Всём доброго времени дня. Как я уже говорил в своём первом посте, что занимаюсь строительством дома. В настоящее время занимаюсь электрикой после работы. В выходные дни делаю "уличные" работы пока погода позволяет. В прошлую субботу купил металл для навеса над входной дверью, но не успел даже приняться за работу, всё воскресенье шёл дождь, а пилить чистить металл от, ржавчины в помещении я не хочу.
Сегодня у меня выдался выходной и я принялся за работу. Форма навеса будет "четверть" вальмовой крыши, вылет от стены 1100 мм, длина 3600, стык по 2 стенам, уклон кровли 25 градусов, вид кровли - мягкая кровля.
Итак, что я сегодня сделал. Для начала собрал некое подобие стапеля, разметил его. Нарезал заготовки, зачистил детали от ржавчины проволочной чашкой и разместил на стапеле.
Стапель с заготовками
Отрезного станка у меня нет и чтобы делать более менее ровные скошенные запилы я сделал такие приспособления:
Приспособки
Суть такова: крепим струбциной к заготовке и болгаркой пилим.
Всё заготовки
После нарезки всех заготовок разместил комплект заготовок на стапеле и делаю прихватки
Прихватил с одной стороны, потом с обратной стороны. Далее перевернул на исходную сторону и начал сварку.
Приварил с обеих сторон. Далее небольшая слесарка и комплект готов к дальнейшей работе. Продолжать планирую завтра.
Комплект
На сегодня это всё. Спасибо за внимания. Всём добра
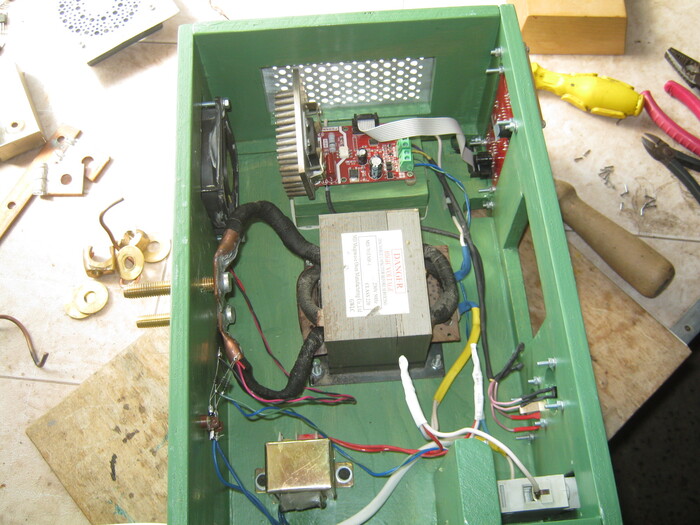
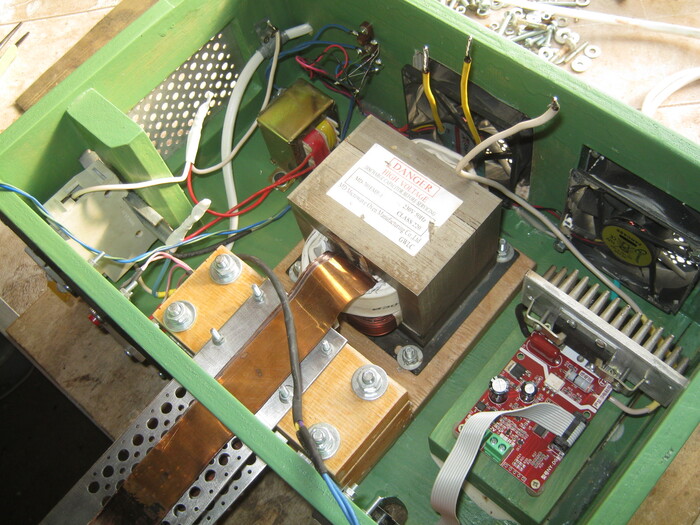
Конструируя небольшой настольный аппарат для точечной сварки мелочей, а это простое жаростойкое соединение нетолстых листов и проволок из разных металлов, для внутренней арматуры самодельных электровакуумных приборов, как водится, не обошлось без ошибок и просчетов. Представленная работа – их устранение, прошла в несколько небезынтересных итераций. Итак. Размеры свариваемых деталей невелики и при проектировании применен ряд решений для популярного и где-то близкого (никелевая лента), в последнее время, занятия – соединения элементов-аккумуляторов пальчикового типа в батареи. Такие приборы обычно собирают на базе удобного для перемотки высоковольтного трансформатора от микроволновой печи. Больше того, существует ряд недорогих и доступных встраиваемых модулей для управления такой сваркой. Все это пошло в дело (Фото 2).
Фото 2. Первоначальный вид аппарата. Его блок питания. Вид спереди. Клеммы для подключения кабелей к прижимному механизму с электродами, сзади.
Фото 3. Блок питания точечной сварки. Вид сзади.
В выходных клеммах зажаты простейшие пробные эрзац-электроды из медной, диаметром 3 мм, проволоки. К слову, это был не самый худший вариант, хотя и сильно неудобный – мал зазор, проволока сильно грелась, липла к деталям, оперировать настройками контроллера и пуском приходилось в слепую. Но в целом, варило недурно.
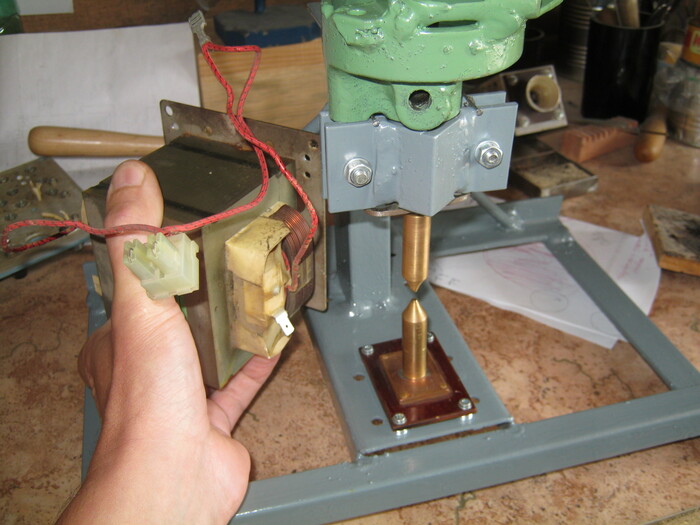
Фото 4. Аппарат точечной сварки в сборе с рычажным механизмом.
Массивные бронзовые электроды, значительный прижим, удобно работать. Однако, однако. Варило из рук вон плохо, хуже проволочных недоразумений (Фото 3) – недооценил гигантские токи, а сварочная цепь получилась составной из слишком многих деталей. И хотя постарался сделать их массивными и изрядного сечения, общее падение напряжения оказалось большим и мешающим сварке. А в силовой трансформатор, удалось продернуть только несколько витков кабеля – напряжение на нем изначально невелико.
Фото 5. Электроды сварочного аппарата крупнее.
Попричитав положенное время – «Ой где были мои глаза!», проанализировал конструкцию и способы ее оживления. Их ровно два – переделать сварочный трансформатор на аналогичный, но с большим напряжением, чтобы имеющимися потерями можно было пренебречь. Устранить, свести к минимуму, сами потери. Первая задача распадается еще на две – перемотать имеющийся трансформатор или изготовить новый, более мощный, а место в корпусе это позволяло. Кстати, при этом можно было бы сделать несколько переключаемых отводов от первичной его обмотки и расширить диапазон применения. Перемотать же планировалось более тонкой шиной чтоб влезло больше витков.
Повертев свою механизму пришел к неутешительному выводу – переделка ее была бы слишком материало- и трудоемка, ряд деталей выполнен так а не иначе из-за ограниченных технических возможностей имеющейся мастерской. Осторожный оптимизм внушала и самая простая версия с проволочными электродами и ручным прижимом (Фото 3).
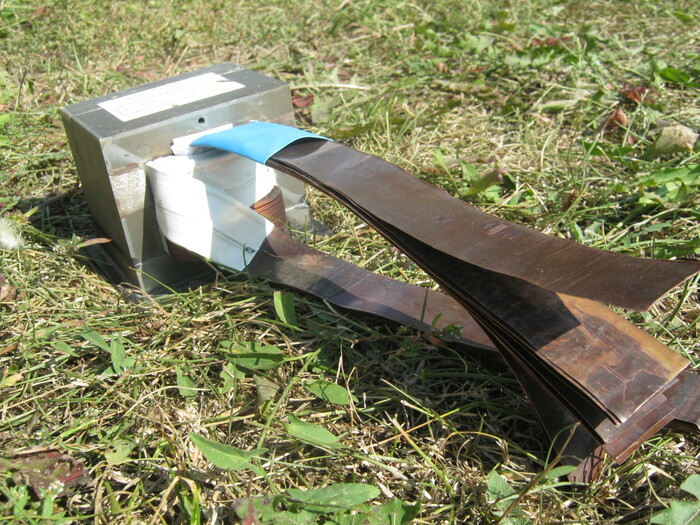
Фото 6. Возможный вариант устранения потерь – трансформатор с длинными мягкими выводами вторички расположен рядом с электродами, сбоку на раме. Для жестких нетонких деталей.
Очень хотелось использовать добротно сделанный, с насмерть запаянными клеммами, сварочный трансформатор. В порыве, собран простой, встраиваемый в корпус, вариант механизма перемещения электродов (Фото 7).
Фото 7. Промежуточный, аварийный вариант механизма сжатия.
Трансформатор с клеммами – от прошлого варианта. Верхний текстолитовый рычаг можно удлинить деревянной ручкой для увеличения усилия сжатия. Электроды легкосменные, плоские, выпиленные из пластины. Сваривало очень неплохо – потерь минимум, но перемещение рычага в сборе, не слишком плавное. Выводы от трансформатора короткие и жесткие – при пайке по жилам капиллярными силами затянуло припой и превратило их в прутки.
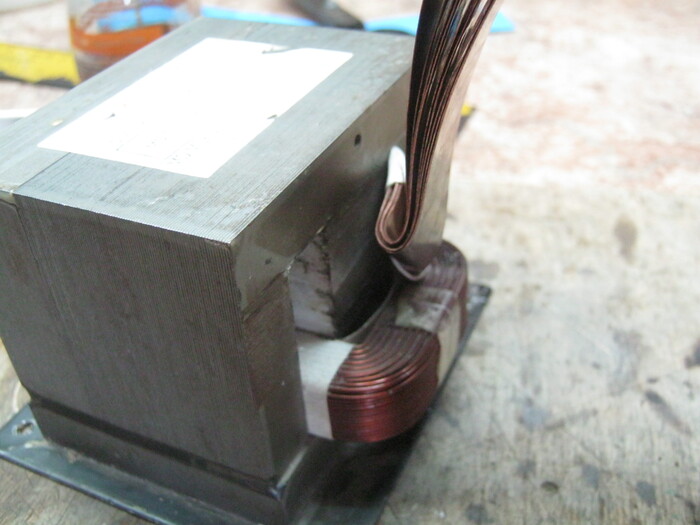
Осмыслив проделанную работу принял командное решение перемотать имеющийся трансформатор на, по возможности, большее напряжение вторичной обмотки и сделать длинные мягкие ее выводы. Этого удалось добиться применив в качестве провода плоскую самодельную шину из фольги (Фото 8). Вместе с этим, родилась и соответствующая конструкция прижима электродов – плоские кронштейны-пружины перемещающиеся только за счет их гибкости. На манер пинцета (Фото 9).
Фото 8. Перемотанный плоской шиной трансформатор. При сравнимом с прежним сечении удалось втиснуть на виток больше.
Фото 9. Пинцетная конструкция электродной системы.
Электроды – все тот же проволочный эрзац, но и он с мелочами работает хорошо. Конструкция удалась чудо как хорошо – сваривает отлично, ход пластин исключительно мягкий, давления «от руки» для деталей из проволоки и листов до 0,4…0,5 мм толщиной, довольно вполне, электроды даже из нетолстой меди почти не липнут. Детали такой толщины свариваются при настройках контроллера на половину мощности и времени – будет соединять и более толстые, но нужны электроды помассивнее. Электроды, в отличии от исходного пруткового варианта (Фото 5) нетрудно сделать выдающимися вперед, для сварки внутри. Вердикт – принять на вооружение с удовольствием.
Доработка аппарата.
Что понадобилось для работы.
Набор некрупного инструмента для слесарных работ, работ по дереву, электромонтажа. Крепеж, мелочи, расходные материалы, ЛКМ.
К делу.
Пробные сварки с двумя последними механизмами делал с запиткой сварочного трансформатора от имеющегося, установленного в коробке, контроллера (Фото 10).
Фото 10. Эксперименты с применением нового механизма. Последний пристроил на коробку и подключил к штатному контроллеру недлинными проводами.
Фото 11. Доработка, начало.
Демонтирован один из вентиляторов с панелью, обдувающий силовой трансформатор. Паче чаяний, короткие тупые гвоздики которыми она крепилась к деревянной стенке, без особенных затруднений и вандализма удалось извлечь. В новом варианте все доступные для манипуляций органы аппарата, будут спереди.
Фото 12. Демонтирован трансформатор с сильноточными клеммами. На задней стенке осталось свободное место, переставим опальный вентилятор туда. Не повредит, да и жалко красивой самодельной панели.
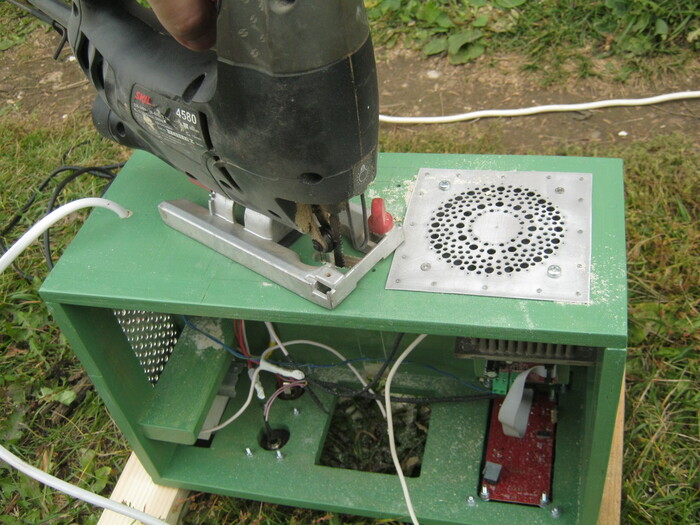
Фото 13. Простым карандашиком разметил место проема, просверлил входное отверстие для пилки, выпилил электрическим лобзиком.
Фото 14. Установил панель с вентилятором, приколотил ее теми же обрезанными некрупными гвоздиками. Чтобы не слишком толстая фанера стенки при этом не вибрировала, подкладывал изнутри тяжелую железку.
Фото 15. Проложил провод от свежеустановленного вентилятора к выпрямителю на стенке и подключил параллельно с первым.
Расчистил и подготовил место для установки трансформатора с электродами – отремонтировал раненый при выпиливании провод, удлинил несколько проводов, проложил и закрепил их вдоль угла.
Фото 16. Детали платформы с изолятором и электродной системой. Разобраны до атомов.
Перед сборкой несколько раз покрыл деревяшки акриловым лаком. Польстился на быструю сушку. Баловство конечно. Для надежной консервации дерева стоит применять масляный лак или краску.
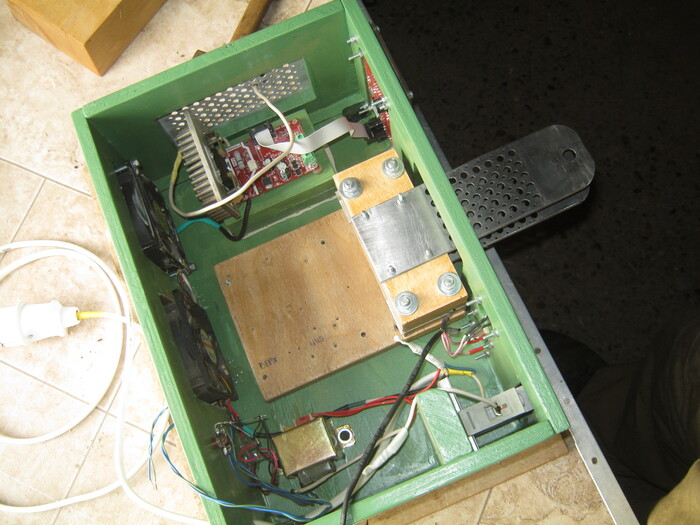
Фото 17. Модуль с трансформатором и электродами весьма массивен. К счастью, с надежным креплением к корпусу затруднений не возникло – естественным образом детали модуля – сборная стойка-изолятор и трансформатор закреплены длинными сквозными винтами.
Аж восемью штуками. Длинна их несколько избыточна и стоит только собрать этот модуль сразу внутри корпуса с креплением насквозь, в том числе и через дно, и задача решена. На фото – сверление отверстий в дне ящика. Основание электродно-трансформаторного модуля используется как кондуктор.
Фото 18. Собранная в ящике электродная система. Послойно, с креплением общими болтиками М6 к дну.
Фото 19. К клеммам трансформатора предварительно припаял и изолировал термотрубкой пару недлинных мощных проводов. Для удобства подключения. Продел плоские выводы шины, привинтил трансформатор винтами М5. Также насквозь, через дно корпуса.
Фото 20. Вид на дно ящика. Под головки винтов подложил широкие усиленные шайбы. Ножки корпуса из полос плотной 5 мм резины позволили использовать не утопленный крепеж.
Фото 21. Вид на переднюю стенку аппарата в сборе с новым электродным модулем. Установил винтовые клеммы, зажал электроды, восстановил внутрикоробочный электромонтаж, проверил работоспособность. Компактно, мощно, замечательно работает - ай да Пушкин!
Фото 22. Некрасивую дыру вокруг электродов закрыл декоративной фанерной накладкой.
Из нетонкого листа твердой ДВП вырезал заготовку, разметил и лобзиком по дереву выпилил щели для электродов, просверлил отверстия для крепежа. Зашкурил и в пару слоев покрыл масляным лаком.
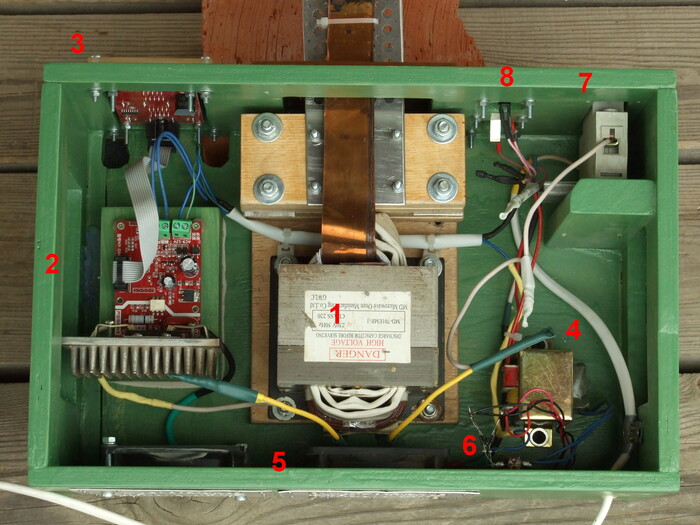
Фото 23. Вид на монтаж аппарата.
Где : 1 – сварочный трансформатор; 2 – модуль управления; 3 – субмодуль управления с индикацией, кнопками и зуммером; 4 – сервисный маломощный трансформатор для питания модуля управления и вентиляторов охлаждения; 5 – вентиляторы охлаждения, работают на половину мощности; 6 – выпрямитель для питания вентиляторов – диодный мост, при необходимости усилить обдув к нему добавляется оксидный конденсатор; 7 – автоматический выключатель; 8 – кнопка пуска и гнездо для подключения педали.
Вариант аппарата окончательный, возможные модернизации - только применение более совершенных электродов, например, каплеобразной формы из нетонкого листа и применение выносного сварочного пинцета.
Редко когда бывает – чтобы вопиюще спроектированный прибор, отлично работал и чудо как хорошо вписывался в конструкции, правда, в несколько ином, чем планировалось, качестве. В самом деле, высоковольтный трансформатор от микроволновой печи - огромный ток холостого хода, людоедская индукция в вызывающе заваренном насмерть сердечнике… Зато удешевление производства и экономия материалов. Интересно, что как не старались конструкторы, в вышедших из строя печах этот трансформатор почти всегда цел – надо полагать, в конструкции есть элементы еще более ненадежные.
А вот для некрупной настольной точечной сварки – лучше его, не придумать - габаритная мощность до киловатта при очень скромных размерах и массе, да и добыть удается незадорого, а нередко и вовсе даром. Работает секунды – дрянные параметры не успевают показать себя во всей красе, опять же легко перематывать – витков немного, провод толстый, сердечник разшелушивать на пластинки а потом собирать не нужно. Два витка нетонкого провода уже будут неплохо работать. Однако, однако. Кабель круглого сечения и невеликое окно для сильноточной «вторички» оставляют маловато вариантов, больше нескольких витков солидного провода, даже с самодельной, во имя экономии места, изоляцией, не продернуть. Такому аппарату по зубам либо совсем мелочи, либо заготовки чуть помассивнее, но сварочный клюв и соединительные провода должны быть очень короткими и весьма нетонкими. В то время как некоторые некрупные операции удобно делать выносным «пинцетом», хотя бы на полуметровом кабеле с его потерями.
Традиционно, для сверхсильноточных обмоток применяют фольгу (нетолстый лист). Он сильно экономит «окно» оставляя мало пустот, удобно ложится при обычной намотке на вынутую из стального сердечника катушку, изолируется обычными «межслойными» средствами. В собранный сердечник такую обмотку продернуть куда как сложнее, но попробовать стоит – в имеющийся трансформатор влезет больше витков, а при изрядном соотношении витков / Вольт, любой лишний оборот – большое дело.
Мой исходный сварочный трансформатор-заготовка намотан самодельным кабелем около 20 (?) мм2. 2 витка, короткие и жесткие выводы (Фото 2).
Фото 2. Исходный сварочный трансформатор. 2 витка – около 1.7 В, при огромном токе.
Любое промежуточное соединение и потери на нем критически уменьшают и без того невысокое напряжение, а для короткого клюва выводы слишком жесткие – по жилам заполз припой.
Старую вторичную обмотку по возможности аккуратно демонтировал – распаял самодельные клеммы и наконечники горелкой, собрал припой, удалил провод (Фото 3).
Фото 3. Первозданный вид, почти что «жемчужина, понимаешь, несверленная».
Обмерил сердечник и определил высоту (ширину) ленты с учетом изоляции. Увы, слишком сильно рассчитывать на плотную укладку не приходится – жесткий кабель, складки изоляции. Попытаемся по возможности свести их к минимуму, рассчитать максимальную длину заготовки провода и намотать сколько влезет. Исходный трансформатор (Фото 2) неплохо работал с коротенькими эрзац-электродами из 3,3 мм медной жилы. Любое увеличение сечения или количества витков «вторички» ощутимо улучшит его свойства.
Моя заготовка для самодельного провода-шины – небольшой рулон медной отожженной фольги, доставшейся по случаю (Фото 4).
Фото 4. Медная фольга 0,2 мм. Слегка помятая, судя по мягкости и пятнам окиси – отожженная.
По магнитопроводу определил максимальную вероятную длину шины, накинул запас для некоротких выводов. Местами мятую фольгу, по возможности, выровнял, расстелив на ровной поверхности и с усилием прошелся по ней гладким цилиндром – литровой стеклянной банкой (Фото 5).
Фото 5. Выравнивание медной заготовки-фольги.
Фото 6. Выровненный рулон развернул, разметил и отрезал нужный кусок.
Освободил в мастерской большой стол, отрезанный кусок-заготовка в аккурат на нем помещался, что сильно упростило работу. Распустил заготовку на ленточки – каждую размечал, отчерчивал очередную границу под длинную линейку – алюминиевую квадратную трубу. Использовал слесарную чертилку. На темной меди процарапанный светлый след виден очень хорошо. Резал фольгу обычными, старыми портновскими ножницами. Тяжеловато, но получается несколько точнее, чем специальными по металлу. Спешить мне было некуда, растянул удовольствие на несколько дней. После резки край имеет небольшой заусенец на обоих частях. Выравнивал его, насколько возможно, той же банкой.
Фото 7. Нарезанные из медной фольги ленточки – заготовки шины. 10 штук х 24 мм х 0,2 мм = 48 мм2.
На самом деле получилось еще несколько больше – значения округлял в меньшую сторону. То есть – «не менее» 48 мм2.
Суперзадача – изолировать витки шины друг от друга. Увы, обычные намоточные приемы, вроде киперной ленты или бумажных полос с бахромой здесь не годятся и придется заранее изолировать весь намоточный провод. Здесь, применил термотрубку подходящего диаметра (Фото 8). Кроме прочего, она неплохо скользит даже без дополнительной смазки, что полезно при плотной намотке-продевании.
Фото 8. Изоляция самодельной шины термотрубкой.
Сложив стопку лент, скрепил их в нескольких местах прищепками, примял острые торчащие углы на торце шины и в несколько приемов натянул термотрубку. Строительным феном с широким наконечником последовательно усадил термотрубку на меди. Левой рукой в нетонкой матерчатой перчатке, при необходимости выравнивал стопку лент по ширине, приминал волны.
Намотка изолированной шиной по ширине окна особенностей не имеет, за исключением, разве что, первого вывода. Разумеется, нужно правильно определить и выполнить направление намотки, совпадающее с таковым, у обмотки первичной. Контрольной, может быть пробная намотка из нескольких витков любого изолированного провода (Фото 9).
Фото 9. Пробная намотка для контроля правильности направления намотки.
Выполнена куском двухжильного сетевого шнура. После подачи на сетевую обмотку стандартных ~220В на пробной обмотке должно появиться соответствующее виткам (примерно помноженное на 0,8) переменное же, напряжение.
Фото 10. Вывод начала вторичной обмотки. Шина изогнута под углом 90 градусов, вверх. Вид спереди.
Фото 11. Вывод начала вторичной обмотки. Вид сбоку. Сформованный руками, затем его аккуратно сплющил киянкой и изолировал от стали и сетевой обмотки.
Фото 12. Готовый перемотанный трансформатор для контактной сварки.
Увы, в действительности, витков влезло меньше ожидаемого из-за трудноустранимых образующихся при намотке складок на самой ленте и изоляции. Тем не менее, получилось три витка сечением 48 мм2, с длинными мягкими выводами. При сетевом напряжении ~220В они дают чуть больше ~2,5 В. На такую обмотку с выводами около 20 см, ушло 1.2 метра самодельной шины.
Данное изделие как и из чего делается? На ручную сварку и полуавтомат вроде бы не похоже. Контактная сварка? Каким аппаратом? Стальная проволока? какой диаметр можно использовать проволоки? А можно из нержавейки?
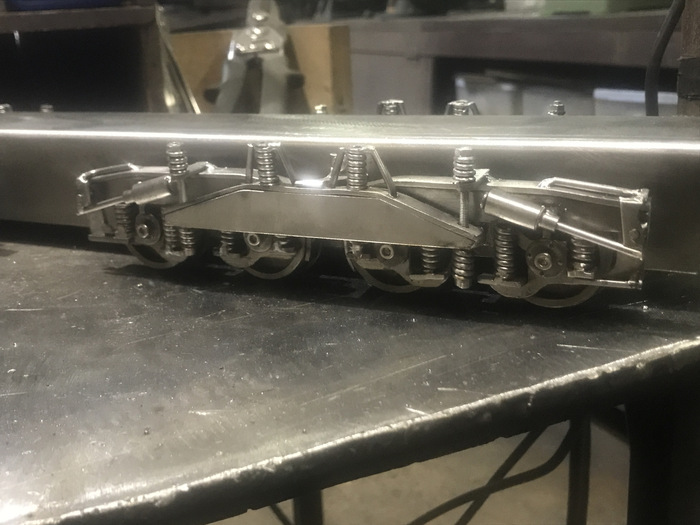
Опять попросили сделать подарок железнодорожнику . В этот раз была просьба на определённую модель. Мельком посмотрел на картинку как он выглядит. Думал а что там делать то. Ох как я ошибался .Во первых у него 8 колесных пар. А это 16 колесиков. . Ну и всяких мелких деталек в подвеске. А они все мелкие их много и делаются руками( дремелем).
После изготовления подвески начал делать верх. Сперва кабину ну и внутреннюю част. Пульт, сидушку. Правда внимательные заметят что пульт немного отличается от того что был в оригинале. Делал по картинке из интернета. Походу не ту картинку нашел.
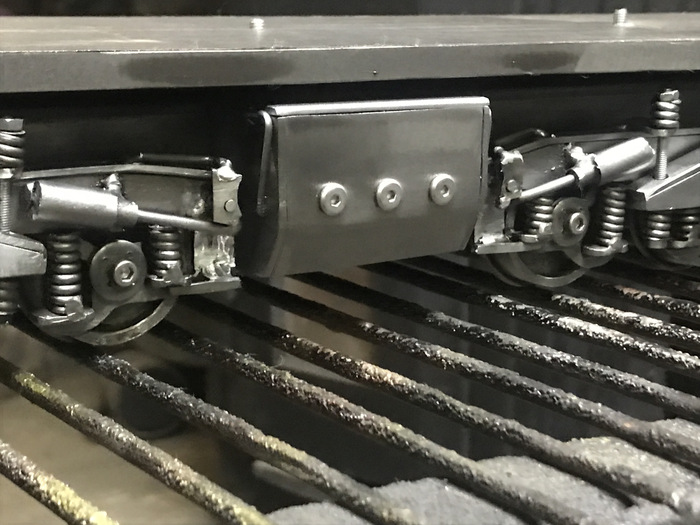
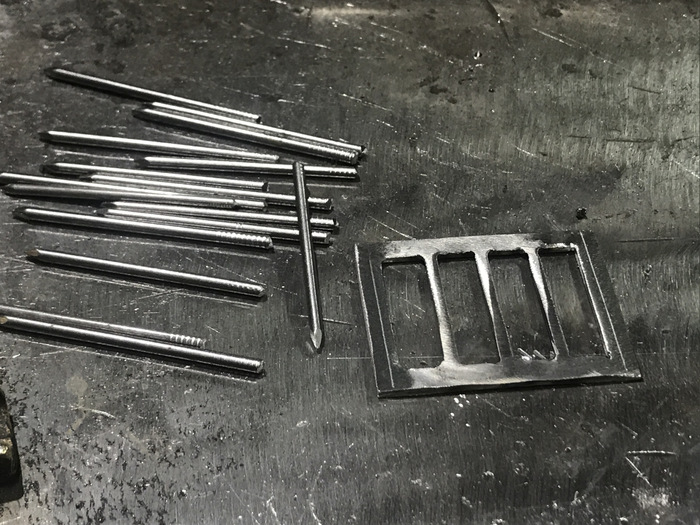
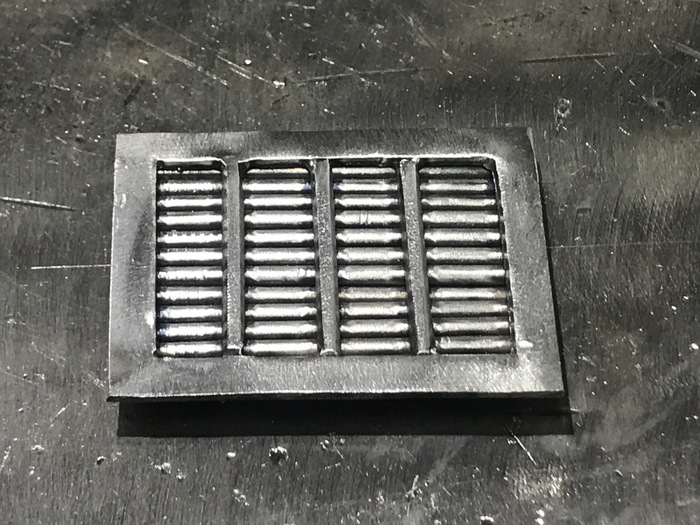
После изготовления кабины сам корпус. Ну там все просто. Решетки вентиляционные сделаны из гвоздей 2.5 мм.
Двери из трёх частей. Это к слову много одинаковых деталек.
Поручни сделаны из гвоздей и электродов 2мм.
Самые внимательные наверно заметили надпись на кабине и над передней решеткой 2704. И скажут чувак это же порядковый номер тепловоза. А их было выпущено меньше тысячи. Предложил заказчику сделать дату рождения. Он согласился
Ну собственно и всё. Случился правда небольшой геморрой с покраской. Налил в мерный стаканчик лак. Добавил отвердитель. Все это размешал и уронил на пол. Естественно большая часть разлилась. А то что осталось по любому бы не хватило для покраски.
Самый большой минус этой ситуации то что лак был последний. Пришлось на следующий день ехать покупать. Так как красил в 10 вечера. Ну и поле покраски на следующий день поехал на жд станцию пофотографировать тепловозник.
Размеры получились. Длина по основанию 60 см. Ширина 14 см. Высота 22 см. Вес 10 кг.
Р/S Задачи сделать полную копию тепловоза со всеми масштабами и чертежами не было. Нужно было сделать узнаваемо. Думаю что это удалось. Был как раз в отпуске ,поэтому полу
На Пикабу можно найти эксперта практически по любой теме. Юриста, технаря, автомеханика, электрика, велосипедиста, менеджера, который каждый день работает с Excel-таблицами, и аллергика со стажем.
Если: • у вас есть вопрос, на который не получается найти ответ; • вам нужна консультация эксперта по узкой теме; • важно получить совет от человека с похожим опытом.
Задайте свой вопрос в специальной ленте и получите ответ (или сразу несколько!) от знатоков своего дела.
4 дня назад был пост... Потом пару дней руки не доходили до Тортуги. Вчера почти доделал обшивку впихивал диван.
Сразу: Да я знаю, конструкция говно, но сейчас нет времени на изготовление нового, делаем быстро из того что есть.
А сегодня вечером уже надо выехать жи!
Поэтому молниеносно собираем систему электроснабжения!
Сердцем будет AGP аккумулятор на 105 ампер часов. По моим подсчетам его должно хватать на сутки-двое. В перспективе солнечная панель для подзарядки, а пока он подключен к основному аккумулятору через реле, которое разединяет аккумы когда машина заглушена.
Далее питание идёт на две шины. Плюсовую и минусовую.
От них напрямую (скоро там будет предохранитель) подключен супер мега убер инвертор на 10 киловатт)))
Киловатты естественно китайские, но по обзорам и отзывам он должен потянуть ковемашину на 800 ватт + холодильник.
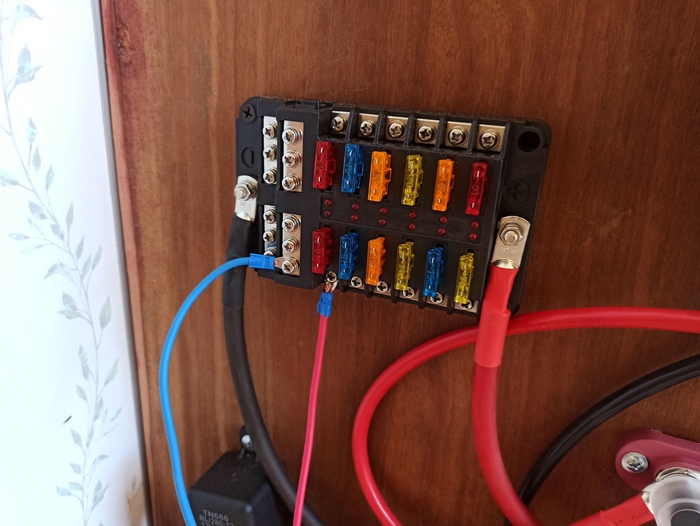
От тех же шин подключен блок с предохранителями для питания более мелких потребителей на 12 вольт.
На него сразу подключил первую USB розетку и насос для подачи воды в кран и душ.
Фоткал очень мало, так как времени в обрез... Напривер фоток ёмкости для воды под диваном нет вообще... Но будут потом ;-)
От той ёмкости подключен насос толкающий воду в кран на раковине, которая ещё и газовая комфорка (питание от 5 литрового баллона.
Над аккумулятором сооружаем стол и рядом короб для холодильника. Холодильник обычный на 220В, питаться будет от инвертора. И да! Мебель сейчас собирается из того что есть под рукой, потому что мы не знаем как оно нам будет удобно. Схему уже отработали при строительстве дома. Сначала из опилок и скотча делаем максимально удобно, а потом перерабатываем это в дорогую мебель...
Как видно, машина постепенно заполняется вещами и растениями, ведь первый выезд у нас не на отдых, а по дальним клиентам. Испытания в боевых условиях так сказать...
И вот всё загружено и мы стартуем! Сразу же заправляемся! Вы цены видели на дизель?
И тут выясняется что мы перепутали день! Выезжать надо завтра 🤦♂️
Хорошо от дома не далеко отъехали, разворачиваемся!
В целом это даже не плохо, в авральном режиме без обеда я сделал норму двух дней и завтра смогу сделать ещё чутка, например заменить пассажирское сиденье, а то родная откидушка явно не предназначена для дальних путешествий. Ну и фоток ещё поделаю, а то ведь там камера заднего вида встала на последних секундах)))