

Доберман из стального листа 1,5 мм
Порошковая покраска в три слоя💥
Вышел пёсик на целых 12 кг!
Высота 1 метр❤️



Показать полностью
3
Порошковая покраска в три слоя💥
Вышел пёсик на целых 12 кг!
Высота 1 метр❤️
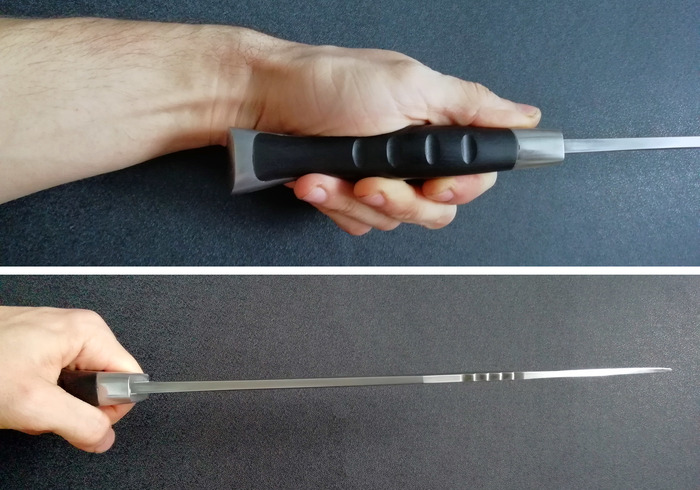
Ложкорез для резчика вещь обычная, но стоит только сделать его из остатков, как сразу возникает интерес к данному инструменту. Обычно заказчик присылает фото, размеры к нему и, исходя из этого, начинается изготовление. Но стоит мне только сделать что-то, так сказать из остатков производства, как сразу все начинают спрашивать, можно ли это приобрести. В этот раз произошло то же самое.

Сам ложкорез откован из стали шх15сг. Как писал ранее, остаток, а рукоять из остатка сувеля.





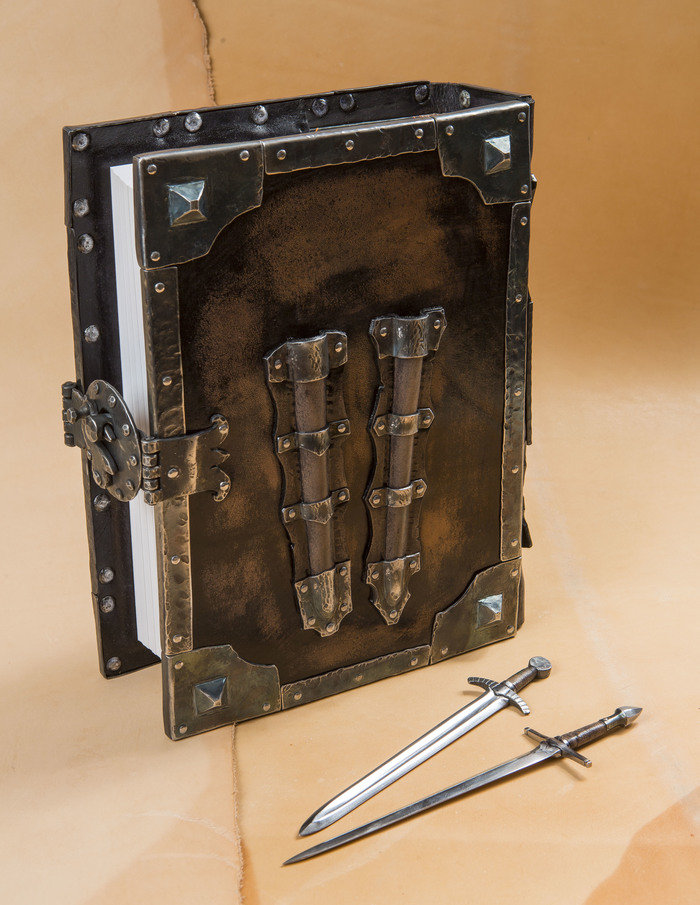
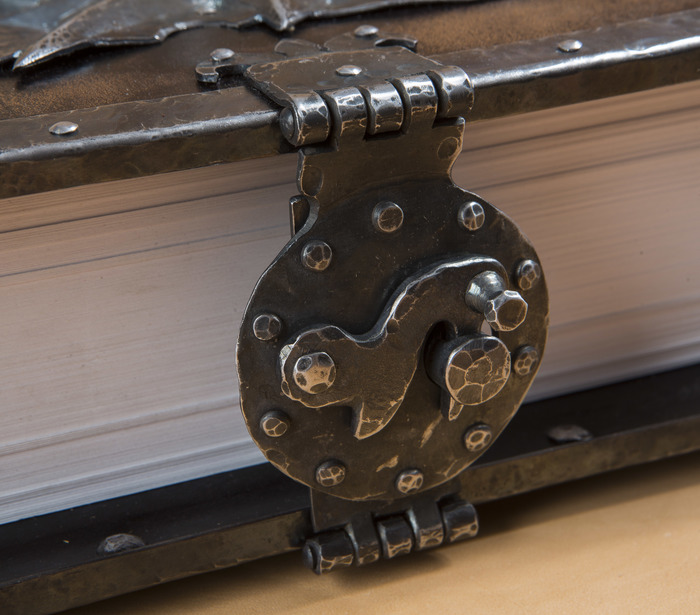
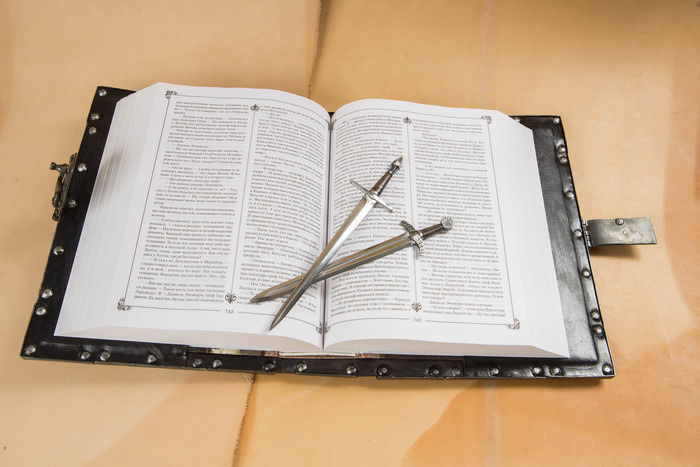

Сделал обложку для книги. Кожа, металл, книга.
Из откованной стали Х12МФ сделал нож по чертежу ножа разведчика НР-40, но без гарды. Толщина по обуху 3мм, не хочу приступать закон.
Сталь эта, конечно очень твердая, около 20 часов работы потребовалось, чтобы свести хорошие спуски на камне
Ножны из куска кожи с рынка за 70 руб (торговец хотел за 100, но не на того нарвался)
Надо продумать шлифовку спусков, чтобы режущая кромка не закруглилась.

Первая часть: Мачете-кукри по мотивам Far Cry 4 (часть 1)
Итак, продолжаем делать кукрю из фар края.
В прошлом посте мы закончили на том, что склеили, закрутили и отполиролили рукоятку. теперь очередь за ножнами. Сам кукри будет в конце поста.
Вырезаем нужные куски из кожи растительного дубления толщиной 3.5-4 мм.

Помимо кожи будут еще вставки из миллиметрового АБС-а - ради возможности хранить кукрю прямо в ножнах, не боясь, что оно поржавеет от влаги из кожи.

Делаем кожано-пластиковые бутерброды. Делаем это как простой способ увеличить внутреннее пространство ножен на 2 мм, дабы кукри влезал в ножны более-менее свободно и без скрипа. Конечно можно было бы отформовать АБС под форму клинка, но так, черт подери, влом греть пластик в духовке, а фена у меня нет и покупать ради такого случая не особо хочется. короче будет вот так, без горячей формовки.
Когда клей схватился, стачиваем все косяки с внутренней стороны проставок и вклеиваем туда все тот же АБС, дабы исключить контакт режущей кромки и обуха с кожей.

После этого можно уже клеить вставки к боковушкам ножен. Забыл упомянуть ранее, что одну из боковушек (пластик + кожа) склеил сразу - лицевую часть. Теперь склеиваем две вставки так, чтобы клинок мог нормально заходить и выходить.

А вот к той половинки ножен, что будет ближе к телу нужно сперва пришить кое-какие финтифлюшки, потому что после склейки это будет уже невозможно сделать. Пришиваем лямки крепления к поясу и застежку. У меня сшитые части этих лямок располагаются одна над другой.

После всего этого уже можно приклеить кожу внутренней боковушки к пластику. Также на этом этапе сверлятся отверстия в кончике для крепления стальной окантовки ножен.

Ну и все наконец-таки склеивается в один толстый бигмак! На все про все ушло почти два тюбика обувного клея момент. Обтачиваем контур ножен когда клей полностью схватился.

Самое стремное позади. осталось насверлить отверстий под нить и, собственно, сшить все это дело, дабы оно уже никуда не развалилось. Как можете заметить на фото ниже, пару отверстий в кончике увеличиваем с 3-х до 7 мм.

На обоине по игре, на которой представлена "праздничная" версия этого кукри присутствует гравировка. На сам клинок я ее травить не стал ибо это стало бы приговором для него, ухаживать за ним стало бы слишком сложно и применять по назначению было б противопоказано. Да и геморно это =) Зато на кожу нанести такой орнамент - милое дело:

С кожей на этом пока закончили, пришел черед окантовки кончика ножен. Для этого я взял пару стальных пластинок толщиной около 3 мм, Отшлифовал и насверлил отверстий, как на ножнах.
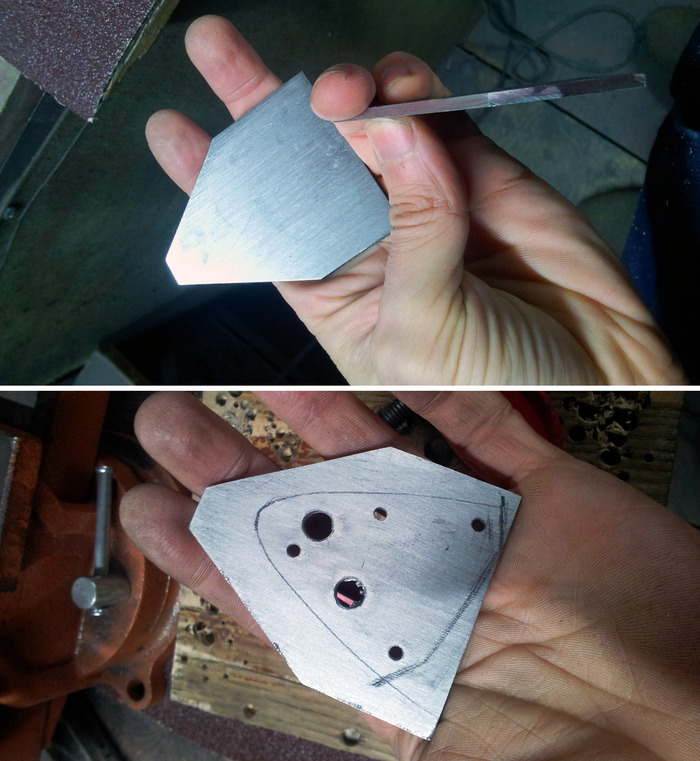
После этого обточил в нужный размер, так, чтобы сталь чуть-чуть выпирала над кожей. Будет работать как защита от ударов. Ну и бить по ляжке =)
Добавляем накладкам свойства "отполировано" и "отфас... фаскован... короче фаски там делаем, везде, где нужно"

Потом, как обычно купание в ХЖ до серенького и сборка с ножнами на 4 клепки.

Потом только покраска и добавление всяческого лоска, шовчики на открытой части ножен, сверху. Ну еще клепку для застежки и лямку свободного подвеса добавил.

Еще фоточки ножен:

Наконечник поближе:

В большие отверстия можно продеть шнур для фиксации ножен к ноге, дабы они не болтались сильно при передвижении. Сначала хотел сделать кожаный шнурок, но у меня не оказалось куска кожи такой длины. так что в комплекте коричневый паракорд.
А еще вот фотки самого кукри:

Изначально планировал сделать его серым, в ХЖ затемнить, но такое покрытие очень сильно страдает от контакта с АБС-ом, царапается. Потому пришлось заполировать.
Вид сверху:
А так он выглядит в ножнах. К выниманию и запихиванию придется привыкнуть, оно специфично из-за формы клинка.

Вид сверху и снизу:


Ну и просто фотка на фоне сублимированного представителя дикой природы.

Вот такой кукрец получился.
Размеры:
Длина клинка 300 мм;
Ширина в самом широком месте 50 мм;
толщина 6 мм;
длина рукояти 146 мм;
ширина в самом широком месте 37 мм;
самая толстая толщина рукоятки 24 мм.
Вес клинка 691 грамм. Точка баланса на расстоянии ширина указательного пальца от больстера в сторону клинка.
Вес ножен 268 грамм.
Не ХО потому что лезвие сильно загнуто вниз и угол схождения острия больше 70 градусов.
Из досадных нюансов - небольшая трещина на правой стороне рукоятки, которая появилась после склейки и окончательно полировки. Выглядит как белая полоска. Вряд ли как-то скажется на функциональности, но обидненько.
На этом вроде все. Всем удачи и наложниц побольше =)
Усем приветов, подношений и наложниц покрасивше! Сегодня будем пилить недокукрю из фар края, как на картинке снизу. Ну на самом деле она будет немного отличаться от оригинала, ибо я не ставил себе целью делать точную копию, а посему внес кое-какие изменения в конструкцию, о которых упомяну в дальнейшем.

Итак, как обычно, берем здоровенный кусок у8а (а на что вы еще надеялись?) и выводим нужный профиль с помощью болгарки, дрели, напильников и святого духа (от него почти никакой помощи, не рассчитывайте особо, на этого товарища).

Дальше у меня помрачился рассудок, я вошел в раж и забыл сделать промежуточные фотки, дико извиняюсь за эту сову. Придется объяснять на пальцах.
1) Передняя часть сводится в 1-1.5 мм с утолщением к кончику и расширяется в 3 мм на обухе.
2) Ровно-вогнутая часть сводится где-то в 0.6-0.7 с прямыми спусками от линии соединения с фальшлезвием на обухе.
3) Фальшлезвие тут ну прям совсем фальш ибо в самом тонком месте 3 мм (соединение с передней ровной площадкой) и расширяется в исходные 6 мм около рукоятки.
В этом первое отличие от оригинала, ибо там передняя площадка имеет одинаковую толщину во всем сечении (около 1.5 мм) и фальшлезвие там оправдывает свое название.
я решил сделать обух потолще и клинок в целом потяжелее.

Где-то после общей геометрии я сделал еще декоративную пилу на обухе, про которую изначально забыл. У оригинала она более функциональна из-за тонкого обуха, хотя как по мне нахрен там не нужна. Ну да ладно, есть не просит, так что пусть будет.
Наносим обмазку и калим в подогретое масло. Чтобы не испортить изначальный изгиб оставил открытый обух на кончике, а также на ближней к рукояти (режущей) части оставил непокрытой достаточно малую часть. Объяснение - все равно она используется у рубящего инструмента довольно редко и много калёнки там не требуется.

После Всего цикла ТО (нормализация, закалка, отпуск), счищаем все, что осталось от обмазки и полируем все в блестяшку.

Нарезаем в ручке резьбу под болтики крепления больстера и тыльника. М4. На отверстия между ними можете не обращать внимания, я просто изначально планировал сделать рукоятку иначе, но потом передумал. вот.

Ну и после всего этого идет черед всего, что связано с ручкой. Она заняла больше времени, чем сам клинок. И для больстера, и для тыльника используется металл со стенки нефтеналивного резервуара. Толщина около 15 мм (либо резервуар был невелик, либо это с одного из верхних поясов). Предположительно это сталь 3, но может быть и другая марка (не помню какая конкретно используется, но по факту она почти то же самое, что и ст3).
Пляшем, как обычно от отверстий.

После грубого придания формы нужно выбрать место под посадку клинка. Сначала начерно болгаркой, потом под чистовую уже напильниками.

Так делаем с двумя половинками и свариваем их друг с другом, предварительно сделав выборку металла под шов. Стягиваем две половинки струбцинами и ставим несколько прихваток. После провариваем все основательно, сняв заготовку с клинка. Ее, разумеется, немного сжало, так что потом напильником пришлось чуток расточить отверстие.

Когда все нормально встает (что уже очень хорошо, правда?), можно срезать лишний металл снаружи больстера и немного обточить то, что осталось

Уже начинает походить на то, на что оно должно быть похожим, правда? Бормашинкой с твердосплавными бурами выбираем покемонов! металл в районе болтовых отверстий, как это было на модели в игре. После чего подравниваем выборку надфилями. Разумеется, делаем так с обеих сторон.
Стружка от работы твердосплавными бурами по стали должна быть запрещена женевской конвенцией как негуманное оружие. Потом задолбаешься вытаскивать эти мелкие иглы из всех мягких и не очень мест. У меня, например, все руки в черных точках - местах попадания этой стружки в омертвевшие слои кожи и полного там раскисления. Перчатки мне, конечно же, использовать влом, ибо ощущения не те =)

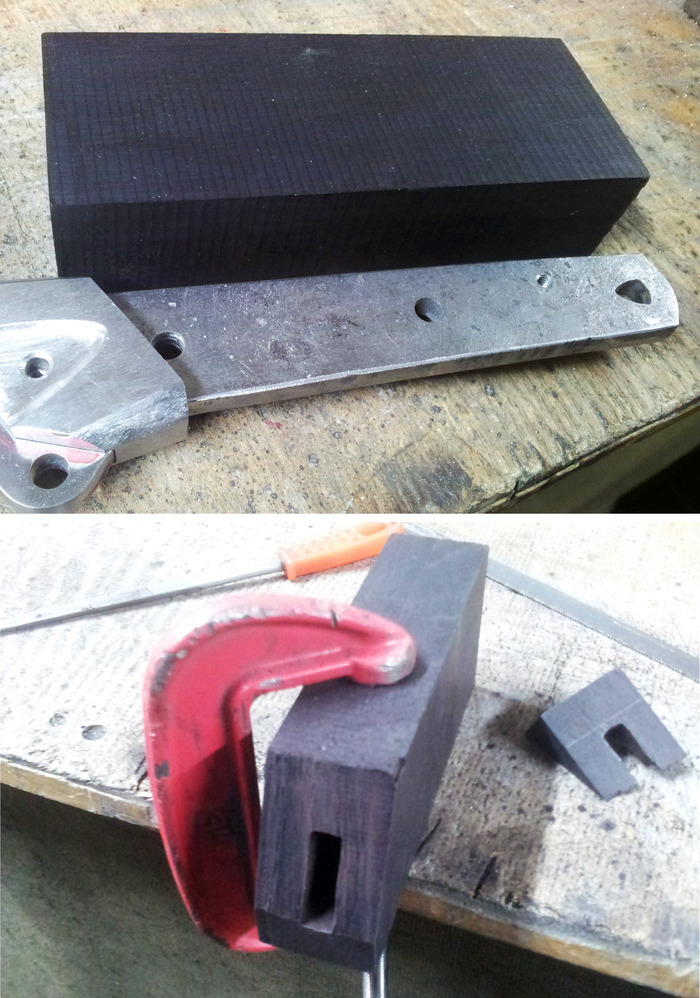
На этом временно оставляем больстер в покое и принимаемся за деревянную часть. Я использовал черный граб, потому что он доступен и приятно обрабатывается, да и по цвету почти подходит. Высверливаем отверстие под хвостовик и подгоняем внутренние углы всем, чем только можно. я использовал полотно от ножовки по металлу и надфили.
Подгоняем переднюю часть деревяхи под жопку больстера и начинаем срезать все, что торчит. Делаем деревяху более похожей на рукоятку в общем. Для ускорения процесса удобно использовать болгарку или гриндер на малых оборотах с крупной наждачкой.

Закругляем все неровности 120-ой наждачкой и добавляем пропилы на верхней части деревяхи. Как видите, здесь тоже есть определенные отличия от оригинала. Рукоять этой версии толще и более рельефна, имеет утолщение в центре, способствующее лучшему удержанию.

Бормашинкой выпиливаем выемки под пальцы с обеих сторон. Забавно, выемки выглядят как пластилиновые... не помню чем конкретно пилил, твердосплавом или абразивными шарошками.

Когда деревянная часть уже более-менее оформилась, можно делать тыльник. В оригинале тыльник практически ровный, не выделяется над остальной частью рукояти. Я сделал его расширяющимся к концу, опять же для более удобного хвата. Делаем его, как и больстер из того же куска листа 15 мм толщиной и по той же технологии.

Отличие только в том, что заднюю часть тоже завариваем.

Да, я тот еще магистр голубой дуги, сильно не пинайте за страшненькие швы. Обтачиваем эту бесформенную болванку во что-то более подобающее.

Примеряем тыльникк деревяхе и долго-нудно подгоняем одно к другому. Тут все точно подогнать заметно сложнее,чем в случае с больстером. Именно на этом моменте я решил все посадить на эпоксидку вдобавок к креплению на болты. так стыки будут лучше выглядеть и хвостовик ржаветь не будет.

Добавляем полигонов модельке тыльника =) Попутно делаем фаски всем отверстиям.

Шлифуем-полируем отверстие под темляк. Могу бы и не заострять внимание на этом моменте, но мне очень нравится эта фотка и ситуация...

На этом моменте возвращаемся к больстеру и деревянной части, полируем их до удобоваримой блестючести.

А потом кидаем железо в хлорное железо! железо к железу, как говорится. Получается приятный серенький оттенок. На фотке это не особо видно, но он правда приятный. И серенький.

Раз уж расчехлили ХЖ, то можно и сам клинок протравить для проявки хамона. Воть. Может показаться, что на режущей части мало закаленной зоны, но на деле эта полоса около сантиметра шириной - более чем достаточно в том месте.

Ну и в конце концов собираем рукоять на эпоксидку, обтачиваем зону перехода дерева в тыльник, пропитываем дерево тиковым маслом и слегка травим тыльник в ХЖ, до светло-серого.

На этом заканчивается лимит на количество фоток в одном посте. Прошу прощения за качество некоторых фото, мой телефон доживает последние дни и вскоре фотки будут чуток получше. Продолжение с ножнами и хорошими фотками готового продукта последует вот прям сейчас.
Итак, еще один незаконнорожденный пост, которого не должно было быть, но он есть, вот, нате, держите!
Пикча готового изделия для разнообразия в начале поста, а не в конце:

Ну, а теперь, по порядку. Я вообще не уверен, нужны ли фотки начального этапа, ибо все это видено-смотрено уже тысячу раз и ни капли друг от друга не отличается, но на всякий случай вставлю (всегда лучше вставить, чем не вставить, правда же?). Знакомьтесь, х12мф, 4 мм, отожжена, выгнана в плоскость и оформлена в виде бланка.

А дальше идет ересь и богохульство, ибо святыня всея святых - предрагоценнейший дол не выкован, а отслесарен (о ужас) болгаркой! Как минимум половина дочитавших до сего момента улетела на орбиту от жжения ниже спины, затмив собой всяческие персеиды и прочие метеоритные потоки, а также помешав работе спутников. Да и черт с ними (со спутниками, конечно же). Сразу объясняю для всех, кто не в курсе, что у традиционных якутских ножей такого типа дол отковывается, а не слесарится (изначально, ради экономии материала в основном), кроме того, магическое слово "кованый" в названии ножа автоматически дает прирост всех характеристик как минимум на 50% (даже размеры растут!), как и цены, впрочем. На деле же ковка современных сталей ничем их не улучшает и все возможные повышенные характеристики от сего процесса сбрасываются в дефолтные после первого же отжига/нормализации/нагрева под закалку. Короче - разницы в характеристиках кованого и отслесаренного дола нет (да начнется срач в комментах!).

Для тех, кто не бросил читать пост и не ушел писать комментарии на тему "автор дурак, а я кузнец в десятом поколении и моя ковка превращает обычную сталь в порошковую" продолжаемс - после болгарского инструмента в дело идет бормашинка и жесткое издевательство над поверхностью дола, дабы придать ему симпатишную фактуру, эммм ... мятой бумаги?

Примерно то же самое, но в меньшем объеме делается на обратной стороне и по обуху:

Ну и завершение слесарки в виде линзовидного спуска с одной стороны. Под закалку оставил чуть больше 1 мм

Дальше нормализация и закалка с 1015-1030 в воздушной струе и меж двух пластин (последовательно). фоток черного ножа нет, зато есть веселые гифки криообработки сухим льдом в чистом медицинском спирте (остатки читавших устремились на орбиту из-за нерационального расходования ценного ресурса). Охлаждение постепенное. начало:

Стабилизация температуры:

Ну и, наконец, черный дымящийся нож:

Потом отпуск 2 часа на 200 градусах и скука смертная шлифовальная (и чуть менее смертная - полировальная). Заметил за собой, что мне нравится запах полировальных паст потому, что это означает конец работы над клинком.

Рукоятка - это еще одно отхождение от якутских традиций, ибо я влепил тонкие больстер и тыльник из латуни. Так практичнее и еще это закрывает кое-какие мелкие косяки криво стабилизированной карельской березы (что поделать, такой брусок достался). Черная вставка по центру это африканский эбен. Склеивается все как обычно на эпоксидку.

Сори за качество некоторых фоток, кстати, были накладки со светом и прочие причины-причины. Рукоятка стандартной для якутов формы - ровная, без упоров и прочих эргономических изысков.

С тыльником разговор особый. Грызем бормашинкой латунь толщиной 2 мм в стиле дола на клинке и впаиваем на внутренней стороне палку, чтоб лучше держался на рукоятке (тут должна быть шутка за 300 про палку).

После этого отправляем в пары нашатыря, для патинирования. Почему-то оксидирование поверхности, изгрызенной буром шло очень туго, и пришлось оставить пластинку в банке на ночь. В результате получился тот ужас, что виден на картинке внизу слева. но магия полировальных паст спасает (это получается, что это магия восстановления?).

Ну и примерно так тыльник выглядит на рукояти. Вклеен на эпоксидку. Белые волокна - это туалетная бумага (не знаю, зачем я вам это рассказываю...)

А потом все как в бреду - пропитка рукояти маслом, ножны, бусина из эбена, кони, люди и вот он готов:



Чуть больше дола:



Как-то так. по поводу дизайна самого ножа и ножен - человек, который затребовал у меня сей клинок просто показал мне картинку и сказал "сделай так, только больше" так что для тех, кто хочет увидеть оригинал, но боится спросить, вот вам ссыль на форум:
http://knives.com.ua/forum/index.php?topic=18545.0
ТТХ
общая длина: 345 мм
длина клинка: 205 мм
толщина клинка: 4 мм
ширина клинка: 29 мм
толщина рукояти: 24 мм
ширина рукояти: 33 мм
твердость стали: около 62 HRC
вес ножа без ножен: 284 грамма
почему не ХО: травмоопасная рукоять
ножны: кожа растишка, 4 мм
По всем вопросам, как обычно писать сюда: https://vk.com/pes04nitsa
Вроде все сказал. Если что, пишите в комментариях или в контаче.
Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi
Хеллоу, амигос.
Если кого занимает вопрос о сверлении калёнки, тому явно сюда. Превратности судьбы, перипетии сюжета, руки ижжопы и в финале победа.
Для начала, как обычно пикча готового.

Задача следующая: есть мегапринтер широкоформатный, у какового есть цилиндрическая направляющая. Она от времени сошла, но оставила о себе добрую память. Поскольку официалы (да и неофициалы) не торгуют запчастями, предлагая купить новую хреновину ценой как автомобиль, приходится помогать локальной буржуазии экономить бабло. Предварительные ласки прутка показали, что он калёный примерно до 50HRC на глубину порядка 2 мм. Данные знания были получены разрушающим методом, а именно попиливая болгаркой. :)
Купленное богатое сверло Ruko из материала HSSCo (быстрорез +3% Кобальта, ЕМНИП) увы, сперва ничо не делало, а потом само сломалось. Пришлось искать сплав ВК8, где означенного кобальта напихано преизрядно - аж 8%. Что даёт ему сил как у Супермана.

Сверление производилось на 600 оборотах в чаду кутежа олеиновой кислоты. Надо отметить, что ВК-8 валит сквозь твёрдые слои отлично. Т.е. сверление по тактильным ощущениям мало отличается от прохода быстрорезом обычной конструкционной стали.
А вот метчики, даже ВК-8 - весьма слабо показали себя. Несмотря на то, что их было аж три номера! Ну да, согласен... можно было бы дать отверстия не 2,5, а 2,6... а то и 2,7... но я всегда котирую тугую резьбу, чтобы прямо с усилием грамм в 300 закручивалось. Вощем, вот:

Наломал дров. Да, кстати, подписывать номера лучше таки маркером, а не кровью. :)

В целом, обстановка на фрезерном столе выглядела вот так:

Тут задача не только по диаметру просвелриться, а не по хорде, например. Но ещё и чтобы все отверстия были ровно на 12 часов, например. Ну или на любое другое время, но одинаково. Для этого стоит угловая подставка с выкрученным болтом, в который и упирается каждый предыдущий "грибок" при сверлении последующего.
Чтобы тонкую направляйку не отгибало вниз, используется домкратик, ну а второй домкратик, используется как хардкорный ограничитель глубины сверления. Упёрся в него шпинделем - всё. Кончай сверление.
Резюмирую: если больше 40HRC - не делай голову, не пытайся ковырять дырку ногтиком, а мчи в ларёк за ВК-8. Аналогично с токарной обработкой - резец с твердосплавной пластиной и заторцевал и снял фаску настолько изи, что даже и не заметил.
Кислота ОБЯЗАТЕЛЬНА. Никакие там жыжы типа керосина, отработки или слюней не помогут победить калёнку.
Кернение требуется исключить. В месте удара возникает точечное уплотнение и впоследствии сверлиться там гораздо сложнее - т.е. либо алмазная царапалка, либо краска, либо на глаз.
Ну и в завершении - видос. Как обычно... самый честный влог из мастерской, где описываются не как обычно: "вжух и всё готово как бы с первого раза", а вовсе даже факапы, проёбы, руки ижжопы, поломаный инструмент и много вздохов. Заменяющих обсценную лексику.






