




Пост (гайд) про башенки из палочек
В прошлом посте: Свои тараканы меня попросили выложить фото башенок.
Я решил выложить не просто башенку, а мини-гайд по ее созданию.
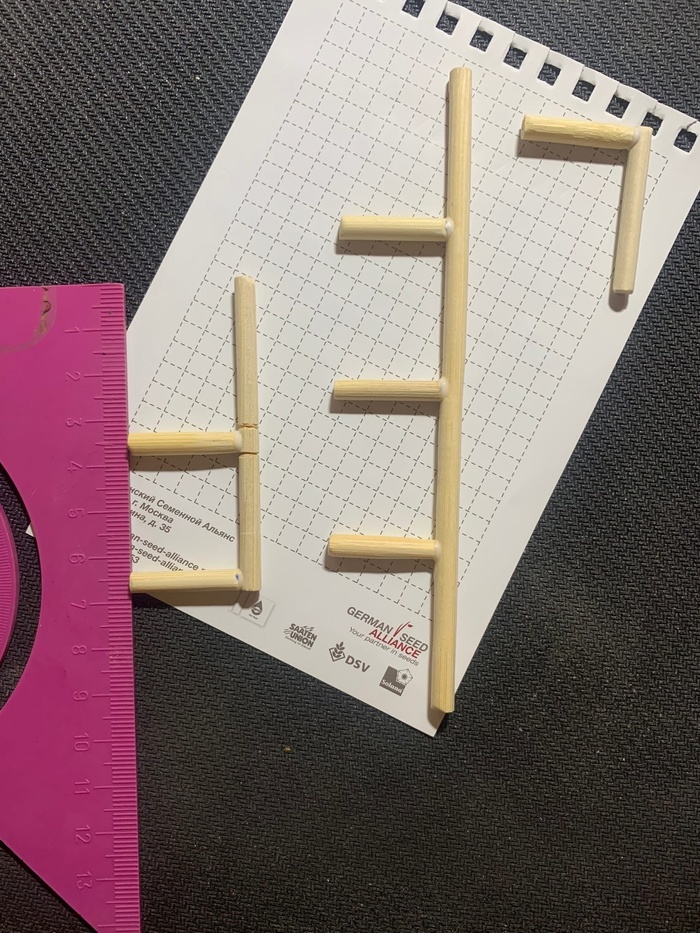
1) Такие предметы есть у всех дома

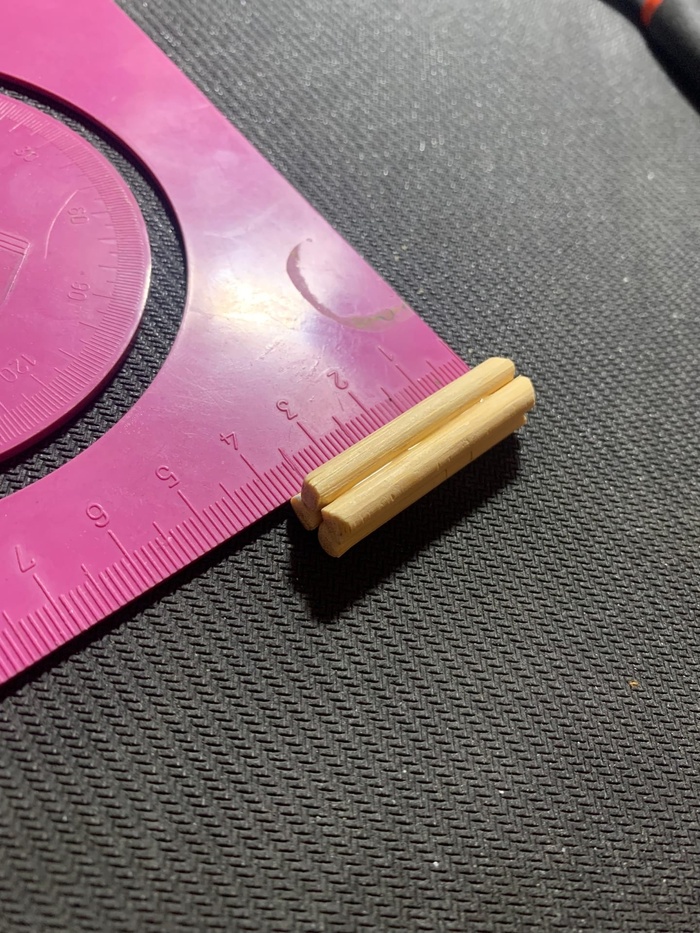
2) Сперва я сделал 4 столбика
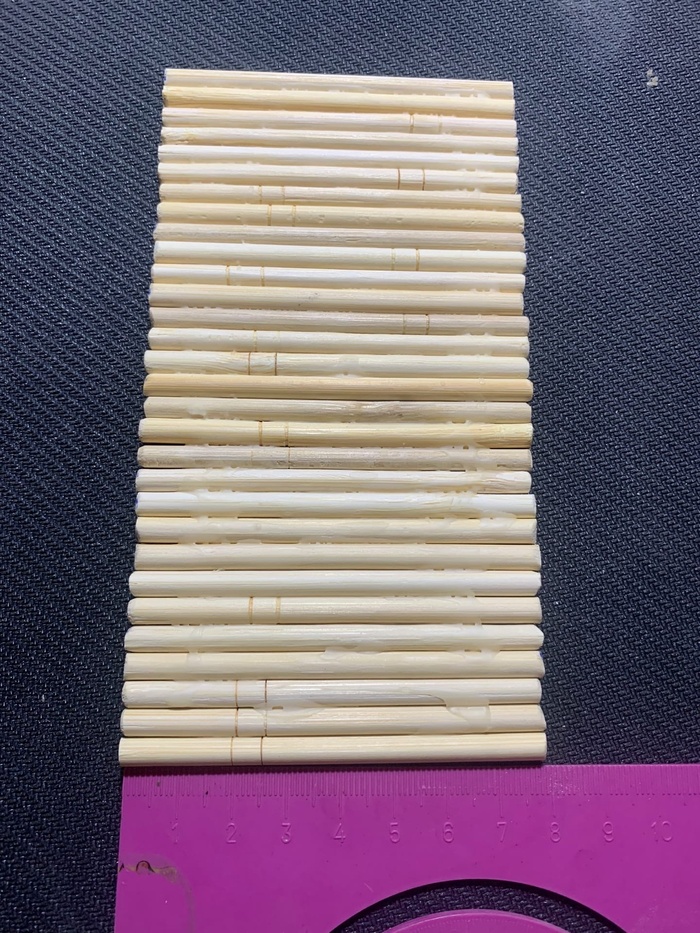
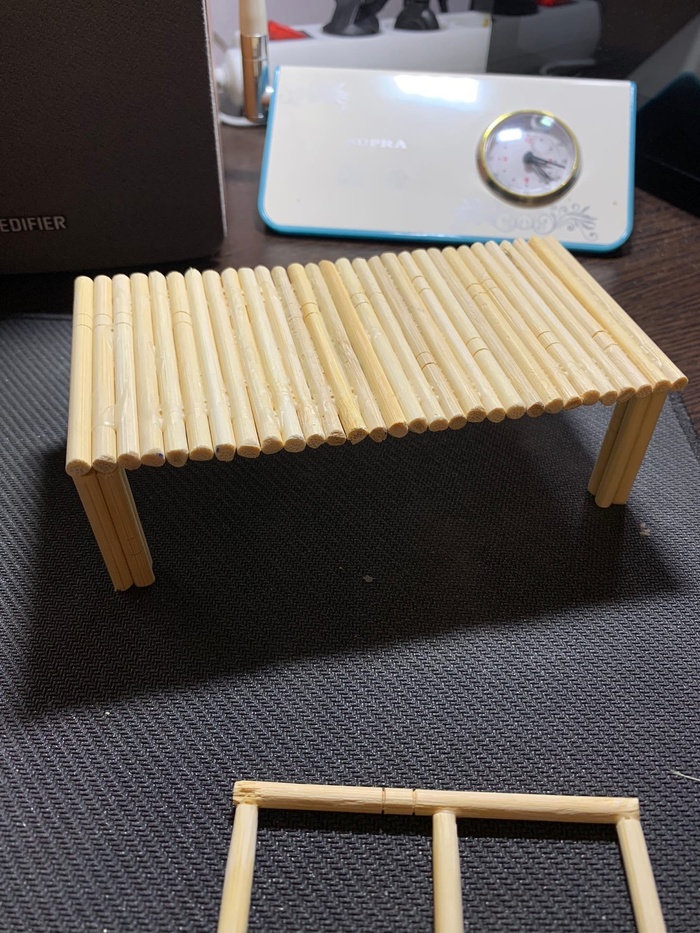
3) Самое нудное это сделать вот такую площадку
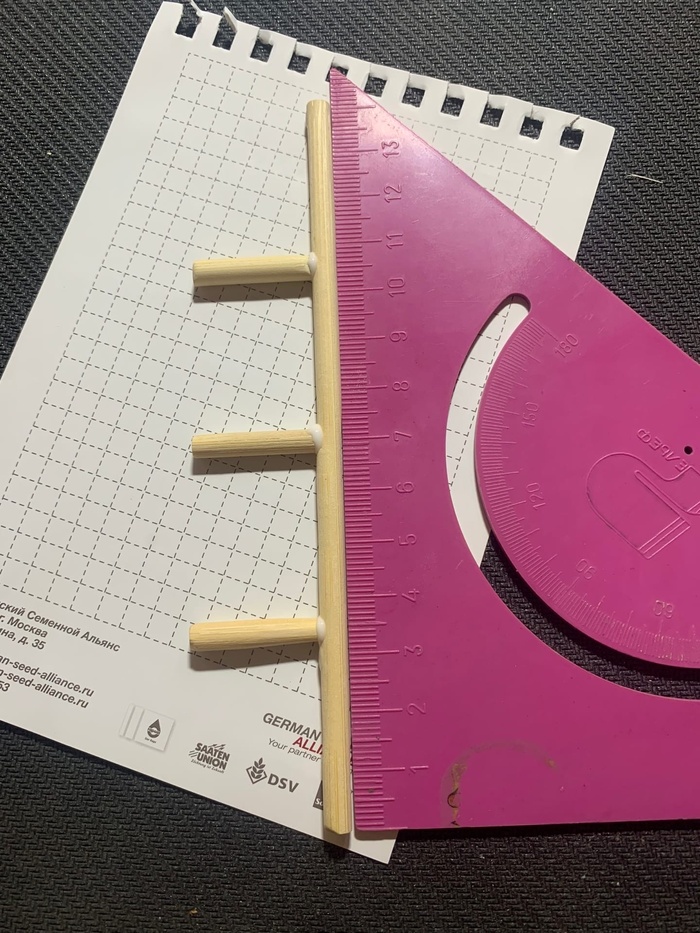
4) Далее собираем забор для террасы

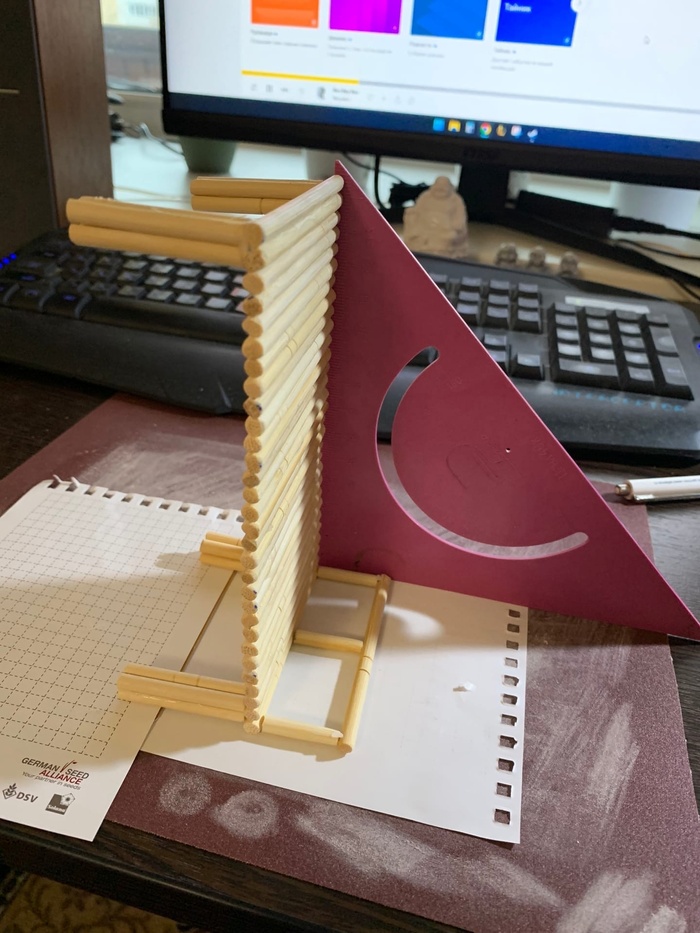
5) Остается лишь все склеить
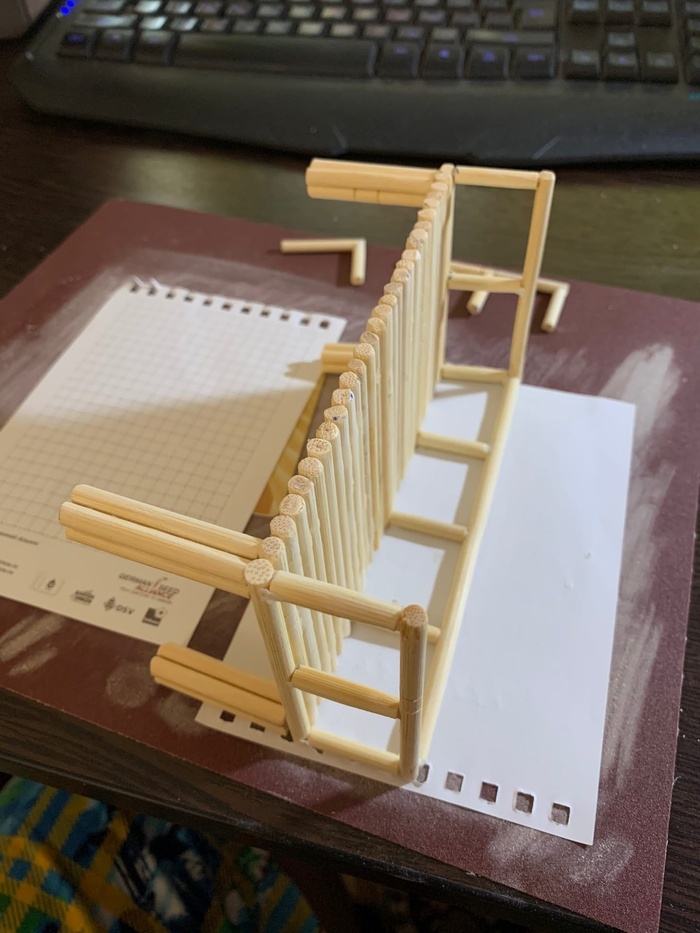
6) На террасу надо как-то подниматься
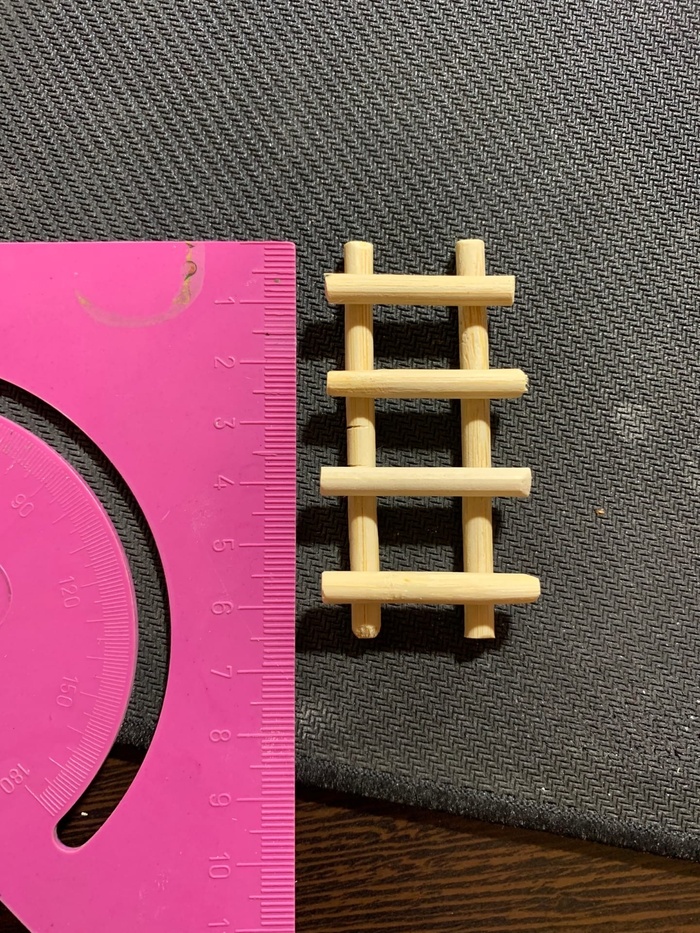
Особое внимание надо обратить на выравнивание различных соединении. Старайтесь делать все под линейку. Иначе ничего стоять не будет. В этом определенный минус клея ПВА - он не сразу схватывает. Зато следов после себя не оставляет.
7) Вообще я хотел наверху еще домик собрать, но палочек больше нет((

8) Но можно и так


Если есть вопросы, пишите))))
Показать полностью
13

"Я Бог! Как ты можешь слепить Бога?" - слепил из пластилина свою первую миниатюру - Дагот Ур в масштабе 1/35


Миниатюра слеплена из пластилина Castilene Hard, заформована в силиконе и отлита в пластике


В высоту около 7 см от начала подставки до крайней точки маски

Идём с пацанами шатать этого вашего Нереварина

Из процесса лепки



Почти готовый Ворин Дагот перед формовкой


Из процесса формовки




И одна из первых отливок

Показать полностью
16

Как это сделано. Якутский нож
Здравствуйте.
Мне зовут Владислав. Сегодня хочу рассказать и показать как изготавливается реплика якутского ножа.

О якутском ноже можно рассуждать много, строить теории и проводить расследования, но на данный момент это довольно популярный нож у охотников и рыболовов.
По всем правилам традиционный якутский нож должен изготавливаться представителем тюркского народа, в тайге, из местных материалов по определенным правилам.
В моем случае изготавливаться будет самая распространенная модель этих ножей в двух экземплярах. С применением современных материалов и на современном оборудовании.
Клинок данного вида ножей имеет асимметрию. Изготавливается под правшу или под левшу. Под правшу - правая сторона клинка плоская, с долом, левая часть клинка представляет выпуклую линзу. Под левшу наоборот. Такая форма не дает ножу зарываться в материал. Выпуклая линза, за счет своей геометрии, выталкивает нож из материала. Очень удобно при работе с деревом.
Но проблемой такого ножа является невозможность резать прямо. Колбасу им нарезать не всегда удобно.
Итак начнем.
Взял две небольшие полоски стали х12мф толщиной 4 мм. Обработал края от пиления болгаркой, это важно, что бы в процессе ковки никакие лишние части не мешали.


Разогрел горн и постепенно начал нагревать заготовки. Прогревал хорошо, Х12мф не любит низкий нагрев, может пойти трещинами, поэтому ковочное время очень маленькое. Придал форму на горячую и начал выбивать дол, постепенно выравнивая и растягивая металл. Ковал молотком с приваренным шариком от подшипника.


Дол был сформирован, дальше время самих клинков. Плющится, оттягивается, обстукивается и отрезается лишнее. Формируется само лезвие и хвостовик. Выравнивается и готовится к термообработке. Получаются два таких клинка. Делал под правшу, дол с правой стороны.

Изначально заготовки были 4 мм толщиной. После ковки стало примерно 3 мм, сильно большие ножи не нужны, будут небольшие и аккуратные. Молотком придал начало линзы, обстучав будущие спуски.
Дальше термообработка и слесарка.
Закалил на 1010 градусов в масло. Отпуск 1,5 часа при 200 градусах. По марочнику стали, при такой термообработке, твердость получается в районе 61 единицы. Закаливал в муфельной печи. К сожалению твердомера у меня нет, надо будет сделать пробники и отнести на тесты.
Стекло царапает - закалка и отпуск прошли хорошо, можно слесарить.
Грубым абразивом начерно придается плоскость правой стороны клинка. Так формируется первая сторона, от которой будет слесарится вторая. Повторяется со вторым клинком. Так как работаю на гриндере, то для удобства использую обычный магнит для сварки, для удержания заготовки.

Правая сторона снята, снимается левая. Использую для этого приспособу для снятия спусков. Так линза получается аккуратная и красивая. Сатин ложится строго в одном направлении, без перекоса и легче контролировать толщину сведения.
Линза при 120 гридности ленты. Дальше сатинирование в 320 гридность и серый Скотч-брайт. Этого вполне достаточно для этих ножей. Оставляю следы ковки на голомени, так получается на мой взгляд интереснее.

Финишный сатин нанесен. Повторяется на втором клинке.

Дальше придается форма хвостовикам. Нарезаются углубления, что бы клинок лучше держался в рукояти после склейки. Хвостовики оставляются в грубой риске, так лучше происходит склеивание.

Обратная сторона так же шлифутся, но уже в продольный сатин. На фото 120 лента и слегка обработанный дол внутри. Доводится до 320 гридности.

Клинки готовы, настало время собирать рукоять.
На первый нож пойдет стабилизированный дуб черного цвета и проставка из белого акрила.
На второй - стабилизированные кап клена естественного цвета и красная карельская береза.
Бруски разрезаются и подготавливаются к нарезанию отверстий.

Посадка под клинок. Так как клинки ассиметричной формы, необходимо как можно лучше попасть в геометрию. В следующих постах покажу как подогнать больстер из цветного металла к клинку без зазоров.

Сверлится и обтачивается.

Полируется торец на обоих больстерах.

Практически весь инструмент для подгонки. Плоский и полукруглый надфиль, пилка для растачивания отверстия. Сделана из полотна мех. пилы. Маленький лайфхак - если взять свежее полотно, отпилить его зубья и сделать рукоять, то пилка получается очень агрессивной и довольно прочной. Толщина прорезания в пределах 3-3,5 мм. Хорошая замена пилкам от лобзика, которые используют мастера для растачивания отверстий.

Все подогнано и подготовлено к склейке.

Важный процесс. Самая плоская плоскость имеющаяся в мастерской это поверочная плита. Откладывается штангенрейсмас, та штука слева, и все плоскости притираются на наждачной бумаге. Первично все притирается на гриндере, но там не всегда можно выдержать четкие плоскости. Притирка на плите убирает все неровности и стык деталек будет максимально качественный.

Дальше все собирается и склеивается в струбцинах на эпоксидный клей. Между всех деталек использовал кожу толщиной 1 мм.
Черточки показывают глубину хвостовиков.

Самый интересный процесс - формирование рукояти. Обрезается длина ножа, снимается все лишнее. Обтачивается и полируется. Пропитывается тиковым маслом. Промежуточный процесс, 120 лента.

Вот и всё. Два якутских ножа готовы. Осталось сшить ножны и заточить.



Все было бы хорошо, но стало нехорошо. Нож с дубом склеился криво. Когда все в эпоксидке, не всегда можно увидеть что струбциной передавил и все детали рукояти перекосило, это привело к браку и все нужно делать заново. Срукожопил со всей силы. На фото видно как вся рукоять сместилась, если посмотреть на обух клинка и белую проставку, левая часть ушла вверх.
Второй получился хорошо.

Вот вкратце процесс изготовления ножей всадного монтажа. Когда хвостовик прячется в глубине рукояти.
Получились два хороших ножа, прочные и надежные, хоть и один бракованный. Но свои функции он выполнит хорошо.
Ковырять такими рельсу вдоль не стоит, канализационные люки тоже не надо поднимать. Нож изготавливается прежде всего под определенные задачи. В данном случае для реза и строгания деревяшек. Если бы у этих ножей был обух в 8 мм, то наверное силовые нагрузки им были бы по зубам.
Примите мои извинения за качество фото. Пытаюсь что то придумать в их улучшении, но пока что только так.
Найти меня можно и в ВК, ссылка есть в профиле.
Спасибо за просмотр.
Помните о технике безопасности.
Удачи вам и успехов!
Показать полностью
23

В Питере шаверма и мосты, в Казани эчпочмаки и казан. А что в других городах?
Мы постарались сделать каждый город, с которого начинается еженедельный заед в нашей новой игре, по-настоящему уникальным. Оценить можно на странице совместной игры Torero и Пикабу.
Реклама АО «Кордиант», ИНН 7601001509

Брелок кролика с процессом
Небольшое видео с процессом сборки брелока.
Кожа хромка с отделкой, толщина примерно 1,4 мм. Стальные хольнитены 6х6мм, пресс ТЕР-2, насадки на пресс, пинцет. Вроде бы все описал, есть небольшая надежда, что не выкинут в общую.
в ярких цветах они смотрятся еще круче

или в сочетании разных цветов

Спасибо за внимание!
По всем вопросам пишите :
https://vk.com/teddcraft
Показать полностью
2