


Паутина

Паук, паутина, сварка, хобби, полуавтомат
Показать полностью
1
Паук, паутина, сварка, хобби, полуавтомат
Вы у меня не спрашивали как делаются миникалитки. Так вот я покажу.
Нарезаем.

Выставим диагональ.

Свариваем.

Зачищаем.

Укрепляем.

Спасибо за внимание. Я скоро вернусь с ещё информацией о которой меня не просили)
Кому-то все эти статьи кажутся бессмысленными, потому что «Алиэкспресс», как взорвавшаяся в старой и пыльной галактике сверхновая, осветил нам путь в будущее. В общем, «на Али» как в Греции, есть всё. Или почти все. Упомянул Грецию и сразу подумал, что цитату из Чехова «В Греции есть всё» не многие помнят. Это к тому, что без лирики эта статья не обойдется.
А если, вдруг, понадобилась пружинка специфической формы и размера? Где взять? Обычно идут в магазин или ищут в Интернете. А если понадобилась срочно? А вот тут нужно иметь хотя бы минимальные знания по термической обработке и закалке-отпуску в частности.
Есть много специалистов, которые в домашних условиях наловчились перевивать магазинные и вить нужные по размеру (и жесткости) пружины. Действительно, сколько раз я расковыривал какой-нибудь шампунь с дозатором, чтобы вытащить оттуда пружину и перевив, тут же закалить ее на газовой конфорке. Да, временная, конечно, замена, но отыскав нужную проволоку, потом можно сделать что-то и понадежнее.
Приходилось мне перекаливать и подсевшие заводские ружейные пружины, да мало ли когда пригодятся знания по термической обработке… Сделать и закалить шило, резец, рыболовные крючки, кстати, раньше крючки часто перекаливали: то перекал с завода – ломаются, то недокал –разгибаются. Купят сотню на донки или перемет и всю партию в перекалку. А где перекаливали? Да в гараже на паяльной лампе или на кухне на газу.
Сейчас такое «непотребство» стали забывать – проще новое купить, а старое выкинуть. Сменился технологический уклад. Это произошло как-то не слишком заметно для тех, кто в мегаполисах живет, а вот кто в деревнях или небольших городах - прочувствовали это сразу. Сварочники разных видов, пилы, точила, станки по дереву и металлу, гриндеры, болгарки и всевозможные насадки к ним появились сразу и у всех. Вчера еще рубили ленту на пилу-лучкову, а сегодня уже мощный электролобзик фигурно режет твердую древесину.

Самодельный сварочный аппарат.
Теперь даже по дереву не часто вырезают руками, а покупают станок ЧПУ, который выпиливает почти любой рисунок.

Уже не надо идти к знакомому мужику в гараж, что-то выточить на его точиле. А помнится не так и давно точила делали сами, как и сварочные аппараты. Я сам как-то делал, а один такой самодельный работает у меня до сих пор. Тянет даже четверку-электрод.
А если у кого была наковальня и горн, то он мог почувствовать себя в шкуре настоящего деревенского кузнеца.
Тащили в кузницу все – от сломанных шумовок, до перил и оград. По этой причине деревенский кузнец был специалистом широчайшего профиля и делал очень многое от лужения кастрюль и ковки кочедыков, до починки часов. Один такой гад, починил трофейные старинные настенные часы, привезенные дедом из Германии в сорок пятом. Часы пошли, но завод уменьшился основательно – отрубил деревенский кузнец часть пружины на свои кузнечные нужды.
Но не всякий деревенский кузнец мог подковать лошадь – тут совсем другая специализация и подход. Да и закаливать подковы не нужно – смысла нет.
Жизнь идет вперед, быстро меняя свой вид. Уходят в прошлое старые технологии не оставляя следа. Вот, например, так называемая «дулька» на ноже. Откуда она взялась? Нет, это не для удобства заточки – это след технологии изготовления. Или «чо» («чойл») на кукри – тоже след старинной техны. Она забыта, а традиция делать – осталась, как и в случае с «дулькой». Нам конечно "знатоки" расскажут, что альтруист-кузнец, озаботившись удобством пользователя своей продукции решил как-то отметить зону заточки. А что, годная версия - тот кто покупает ножи тупой и слепой обычно, не видит где и откуда точить. Кстати, это выемка иногда очень мешает - цепляется за нее все, но делают иногда. Традиция. А может она клинок укрепляет? Подумайте на досуге.

В общем, реальность из неспешной, когда для звонка в другой город нужно было идти на почту заказывать разговор, чтобы в определенный день, человек в другом городе пришел на свою почту там, и вы смогли пару минут поболтать о жизни, растворилась во времени. В нашу жизнь ворвался агрессивный маркетинг в прямом смысле этого слова.
Слова «продать» и «купить» стали самыми популярными. Забейте в поиск – проверьте. Со сменой уклада на нас обрушилась и масса информации. Теперь не нужно идти к какому-нибудь мастеру и спрашивать, как он что-то делает. Сейчас можно почитать статью на каком-нибудь сайте и сделать все самому. И все бы хорошо, вот только информация часто очень сильно искажена, потому как сайты порой наполняются «контентом от фрилансеров». Очень хорошо знаю парочку таких. Работать их на этом поприще жизнь заставила. Кстати, вот вам совет от одного из них, если и вы захотите влезть в эту шкуру.
«Не вкладывай душу, иначе быстро сгоришь».
Это - если хочешь стать настоящим профессионалом и писать быстро и много, надо писать «на отвяжись». И писали они статьи на разные темы, от починки и обустройства канализации, от приготовления изысканных блюд, до советов влюбленным.
Понимаете, какого качества эти статьи? А тысячи таких висят где-то на сайтах, так как были приняты заказчиком и оплачены. А теперь читаются и откладываются в мозгах заглянувших. А потом эти читатели, впитав в себя ересь про утерянные секреты булата, до хрипоты мне доказывают, что булат «рубил камни и самозатачивался от крови врага». Кстати, это цитата с такого сайта.
Более того, многие читатели перестали читать длинные статьи – сил, наверное, нет. Надеюсь, до этих строк добрались не все и остались только самые терпеливые – вредный я.
Итак, перехожу к теме закалки.
Давайте пофантазируем и представим себя не в роли упомянутого деревенского кузнеца. А в роли прошаренного современного исследователя-металлурга, способного в своей лаборатории создать по желанию любую сталь.
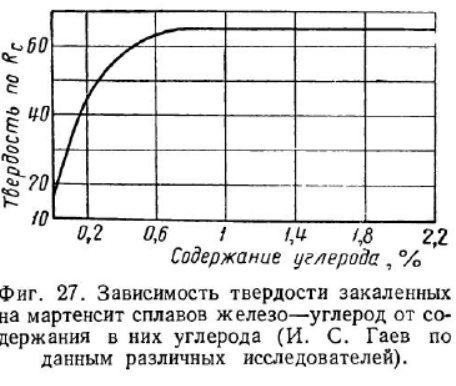
Берем чистое железо и начинаем постепенно добавлять в него углерод – 0,1%, 0,2%, 0,3% - и проверять сталь на закаливаемость. Вот, дошли до 0,35 или даже 0,4% углерода. Если до этого момента никаких особо заметных изменений не происходило, то при 0,4% С сталь после закалки вдруг стала гораздо крепче и тверже. Что случилось, если углерод до этого момента тоже в железе присутствовал?
Помните из прошлой статьи доэвтектоидные стали и почему они так называются? В стали «не хватает» углерода, и чтобы наш застывший раствор получился без мягких комков его надо хорошо перемешать перед этим. Что делает строитель, если в смеси мало цемента? Он тщательно ее перемешивает, до тех пор, пока все частички песка не будут связаны частичками цемента. Только в этом случае застывший бетон получится крепким и однородным.
Броуновское движение помните со школы? А диффузию? В нашем случае диффузия – это проникновение атомов одного элемента в кристаллическую решетку другого. Чем выше температура, тем быстрее работает углеродомешалка – диффузия. Диффузия нам заменяет бетономешалку. Чем быстрее ее обороты, тем меньше времени уйдет на создание качественной смеси-раствора.
Как вы помните, перемешивание или образование раствора в углеродистой стали начинается при 727 градусах. Если очень долго ждать, то когда-нибудь, в теории, мы и получим этот качественный раствор, но это не точно. Поэтому чтобы процесс создания раствора шел быстрее, нужно, как вы понимаете, поднять температуру.
Раствор – это в прямом смысле раствор. Раствор углерода в раскаленном железе называется аустенитом. Могли бы назвать и просто – горячим раствором, но тут дело в том, что при определенных условиях этот горячий раствор может сохраняться в холодном виде. Тут у нас оксюморон получается, поэтому такой горяче-холодный раствор назвали остаточным аустенитом.
Пусть вас не пугает название аустенит. Раствор углерода в горячем железе назвали по фамилии англичанина его описавшего У.Робертса-Остина (W.Roberts-Austen). Если бы эту структурную составляющую сталей открыл бы Иванов, раствор назвали бы, наверное, иванитом. Ведь холодный пересыщенный раствор углерода в железе мартенсит назвали в честь немца Адольфа Мартенса, поэтому ничего такого особо умного в этих словах нет. Нам главное помнить, что есть горячий раствор и холодный раствор. И чтобы получить нужный нам очень твердый холодный, необходимо хорошо перемешать углерод в горячем. Вот это и есть вся основная «тайна» закалки любых, повторяюсь – любых сталей. Конечно тех, где есть углерод в достаточном количестве.
Как примерно определить сколько его в углеродистой стали я писал в прошлой статье.
То есть, чтобы закалить нашу сталь с 0,4 углерода, надо ее основательно прогреть, чтобы углерод и феррит растворились в горячем железе (аустените) полностью и равномерно. Поэтому, температура закалки доэвтектоидных сталей («с нехваткой углерода»), немного выше, чем температура закалки заэвтектоидных («с избытком углерода»).
Теперь сварим сталь с углеродом 0,6%. Как вы уже поняли, температура закалки этой стали будет немного ниже, чем стали с 0,4% С – диффузию-углеродомешалку, сильно зависящую от температуры уже не нужно включать на такую высокую мощность.
Сталь с 0,8% С потребует для закалки еще меньшей температуры нагрева – углерода больше, «перемешивать» его особо тщательно уже не нужно. Это хорошо видно на схеме закалочных температур. Берем температуру в 727 градусов, при которой начинает появляться раствор, чтобы долго не ждать добавляем 50 градусов сверху и получаем температуру закалки У8 – 760-780 градусов. Но эта схема работает только для сталей с избытком углерода, доэвтектоидные стали надо греть немного выше – углерода мало.
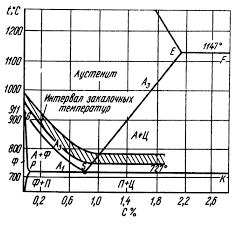
В сталях с избытком углерода его так много, что он выделяется в виде комков-карбидов. Чем карбидов больше, тем до более высоких температур надо греть сталь, чтобы их растворить полностью. (Большой кусок сахара будет растворяться в чае дольше, чем ложка сахарного песка такой же массы). Однако, углерода и так хватает, поэтому карбиды не растворяют полностью, чем еще больше упрочняют сталь после закалки, потому что карбиды самая твердая фаза в стали. Гораздо тверже мартенсита – пресыщенного холодного раствора, который и получается после закалки. (Твердость мартенсита 650-750 Нв, а твердость карбидов около 800 Нв).
Более того, чем больше углерода в таком растворе, тем он тверже. Поэтому твердость заэвтетоидных углеродистых сталей больше твердости доэвтектоидных сталей. Про точку «S» я писал в прошлой статье.
Почему так? Да совсем просто.
Как-то видел один короткий смешной советский мультфильм, очень точно иллюстрирующий процессы, происходящие в стали во время закалки. Вы его легко найдете по запросу в Сети «советский мультфильм автобус».
На остановке стоит большая толпа народа. Подъезжает маленький автобус и часть людей впихивается в салон.
- Все влезли? – спрашивает водитель.
- Нет! – орут с остановки в ответ.
Водитель передвигает специальный рычаг и автобус немного растягивается в длину.
- Все влезли?
- Нет!
Рычаг переводится еще на одно деление вниз и автобус еще удлиняется.
- Все?
- Нет!
Водитель давит рычаг в пол и автобус становится похож на длинную колбасу.
- Все?
- Все!
- Поехали, - водитель возвращает рычаг в исходное и автобус сжимается в первоначальный вид.

В общем, в салоне стало очень много твердых, немного искаженных и деформированных пассажиров. Точно так же происходит и в стали.

В раскаленном состоянии железо способно растворять углерод, а в холодном – нет. Вспомните наш солевой раствор. Кстати, для лучшей аналогии тут посоветовали соль заменить на сахар – так будет точнее. Я не против.
Напихав в кристаллическую решетку железа много атомов углерода, мы резко охлаждаем сталь, чтобы углерод не успел выделиться из раствора как тот сахар (или пассажиры не успели выскочить из сжимающегося мультяшного автобуса). Кристаллическая решетка железа, из-за того, что углерод не может в ней раствориться но и не может выделиться, искажается очень сильно и в стали образуется уже известный нам мартенсит – пресыщенный твердый раствор углерода в железе. Понимаете, почему пресыщенный? Углерод должен был «выпасть в осадок» в виде карбидов или в виде цементита в перлите, но не успел.
Чтобы углерод не успел выделиться, нужна очень большая скорость охлаждения горячего раствора (аустенита). Чем она выше – тем больше углерода останется в холодном железе, тем больше будет искажена кристаллическая решетка, тем тверже станет мартенсит.
По этой причине, закалить раскаленную саблю размахивая ей в воздухе, пусть и на скаку, можно только на очень небольшую твердость. Но по причине того, что сталь раньше часто была хладноломкой, сабли на высокую твердость и не закаливали – поломаются.
Были, конечно, всякие экземпляры, но хорошие и стоили дорого, да и писал я уже об этом.
Короче, моча для получения высокой твердости, как закалочная среда, гораздо лучше горного воздуха. И свет луны тут как бы и ни при чем, а вот слезы девственницы, если горючие и соленые, очень даже подойдут.
Надеюсь, я понятно описал причину, по которой мы вообще нагреваем сталь под закалку. И на этом можно было бы остановиться, если бы не легирующие элементы. Продолжим моделировать нашу фантазийную сталь в следующей статье, а пока разберемся, как определить температуру закалки углеродистых сталей.
Наверное, вам надоели эти унылые черно-белые схемы, поэтому нарисую свою, яркую и веселую. Начну, с модных в нынешнее время всяких там красных линий. Но мелочиться не буду - сделаю красные линии широкими и разных оттенков. (Может в этом и все дело?)
Поначалу я хотел добавить в схему и синих тонов, но это потом сможет сделать каждый, когда дойдем до отпуска. А пока и красного хватит, тем более что некоторые красные линии я буду чертить зеленым цветом.
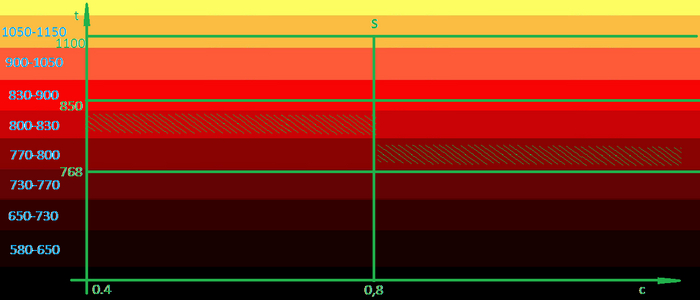
Первая красная-зеленая линия это линия равная температуре 1100 градусов. Температура взята произвольно, но желательно не нагревать выше неё любую сталь: углеродистую, легированную, нержавеющую. Поэтому эта зеленая линия и красная.
Следующая линия – это линия S. Слева от которой лежат стали доэвтектоидные, справа – эвтектоидные - больше она ничего и не обозначает.
Еще одна очень нужная и интересная – линия равная температуре 768 градусов. Это выше температуры, при которой начинается образовываться наш горячий раствор, поэтому при такой температуре можно как-то закалить все углеродистые стали от 0,35-0,4% углерода. А углеродистые стали от 0,8% будут уже прекрасно закаливаться. Зеленая линия в 850 градусов будет красной для всех углеродистых сталей, как доэвтектоидных с нехваткой углерода, так и заэвтектоидных с его избытком. Можно нагреть и выше, но не нужно – ни к чему.
Почему 768 и как определить эту температуру? Можно по цвету каления – на глаз. Сталь цвета спелой вишни будет соответствовать этому нагреву. Цвет спелой вишни… как лирично. Так и просится сюда хокку:
Все холоднее,
Только никак не остыть
Гроздьям рябины.

Определите температуру каления стали по цвету ягод.
Кстати, цвет заходящего солнца у горизонта соответствует примерно 850-900 градусам нагрева стали, поэтому оно у нас и остывающее после раскаленного желтого. Но это не точно, проверяйте сами.
Вообще, определять температуру визуально нужно в полумраке. На ярком свету всегда будет перегрев.
Второй, более надежный способ определения этой температуры – магнит. Выше 768 градусов железо не магнитно. На диаграмме железо-углерод вы найдете эту линию слева в углу. Она там хоть и короткая, но после нагрева выше 768 градусов немагнитны все стали и доэвтектоидные и заэвтектоидные. Только, вот, речь пока идет об углеродистых сталях. В легирующих - своя особенность, с помощью которой их легко можно определить с помощью магнита, потому что наш горячий раствор углерода в железе – аустенит - тоже немагнитен.
Хоть фото ниже и не передает точно цвета, но принцип понятен: при одном нагреве магнит притягивается к напильнику, а при другом – большем – нет.


Углеродка самая простая в закалке сталь. Алгоритм действий здесь прост.
Определяем по искре количество углерода с помощью маркеров или просто на глаз. Если это сталь доэвтектоидная (меньше 0,8%С) Нагреваем сталь до момента, когда магнит перестанет к ней притягивается. Запоминаем цвет каления. Нагреваем чуть выше и закаливаем в воде.
Температура таких сталей на нашей красочной схеме будет лежать слева от линии S в заштрихованной области. Цвет каления красный, светло-красный.
Если сталь заэвтектоидная, например, тот же пущенный на нож напильник, то все еще проще. Нагреваем до момента, когда магнит перестает реагировать на сталь и закаливаем в воде. Можно в масле, если не нужна очень высокая твердость. Температура закалки таких сталей в заштрихованной области справа от линии S.
Закаливать такую сталь можно двумя способами. Нагревать до момента, когда магнит перестанет «прилипать» или остужать до этого момента, нагрев сталь чуть выше.
Второй способ проще и имеет ряд преимуществ – сталь меньше коробит, меньше закалочных трещин, не нужно постоянно вынимать заготовку из горна. Такой способ называется закалка с подостуживанием. Раньше применялся очень широко, сейчас, с появлением у кузнецов муфельных печей почти не применяется, как и «закалка на магнит». Причина тут еще в том, что сменившийся технологический уклад открыл доступ к легированным и высоколегироованным сталям. Углеродистые стали в изготовлении ножей почти перестали применяться.
Действительно, зачем термисту греть печь выше положенной температуры, а потом еще «ловить момент» когда можно нагрев печь, запихнуть туда охапку заготовок калить их точно от заданной температуры. Вот так прогресс меняет технологии и приводит к неожиданным результатам. Если кузнец, закаливающий заготовки по одной может «запороть» одну-две-несколько, то при закалке в муфельной печи в брак может пойти вся партия. В то же время, если термист сделал все правильно – вся партия будет нужного качества.
Однако, при малых объемах закалка в горне выгодней – скорость нагрева больше, тратится меньше времени на закалку малой партии или единичного экземпляра. А при закалке легированных сталей закалка с подостуживанием уменьшает коробление и повышает твердость относительно обычной закалки. Она идеально подходит для закалки тонких и длинных предметов. Да и сам процесс гораздо проще выходит. Правда магнит в этом деле нам уже не поможет. Но об этом в следующих статьях.
Взять с собой побольше вкусняшек, запасное колесо и знак аварийной остановки. А что сделать еще — посмотрите в нашем чек-листе. Бонусом — маршруты для отдыха, которые можно проехать даже в плохую погоду.



Всех с нас тупившим НГ.
Новый год близко и пора расчехлять елку из гаража.
Но вы же знаете этих женщин, говорит эту елку (искусственную) уже третий год ставим, надо обновить и купить побольше и погуще…тысяч за 10. Сказал, что за 10 тыщ сам не хуже сделаю.
Тут мне накидали вариантов деревянных и металлических елок. Выбор пал на железо.
И вот поперся я покупать железо, кто-то режет салатики и крутит бутеры, я же режу арматуру и кручу проволоку.
Затарился на 960 руб.

Как обычно большая часть времени ушла на зачистку от ржавчины, покрытие латексным преобразователем.
А далее любимая сварка.

Сделал разборную, подставка и два метровых куска. Общая высота получилась 230см.


Для елки была куплена гирлянда 14 метров за 450руб.

В общем заказчик остался доволен.

Продолжаю серию постов про старинные ножи, технологию их изготовления и отличие от ножей современных. Грубо говоря, тот нож, который мы видим сейчас появился где-то лет сто назад. Изменилась не только сталь ножей, но и их размеры и геометрия. Клинок современного ножа имеет так называемые "спуски", сечение древнего клинка - всегда клин. Отсюда и его название. Но, надеюсь, вы понимаете, что я говорю не о всех ножах, а о большинстве выпускаемой продукции.
Хорошо это или плохо - не так и важно главное, современный нож устраивает тех, кто им пользуется и выполняет те задачи, которые перед ним ставят.
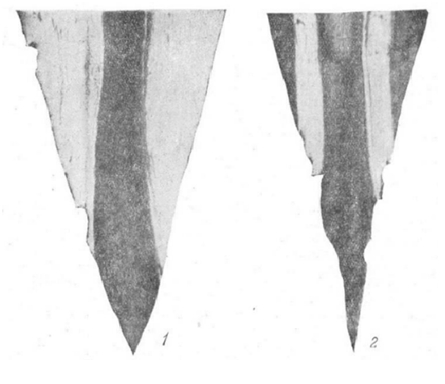
«Наиболее древней технологией изготовления ножей были приёмы сварки ножа из 3 или 5 полос. Такие технологические схемы обнаружены на 41 микроструктуре. Они в подавляющем количестве встречены в наиболее древних ярусах ... В этих ярусах, — кроме 20-го, где обнаружены 3 переходные схемы, — иных технологических схем не встречено. Всего в этих ярусах найдено 35 ножей с многослойной технологической схемой, а остальные 6 ножей с такой схемой обнаружены в 19 и 18-м ярусах вместе с ножами, изготовленными по другой технологии. Все технологические схемы многослойной сварки встречены лишь на ножах раннего типа — узких, клиновидных, с удлинённой пропорцией лезвия. Пятислойная схема технологии изготовления ножа, ранее нам не известная, была обнаружена на 4 экземплярах.
В середине клинка ножа проходила высокоуглеродистая, термически обработанная полоса стали (рис. 33, 2). По бокам от неё были расположены железные полосы, к которым примыкали дополнительно ещё стальные, также термически обработанные. Трёхслойные клинки имели обычную схему: в середине клинка проходила стальная полоса, а по бокам — железные (рис. 33, 1). Не останавливаясь подробно на описании техники производства многослойных ножей, мы должны заметить, что при этой очень трудоёмкой технологии клинок ножа из многослойной заготовки пакета изготовляли вытачиванием на точильных кругах».
Конечно, здесь – ошибка. Ни на каких точильных кругах клинки в то время не вытачивались и кругов точильных как-то не особо много нашлось, да и с кузней их связать не удалось вроде.Технологии резания получили широкое распространение лишь в 20 веке. Трехслойный клинок изготавливался ковкой, как и все другие. Как это делалось я показывал в одном из видео.
Уместно, думаю, опять процитировать Колчина.
«Большое значение в производстве многослойных ножей имела сварочная техника. Как показали микроструктурные исследования, в Новгороде уже в X в. она была довольно совершенной и позволяла сваривать тончайшие стальные и железные полоски, достигавшие на готовых изделиях толщины 0, 5 мм. … в начале XII в., — наблюдается новая технология — наварка стального лезвия на острие железного клинка ножа (рис. 34). Технология многослойной сварки в этих ярусах исчезает.
В это же время (20—17-й ярусы) появляется переходный технологический приём, при котором средняя стальная полоса, конструктивно расположенная так же, как и в прежней технологической схеме, вваривается лишь в нижнюю часть клинка. При этом механические операции выточки клинка были заменены кузнечной выковкой его, что значительно упростило технологию производства. Но во второй половине XII в. и от этой технологии также отказались. Новая технология наварки лезвия на железный клинок стала основной во все последующие века. Но и она с развитием ремесла и русской экономики в целом претерпевала изменения. В XII и XIII вв. стальная наваренная часть лезвий ножа была массивной, значительной и составляла не менее сечения клинка.
В то время преобладала технология торцовой наварки лезвий. К концу XIII в. объем стального лезвия на клинке ножа становился все меньше и в XIV и XV вв. стальное острие наваривалось лишь тонкой пластинкой, как правило, с одной из сторон клинка ножа, т. е. технологией косой боковой наварки, более упрошенной, чем торцовая. Стальная часть на этих ножах составляла не более 1/5—1/7, сечения всего клинка.
Такие ножи в употреблении были недолговечны — стальная наварка у них очень быстро стачивалась. Если из исследованных нами 80 клинков ножей XII—XIII вв. зоны стальной наварки обнаружены на 78 экземплярах, то среди 78 ножей XIV—XV вв., нами исследованных, встречено 9 экземпляров цельноферритовых структур, т. е. на этих ножах стальные наварки были в своё время совсем сточены, после чего ножи стали непригодны к употреблению. Хотя конструкция ножа, как мы видели выше, с развитием экономики ухудшалась в силу массового производства на широкий рынок, однако техника ремесла (например, технология сварки и термической обработки) оставалась на прежнем высоком уровне, а иногда и совершенствовалась…
Твёрдость закалённых лезвий колебалась в пределах 54— 56 единиц по Роквеллу, т. е. была довольно высокой, если учесть, что твёрдость лезвий современных бытовых ножей не превышает 48 единиц по Роквеллу.
В первой половине XII в., с развитием русской экономики и расширением сбыта продукции городского ремесла, кузнецы, обеспечивая массовый выпуск своей продукции, «рационализировали» конструкцию ножа и упростили его технологию. Ножи начали делать лишь с наварным стальным лезвием. В это время борьбы старой и новой технологии появился упрощённый вариант многослойной технологической схемы, когда стальную полосу вваривали лишь в нижнюю часть клинка, заменив при этом механическую операцию выточки клинка кузнечной выковкой. Но и эта технология также не выдержала конкуренции с новой, «рационализированной» техникой и во второй половине XII в. совершенно исчезла.
Упрощённая технология наварного торцового лезвия с новой формой клинка ножа в XII и XIII вв. оставалась без изменений, но во второй половине XIII в. и начале XIV в. эта технология ещё раз удешевилась за счёт уменьшения количества стали на наварном лезвии путём применения косой наварки. Основа железного клинка на ножах XIV—XV вв. сделалась ещё массивнее. Ножи в общей массе стали больше, крупнее, чем в XII и XIII вв.».

Косая наварка современная работа.
Другие авторы: «Начиная с XII в., здесь, как и на остальной территории Древней Руси, в кузнечную практику входит технология наварки. Особенностью применения этой технологии на рязанских памятниках является преобладание изделий, изготовленных в варианте косой боковой наварки. Широкое распространение наварной технологии связано с развитием городского железообрабатывающего производства».
«В условиях татаро-монгольского ига (вторая половина XIII – XV в.), как удалось показать в предшествующих работах, древнерусское кузнечное ремесло не претерпевает негативных изменений (Завьялов, Розанова, Терехова, 2007). Сложившаяся в домонгольский период устойчивая структура ремесла позволила сохранить даже в условиях разрушения многих политических институтов и экономических связей преемственность традиций, что проявилось в продолжающемся развитии инновационных технологий. Так, в Новгороде изделия, выполненные в наварной технологии, в это время составляют более 60%, в Твери и Москве – более 55%, Торжке – около 60%».
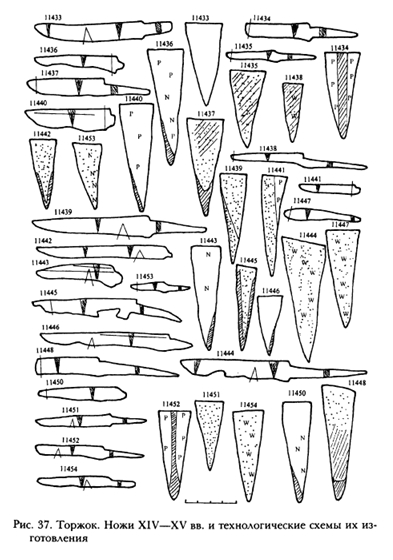
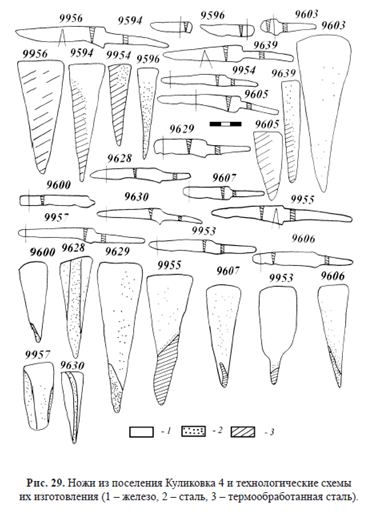
У меня нет желания рецензировать научные работы, тем более в данной статье. Я пытаюсь избавить читателя от стереотипов и обратить внимание на некоторые интересные моменты. Посмотрите на клинки 11442 и 11445 на рисунке выше. Это так называемая V-образная наварка. А теперь задумайтесь, для чего ее делали? В помощь вам клинок 9957 на рис. ниже. Примите во внимание его износ.
Не кажется ли вам, что это имитация торцевой наварки? Ведь не распилив клинок не узнать, что стали там совсем чуть-чуть и при стачивании тонкой стальной кромки на лезвие выйдет мягкая железная основа (9957). Но нож был сделан, а это значит что даже гораздо большая и сложная работа (а чтобы приварить так полосу надо постараться) окупалась. Так зачем грешить на нынешних мастеров, если и предки иногда «разводили лохов»?
Заметили, что все клинки крепились в рукояти методами так называемых «всадного» и «сквозного» монтажей? «Пластинчатый» монтаж или «накладной» или «фултанг», появился на ножах гораздо позже. На кинжалах он применялся, но широкое распространение получил, наверное, лишь в 19-20 вв. Деревянные или роговые накладки крепились заклепками к стальной основе рукояти. Я еще помню время, когда мастера делились советами как лучше клепать рукоять. Сейчас даже клепать перестали, а сажают накладки на клей (иногда даже не сажают). Клепки имитируют мозаичными пинами, которые тоже вклеиваются. И часто на этих пинах накладки и держатся. Недавно в руки мне попал такой нож - выбил пин и накладки отвалились.
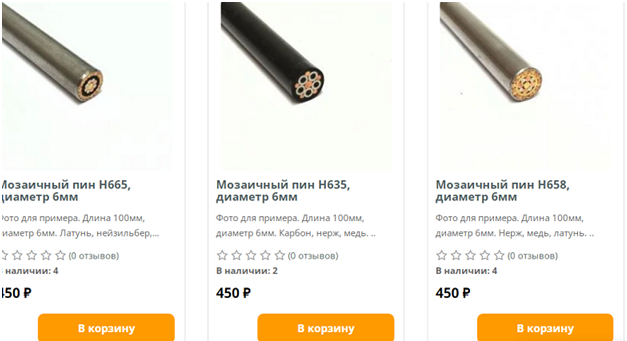
Пины.
Каждая технология оставляет свой след. По этому следу и можно определить как делалось то или иное изделие. Опытный мастер, взглянув на узор дамаска, может сказать как его изготовили. Посмотрите на клинки 8355 и 8354.
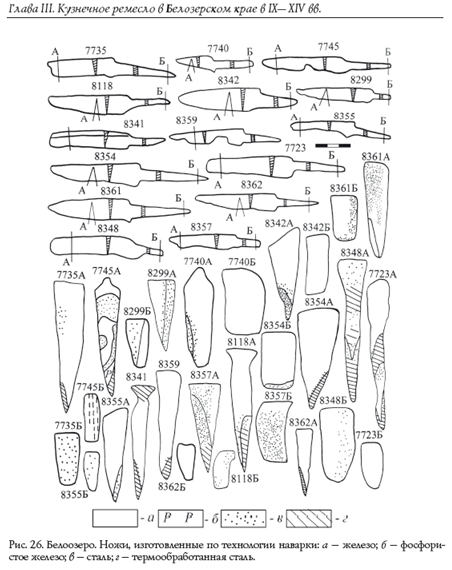
Они сделаны в технике косой наварки лезвия. Но если на хвостовике (черене) одного нет стали, то у другого есть. Это говорит о том, что технологии их изготовления могли отличаться друг от друга. Но сами понимаете, приваривать тонкую полоску стали на узкий хвостовик никто не будет (да и невозможно это технически), поэтому можно с уверенностью утверждать, что сделаны они по стандартной технологии того времени – четыре заготовки за одну сварку, а не одну, как у японцев.
Но, думаю, это мало кому интересно, поэтому давайте рассмотрим пару очень интересных клинков. Рассмотрим и вместе порассуждаем. Думаю, кто-то сможет меня дополнить.
Посмотрите на фото этих клинков.

Они из одного курганного захоронения то есть, одного времени изготовления. Клинки почти идентичны по виду и технике изготовления. Можно предположить, что и делались в одной мастерской.
Вернее, они и делались в одной мастерской. Я насчитал семь одинаковых признаков у этих клинков. И это редкая удача найти два клинка из одного места производства. Скорее всего они из большой партии.
Одинаковые до миллиметра больстера делались следующим образом. Круглый пруток стали нарубался на дольки, как мы сейчас нарезаем колбасу. В этих заготовках пробивалось отверстие в которое на горячую садили хвостовик, потом доваривали кузнечной сваркой.
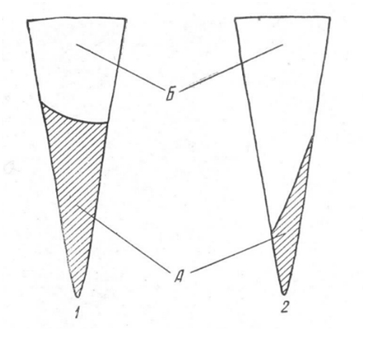
Клинки не просты – сильно отличаются от большинства более дешевых того времени. Выполнены в технике торцевой наварки лезвия, причем торцевая наварка довольно высокая. Более того, усилены стальной вставкой по центру. В сечении это будет выглядеть так:
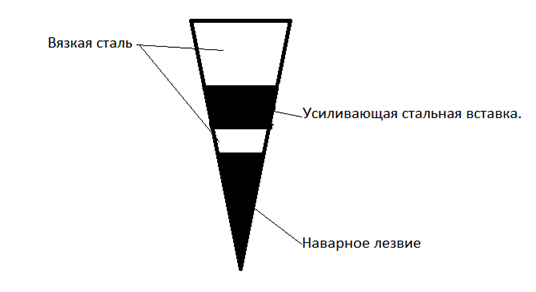
На простом «хозбыте» такое усиление только удорожает клинок – делать его смысла нет. Рассуждаем дальше. Больстеры приварены к клинкам кузнечной сваркой. Часто в такой конструкции их просто напрессовывают, а тут приварены. Для чего? Несомненно для усиления ножа. Самое уязвимое место клинка – переход от голомени (плоскости, тела клинка) к хвостовику надежно усилено. И при боковом изгибе, и при колющем ударе нагрузка будет гаситься деревом рукояти.
Хвостовик в месте посадки в рукоять тоже усилен – он здесь толще, чем обух клинка.


Такое усиление иногда можно встретить на клинках под всадной монтаж, хотя в подавляющем большинстве случаев толщина обуха и хвостовика в месте посадки примерно одинакова. Большинство клинков в этом месте выглядят так.

А ниже «усиленный» хвостовик клинка якутского ножа.

Сквозной монтаж клинка с кольцом под темляк нужен или чтобы выдернуть нож из ножен (из-за голенища), или чтобы нож не выпал случайно из руки. Короткая по современным меркам рукоять – 100 мм до кольца вместе с больстером. Хотя такая будет плотно сидеть в руке в рукавице.
Но это не боевой нож. скорее всего, а обыкновенный рабочий нож. Даже сточились эти два ножа одинаково, что говорит об одинаковом времени использования на схожих работах.
Вообще раньше часто и измеряли так: "ладонь", "полторы ладони". "Ладонь" - популярная мера длины рукоятей или, как сейчас говорят, "на четыре пальца". Рукояти кавказских кинжалов тоже традиционно имеют такую ширину.

Еще один нож с кольцом и короткой рукоятью, но из другого места. Конструкционно отличается от курганных – гораздо уже, без больстера, наварка лезвия невысокая, хвостовик ровный. Рукоять еще короче 70 мм до кольца.

Сквозной монтаж довольно распространенный способ крепления клинка в рукояти и, как говорят историки, часто применялся на ножах дружинников.
Делался так: подбиралось дерево или его часть – свиль, кап, сушилось, вырезалась заготовка. По центру тонким сверлом сверлилось сквозное направляющее отверстие, затем дерево распаривалось и насаживалось на хвостовик. Выступающий его конец загибался особым образом и прятался в дереве рукояти. Или загибался кольцом как в нашем случае, что гораздо сложнее.
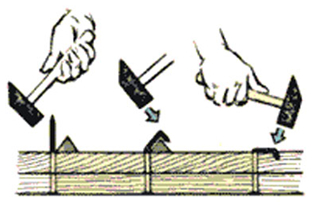
Схема забивки гвоздя. Схожа со способом загиба хвостовика ножа при сквозном монтаже рукояти.
С таким монтажом еще встретимся, когда будем рассматривать абхазский нож.
Иногда кончик хвостовика просто загибался. То, что хвостовик загибался прямо на дереве подтверждает его форма и практически полное отсутствие найденных каких либо металлических прокладок. Лет 20 назад некоторые мастера пытались клепать хвостовики на шайбах, но по мне это очень неудобно и не практично. Теперь сквозной монтаж делают на гайку – прочно, но нет такого обжима тела хвостовика как при аутентичном сквозном монтаже. Там рукоять получалась армированной железной вставкой, а при монтаже на гайку зазоры все же есть.

На дешевых "Морах" так и сейчас делают.
При высыхании дерево так плотно облегало железо хвостовика, что выдернуть клинок даже при всадном монтаже было не просто. Недостаток такой технологии – при неправильном подборе дерева или насадке рукоять могла треснуть. Однако, даже треснутая у меня держится не первый год.

Да и простой клинок всегда можно пересадить по новой. Очень интересно наблюдать за реакцией людей, когда я достаю этот нож.
Пишут, что сажали клинки и на костяной клей. Но часто это был сургуч. На сургуч сажали даже сабельные клинки в пустотелые рукояти, но, правда, в наставлениях по выбору оружия не рекомендовалось приобретать такие изделия.
Длина хвостовиков обычных клинков под всадной монтаж обычно была в пределах 5-7 см.

Хвостовики старинных клинков
Но вернемся к нашей паре клинков. Клинки имеют примерно одинаковый износ. Скорее всего они принадлежали разным людям делающим примерно одинаковую работу. Зачем одному человеку два однотипных ножа да еще пользоваться ими попеременно?
Я оценю время эксплуатации ножей лет в 10-15, а потом они были захоронены вместе с владельцами. Значит, имеем: дорогие однотипные очень мощные ножи, которыми можно наносить сильные удары не опасаясь поломки. Предположу, что это вообще был заказ для какой-то дружины.
Такой нож не имеет развитой гарды и можно не опасаться, что он в самый нужный момент зацепится ей за лямку ножен, ремень, голенище. Короткая рукоять не даст выскользнуть ножу из руки при сильном колючем ударе. А острие клинка, находящееся ровно на оси ножа как раз и способствует нанесению таких ударов.
Были ли украшены рукояти теперь не узнать, но предположу, что это пара – ножи дружинников. С ножами была найдена стальная бритва.

Стальная бритва толщиной около 1 мм. Сквозной монтаж рукояти.
Я подробно описал эти ножи для того, чтобы читатель оценил подход к их изготовлению – все детали продуманы. Вот это русские ножи без сомнения, а на то, что вам предлагают купить в Сети под названием «Русский нож» можете посмотреть сами. В этом же ноже есть все: мощь, надежность, продуманность, аутентичность, эксклюзивность. Как-нибудь сделаю подобный и назову «ножом дружинника», если кто не опередит. Кстати, можно сделать и из современных модных сталей, оставив в клинке пару узких полосок малоуглеродистой или никелевой стали для надежности и красоты.

Купил на Авито набор для приготовления пиццы в гаражных условиях с инструкцией.

Самым сложным было наварить кривые швы

На сварку можно смотреть бесконечно…

Ингредиенты
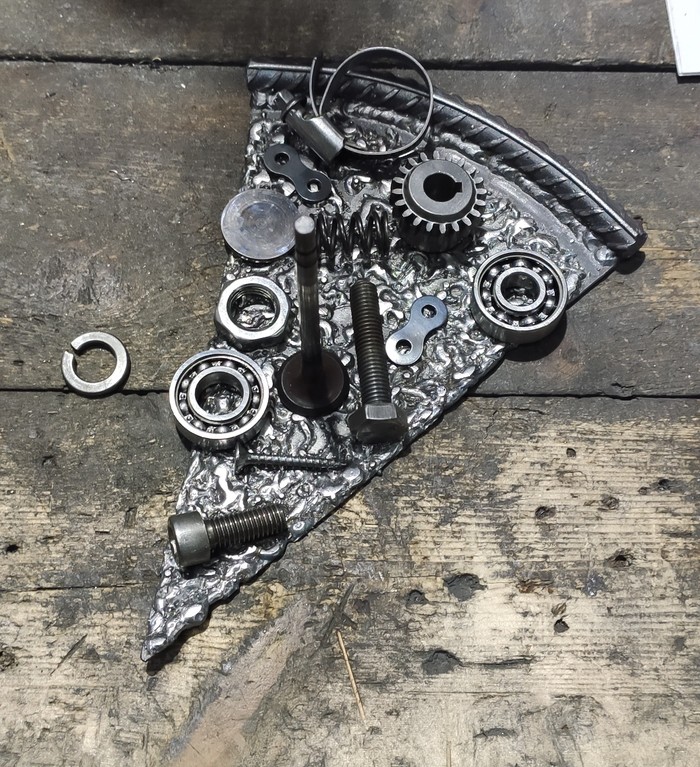

Гвозди это тот же сыр

Готово. Можно грызть

Доброго вечера любители криптовалюты.
В этот раз решил сварить биткоин, надеюсь скоро и он материализуется в моем криптокошельке.

И так что имеем: цепь грм, подшипник и руки из нужного места.
Чистим, режем, варим, красим.












