
Модернизация
Работая в цеху частенько нужно что-то подкрутить-настроить на оборудовании. Таскать полноценную скрутку с инструментом надоело и вот нашёл идеальное решение под мои задачи:

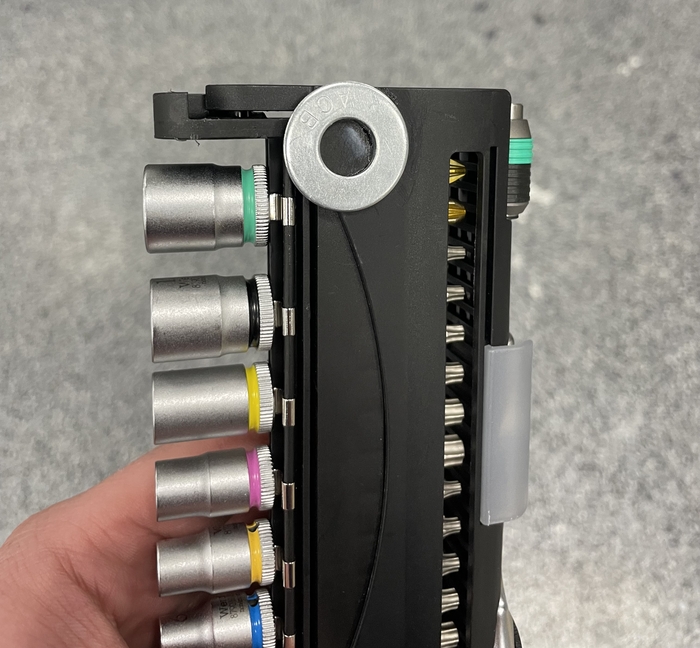
Набор от Wera: биты всех необходимых типов, отвертка и мини трещётка с головками.
Но в кармане носить - громоздко.
Добавил немного тюнинга.
С обратной стороны приклеил шайбу:
И теперь этот набор прекрасно вешается на пояс при помощи магнитного держателя инструмента от Holstery:

И теперь всё вместе:

Висит надежно, снимается достаточно легко, вешается - в «автоматическом» режиме))
Неделю поработал - удобно. Чем-то напоминает киберпанк)
Спасибо за внимание.
Пикабу, не болей.
Показать полностью
4
Изготовление выпускного коллектора Toyota Altezza
Видео моей первой работы в данной сфере tig сварки
Для критиков скажу сразу это первый проект и в сварке я пока что еще новичок, по этому если вы варите выхлопа для каких-нибудь спорт каров и считаете себя мастерами - флаг вам в руки.
Процесс запилен(и сварен) исключительно в целях по набору опыта.
Спасибо всем кто посмотрел.


Ответ на пост «Ммм технопрон»
Реальные режимы при фрезеровании стеклотекстолита? Спрашивали - отвечаем!
Для фольги 18мкм нужно зарезать от 50мкм до 65мкм, для фольги 36мкм - от 65мкм до 80мкм. Обороты от 7к до 10к, подача от 300 до 800мм/мин.
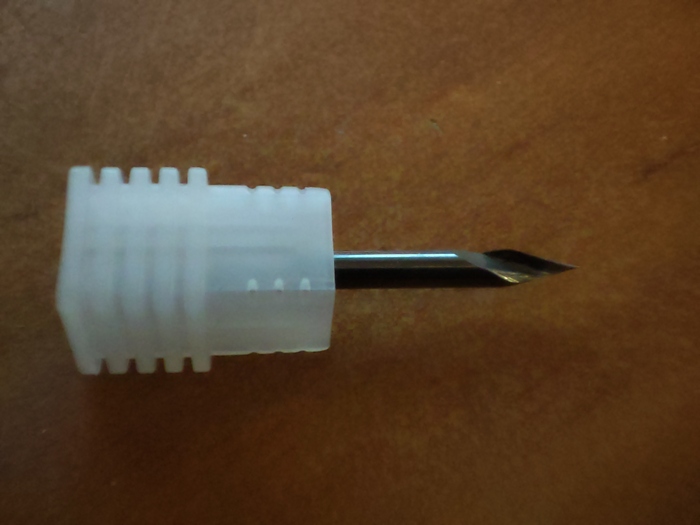
Скорость зависит от качества царапалок, не от качества стеклотекстолита, я покупаю по 10 штук, тестирую и плохие отправляю на другие работы, у меня вот такая коллекция, на данную секунду.

Если медь подрывается, рез грязный, то нужно больше обороты-меньше скорость. Если царапалка тупая, если она скользит по поверхности и не врезается, значит нужно увеличивать глубину врезания и уменьшать скорость.
Мой опыт такой: не покупать самые дешёвые, хотя это ничего не гарантирует, но в обратную сторону - самые дешёвые будут почти наверняка плохими. Покупать с углом 30°, кончик 0.3мм для трухолов, 0.2 и 0.1 для СМД, 0.4 и 0.5мм для выборки меди. Покрытие, у меня, никак себя не показало, на это можно забивать, на мой взгляд. Отдельно по углу заточки: с бОльшим углом уже заметно "боковое подтравливание" - просто не знаю как назвать, с меньшим - быстрее ломаются. Возможно я слегка криворукий и, если руки прямые, базовым будет 20° или даже 15°.
Ещё купил спиральные фрезы, но пока не понял как правильно ими гравировать, в процессе.
Ключевое: жертва должна быть плоской, лучше ямы, чем бугры. Заготовку приклеивать на жертву двухстороней лентой, у меня лента Фолсон, без армирования, а не прижимать клампами - может прижать не всей площадью, а если под заготовкой воздух - это провал, фреза не будет протыкать медь. Если заготовка кривая, то погреть феном и придавить как следует.

Карта высот - обязательно, без этого не получится. Чем меньше заготовка - тем больше гемора и тем тщательнее нужно подготавливать: мелкая заготовка хлипкая и легче деформируется, большая под гравером не прогибается и хорошо режется.
Ещё можно посмотреть вот этот гайд, там не про непосредственно фрезеровку, но всё равно полезно. Что-то я оттуда почерпнул.
Вопросы, комментарии?
Показать полностью
3



Подборка роликов металлообработки на станках с ЧПУ
Приятно посмотреть.



В Питере шаверма и мосты, в Казани эчпочмаки и казан. А что в других городах?
Мы постарались сделать каждый город, с которого начинается еженедельный заед в нашей новой игре, по-настоящему уникальным. Оценить можно на странице совместной игры Torero и Пикабу.
Реклама АО «Кордиант», ИНН 7601001509