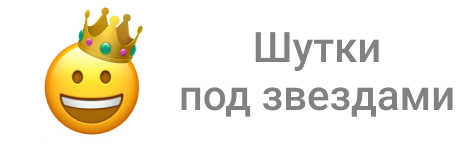



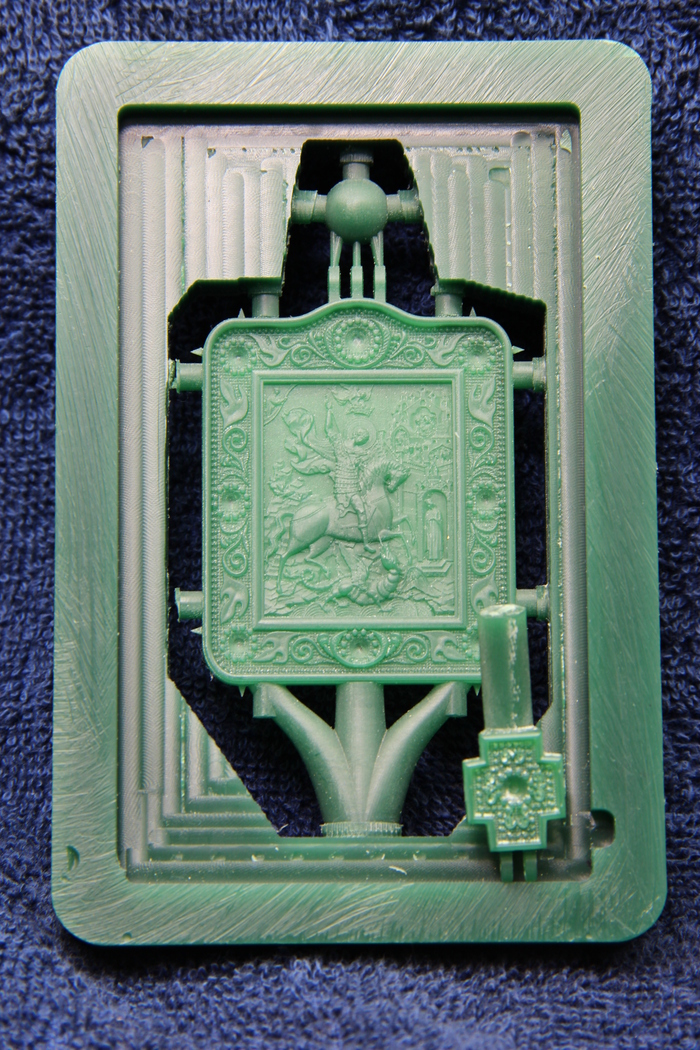
Фрезеровка орнамента на ЧПУ
Рамка заржавела , знаю )
Жду обсуждения не фрезеровки а внешнего вида оснастки ,)
воск Феррис , фреза 0.2 мм скорость подачи 800 мм /мин ,
Обратная сторона иконы с Георгием ,



Показать полностью
5
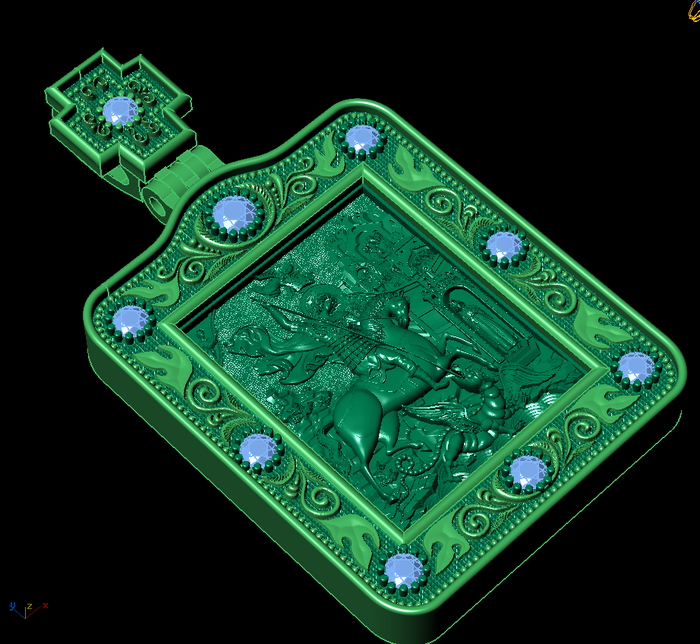
Фрезеровка восковой формы серьги на станке с ЧПУ Magic 4 оси


Показать полностью
2
1

В Питере шаверма и мосты, в Казани эчпочмаки и казан. А что в других городах?
Мы постарались сделать каждый город, с которого начинается еженедельный заед в нашей новой игре, по-настоящему уникальным. Оценить можно на странице совместной игры Torero и Пикабу.
Реклама АО «Кордиант», ИНН 7601001509


Технопорн
залипательно

Добил я своё руководство... ХВАСТАЮСЬ...
Наконец то приехала "моя прелесть"...
ХВАСТАЮСЬ....

Станок для заточки фрез MRCM MR-X6A
Уговорил.... Уболтал... ЖДАЛ ЕГО 7 МЕСЯЦЕВ! КУПИЛИ! УРА!!!
Машинка не большая. Но рабочая.... В первый день ВСЕ ФРЕЗЫ ХОДОВЫЕ ПЕРЕТОЧИЛ!!!
ОГОНЬ....



Комплектация тоже соответствует: от диаметра 4 до 20....
2-перые, 3-перые и 4-перые.... Да еще и по "ленточке"...
Я в экстазе.
Показать полностью
4

Фрезерный вопрос
Доброго времени суток всем, я работаю на станках ЧПУ по специализации дерево. И есть постоянный конфликт интересов по поводу глубины прохода и количества проходов в процессе фрезеровки.
Я когда пишу программу исхожу из принципа глубина реза равна половине диаметра фрезы (меня так учили).
То есть условно плата 22мм фреза 12мм я "пилю" за 3-4 прохода, это около половины радиуса 12й фрезы, и ещё бонусом меньше износ зубьев.
А наш человек ответственный за программы не делает по этой системе, хорошо если глубина реза равна радиусу инструмента.
Часто бывает 28мм фрезой 4мм за 3 раза.
или берёзу фанеру 12мм фрезой 8мм за один проход (спойлер плата загорелась)


А сейчас в течение получаса -2 фрезы 3мм, при глубине реза 5.5мм
Я просто хочу понять кто неправ я который делаю половину диаметра, или человек ответственный за программы делающий иначе
П.с.- фотка берёзы после пожара.
п.п.с.- станок после пожара оживляли 4 дня

Показать полностью
3

Ответ на пост «Ммм технопрон»
Реальные режимы при фрезеровании стеклотекстолита? Спрашивали - отвечаем!
Для фольги 18мкм нужно зарезать от 50мкм до 65мкм, для фольги 36мкм - от 65мкм до 80мкм. Обороты от 7к до 10к, подача от 300 до 800мм/мин.
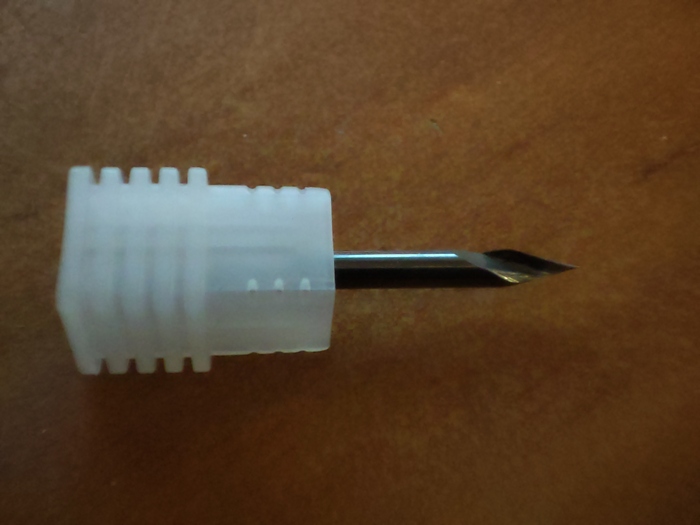
Скорость зависит от качества царапалок, не от качества стеклотекстолита, я покупаю по 10 штук, тестирую и плохие отправляю на другие работы, у меня вот такая коллекция, на данную секунду.

Если медь подрывается, рез грязный, то нужно больше обороты-меньше скорость. Если царапалка тупая, если она скользит по поверхности и не врезается, значит нужно увеличивать глубину врезания и уменьшать скорость.
Мой опыт такой: не покупать самые дешёвые, хотя это ничего не гарантирует, но в обратную сторону - самые дешёвые будут почти наверняка плохими. Покупать с углом 30°, кончик 0.3мм для трухолов, 0.2 и 0.1 для СМД, 0.4 и 0.5мм для выборки меди. Покрытие, у меня, никак себя не показало, на это можно забивать, на мой взгляд. Отдельно по углу заточки: с бОльшим углом уже заметно "боковое подтравливание" - просто не знаю как назвать, с меньшим - быстрее ломаются. Возможно я слегка криворукий и, если руки прямые, базовым будет 20° или даже 15°.
Ещё купил спиральные фрезы, но пока не понял как правильно ими гравировать, в процессе.
Ключевое: жертва должна быть плоской, лучше ямы, чем бугры. Заготовку приклеивать на жертву двухстороней лентой, у меня лента Фолсон, без армирования, а не прижимать клампами - может прижать не всей площадью, а если под заготовкой воздух - это провал, фреза не будет протыкать медь. Если заготовка кривая, то погреть феном и придавить как следует.

Карта высот - обязательно, без этого не получится. Чем меньше заготовка - тем больше гемора и тем тщательнее нужно подготавливать: мелкая заготовка хлипкая и легче деформируется, большая под гравером не прогибается и хорошо режется.
Ещё можно посмотреть вот этот гайд, там не про непосредственно фрезеровку, но всё равно полезно. Что-то я оттуда почерпнул.
Вопросы, комментарии?
Показать полностью
3
Угадайте звездного капитана юмористической команды «Сборная Красноярска» по описанию одного из участников
Ну что, потренировались? А теперь пора браться за дело всерьез.
Показать полностью


