Всем привет! В предыдущем посте про ковидлу я упоминал станок.
В июне сбылась мечта идиота, я купил металлорежущий станок. Станок китай. Станок купил со скидкой в магазине, чьё название обещает продать любой существующий инструмент) Картинка из интернетов:
Что я на нём пробовал резать? А ничего ещё не пробовал. Я его раскидал на запчасти и никак не соберу. Для тех, кому читать лень, в конце поста ссыль на ролики оставлю.
Началось с того, что я его решил разобрать и отмыть от смеси консервационной смазки и стружки. Да, станки продают в консервационной смазке и, в отличие от шуруповёрта, его надо отмывать и смазывать заново. После разборки я отмывал руки не только от смазки с металлической стружкой, но и от серой краски, которая местами облазила целыми пластами. И чёт меня дёрнуло станок перекрасить. Долго ли, коротко ли, краску я выбрал и добыл. Без приключений не обошлось. Получилось как-то так:
За качество картинки прощения просим, выдрал с ролика на тытрубе, изначально не планировал писать, а сейчас фото делать сильно лень, надо снова порядок наводить.
Схема простая, снаружи - синее, внутри красное, а органы управления жёлтые. Схема, вроде бы ещё с советских времён. Краска на основе эпоксидных смол. Сохнет долго, воняет отвратно, зато не должна скалываться и химически стойкая. Краски ушёл стакан-полтора от силы. Красил валиком мелким, да кистями синтетическими.
Пока готовил к покраске, залил направляющие кислотой ортофосфорной, недосмотрел. Значит надо их чистить. А ещё я станок поймал на том, что колонна, а равно и вертикальный ход шпинделя, не перпендикулярен столу. И не перпендикулярность составляет 0.2 мм на 16 см хода. Две десятки - это дофига. В госте на консольнофрезерные станки фигурирует число 0.02 мм на 30 или 40 см хода. И это для самого низкого класса точности "Н".
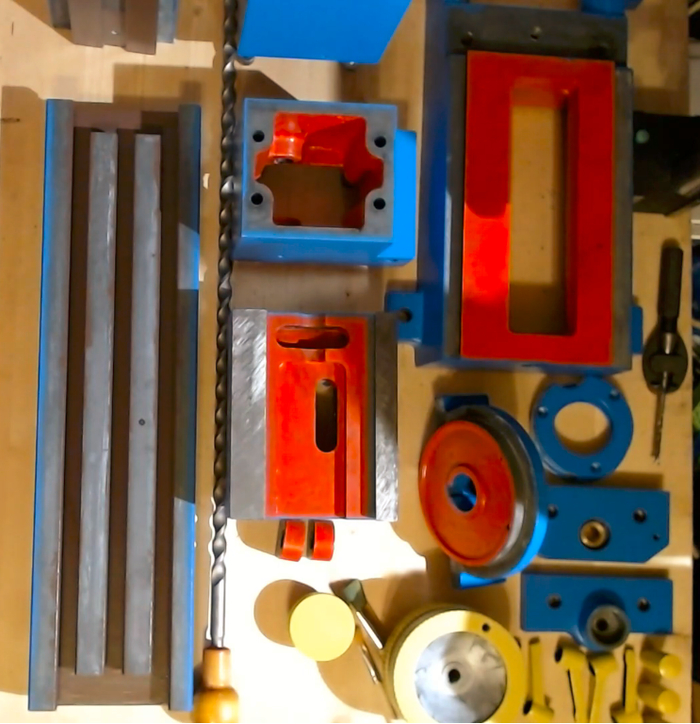
Всё свелось к тому, что станок надо править. Там же где и станок я прикупил угольник поточнее. У частника с авито купил плиту поверочную, свежеправленую, и линейку для направляющих взял в аренду. А у китайцев уровень станочный и ещё по мелочи. Инструментом обложился и призадумался, люди в телевизоре массово используют твердостплавные пластины для шабрения, не в телевизоре, те кто этим зарабатывает, тоже. Стал думать, как быть. Сталь не долго ходит, проверял на напильнике. Нашёл тупое сверло по бетону и переточил его, попробовал, хорошо, но мало. Купил сверло побольше, его а картинке выше видно, вдоль стола лежит. Стало лучше, точить есть чем, но нужена зернистость поменьше для доводки. Снова низкий поклон китайцам, 2 недели ожидания и у меня есть диск с алмазным напылением.
Направляющие обмеряны, шабер из сверла заготовлен. И неделю я делал направляющие. После рабочего дня ещё один, но за идею и светлое будущее.
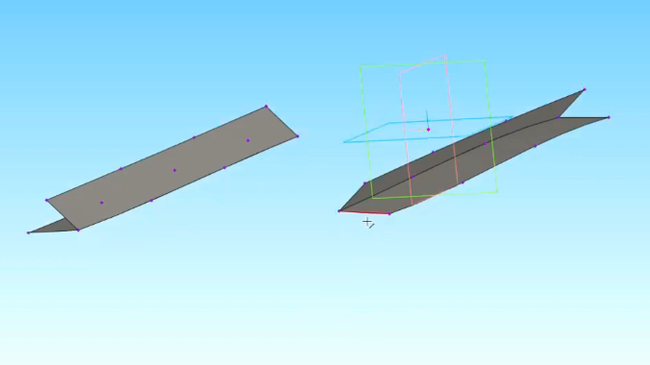
Я тут нарисовал, как выглядели бы направляющие, если их кривизну на 100 помножить.
Станина:
Справа горб посередине. А нижние плоскости должны быть параллельны, а тут раскосые.
Похожая картина на всех направляющих. И править их целая проблема. Сначала по плите надо выправить ответную часть, плоскую. На картинке с частями станка она в центре, это не сложно, мажем краской плиту и соскабливаем шабером окрашенный металл, это, вкратце, весь процесс шабрения. Красим, прикладываем, соскабливаем. Повторять до равномерного переноса краски с плиты на деталь:
Потом по этой детали правится горизонтальная часть направляющих. Длинное коротким, ага. Потом берём линейку. Выглядит так:
63 см длинной и массой 11 кг. Мажем краской её и продолжаем править горизонтальную часть направляющих. Помазали, приложили, отпечаток соскоблили. И так много раз, даже когда надоест. При этом надо следить по ответной детали, что бы направляющие не стали снова раскосыми. А ещё они могут перекоситься в двух направлениях. Когда они сходятся с одного конца, и когда один конец направляющей в паре становится выше конца другой направляющей. Они становятся винтом. Именно тут нам и нужен становится уровень. У уровня чувствительность такая, что мимо него нельзя ходить. Если его водрузить на метровый дрын и конец дрына приподнять на 0.02 мм, то уровень покажет это, пузырёк сместится на 1 деление. А есть взять дрын длиной 10 см, то 1 деление уровня будет 0.002 мм. 2 микрона. Если хотите такой, ищите уровень станочный, в китае есть такие, даже не все врут.
Допустим, что мы горизонтальные части направляющих выправили, долго прыгали вокруг, потому что неудобно. Винта нет, ям нет, плоскостность есть. Т.е. они в одной плоскости. Переходим к наклонной части направляющих. И вот именно с ними, мы начинаем понимать, что есть неудобно. Подлезть сложно, угол оптимальный взять неудобно, сильно на шабер не наляжешь. А деталь так и норовит завалиться.
К слову о съёме. Я проверил на ползушке, если без особого усилия, то за два прохода у меня снимался 1 мкм чугуна. Если навалиться как следует, то 3-4 мкм чугуна. А наклонные направляющих... Там всё совсем плохо с этим.
Наклонные части направляющих я выправил. Сначала срезал лишнее гравёром, а потом дошабривал. Это, как мне кажется, где-то треть всей работы. Между столом и станиной расположена крестовина, она позволяет столу двигать по оси Х и оси У. Её плоские части салазок правятся по плите, а наклонные части по направляющим. И плоские части должны быть параллельны друг другу. Для проверки данного момента нужен индикатор со стойкой. Фото нет.
Потом я начал заниматься перпендикулярностью колонны, но заболел и отложил сие занятие. Станок, к слову, чугунный.
Спасибо всем кто осилил текст. Если зайдёт, то буду пилить продолжение. Планирую так, что буду пилить пост, а к нему прикладывать видео. Кто захочет, будет смотреть или слушать, а кто любит почитать, велкам, будет текст с картинками.
Советам и рекомендациям, что как лучше сделать, буду рад.
Обещанная ранее ссыль:
https://www.youtube.com/playlist?list=PLQwF57eWCqNwZB-tF8ant...