



Диаграмма терминатор. Связь всех фильмов
Пересмотрел все части франшизы Терминатор. Захотелось логически их связать. Даже что то с этого получилось.
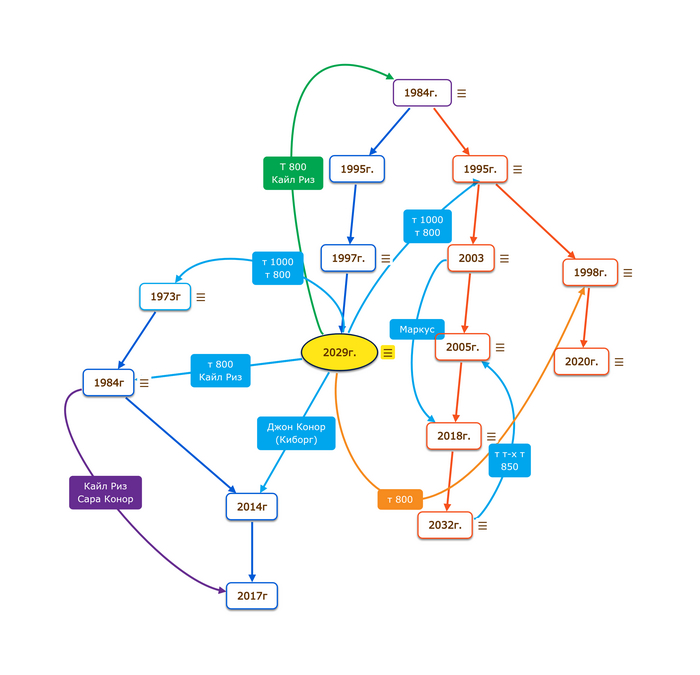
Терминатор 1. События с 1984г. По 2029г.
Терминатор 2. После отправки т 1000 и т 800 получаем альтернативный 1995г. Связываются фильмы Терминатор 2,Терминатор 3 и Терминатор 4. События с 1995г по 2032г.
Терминатор 5. Скайнет делает Джона Конора киборгом. Получаем альтернативную ветку событий с 1973г. По 2017г.
Терминатор 6. Убивая Конора в 1998г. Получаем альтернативный ход событий.
Мультивселеная в действии.
Показать полностью
1

Вопрос к пикабушникам
Всем доброго времени суток! Прошу помощи у пользователей Пикабу😊
Подскажите, пожалуйста, хорошие программы для создания различных схем ( блок-схемы).
Также ищу удобные приложения для создания различных диаграмм.

О закалке стали 5
Кому-то все эти статьи кажутся бессмысленными, потому что «Алиэкспресс», как взорвавшаяся в старой и пыльной галактике сверхновая, осветил нам путь в будущее. В общем, «на Али» как в Греции, есть всё. Или почти все. Упомянул Грецию и сразу подумал, что цитату из Чехова «В Греции есть всё» не многие помнят. Это к тому, что без лирики эта статья не обойдется.
А если, вдруг, понадобилась пружинка специфической формы и размера? Где взять? Обычно идут в магазин или ищут в Интернете. А если понадобилась срочно? А вот тут нужно иметь хотя бы минимальные знания по термической обработке и закалке-отпуску в частности.
Есть много специалистов, которые в домашних условиях наловчились перевивать магазинные и вить нужные по размеру (и жесткости) пружины. Действительно, сколько раз я расковыривал какой-нибудь шампунь с дозатором, чтобы вытащить оттуда пружину и перевив, тут же закалить ее на газовой конфорке. Да, временная, конечно, замена, но отыскав нужную проволоку, потом можно сделать что-то и понадежнее.
Приходилось мне перекаливать и подсевшие заводские ружейные пружины, да мало ли когда пригодятся знания по термической обработке… Сделать и закалить шило, резец, рыболовные крючки, кстати, раньше крючки часто перекаливали: то перекал с завода – ломаются, то недокал –разгибаются. Купят сотню на донки или перемет и всю партию в перекалку. А где перекаливали? Да в гараже на паяльной лампе или на кухне на газу.
Сейчас такое «непотребство» стали забывать – проще новое купить, а старое выкинуть. Сменился технологический уклад. Это произошло как-то не слишком заметно для тех, кто в мегаполисах живет, а вот кто в деревнях или небольших городах - прочувствовали это сразу. Сварочники разных видов, пилы, точила, станки по дереву и металлу, гриндеры, болгарки и всевозможные насадки к ним появились сразу и у всех. Вчера еще рубили ленту на пилу-лучкову, а сегодня уже мощный электролобзик фигурно режет твердую древесину.

Самодельный сварочный аппарат.
Теперь даже по дереву не часто вырезают руками, а покупают станок ЧПУ, который выпиливает почти любой рисунок.

Уже не надо идти к знакомому мужику в гараж, что-то выточить на его точиле. А помнится не так и давно точила делали сами, как и сварочные аппараты. Я сам как-то делал, а один такой самодельный работает у меня до сих пор. Тянет даже четверку-электрод.
А если у кого была наковальня и горн, то он мог почувствовать себя в шкуре настоящего деревенского кузнеца.
Тащили в кузницу все – от сломанных шумовок, до перил и оград. По этой причине деревенский кузнец был специалистом широчайшего профиля и делал очень многое от лужения кастрюль и ковки кочедыков, до починки часов. Один такой гад, починил трофейные старинные настенные часы, привезенные дедом из Германии в сорок пятом. Часы пошли, но завод уменьшился основательно – отрубил деревенский кузнец часть пружины на свои кузнечные нужды.
Но не всякий деревенский кузнец мог подковать лошадь – тут совсем другая специализация и подход. Да и закаливать подковы не нужно – смысла нет.
Жизнь идет вперед, быстро меняя свой вид. Уходят в прошлое старые технологии не оставляя следа. Вот, например, так называемая «дулька» на ноже. Откуда она взялась? Нет, это не для удобства заточки – это след технологии изготовления. Или «чо» («чойл») на кукри – тоже след старинной техны. Она забыта, а традиция делать – осталась, как и в случае с «дулькой». Нам конечно "знатоки" расскажут, что альтруист-кузнец, озаботившись удобством пользователя своей продукции решил как-то отметить зону заточки. А что, годная версия - тот кто покупает ножи тупой и слепой обычно, не видит где и откуда точить. Кстати, это выемка иногда очень мешает - цепляется за нее все, но делают иногда. Традиция. А может она клинок укрепляет? Подумайте на досуге.

В общем, реальность из неспешной, когда для звонка в другой город нужно было идти на почту заказывать разговор, чтобы в определенный день, человек в другом городе пришел на свою почту там, и вы смогли пару минут поболтать о жизни, растворилась во времени. В нашу жизнь ворвался агрессивный маркетинг в прямом смысле этого слова.
Слова «продать» и «купить» стали самыми популярными. Забейте в поиск – проверьте. Со сменой уклада на нас обрушилась и масса информации. Теперь не нужно идти к какому-нибудь мастеру и спрашивать, как он что-то делает. Сейчас можно почитать статью на каком-нибудь сайте и сделать все самому. И все бы хорошо, вот только информация часто очень сильно искажена, потому как сайты порой наполняются «контентом от фрилансеров». Очень хорошо знаю парочку таких. Работать их на этом поприще жизнь заставила. Кстати, вот вам совет от одного из них, если и вы захотите влезть в эту шкуру.
«Не вкладывай душу, иначе быстро сгоришь».
Это - если хочешь стать настоящим профессионалом и писать быстро и много, надо писать «на отвяжись». И писали они статьи на разные темы, от починки и обустройства канализации, от приготовления изысканных блюд, до советов влюбленным.
Понимаете, какого качества эти статьи? А тысячи таких висят где-то на сайтах, так как были приняты заказчиком и оплачены. А теперь читаются и откладываются в мозгах заглянувших. А потом эти читатели, впитав в себя ересь про утерянные секреты булата, до хрипоты мне доказывают, что булат «рубил камни и самозатачивался от крови врага». Кстати, это цитата с такого сайта.
Более того, многие читатели перестали читать длинные статьи – сил, наверное, нет. Надеюсь, до этих строк добрались не все и остались только самые терпеливые – вредный я.
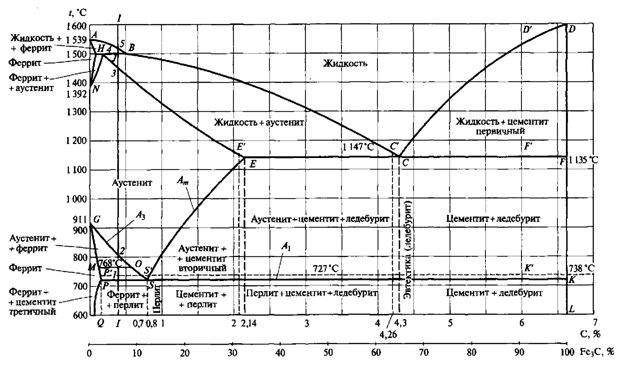
Итак, перехожу к теме закалки.
Давайте пофантазируем и представим себя не в роли упомянутого деревенского кузнеца. А в роли прошаренного современного исследователя-металлурга, способного в своей лаборатории создать по желанию любую сталь.
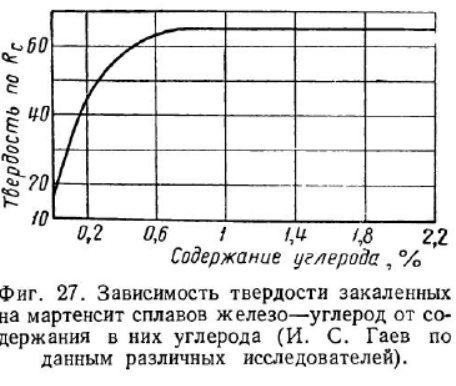
Берем чистое железо и начинаем постепенно добавлять в него углерод – 0,1%, 0,2%, 0,3% - и проверять сталь на закаливаемость. Вот, дошли до 0,35 или даже 0,4% углерода. Если до этого момента никаких особо заметных изменений не происходило, то при 0,4% С сталь после закалки вдруг стала гораздо крепче и тверже. Что случилось, если углерод до этого момента тоже в железе присутствовал?
Помните из прошлой статьи доэвтектоидные стали и почему они так называются? В стали «не хватает» углерода, и чтобы наш застывший раствор получился без мягких комков его надо хорошо перемешать перед этим. Что делает строитель, если в смеси мало цемента? Он тщательно ее перемешивает, до тех пор, пока все частички песка не будут связаны частичками цемента. Только в этом случае застывший бетон получится крепким и однородным.
Броуновское движение помните со школы? А диффузию? В нашем случае диффузия – это проникновение атомов одного элемента в кристаллическую решетку другого. Чем выше температура, тем быстрее работает углеродомешалка – диффузия. Диффузия нам заменяет бетономешалку. Чем быстрее ее обороты, тем меньше времени уйдет на создание качественной смеси-раствора.
Как вы помните, перемешивание или образование раствора в углеродистой стали начинается при 727 градусах. Если очень долго ждать, то когда-нибудь, в теории, мы и получим этот качественный раствор, но это не точно. Поэтому чтобы процесс создания раствора шел быстрее, нужно, как вы понимаете, поднять температуру.
Раствор – это в прямом смысле раствор. Раствор углерода в раскаленном железе называется аустенитом. Могли бы назвать и просто – горячим раствором, но тут дело в том, что при определенных условиях этот горячий раствор может сохраняться в холодном виде. Тут у нас оксюморон получается, поэтому такой горяче-холодный раствор назвали остаточным аустенитом.
Пусть вас не пугает название аустенит. Раствор углерода в горячем железе назвали по фамилии англичанина его описавшего У.Робертса-Остина (W.Roberts-Austen). Если бы эту структурную составляющую сталей открыл бы Иванов, раствор назвали бы, наверное, иванитом. Ведь холодный пересыщенный раствор углерода в железе мартенсит назвали в честь немца Адольфа Мартенса, поэтому ничего такого особо умного в этих словах нет. Нам главное помнить, что есть горячий раствор и холодный раствор. И чтобы получить нужный нам очень твердый холодный, необходимо хорошо перемешать углерод в горячем. Вот это и есть вся основная «тайна» закалки любых, повторяюсь – любых сталей. Конечно тех, где есть углерод в достаточном количестве.
Как примерно определить сколько его в углеродистой стали я писал в прошлой статье.
То есть, чтобы закалить нашу сталь с 0,4 углерода, надо ее основательно прогреть, чтобы углерод и феррит растворились в горячем железе (аустените) полностью и равномерно. Поэтому, температура закалки доэвтектоидных сталей («с нехваткой углерода»), немного выше, чем температура закалки заэвтектоидных («с избытком углерода»).
Теперь сварим сталь с углеродом 0,6%. Как вы уже поняли, температура закалки этой стали будет немного ниже, чем стали с 0,4% С – диффузию-углеродомешалку, сильно зависящую от температуры уже не нужно включать на такую высокую мощность.
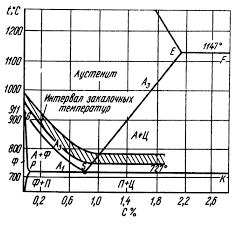
Сталь с 0,8% С потребует для закалки еще меньшей температуры нагрева – углерода больше, «перемешивать» его особо тщательно уже не нужно. Это хорошо видно на схеме закалочных температур. Берем температуру в 727 градусов, при которой начинает появляться раствор, чтобы долго не ждать добавляем 50 градусов сверху и получаем температуру закалки У8 – 760-780 градусов. Но эта схема работает только для сталей с избытком углерода, доэвтектоидные стали надо греть немного выше – углерода мало.
В сталях с избытком углерода его так много, что он выделяется в виде комков-карбидов. Чем карбидов больше, тем до более высоких температур надо греть сталь, чтобы их растворить полностью. (Большой кусок сахара будет растворяться в чае дольше, чем ложка сахарного песка такой же массы). Однако, углерода и так хватает, поэтому карбиды не растворяют полностью, чем еще больше упрочняют сталь после закалки, потому что карбиды самая твердая фаза в стали. Гораздо тверже мартенсита – пресыщенного холодного раствора, который и получается после закалки. (Твердость мартенсита 650-750 Нв, а твердость карбидов около 800 Нв).
Более того, чем больше углерода в таком растворе, тем он тверже. Поэтому твердость заэвтетоидных углеродистых сталей больше твердости доэвтектоидных сталей. Про точку «S» я писал в прошлой статье.
Почему так? Да совсем просто.
Как-то видел один короткий смешной советский мультфильм, очень точно иллюстрирующий процессы, происходящие в стали во время закалки. Вы его легко найдете по запросу в Сети «советский мультфильм автобус».
На остановке стоит большая толпа народа. Подъезжает маленький автобус и часть людей впихивается в салон.
- Все влезли? – спрашивает водитель.
- Нет! – орут с остановки в ответ.
Водитель передвигает специальный рычаг и автобус немного растягивается в длину.
- Все влезли?
- Нет!
Рычаг переводится еще на одно деление вниз и автобус еще удлиняется.
- Все?
- Нет!
Водитель давит рычаг в пол и автобус становится похож на длинную колбасу.
- Все?
- Все!
- Поехали, - водитель возвращает рычаг в исходное и автобус сжимается в первоначальный вид.

В общем, в салоне стало очень много твердых, немного искаженных и деформированных пассажиров. Точно так же происходит и в стали.

В раскаленном состоянии железо способно растворять углерод, а в холодном – нет. Вспомните наш солевой раствор. Кстати, для лучшей аналогии тут посоветовали соль заменить на сахар – так будет точнее. Я не против.
Напихав в кристаллическую решетку железа много атомов углерода, мы резко охлаждаем сталь, чтобы углерод не успел выделиться из раствора как тот сахар (или пассажиры не успели выскочить из сжимающегося мультяшного автобуса). Кристаллическая решетка железа, из-за того, что углерод не может в ней раствориться но и не может выделиться, искажается очень сильно и в стали образуется уже известный нам мартенсит – пресыщенный твердый раствор углерода в железе. Понимаете, почему пресыщенный? Углерод должен был «выпасть в осадок» в виде карбидов или в виде цементита в перлите, но не успел.
Чтобы углерод не успел выделиться, нужна очень большая скорость охлаждения горячего раствора (аустенита). Чем она выше – тем больше углерода останется в холодном железе, тем больше будет искажена кристаллическая решетка, тем тверже станет мартенсит.
По этой причине, закалить раскаленную саблю размахивая ей в воздухе, пусть и на скаку, можно только на очень небольшую твердость. Но по причине того, что сталь раньше часто была хладноломкой, сабли на высокую твердость и не закаливали – поломаются.
Были, конечно, всякие экземпляры, но хорошие и стоили дорого, да и писал я уже об этом.
Короче, моча для получения высокой твердости, как закалочная среда, гораздо лучше горного воздуха. И свет луны тут как бы и ни при чем, а вот слезы девственницы, если горючие и соленые, очень даже подойдут.
Надеюсь, я понятно описал причину, по которой мы вообще нагреваем сталь под закалку. И на этом можно было бы остановиться, если бы не легирующие элементы. Продолжим моделировать нашу фантазийную сталь в следующей статье, а пока разберемся, как определить температуру закалки углеродистых сталей.
Наверное, вам надоели эти унылые черно-белые схемы, поэтому нарисую свою, яркую и веселую. Начну, с модных в нынешнее время всяких там красных линий. Но мелочиться не буду - сделаю красные линии широкими и разных оттенков. (Может в этом и все дело?)
Поначалу я хотел добавить в схему и синих тонов, но это потом сможет сделать каждый, когда дойдем до отпуска. А пока и красного хватит, тем более что некоторые красные линии я буду чертить зеленым цветом.
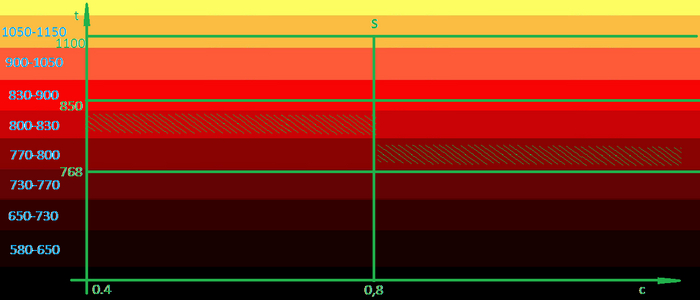
Первая красная-зеленая линия это линия равная температуре 1100 градусов. Температура взята произвольно, но желательно не нагревать выше неё любую сталь: углеродистую, легированную, нержавеющую. Поэтому эта зеленая линия и красная.
Следующая линия – это линия S. Слева от которой лежат стали доэвтектоидные, справа – эвтектоидные - больше она ничего и не обозначает.
Еще одна очень нужная и интересная – линия равная температуре 768 градусов. Это выше температуры, при которой начинается образовываться наш горячий раствор, поэтому при такой температуре можно как-то закалить все углеродистые стали от 0,35-0,4% углерода. А углеродистые стали от 0,8% будут уже прекрасно закаливаться. Зеленая линия в 850 градусов будет красной для всех углеродистых сталей, как доэвтектоидных с нехваткой углерода, так и заэвтектоидных с его избытком. Можно нагреть и выше, но не нужно – ни к чему.
Почему 768 и как определить эту температуру? Можно по цвету каления – на глаз. Сталь цвета спелой вишни будет соответствовать этому нагреву. Цвет спелой вишни… как лирично. Так и просится сюда хокку:
Все холоднее,
Только никак не остыть
Гроздьям рябины.

Определите температуру каления стали по цвету ягод.
Кстати, цвет заходящего солнца у горизонта соответствует примерно 850-900 градусам нагрева стали, поэтому оно у нас и остывающее после раскаленного желтого. Но это не точно, проверяйте сами.
Вообще, определять температуру визуально нужно в полумраке. На ярком свету всегда будет перегрев.
Второй, более надежный способ определения этой температуры – магнит. Выше 768 градусов железо не магнитно. На диаграмме железо-углерод вы найдете эту линию слева в углу. Она там хоть и короткая, но после нагрева выше 768 градусов немагнитны все стали и доэвтектоидные и заэвтектоидные. Только, вот, речь пока идет об углеродистых сталях. В легирующих - своя особенность, с помощью которой их легко можно определить с помощью магнита, потому что наш горячий раствор углерода в железе – аустенит - тоже немагнитен.
Хоть фото ниже и не передает точно цвета, но принцип понятен: при одном нагреве магнит притягивается к напильнику, а при другом – большем – нет.


Углеродка самая простая в закалке сталь. Алгоритм действий здесь прост.
Определяем по искре количество углерода с помощью маркеров или просто на глаз. Если это сталь доэвтектоидная (меньше 0,8%С) Нагреваем сталь до момента, когда магнит перестанет к ней притягивается. Запоминаем цвет каления. Нагреваем чуть выше и закаливаем в воде.
Температура таких сталей на нашей красочной схеме будет лежать слева от линии S в заштрихованной области. Цвет каления красный, светло-красный.
Если сталь заэвтектоидная, например, тот же пущенный на нож напильник, то все еще проще. Нагреваем до момента, когда магнит перестает реагировать на сталь и закаливаем в воде. Можно в масле, если не нужна очень высокая твердость. Температура закалки таких сталей в заштрихованной области справа от линии S.
Закаливать такую сталь можно двумя способами. Нагревать до момента, когда магнит перестанет «прилипать» или остужать до этого момента, нагрев сталь чуть выше.
Второй способ проще и имеет ряд преимуществ – сталь меньше коробит, меньше закалочных трещин, не нужно постоянно вынимать заготовку из горна. Такой способ называется закалка с подостуживанием. Раньше применялся очень широко, сейчас, с появлением у кузнецов муфельных печей почти не применяется, как и «закалка на магнит». Причина тут еще в том, что сменившийся технологический уклад открыл доступ к легированным и высоколегироованным сталям. Углеродистые стали в изготовлении ножей почти перестали применяться.
Действительно, зачем термисту греть печь выше положенной температуры, а потом еще «ловить момент» когда можно нагрев печь, запихнуть туда охапку заготовок калить их точно от заданной температуры. Вот так прогресс меняет технологии и приводит к неожиданным результатам. Если кузнец, закаливающий заготовки по одной может «запороть» одну-две-несколько, то при закалке в муфельной печи в брак может пойти вся партия. В то же время, если термист сделал все правильно – вся партия будет нужного качества.
Однако, при малых объемах закалка в горне выгодней – скорость нагрева больше, тратится меньше времени на закалку малой партии или единичного экземпляра. А при закалке легированных сталей закалка с подостуживанием уменьшает коробление и повышает твердость относительно обычной закалки. Она идеально подходит для закалки тонких и длинных предметов. Да и сам процесс гораздо проще выходит. Правда магнит в этом деле нам уже не поможет. Но об этом в следующих статьях.
Показать полностью
11


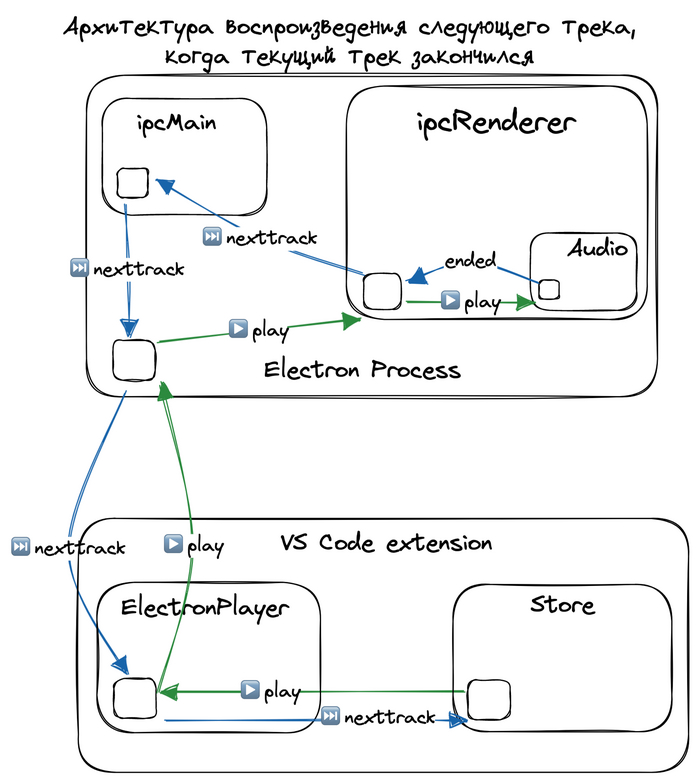
Excalidraw — сервис для рисования диаграмм
На днях узнал о классном сервисе для рисования диаграмм:
В бесплатной версии можно работать лишь на одном холсте, но его можно сохранить локально и таким образом работать над несколькими диаграммами
Доступные разные стили оформления текста, мне очень нравится рукописный
Можно использовать сторонние библиотеки компонентов, например, чтобы рисовать UML диаграммы
Показать полностью
1
О закалке стали 2
То, что закалка изменяет свойства стали не заметить трудно. И в соответствии с житейской логикой, если изменяются одни свойства, то, скорее всего, меняются и другие. Поэтому изменение свойств стали после закалки в головах наших предков значительно расширило свои границы.
Закалка стала обрастать мифами и легендами. Действительно, что мог подумать какой-нибудь солдат из афинского войска глядя на то, что одна рана после пореза заживает быстро, а другая, даже меньшая, гноится и воспаляется?
Если в середине 19 века акушера, профессора Игнаца Филиппа Зиммельвейса «просвещенные европейцы» насильно упекли в психушку и забили там до смерти за то, что он предложил врачам хорошенько мыть руки перед операцией, то что говорить о жителях далеких эпох? Микробы – это точно не про греков.

Приведу немного цитат из седьмой главы ремесленного трактата 12 века под авторством Абу-л-Фазл Хубайши Тифлиси (Персия) «Описание ремесел».
«Закаливание меча. Если кто-либо захочет так закалить клинок, что он будет рубить все что им не ударить и станет очень острым, пусть смешает желчь барана с мочой осла и закаливает в этой смеси клинок. После этого клинок будет рубить все, что не ударить и станет очень опасен».
Все эти заморочки и пляски древних вокруг обычной закалки - только из-за низкого качества стали, ее неоднородности и, зачатую, малого содержания углерода. Что такое углерод и как он влияет на свойства стали старые мастера, конечно, не знали. Однако давали вполне вменяемые рецепты, не понимая основ и механизмов происходящих при этом процессов. Из упомянутой выше книги.
«Превращение мягкого железа в сталь. Если кто-либо захочет превратить мягкое железо в сталь, пусть сначала его расплавит, а когда оно расплавится на огне, смешает корки кислого граната и желтого миробалана и посыплет этим — железо превратится в хорошую сталь».
Здесь вполне внятно описан процесс науглероживания стали, где в качестве карбюризатора использованы корки граната. Как собственно и моча – раствор солей увеличивающих скорость охлаждения закаливаемого изделия.
Жаль только, что железо расплавить в то время было нельзя – технологии не позволяли. Засыпать все в тигель и науглеродить – да, кинуть корки в расплав железа – нет.
Все рецепты мастера тщательно хранили, потому как от этого зависели их заработки и, значит, благосостояние. Пишут, что знаменитый японский мастер Масамуне тут же отрубил руку своему приемному сыну Самонджи, от чего тот умер. Отрубил за то, что Самонджи во время закалки мастером клинка сунул руку в воду, чтобы узнать ее температуру. Еще пишут, Мастер Масамуне был очень добрым человеком.
Еще парочка рецептов от Хубайши Тифлиси, чтобы понять всю глубину тех изысканий.
«Закаливание любого клинка. Если кто захочет так закалить клинок, чтобы место куда он ударил, не заживало бы и превратилось в свищ, пусть смешает кровь собаки, человеческую мочу и сок лука-порея и пропитает этим старых хлопок. Затем накалит на огне клинок, обернет этим влажным хлопком и составит на три дня в горячем навозе. Потом пусть вынет и пользуется».
На первый взгляд кажется бессмыслицей, однако навоз – это очень агрессивная среда, заставляющая сталь усиленно корродировать. В появившиеся микропоры попадает питательная среда из состава обмазки и навоза, в которой активно размножаются патогенные микробы.
Это вам напоминание про «полезность» дола на кухонных ножах или тех охотничьих ножах, которыми время от времени разделывают пищу.
Кстати, рецепт закалки топора для незаживающих ран отличается от рецепта закалки ножа. Разительно. Рецепт закалки острия копья тоже не плох.
«Если кто захочет закалить копье так, чтобы раненый им за час почернел от раны и погиб, пусть возьмет осиные яйца, сожжет их, смешает с кровью осла и все это прокипятит в воде. Потом станет закаливать в этом наконечник». И, конечно, рецепт закалки меча для таких ран совершенно другой.
В книге собрано более десятка рецептов закалки стали. Можно как-нибудь рассмотреть их все и поискать зерна рациональности…
Еще рецепт зонной закалки, но уже не такой старинный как прошлые.
«Как известно, стали можно придать путем особой закалки такую твердость, что она будет резать стекло, подобно алмазу. Но не всем известно, что существует очень простой способ для придания стали такой твердости. Шило, лезвие ножа или другой инструмент накаливаются добела и тотчас же погружаются в обыкновенный сургуч на одну секунду. Эту операцию повторяют беспрерывно, выбирая каждый раз для погружения свежее место в сургуче, до тех пор, пока сталь не остынет и не будет больше входить в сургуч. Тогда процесс закалки считается законченным. Остается снять приставшие частицы сургуча. При употреблении закаленного таким способом острия или лезвия из стали рекомендуется каждый раз смачивать их скипидаром».
Думаю, дефицитный сейчас сургуч можно попробовать заметить парафином, так как температура плавления у них примерно одинаковая около 60 у сургуча и 65 – 80 у парафина. Правда плотность разная.
Современные мастера не отстают от мастеров прошлых веков и придумывают все новые и новые рецепты, для своих дамасков и ламинатов. Эти изыскания оплачивает в конечном итоге покупатель. Покупатель всегда все оплачивает.
Вот, взять к примеру известные и популярные «канатные тесты» на результаты которых покупатель и ориентируется. Он думает, глядя на результат тестов, что купит себе у победителя прочный нож, который не будет тупиться дольше других? А вот фигушки. Давайте разбираться, так как заголовок статьи к этим тестам имеет самое прямое отношение.
Вообще, среднестатистический пользователь почему-то думает, что «канатный тест» придумали мудрые ученые. А это совершенно не так. Ученые, да и известные мастера, как раз предостерегают людей ориентироваться на результаты нарезки канатов. И причин тут даже не одна, а целых две. Серьезных таких причин.
Так как пока никто не взял на себя обязанности летописца истории нашей современной ножевой индустрии, то попробую побыть им немного.
Итак, всего лишь двадцать лет назад никаких таких канатных тестов не было. Мастеровой народ и любители ножей тихо-мирно поживали себе на форумах и неспешно обсуждали всякие пришедшие в голову мысли – свои и коллег. Ножевой мир тихо варился в собственном соку, словно папоротники в болотах девонского периода палеозойской эры.
И тут бац…Нет, не метеорит, а так называемые «дамаско-булатные войны» – первая и вторая. Умолчу пока об их причинах, как и об основных участвующих сторонах, нам главное - результаты этих жестоких сетевых баталий. У каждой войны есть результат, и у этих войн он был, причем довольно значимый.
Во-первых, уютно угнездившуюся на ножевом Олимпе публику из известных мастеров спустили немного пониже - они стали ближе к народу. Во-вторых, в России резко увеличился интерес к булатам, что повлекло за собой появление целой плеяды новых мастеров работающих как с дамаском, так и с булатом.
В-третьих, чувствительный пинок расслабившимся мэтрам заставил их зашевелиться и выдавать на гора уже совершенно другие по качеству и сложности работы.
В общем, ножевой мир всколыхнулся и задумался, а что же мы делаем? Вот тут и возникла идея проверки ножей на качество. Предлагались самые разнообразные варианты от забугорных тестов типа прокатки режущей кромки по латунной трубке (одно время популярный тест), до рубки проволоки и постройки специальных механизмов.
Думали, думали и придумали резать ножом что-то такое, что быстро его затупит. В качестве такого материала был выбран… а вот и не угадали – войлок. Все резали войлок и делились результатами друг с другом. Однако, валенки быстро закончились, да и войлок у энтузиастов часто был не той системы, поэтому народ опять напряг мозги.
В итоге кто-то шибко умный посоветовал канат. Желающие могут покопаться в архивах ножевых форумов и найти точную дату данного события. Предлагаю этот день сделать всенародным праздником и выходным.
Первые публичные тесты прошли в Москве при небольшом скоплении народа. Результаты многих озадачили, так как в тестах участвовали клинки от известных мастеров и они первые места не заняли, как ожидалось. Это был шок. Все чесали репу и тихонько обсуждали случившееся. Мастера искали оправдания, хотя надо было просто забить и послать.
Один публичный тест, другой и тут кое-кто просёк, что это же золотое дно! Нахрена годами набирать авторитет, пробираясь к вершине Олимпа, когда туда можно пройтись прямо по головам наших мэтров ими же любезно подставленными. И люди пошли…
Этот лохотрон выглядел так: собираем кучу ножей известных мастеров и брендов, делаем свой нож для резки канатов - и мы в дамках. Покупатель видит, что наш нож перерезал всех и идет к нам, а вот тут-то мы и продаем ему за дорого (мы же крутые победили мэтров) всякую лабуду.
И ведь прокатывало. Потом, правда, в сети появлялись робкие вопросы купивших такие ножи: «А почему они не режут?». Только кто их слушал?
Мастера – не дураки, эффективных менеджеров раскусили быстро и на такие соревнования тоже стали выставлять свои канаторезательные ножи. Случались и казусы – закаленные до ужаса клинки ломались об мягкий канат. В итоге у нас появился новый вид спорта – резка канатов.
Для победы в нем требуется особый инструмент – специально закаленные ножи. То, что кроме как резать что-то относительно мягкое такими ножами ничего нельзя, это никого не смущало и не смущает – главное победа и имя в первых строчках рейтинга. Чтобы набрать большую твердость не так давно некоторые шли на всякие ухищрения, и даже обрабатывали сталь в жидком азоте.
Маркетинг набирал обороты…
Частенько то, что их ножи участвуют в тестах, мастера даже не знали. Более того: как точили их ножи, у кого взяли, для чего данный нож предназначался никого не волновало – главное чтобы клеймо стояло. Да и о результатах тестов их участники (посредством своих ножей) порой случайно узнавали от клиентов или же еще кого-то.
Как сделать нож-победитель для резки канатов? Не сложно – нужно закалить его на максимально возможную твердость. Желательно если клинок будет из легированной карбидообразующими элементами высокоуглеродистой стали. Угол заточки можно делать большим, так как проверяется не качество реза, а его продолжительность. То, что ножом будет трудно заточить карандаш – не важно: канат-то он будет пилить очень долго.
Если такой нож уронить на бетонный пол, то он, скорее всего, расколется. Но низкая прочность окупается износостойкостью лезвия. В поход такой нож брать тоже не стоит, но кто сейчас в походы ходит? Настоящие такие - дней на несколько в отрыве от цивилизации?
А вот что писал профессор Колчин, советский историк и археолог о том, каким должен быть хороший нож. Ориентируясь на эти упомянутые качества мастера и проигрывали канатные тесты, пока за ум не взялись.
«Переходя к технологии изготовления, определим, каким техническим требованиям должен отвечать нож в эксплуатации. Этих требований три. Первое – максимальная твердость острия лезвия, способная удерживать остроту, второе – вязкость клинка, позволяющая лезвию при изгибах и ударах не ломаться, и третье – возможность восстановления затупленного лезвия».
Получается, что благодаря тестированию на канате у нас в ноже осталось только одно ему нужное требование – максимальная твердость острия». Хорошо это? Нет, конечно, но других ориентиров у покупателей нет. Интересуясь свойствами клинка, покупатель ориентируется только на твердость. Это заставляет изготовителей гнаться за ней, как за убегающим горизонтом и конца этой гонки не видно, потому как окружающая среда все меньше требует от ножа двух следующих качеств: ударной вязкости и способности к быстрой заточке.
Гай Плиний Старший (род в 22-24 году н.э.) «Естественная история…» (1810 г. издания)
«Железные рудокопи находятся почти везде… Разности железа многочисленны… Некоторые земли дают токмо мягкое, к свинцу подходящее железо, другие хрупкое и рудянистое, коего в употреблении на колеса и гвозди избегать должно… (запомните эти слова). Иное скорее ржавеет... Между всеми же имеет преимущество Серическое железо… второе место заслуживает Пароское. Другие виды железа не переделываются в чистую сталь, но получают примесь мягчайшего железа… Тончайшие железные вещи обыкновенно закаливаются в масле, дабы от воды они соделались до хрупкости крепкими».
Заметили, никакой заморочки с закалкой. Закаливали, как и сейчас, обычно или в масле или в воде. И даже древние греки знали, что крепкий нож может быть хрупким, только вот современным покупателям это невдомёк. Или не нужно совсем – ему и так пойдет. Это в прошлом требовались и другие свойства оружия.
Об этом писал в середине 19 века поручик Максимов в своем наставлении «О распознании достоинства холодного оружия».
«…Здешние клинки, не уступая ни в чем знаменитым азиатским. Разве только затейливостью узора, в некоторых, очень важных отношениях имеют большое преимущество, так например гибкость, вязкость и упругость. Обыкновенные качества здешнего оружия, совершенно чужды азиатскому. Все достоинство которого заключается в твердости и красоте узоров.
Но одна чрезмерная твердость клинка, достигающая иногда до того, что искусные бойцы перерубают ими оружейные стволы, в неопытных руках не принесет пользы, даже может быть вредна, ибо при избытке твердости металл может быть хрупок и тогда от случайного удара плашмя клинок разобьется на несколько кусков. Я был свидетелем подобного случая, бывшего в 1846 году в Собственном конвое Его Величества с знаменитою турецкою саблей, принадлежавшей моему товарищу, сыну шамхала Тарковского.
Твердость клинка может быть безусловно полезна в одном только роде холодного оружия в кинжале, но и тут гибкость никогда не будет лишняя».
А вот что пишет о твердости в своей книге «Секреты булата» наш известный мастер-оружейник Л.Б. Архангельский.
«Сама по себе высокая твердость не обеспечивает прочность клинка, ни стойкость его лезвия. (В самом деле, стекло твердое, но из-за полного отсутствия эластичности не прочное, поэтому делать из него сабли и ножи не следует)… Только сочетание твердости и прочности придает лезвию клинка в холодном оружии необходимую стойкость к истиранию и ударам». Кроме того, клинки должны иметь и некоторую упругость».
Были попытки сделать в канатных тестах вторую часть – испытание на излом и ударную вязкость, но, по понятным и описанным выше причинам это не прижилось. Действительно, какая такая ударная вязкость, если мы большей частью режем огурцы и помидоры не выходя из дома? Кстати, помидорный тест тоже есть.
Да стоит открыть любой учебник, как мы прочитаем:
«Предел прочности возрастает одновременно с ростом твердости до 48 – 52HRC, дальнейшее увеличение твердости вызывает резкое падение предела прочности. Это связано с изменением механизма разрушения. На первом этапе роста твердости разрушение вязкое, оно предваряется пластической деформацией, осуществление которой требует затрат энергии; на втором этапе разрушение хрупкое. Твердость режущих инструментов значительно выше 48 - 52HRC, поэтому повышение твердости материала, используемого для изготовления режущего инструмента, всегда сопровождается снижением прочности.
Прочность и ударная вязкость используемого материала должна назначаться из принципа достаточности – не должно быть выкрашивания режущей кромки и, тем более, поломки инструмента».
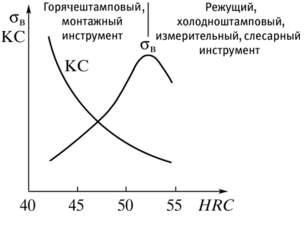
Рис. 1.4. Зависимость предела прочности (ов) и ударной вязкости (КС) от твердости (схема)
«Одновременное повышение и твердости, и прочности для инструментальных материалов реализуется весьма ограниченно. Это может быть достигнуто только для сталей и только до определенного уровня твердости.
Для прочих инструментальных материалов — сталей высокой твердости, твердых сплавов, режущей керамики, СТМ повышение твердости сопровождается снижением прочности. Это связано с изменением механизма разрушения. На первом этапе роста твердости разрушение вязкое, оно предваряется пластической деформацией, осуществление которой требует затрат энергии; на втором этапе разрушение хрупкое.
Зависимость между твердостью и ударной вязкостью принципиально одинакова для всех материалов. Увеличение прочности приводит к снижению ударной вязкости (см. рис. 1.4).
Эти закономерности определяют принцип выбора прочности и ударной вязкости инструментальных материалов. Эти характеристики должны назначаться из принципа достаточности — необходимо предотвратить локальное (например, сколы режущей кромки) и, тем более, полное разрушение инструмента (поломка)».
«Трещиностойкость характеризует способность материала сохранять свою работоспособность (не разрушаться) при наличии трещины. Чем выше твердость инструментального материала, тем меньше его трещиностойкость».
Так зачем клинку нужна твердость?
При резании режущая кромка ножа в результате работы подвергается истиранию и абразивному износу. Абразивный износ измеряется объемом V материала сошлифованного с единицы поверхности данным абразивом за единицу времени в данных условиях.
Существует определенная связь между износом V и микротвердостью H материала. Износ хрупких материалов, (а закаленная кромка ножа особенно для соревнований по резке каната материал хрупкий), обратно пропорционален квадрату их твердости.
То есть, износ тем меньше, чем больше твердость. А это значит, что закаленным на большую твердость клинком можно сделать больше резов.
Вот только износостойкость не всегда польза. Затачивание основано на износе кромки до нужной толщины под влиянием абразива. Если кромка тверже абразива – заточить нельзя. Чем тверже нож – тем дороже абразив и дольше заточка. Как и чем затачивать твердый нож в полевых условиях? Да даже дома не все это смогут сделать сами.
Получается, что продолжи мы канатный тест во времени используя заточку по ходу испытаний, совсем не факт что выиграет тот нож, который победил на первом этапе. Пока его заточат, менее твердый успеет не только восстановить кромку, но и сделать некоторое количество резов. И чем дольше будут продолжаться соревнования, тем меньше шансов будет у твердых ножей – с каждым разом его правка будет занимать все больше времени. И в итоге нож придется нести в мастерскую, а более мягкий в это время будет продолжать резать.
Если бы гонки «Формулы-1» продолжались до первой заправки или первой смены колес, они точь в точь походили бы на тесты по резке каната. И в итоге мы увидели бы на трассе не привычные мощные болиды, а легкие шаткие трехколесные конструкции на велосипедных шинах. Вот в эту сторону пока и движется наша ножевая индустрия.
Как можно графически представить совокупные свойства ножа в зависимости от трех предъявляемых к нему требованиям?
Твердость – Т, затачиваемость – З и прочность – П, примем площадь круга и как нибудь оценим - дадим на каждое свойство пять единиц. В итоге сбалансированный по свойствам нож у нас будет иметь 15 единиц этих свойств.
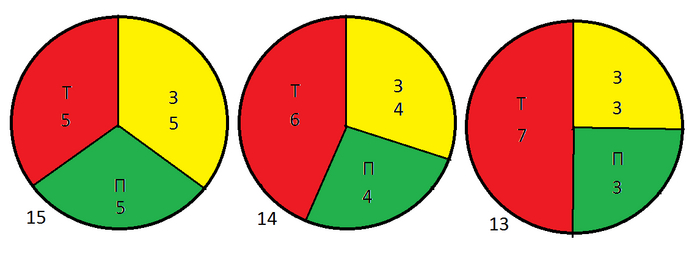
Увеличим твердость ножа. Увеличить можно только за счет других своств. Поэтому добавляя единицу к твердости мы по единице отнимем у прочности и затачиваемости. В итоге получим в ноже уже не 15, а 14 единиц своств.
Добавив еще единицу твердости, получим только 13 единиц общих свойств. Вообще-то давно пора было открыть закон сохранения свойств, так как свойства стали есть по сути энергия удерживающая структуры в стабильном состоянии. И выглядеть наша секторная диаграмма свойств должна так:

А дальше последует самое сложное и самое интересное: научно-практическая часть. В которой попробую на пальцах объяснить то, что нарисовано в этом, как многим кажется, кошмаре:
Показать полностью
7
Запретная статистика
Наркотики убивают и делают из человека зверя.
Но я нарыл забавный факт))))
Для начала:
В tg есть ребята,
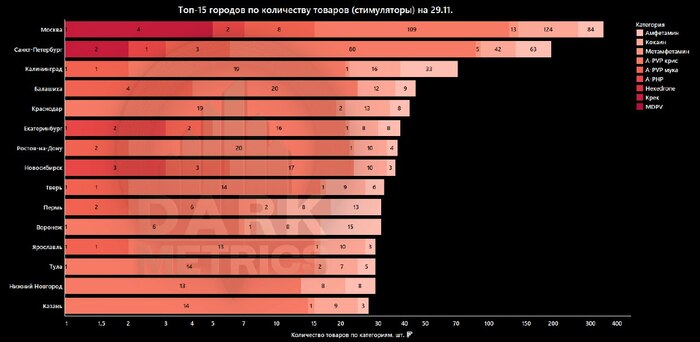
которые собирают, анализируют и публикуют информацию о распространии отравы по России.
Ниже диаграмма, показывающая "что в каком городе продаётся" - это результат анализа крупного торч-маркетплейса.
Общая тенденция по распределению товаров - чем дальше от столиц, тем меньше кокаина и больше злейших синтетических ядов.
Но выбивается Воронеж - намного больше предложение кокаина и амфетамина.
Потому что Воронеж - хер догонишь. Фьють-ха!


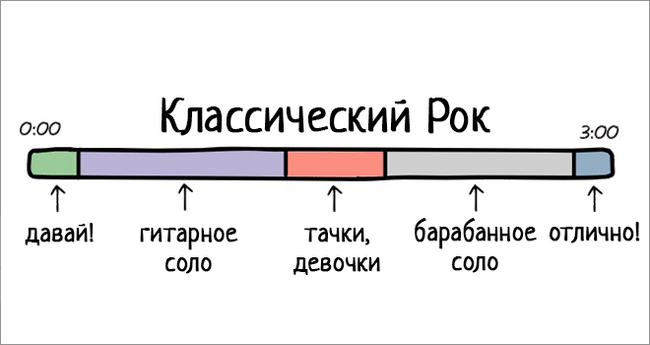
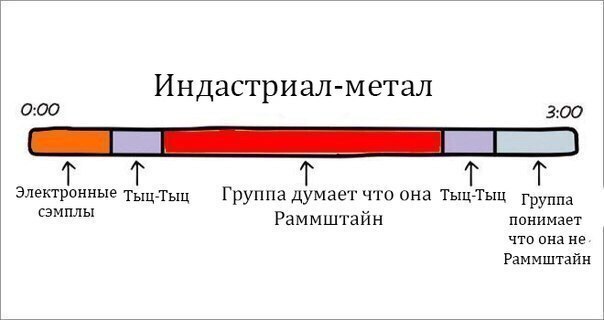
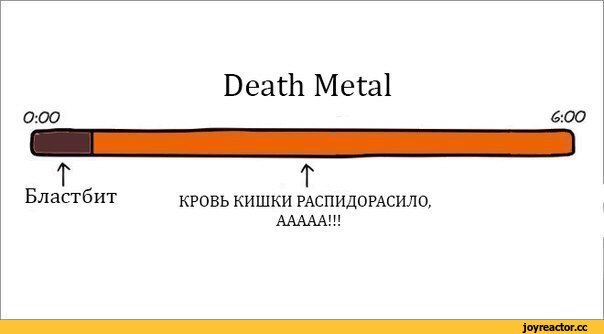
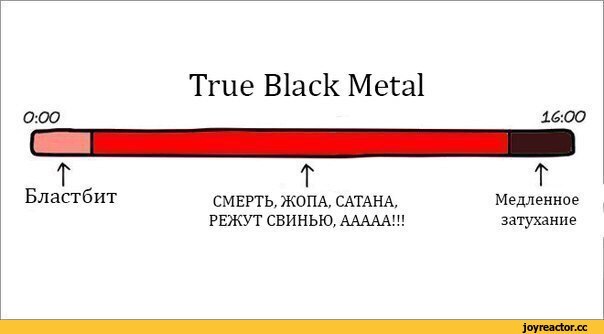
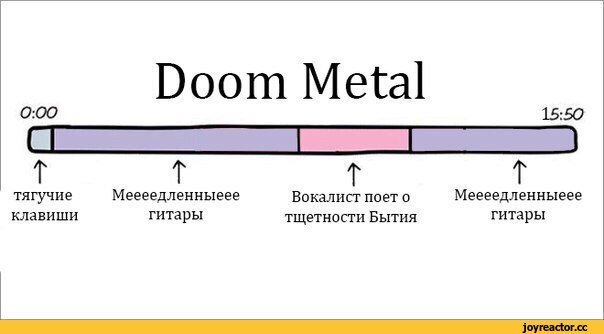
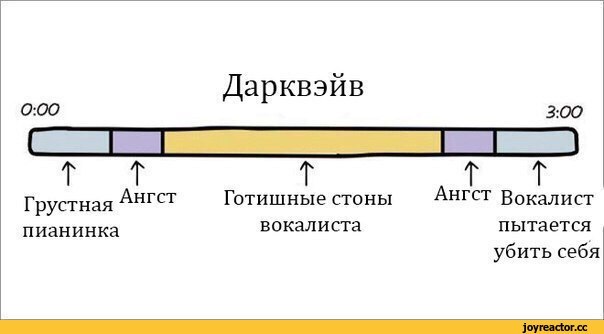
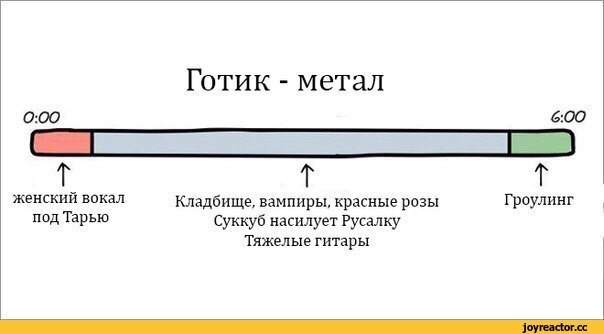
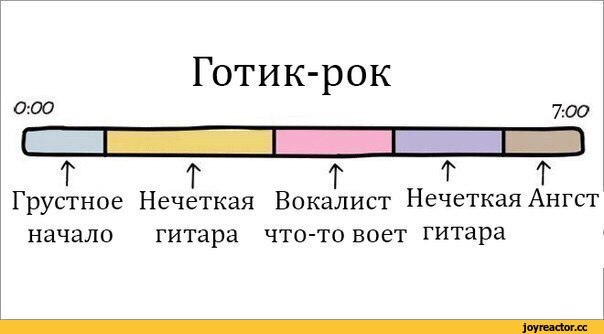
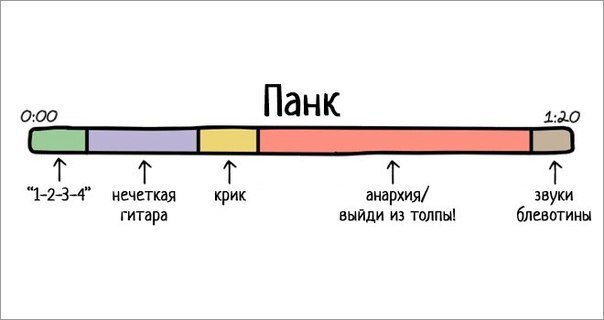
Жанры рок музыки

Показать полностью
9