Снова всем привет. немного поясню о своем хобби. Я как только начинал заниматься кожей, мечтал о том, что бы эти изделия были похожи хотя-бы на изделия премиального качества. получил я несколько таких сообщений
А еще я физически не могу сделать такое количество. Я шью без машинки, после работы на балконе. У меня есть семья и маленький ребенок. Максимум что я могу это 3 изделия в неделю. Исходя из скриншотов выше вы поняли цену на этот брелок, и она высока. Но это не только ради заработка, но и для того что бы "откинуть" часть заказов, как бы это нагло не звучало.
И да, фольгу купил, самую обычную, на всякий случай буду вшивать. Хотя у меня без ее все работает
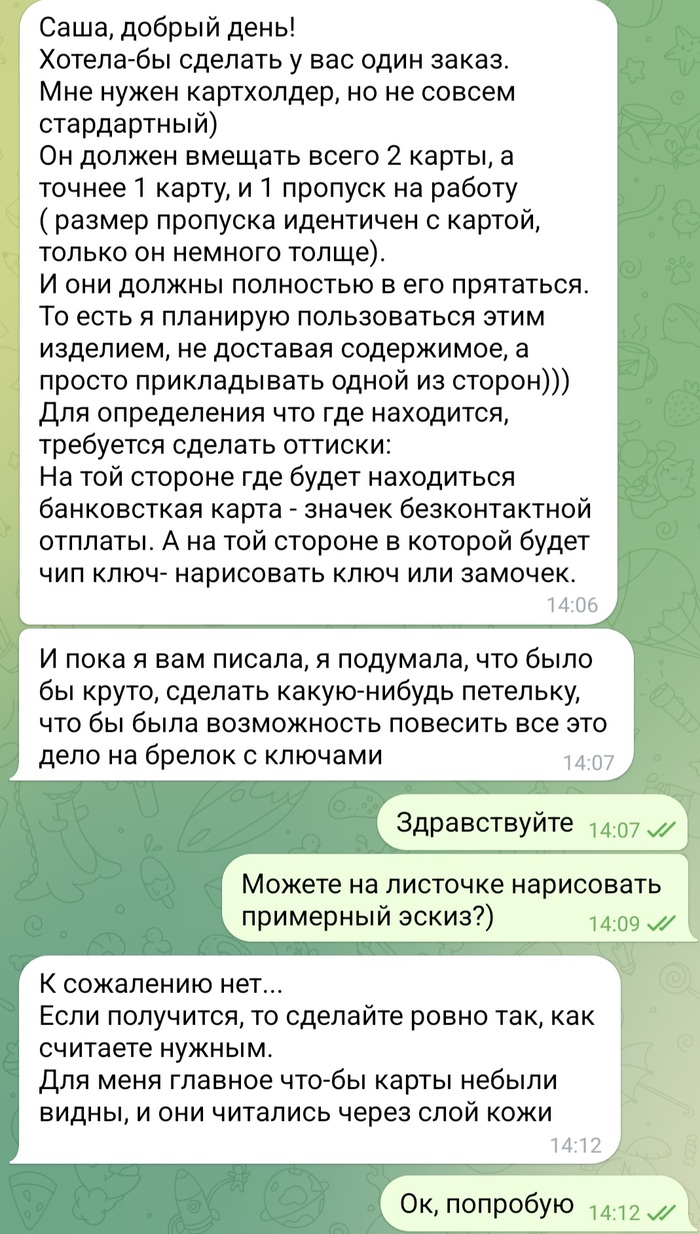
Всем привет! пишет мне как-то потенциальный заказчик
Не плохая идея подумал я. И меня останавливало только одно... А именно как сделать крепление для брелка...
В итоге я прошёл по пути наименьшего сопротивления, и использовал небольшое латунное полукольцо. Аккуратно "монтировать" их такое себе удовольствие, но результатом я доволен. От себя добавил что-то вроде темляка из кожи , который крепится на ременной винт ( при желании можно без проблем его снять).
Вобщем вот что у меня получилось:
На видео покажу довольно примитивный функционал сего девайса.
Проверил в деле. В магазине оплата проходит, пропуск тоже работает. 100% в самое ближайшее время сделаю себе такой же, с одним дополнительным карманом. В нем будет находиться водительское удостоверение.
В работе использовал натуральную кожу растительного дубления в толщине 1.3 мм, полукольцо и ременой винт из латуни. Эскизы выполнены методом горячего тиснение при помощи клише и термопресса. Шов ручной, нить круглая, вощеная, 0.4мм.
Очередной раз высказываю благодарность заказчикам за хорошие идеи для моего хобби, ну и конечно всем тем, кто пролистал этот пост до конца)
По всем вопросам пишите в коментариях или на мою страницу в инстаграм:
Данная тема как бы небольшой анонс для следующей темы (пока не знаю, когда до нее руки дойдут), в которой я постараюсь разобраться с различными способами гравировки заливок (так называемые: однопроходные, прерывистые змейки, сплошные змейки, пунктирные змейки и контурные). Для каких типов маркировок и гравировок лучше применять ту или иную заливу.
Ну а в этой теме на примере гравировки клише для тиснения кожи попробуем сравнить 2 типовых метода такой гравировки (сплошная и прерывистая змейка): скорость гравировки, качество боковых граней, глубина гравировки.
Задача предстояла достаточно сложная: сделать небольшое клише размером 15х10 мм из латуни. Сложность заключалась в том, что в некоторых местах ширина гравировки составляла 0.01-0.02 мм (одна сотая миллиметра!). Глубина гравировки должна быть не менее 2 мм (Если не сложно, могут ли кожевенники это подтвердить? А заодно рассказать о требованиях к качеству поверхностей клише?).
Напоминаю, что гравировку произвожу оптоволоконным лазером, работающим в ИК диапазоне, на базе источника JPT 30W M7 (MOPA) 30 Вт (Не реклама!).
Линза с рабочим рабочим полем 100х100 или 110х110 мм (к примеру F160) по данным разных производителей имеет глубину фокуса (глубину, на которую лазер может выгравировать материал) от 1.5 до 2 мм (при старте из расфокуса можно выполнить гравировку до 4 мм, но с небольшими танцами с бубном, я об этом писал в каком-то старом своем посте) , но диаметр луча лазера в фокусе составляет от 0.03 до 0.035 мм (к примеру https://sharplase.ru/dopolnitelnye-optsii/fokusiruyushchie-l... Не реклама!), что в моем случае не подходит. Но многие, и правильно это, делают клише как раз на таких линзах.
Линза с рабочим полем 50х50 или 60х60 мм (к примеру F63) по данным разных производителей имеет глубину фокуса 1-1.2 мм (какой-же реальной глубины гравировки можно добиться - будем выяснять в этом посте), а диаметр луча лазера в фокусе от 0.016 до 0.018 мм, что то же как бы не подходит, но деваться мне некуда, так как линз с меньшим диаметром лазера в фокусе (для маркираторов) я в продаже не встречал.
Скажу сразу - этот эксперимент с этой линзой (F63) ставлю впервые. До этого пользовался линзой F160.
Рисунок имеет следующий вид
Гравируемое изображение
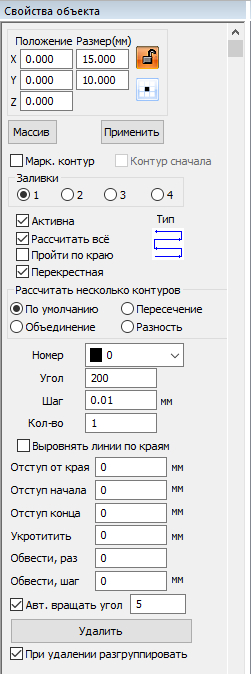
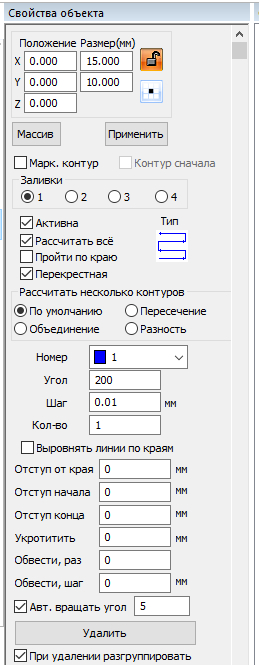
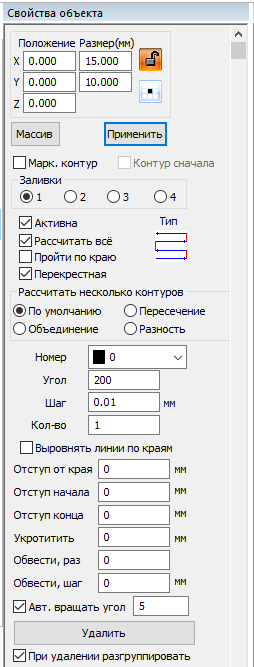
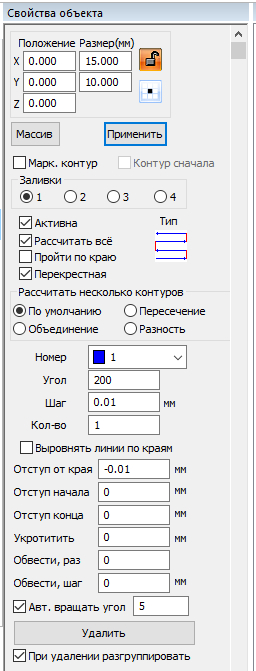
В настройках заливки ставлю шаг 0.01 мм, перекрестный способ и сплошную змейку (жесткий режим, но мне нужно понять, на какую глубину можно забуриться). Так как узких мест у меня на клише много, и во все нужно залезть, делаем поворот после каждого прохода 5 градусов. Создаю еще 2 слоя с углом поворота относительно предыдущего 30 градусов, а также слой чистки. По наитию и опыту буду делать 40 повторов сего непотребства, после чего будет проход сплошной чистки и полировки с шагом уже 0.005 мм (полируется только верхняя грань, так как в расфокусе режим полировки работает плохо. Но качество дна для клише нахрен не нужно). Мощность гравировки ставлю ~ 24 Вт (80% от номинальной), чистки мест гравировки 30%, сплошной чистки 20% (для полировки свои режимы и они тут не так важны).
Гравировка
Чистка
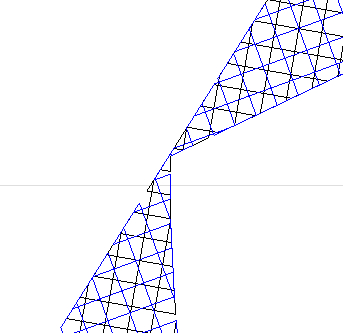
Вот тут наглядно видны узкие места и плотность заливки.
Сетка заливки
Начинаем пилить, традиционно стартовав из фокуса. Видео ускорено в 25 раз.
Специально не стал удалять звуки лазера и ставить музыку, чтоб все почувствовали эти прекрасные трели. Слабонервным следующее видео не смотреть и не слушать!
В общей сложности было произведено 40х2х4=324 прохода, из которых 240 проходов гравировки, 80 проходов чистки мест гравировки, 2 прохода сплошной чистки и 2 прохода сплошной полировки. Время сего непотребства ~ 52 минуты.
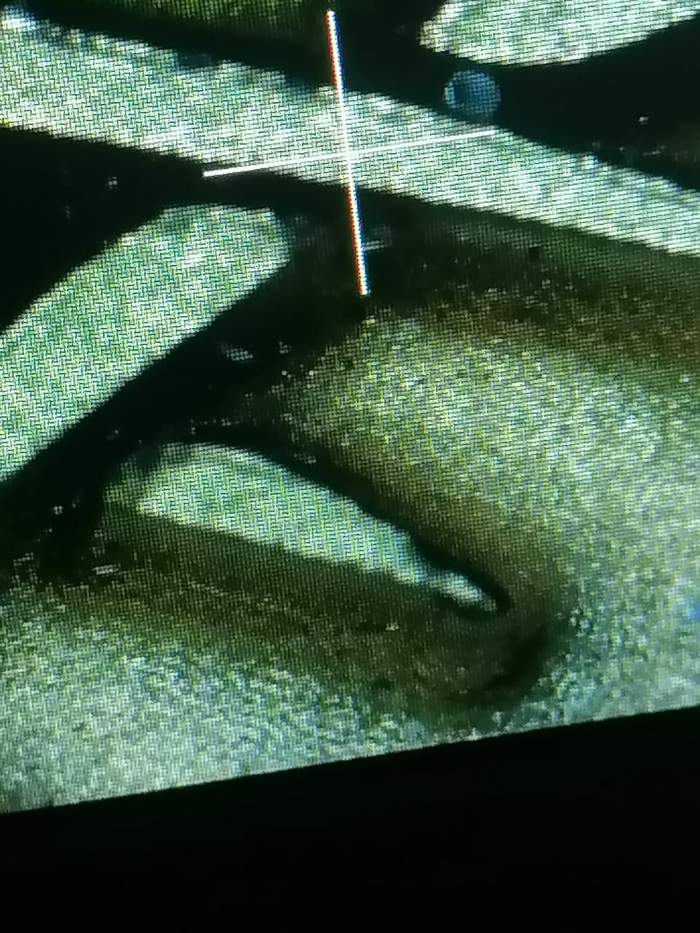
Для начала измеряю глубину гравировки
Глубина гравировки при старте из фокуса
Ух ты ж. Целых 1.5 с копейками миллиметра. Меньше, чем нужно, но больше, чем обещает производитель линзы.
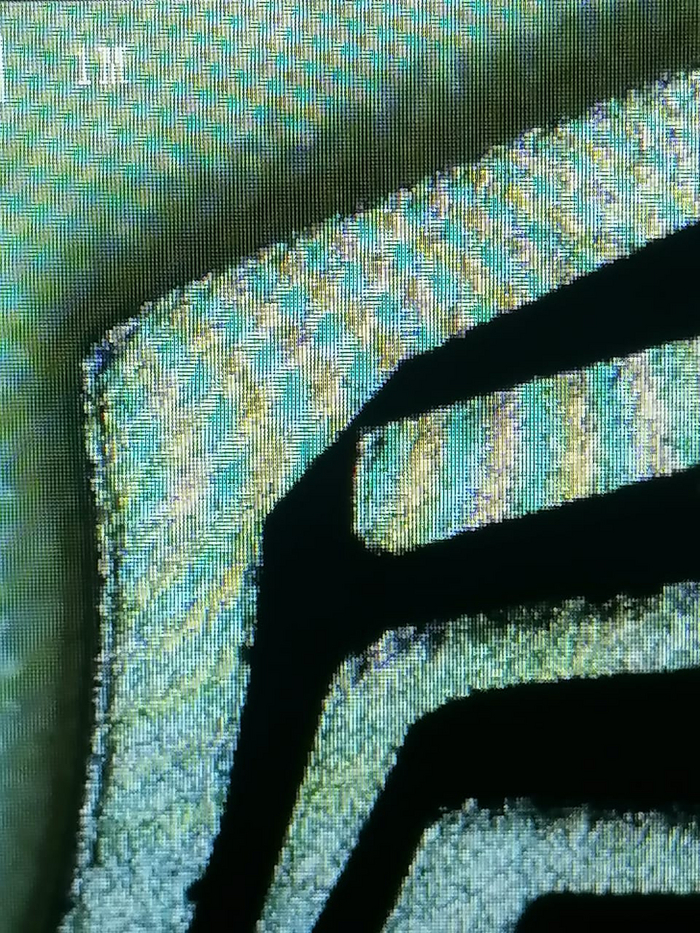
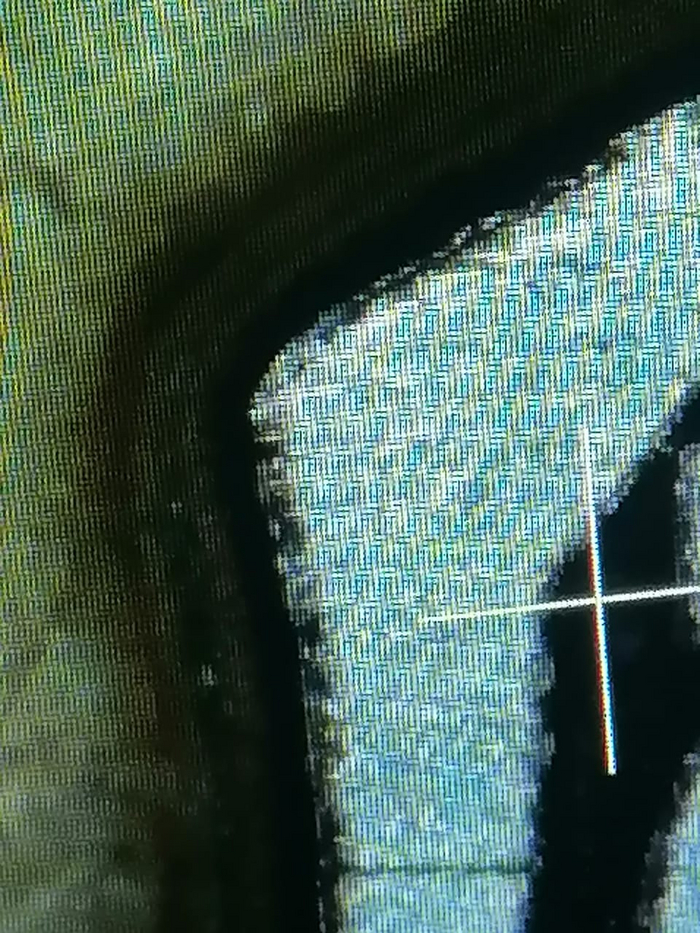
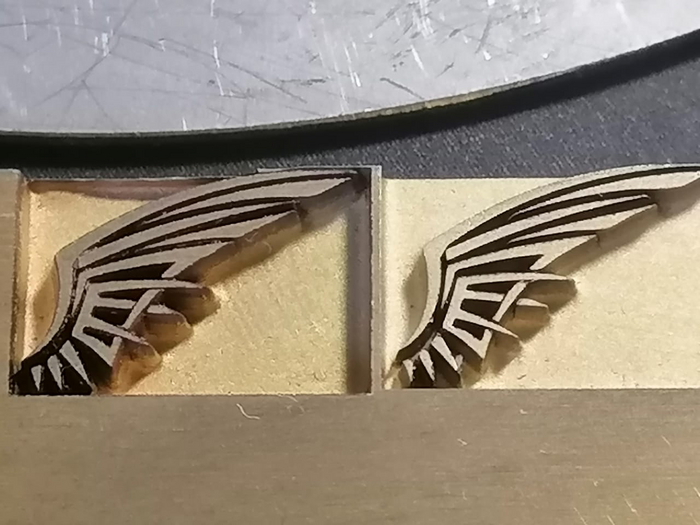
Посмотрим в микроскоп.
После отмывки Пемолюксом (Не реклама!) и продувки "ротом" (ну нет у меня компрессора со сжатым воздухом) стало немного виднее (да хрен там).
Видно, что верхние грани практически не подпалены, боковые внешние грани чистые, внутренние (узкие) подпаленные.
Ну'с, меняю технологию.
Стартую из расфокуса ~0.5 мм;
Мощность гравировки уменьшаю до 21 Вт (70% от номинальной);
Способ гравировки (и чистки) меняю из сплошной в прерывистую змейку (так во время переходов меньше стартовый импульс и меньше нагрев металла, но подробнее в другом посте)
Чистку мест гравировки делаю уже не через каждые 6, а через каждые 2 прохода гравировки с отрицательным припуском 0.01 мм.
Последние проходы чистки и полировки повторяю 2 раза и уже с шагом не 0.005, а 0.003 мм.
Новая гравировка
Новая чистка
Соответственно, увеличиваю количество повторов, чтобы количество проходов гравировки было уже не 240, а 360 (180 повторов циклов перекрестной гравировки).
Повторяю процесс (полное видео уж снимать не буду, но на первых ~ 5 проходах лазер еле-еле слизывает металл, так как стартует практически за пределами верхней границы глубины фокуса. Потом уже процесс ускоряется до момента вхождения обрабатываемой поверхности в фокус, а потом стандартно замедляется как и ранее). Процесс идет значительно медленнее из-за способа заливки (прерывистая змейка вместо сплошной). Ну и понятно, что увеличено количество повторов проходов чистки.
Где-то на 160 проходе я увидел, что те самые узкие места все равно забиваются шлаком (А все потому, что не остается места для выхода шлака. Лазер запекает его обратно). Но эксперимент надо закончить.
Где-то на 350 проходе (из 360) лазер латунь уже начал лизать, а не гравировать (расчет мой в необходимом количестве проходов был почти идеально точным), но останавливать его я не стал. Хоть микроны, но пусть снимает.
Общее время этого действия составило уже 2 часа 10 минут.
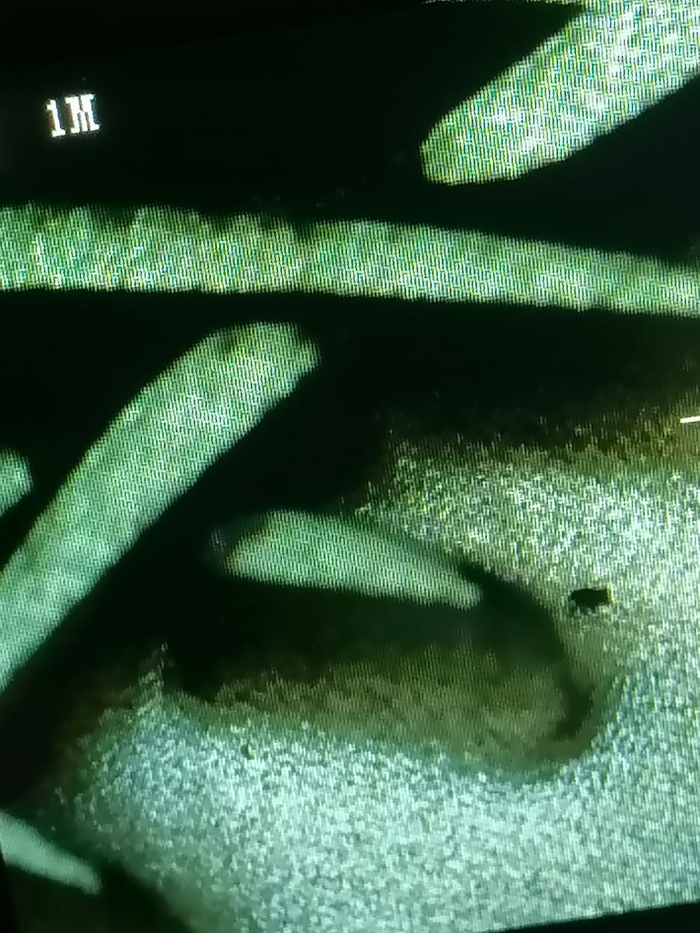
Измеряем глубину
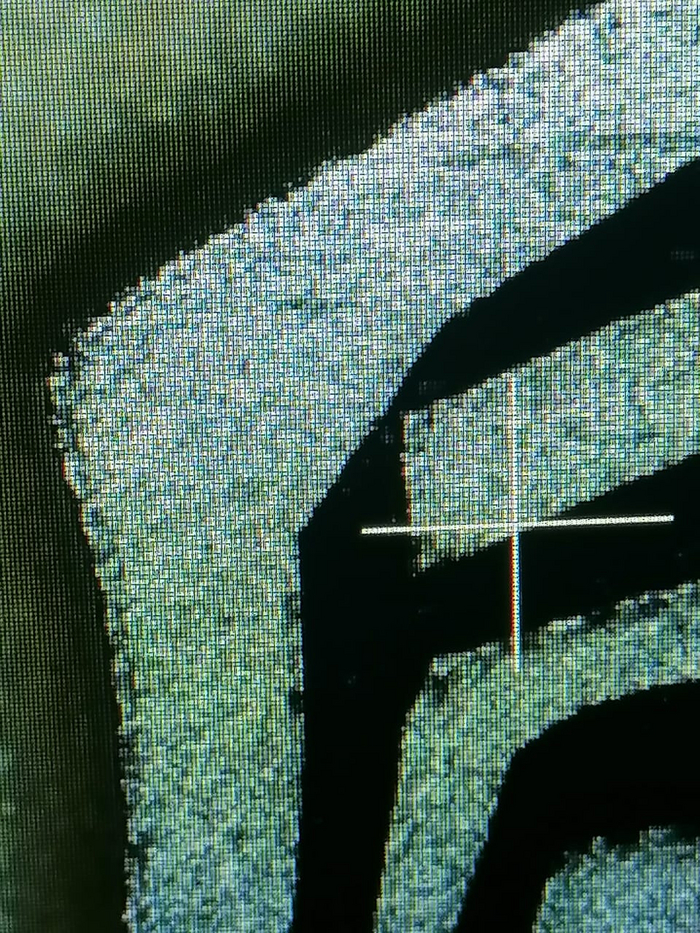
А что с качеством (после промывки с Пемолюксом и продувкой ротом)?
Верхние грани подпалены уже сильнее. Причина - старт из расфокуса.
Шлак из узких мест никуда не делся, так как уже выше писал: все потому, что не остается места для выхода шлака. Лазер запекает его обратно.
Максимальная (?) глубина гравировки на линзе F63 c заявленной глубиной фокуса 1 мм составила более 2 мм.
Сравним результаты.
Какие могу сделать выводы я?
Если очень нужно, то можно заглубиться больше чем на глубину фокуса;
Для гравировки узких мест нужно искать режимы лазера или иные способы для удаления шлака при гравировке. На мой взгляд должно оставаться как минимум 0.2-0.3 мм для нормального удаления шлака без танцев с бубном.
А подойдут ли такие клише для тиснения кожи, сказать смогут лишь только кожевенники. У меня, к сожалению, нет кусков светлой кожи, а клеймо на своей заднице я ставить не хочу.
Кстати, а какие все-же материалы для клише вы считаете наиболее правильными? Латунь, авиационный алюминий или нержавеющую сталь? Или все же магниевые сплавы?
Ищу токарный станок или токаря для доводки заготовок.
Привет. Дело было так: поступил заказ на поясной ремешок (коричневый, с прошивкой, пряга латунная двушпеньковая). Всё бы ничего, но в наличии у меня такой пряги не оказалось, но зато было две таких
И в голову пришла максимально дебильная идея из двух пряжек сделать одну: -"Ща,за 5 сёк сделаю",подумал я, и охуел когда решил попробовать отогнуть шпенек. Без нагрева он ни на миллиметр не разогнулся, а только остались следы от моих кривых рук, в виде вмятин от плоскогубцев. После нагрева поменялся цвет латуни, но разогнуть удалось.
Когда увидел эту картину меня кинуло в холодный пот. Шпенек мало того что был весь во вмятинах, так ещё и цвет поменялся от нагрева. К сожалению было не до фото, картина была очень " не очень", особенно когда человек внес предоплату за изделие.
Деваться некуда, взял нождачку и начал исправлять все косяки. Фото сделал лишь тогда, когда убрал тёмный "нагар", и успокоился
Зачищал долго и упорно, полностью всю пряжку, для того чтобы выровнять цвет по всей площади, потом отполировал на пасте
В итоге, на моё удивление,пряга получилась не реально крута: гладкая, тяжёлая, блестит как у кота....,тактильно очень приятная И я понимаю что латунь окисляется со временем, но она станет только круче в сочетании с рыжей кожей. Но лично я, будь обладателем такого изделия,время от времени полировал бы её, как в армии. По времени, на пряжку я потратил без опыта такой работы часов 6. Фоткал ночью под обычной настольной лампой ( такое ощущение что готовая пряга стала цвет "никель", на самом деле отполированная латунь)
Как раз приехала ко мне рыжая ременая растишка, в толщине 3.8-4.0. Обрезаю с её заготовку и приступаю за изготовление самого ремня. Ремнерез я еще не приобрел, да и смысла в нем особо не вижу, т.к. ремни я делаю не так часто, да и для меня не составляет проблемы отрезать заготовку без его (вырезаю под метровую линейку на полу, обычным трапецывидным ножом), естественно подкладывая мат для раскроя в месте реза
Отверстия под шпеньки пробиваю по ранее изготовленому шаблону пробойником, прошиваю пряжку с обратным швом для надёжности.
Для хлястика беру заготовку шириной 15 мм и по месту методом примерки определяю его длину, после чего сшиваю сам хлястик, устанавливаю в пряжкодержатель и прошиваю второй шов.
Вуаля, наконец одна заготовка полостью готова
Приступил к ременой заготовке: обрезал заготовку по размеру заказчика, сформировал носик и пробил отверстия по периметру для прошивки
Дальше пошло несколько часов малотонной работы: прошивка ремня по периметру вручную ( 2.5 м ручного седельного шва -около 11 метров нити).
Затем сделал декоративную биговку
Отполировал торцы, соединил детали на ременной винт и пробил отверстия по размеру заказчика Фото готового изделия
по всем вопросам пишите в коментариях или на мою страницу в инстаграм