Начну цикл постов о лазерной гравировке пластиков.
Но прежде чем начать выдавать конкретную информацию по способам гравировки того или иного пластика, все ж хочется коснуться теории, да, я душнила, так как это поможет практически любому здраво мыслящему человеку, имеющему в распоряжении практически абсолютно любой твердотельный маркиратор от Raycus до IPG (с СО работал очень мало, с УФ работал вообще поверхностно, поэтому пост только об оптоволокне), с контролем импульса или без него, путем не очень долгих вычислений и подборов режимов осилить гравировку тех или иных материалов, которые либо гравируются очень сложно, либо не гравируются вообще (на конкретном типе источников, естественно с некоторыми допущениями (но если очень захотеть, то можно гравернуть/маркернуть все и дешево).
Основная нить, которая проходит через все мои посты - разделение гравировки и маркировки (сейчас в меня полетят тухлые помидоры)
1. Гравировка - удаление материала с поверхности детали. Маркировка - нагрев поверхности детали до определенной температуры, при которой изменяются свойства материала (цвет, коррозионостойкость, тепло и электропроводность и много чего еще).
2. Лазерный луч, даже в маркираторе, даже на ватт 5-10 несет довольно сильную энергию, которая за наносекунды способна разогреть подходящий материал до нескольких сотен градусов или, при коротком импульсе, отделить несколько молекул от материала без его существенного нагрева (про подходящие материалы вы можете ознакомиться в сети интернет по проблеме поглощения различными материалами света в определенном диапазоне спектра, также как и про "короткий импульс". Хотя, возможно и об этом напишу...).
Так вот, к чему я веду? Если вспомните мои предыдущие посты:
- как на тему проблемы коррозии металла (где были достаточно научные раскопки): О чем не говорят маркировщики. Ржавление нержавейки. Предварительные итоги
- так и на тему всех уже задолбавшей фотомаркировки Фотомаркировка
Основной посыл заключается в одной главной вещи: разрекламироваться научить БЕСПЛАТНО хотя бы поверхностно самим принципам лазерной обработки материалов.
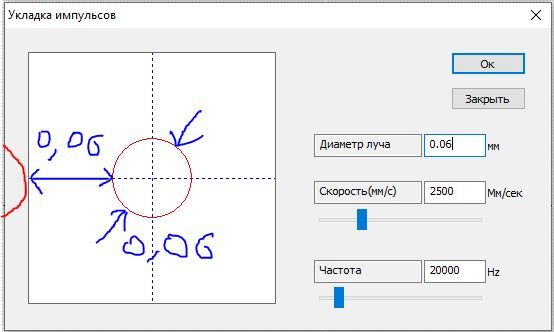
Если понять принцип работы хотя бы того же маркиратора, разделить гравировку и маркировку, понять зависимость наложения пучка лазера с определённой плотностью (частота импульса, скорость, плотность заливки) с тем, что это пучок лазера делает с материалом, то большая часть вопросов отпадет сама:
- как сделать черную контрастную коррозионностойкую маркировку?
- как подобрать тот или иной цвет на нержавеющей стали и различных сплавах?
- как гравировать материалы, которые в испускаемом маркиратором спектре лазерного луча вообще его "не воспринимают"?
Но почему-то всем (вру, многим) лень. Поэтому вернемся к теме поста на самом наипростейшем языке.
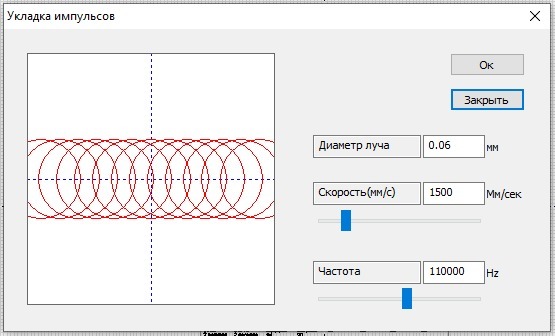
Как же наносить текст или изображение на пластик на оптоволоконном (твердотельном/иттриевом) лазерном маркираторе?
Если сравнить многие пластики и многие металлы (амальгамы, инконели и нейлонопластики вычеркиваем, ибо это не тема для Пикабу), то пластики, сцуко, плавятся при намного меньшей температуре, чем металлы.
При попытке "гравернуть" на маркираторе ПЭТ, ПВХ, ПП, ПС и тем более PETG часто получается стандартная картина:
Если по простому: пережог или перенагрев.
Ой, это не к этой теме...
И вот тут то я снова возвращаюсь ко всех задолбавшей теме маркировки/гравировки:
Для нанесения четкого, читаемого, коррозионостойкого изображения на пластик необходимо пластик именно гравировать.
Кто поймет, что тут происходит, тот поймет, о чем будет (или не будет) следующий пост