20 минут.
В недрах заготовок нашел кусок 403 нержавейки, на которой месяца 1.5-2 назад делал шаблон цветов.
Как вы можете увидеть, цвета прекрасно зацвели.
Обратите внимание на верхний левый угол.
Там я решил тем же лазером очистить оксидную пленку.
Под микроском увидел, что корозия началась и под оксидной пленкой.
Причем так плотненько начала вгрызаться в металл.
Чем темнее участок, тем глубже въелась коррозия.
Сегодня решил начать новый эксперимент, который прост как мемы на Пикабу.
1 вариант (верхние 4 ряда) - сгравировал за 2 прохода верхний слой металла и нанес цветную маркировку.
2 вариант (нижние 4 ряда) - сгравировал за 2 прохода верхний слой металла, прошелся чисткой, полировкой и так же нанес цветную маркировку.
Оставил это все в достаточно влажном и жарком помещении.
Результаты эксперимента обязательно опубликую тут и на своем канале в Телеграмм сразу после проявления коррозии.
Если есть мысли, как еще можно поэкспериментировать с поверхностью перед нанесением цветной маркировки, буду рад послушать и дополнить эксперимент. У меня говна 430 стали дохрена.
Подписывайтесь, ставьте лайк.
Напоминаю, что ищу коллег и партнеров в металлообработке.
Просто видео процесса лазерной гравировки и последующей маркировки. Без какого-либо смысла.
Тут интересно 2 момента: чистка после каждых 6 проходов гравировки осуществляется на грани полировки, а маркировка черным работает одновременно как полировка.
Но это надо пальцами щупать.
P.S. Объясните кто-нибудь, как тут видео из ВК вставлять? А то Пикабу просит какую-то Активацию в ВК.
Взять с собой побольше вкусняшек, запасное колесо и знак аварийной остановки. А что сделать еще — посмотрите в нашем чек-листе. Бонусом — маршруты для отдыха, которые можно проехать даже в плохую погоду.
Итак, прежде чем "приподзакрыть" проблему появления коррозии (ржавчины) на нержавеющей сталюки, давайте от опытов, изучения теории коррозии и лазерной маркировки перейдем к бытовухе.
Ну и для начала вернемся в прошлое в предыдущие 2 поста.
Что мы выяснили?
На коррозионную стойкость в нержавейке влияет в основном хром и никель. Никеля нет в некоторых марках нержавеющих сталей;
При лазерной маркировке и гравировке хром хитрым образом окисляется, но оксидная пленка получается не очень стабильная, а ее стабильность зависит от содержания хрома (толщины?) этой самой пленки в определенном состоянии.
Моющие и чистящие средства на основе поваренной соли, а также серной, азотной и соляной кислот вызывают начало коррозионных процессов.
При кипячении нержавеющей стали в обычной воде также может возникать коррозия.
Для сохранения антикоррозионных свойств оксидной пленки после маркировки нужно подобрать такие режимы маркировки, чтобы сохранялось как можно больше хрома, а это можно сделать только снижением интенсивности воздействия лазера и, соответственно, недопущением повышения температуры металла до определенных величин.
В качестве отступления от основной темы: как можно проверить, содержит ли наша нержавейка никель или нет? А все просто. Наличие никеля больше определенного процента делает нержавейку немагнитной.
Берем наши детали и проверяем'с
Магнитом
Ну а что же делать, если нужно просто хоть как-то защитить отмаркированную сталь от коррозии?
Думаю, понятно, что чем-то покрыть матом защитной пленкой.
Я поэкспериментировал с обычным воском из свечи
И акриловым лаком
Акриловый лак сохранил отмаркированную поверхность. За 3 недели следов коррозии не обнаружено.
Воск же я наносил аж 2 месяца назад.
Следов коррозии также не обнаружено.
Вот пример покрытой лаком 05.08.2023 430 стали.
Но естественно, покрытие какими-то защитными пленками наших изделий - это не панацея.
Со временем лак или воск смоется (на тех же ножах), если их периодически мыть с моющими средствами (кстати, все ножи, которые я у себя нашел, магнитятся). Воск или лак достаточно просто смывается обычным спиртом.
Так какой же выводы можно из всего этого сделать?
Для маркировки нужно подбирать максимально коррозионностойкую (и не намагничиваемую) сталь;
Для маркировки изделий из стали для пищевых целей (ножи, ложки, тарелки и прочее) нужно подбирать такие режимы маркировки, чтобы воздействие на сталь мыло минимальным (и тут цвет у нас, кроме черного, практически никогда не получится);
Для защиты маркировки совсем уж всратых сталей, которые не будут контактировать с водой и кислотными моющими средствами, а будут использоваться как элемент декора или в качестве сувениров, подойдут прозрачные акриловые лаки для металла или обычный воск.