


В чем надежность такого типа соединения?

Показать полностью
1
На 102 году жизни скончался выдающийся ученый Борис Патон.
Металлург, инженер, изобретатель, ученый, преподаватель. Первый награжденный званием Героя Украины. Академик. Гений. Легенда. Есть много слов, которыми можно описать Бориса Евгеньевича Патона. Однако нет таких слов, которые в полной мере могли бы раскрыть масштаб его личности.
Герой Украины Борис Патон с 1962 до 2020 года возглавлял Национальную академию наук Украины.
Сегодня речь пойдет о распространенной в моем деле стали 09Г2С.
Сталь 09г2с относится к низколегированным сталям, общее количество легирующих добавок в которых не превышает 2,5% (в отличие от высоколегированных, где этот показатель - свыше 10%). Заменить сталь 09г2с можно следующими марками: 09г2, 09г2дт, 09г2т,10г2с, а также 19Мn-6.
Из нее изготавливаются элементы и детали сварных металлических конструкций, которые могут работать при температурах от -70 °С до +450°С. Используется 09г2с лист и для производства листовых конструкций в нефтяной и химической промышленности, судостроении и машиностроении.
Вроде бы обычная конструкционная сталь... Но не все так просто... Впервые в своей карьере со сложностями сварки данной стали столкнулся через полтора-два года работы в монтаже. А проблемы возникли из-за банального нарушения технологии.
Была замена днища в колонне нефтехимической и умельцы в -25 без всякого подогрева сварили... Ага вроде все гуд, но на третий день пошли трещины..
Подогрев? Не не слышали....
Так вот, как многим известно, а кому то не очень, данная сталь без подогрева до 100-120 градусов Цельсия сваривается при температуре не ниже -20 градусов, того же Цельсия. Иначе, с вероятностью в 99% она у вас будет трещать...
Ещё одна причина подогрева и последующей термообработки, это среда и остаточные напряжения после сварки ( не только стали 09г2с, но и даже ст20).
Надо понимать зачем нужна эта обработка. А действительно, нафига?
Стали данной группы при агрессивных средах термообрабатываются для измельчения зерна. Тоесть измельчая зерно мы выжигаем вредные примеси из структуры и укрепляем связи между зёрнами, а также снимаем остаточные напряжения после сварки. Это приводит к тому, что улучшаются физические свойства стали, она становится более пластична и менее склонна к образованию и распространению холодных трещин. И тут больше важна термообработка зоны термического влияния, чем самого стыка. Хотя стык тоже играет не маловажную роль.
Как проверить сделана ли термообработка на данной стали? Из доступных и реальных способов, макро и микро шлиф, травление оных и сразу видно будет структуру.
Была в практики забавная история, институт заложил в проекте замеры твердости на 09г2с... И как заложил, предел был 22 HRC (229HB). Зная, что твердость 09г2с в любом состоянии ~115 HB, за проверку качества термообработки я совсем не переживал. Даже когда я, в качестве главного сварщика, сидел с директором на оперативке у боссов красно белого нефтяного гиганта и они кричали, что мы выйдем с твердомером завтра, а работы на 30% было не сделано, я не переживал))) И ведь вышел товарищ, мы с ним встретились, постояли поговорили, он спросил знаю ли я про твердость, я сказал что знаю) И разошлись)))
Что касается снятия напряжений после сварки путем термообработки данной стали. Это очень полезная процедура для замыкающих стыков. Замыкающий стык, например на п-образном трубном компенсаторе вот таком:

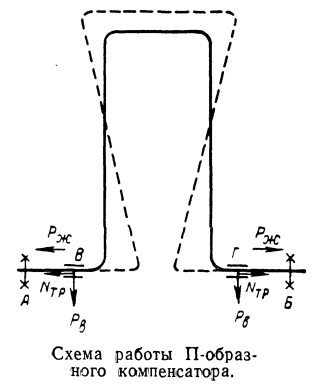
Сваривается как правило с натягом, на нем и так есть напряжения натяга, а если ещё и не убирать сварочные напряжения могут возникать те же проблемы.... Трещины..
Так что вот такая сталь ребята.. вроде все просто, свариваем электродами э50а и не жужжим, а нет есть свои тонкости.
Всем кто дочитал надеюсь будет полезно, спасибо всем подписчикам, коих уже 748 человек, рад что хоть кому то интересна данная тема!!! До новых встреч!)
Продолжим господа.
В предыдущей серии https://pikabu.ru/story/kak_dobyivaetsya_opyit_nachalo_67070...
а в этой части вы узнаете...
Чтож, я оказался в довольно крупной организации на должности инженера по сварке! Юхууу.
счастье то какое. Рисуя схемы и прочую документацию, меня стали привлекать все больше к дефектоскопистам. А именно, в периоды отпусков оных, меня нагружали быть помощником дефектоскописта, меня это сильно не парило, мне нравилось что-то новое, да и сидеть сутками с документами порядком надоедало. Денег мне хватало. Хотя иногда посещали мысли о том, что нафиг мне это всё? Хотел идти в торговлю, но видимо не судьба.
Прошел год или чуть больше с момента моего поступления на работу, очередной большой остановочный ремонт на одном из нефтехимических заводов надвигался. И мой на тот момент уже коллега, хороший знакомый старший инженер решил уйти в очередной отпуск, причем на 28 дней по полной. К слову сказать технологические карты на сварку я ещё писать не умел, да и НАКС не сделали мне. Этим занимались только начальник и старший. Ну чтож пошел и пошел, график утвержден у человека путевки и инженер покидает нас уезжая в теплые края.. Мы с начальником тащим ремонт, он свою работу делает, я свою.
К слрву кто не знает остановочные ремонты длятся не долго, 2-3 недели. В это время меняют все что было в отбраковке на годное и документы желательно сделать до последнего дня.
Так вот. Остаётся неделя, полторы, до конца, самый разгар, как мой начальник спокойной просит меня зайти к нему. И тут начинается:
- borodulis, мне тут работу другую предложили в городе Н, я увольняюсь через 3 дня, заявление давно написал. Там по ремонту все в порядке, закончишь сам, справишься, я в тебя верю.
я наверное выглядел вот так:

Не ну нормально, я тут без году неделя, а на меня вешают туеву хучу обязанностей.
Видя мой ступор он добавил:
- тех.карты все написаны, подписаны, остальное ты знаешь.
Сходили к главному инженеру, вопрос у него был один: Потянешь?
Ну я возьми и ляпни: Конечно!
И вот через 3 дня начался Ад! АД! Адищееее.
Как оказалось в доп. работах вылезли ещё парочка аппаратов на ремонт. А? Что? Тех.карты? Как? Серьезно... Взял из архива подобные, нашел согласованные ииии... Неделю писал... Ну как неделю, 3 дня. При том ещё параллельно рисуя схемы, делая первичную исполнительную документацию, состыковывая дефектоскопистов с заявками, отслеживая все заключения, брак, не брак надо сообщить, потом ещё термообработка вылезла... Спасибо главный инженер помог и ПТО (производственно-технический отдел).. в общем ремонт мы осилили.. переработки у меня было... Часов по 11 впахивать приходилось. И да под конец ремонта, дня за 2 инженер старший вышел, тоже помог. В общем решил я расслабиться..
Но беда не приходит одна..
Ну вот опять длинно получилось.. Продолжу позже. А сейчас спать, завтра на работу!
Работаю я, как поняли мои подписчики и все кто меня читал, в сфере монтажа трубопроводов и металлоконструкций. В данной отрасли уже лет 10. И вот решил я поделиться своими воспоминаниями, о том как опыт зарабатывал. Успел я побывать и начальником Лаборатории, и главным сварщиком, и кем только не был. Тем более сейчас приходит большое количество студентов на работу и хотят все, и сразу.
Чтож приступим.
Как пелось в одной известной песне: "Я вам не скажу за всю Одессу...". Да и не из Одессы я. У каждого своя дорога в этой жизни, моя была таковой..
Шел 2009 год. Не был я никогда отличником в учебе и так сложилась жизнь, что после очередного академического отпуска в институте, в армию меня не взяли по причине здоровья, я перешёл на заочку и начал искать работу. В ту пору кем я хочу быть, как зарабатывать я ещё не определился. А учился я на инженера технолога по сварке. Решил искать по профилю, пусть неоконченная, но вышка была, и немного знакомых тоже было в данной сфере. В нашем городе монтажные организации были всегда в почёте. И мой отец и ещё парочка моих и его знакомых посоветовали одну организацию. Суть была проста, в сварочную лабораторию (лаборатория неразрушающего контроля + отдел главного сварщика) требовался инженер по сварке для заполнения документации, рисованию схем и обработки заявок на контроль. Собеседование с начальником прошло быстро.
- Чертежи читать умеешь? А чертить? На кого учишься?
На первые два ответ да, на второй выше описано. И всё. Далее мед комиссия. Вуаля и я инженер по сварке с зарплатой... Минимальной конечно! Взяли на 2 месяца попробовать меня, завал у них был полный по документам. Журналы сварочных работ неписаные, изометрические схемы не рисованные... Получил я пропуск на завод, где наша организация строила химическую установку, и понеслась. Первый месяца я бегал с чертежами по установке и рисовал изометрические схемы. Периодически задерживаясь в офисе для переноски моих каракуль в чистовой, читабельный вид. Шефство надо мной взяли зам начальника, женщина с большим опытом такой работы, и старший инженер с не менее (если не более) обширным опытом. Спустя месяц, мне доверили заполнять журналы сварочных работ. И вот тогда я познакомился с дефектоскопией. В организации работали 6 дефектоскопистов. В общем следил я что бы все стыки были с контролем и годные, в журнал же заносить надо. Но стройка подходила к концу, объем падал и я становился не совсем уместен. Но мне повезло, зам начальника нашла себе более высокооплачиваемое место работы и начала увольняться. А меня взяли официально в штат и посадили делать ее работу и добавили аж 5 тысяч к зарплате. И вот тут ничего не предвещало беды, и я наивный мальчик согласился.. эээх если бы я знал сколько будет головной боли, я бы на 5 тысяч не согласился... Но что сделано то сделано! И вот я перспективный инженер по сварке начинаю...да охреневать я начинаю от объема работы. За последующие 2 месяца я не вылажу с работу. Не помню точно, но все что строилось 2 года я пролез и зарисовал почти всё.. номерация стыков, размеры и да, это ещё и оформить надо в божеский вид. И тогда я думал: Да нахер мне все это надо! и помру я на этой работе! Как оказалось далее, это были всего лишь цветочки...
Длинновато получилось, продолжу в следующий раз. Спать пора завтра на работу!)
Вечер добрый!
В комментариях к предыдущему посту было много вопросов, а именно "что не так?" и "где непровар поясни".
Пилю небольшое, но наглядное пояснение.
Сварные соединения технологических трубопроводов свариваемых по ГОСТ 32569-2013, отнесенные к первой категории, высокому давлению да и к остальным категориям, кроме 5 (она не контролируется рентгеном и узк). Непровары не допускаются. Где-то совсем, где-то немножко.
Так вот непровар, что это?
это банальное несплавление кромок трубы с внутренней стороны (если он конечно не межваликовый). Берём самое распространенное соединение по ГОСТ 16937-80- С17
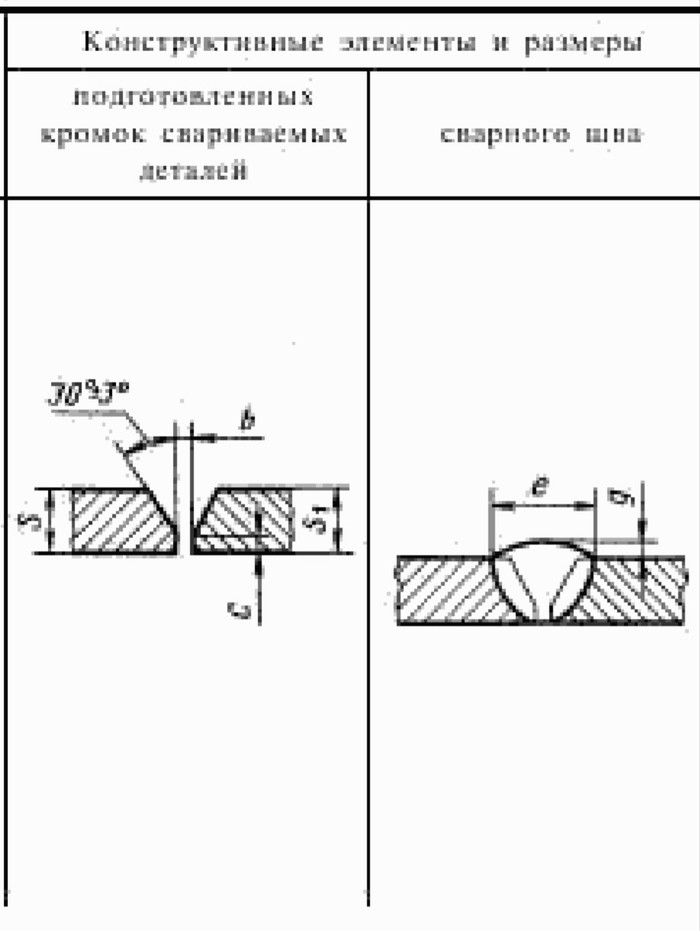
На правом рисунке видим, что снизу нет разрывов и все должно быть сварено цельно, как вот тут ниже на фото

Но бывает, этот обратный валик не такой уж и цельный..и тут появляется непровар...

А как же на пленке то его увидеть? А? Ниже смотрим картинку
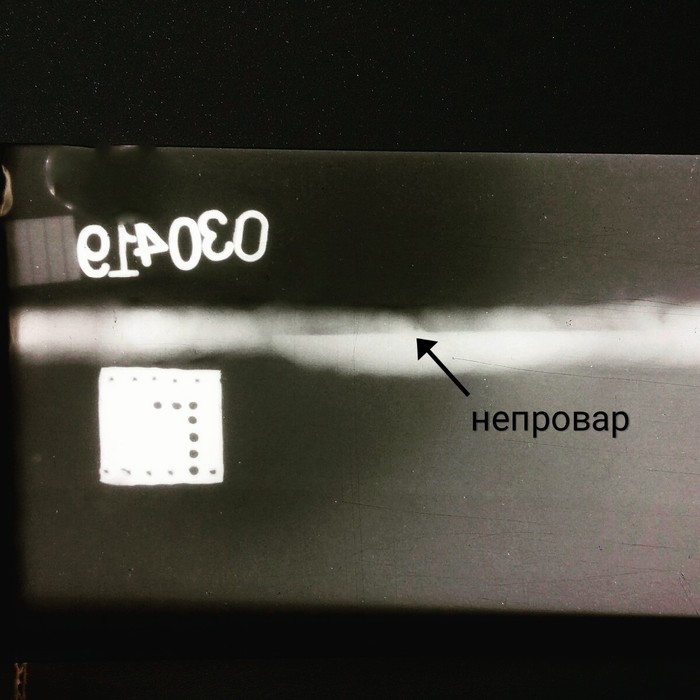
Вот он коварный (снимок не со стыка сверху). Эта темная, четкая полоса на светлом теле шва и обозначает непровар (несплавление кромок или кромки)...
Вообще в стыках много всякого брака можно встретить.. например поры.. вот они на фото снизу

Все увидели???))))
Кому интересно, позже про поры поговорим и про шлак, и про подрезы.
Если хотите конечно.



