

Миниатюрная трость из того что попалось под руку



Показать полностью
4

Попросил близкий друг сделать нож, подарок для отца. Фамилия Сандаловы, вот и рукоять делай из сандалового дерева) благо успел найти и всё вовремя приехало
Результат в конце, тут немного фоток процесса

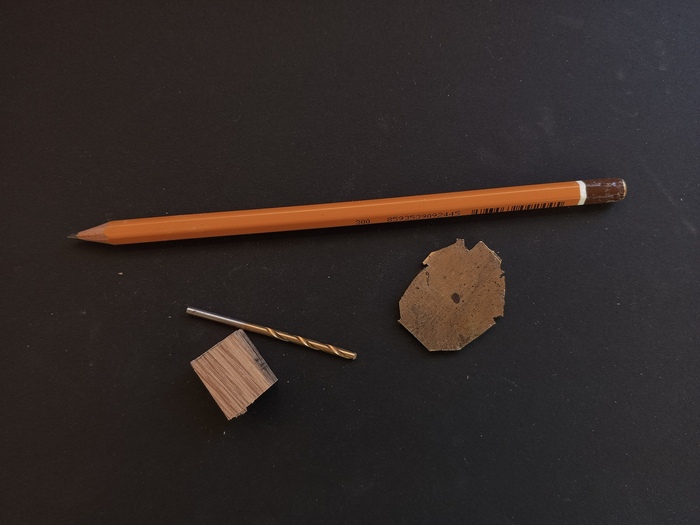
больстер размечаю, вырезаю, набиваю, что бы щелей не было
клинок тоже купил необычный. Ламинат Петра Фетисова - внутри к110 в обкладке х12мф


склеиваю и придаю форму


решил сделать тыльник, выгнуть и подогнать было то ещё удоводьствие)


Вырезаю инициалы владельца в старославянском стиле
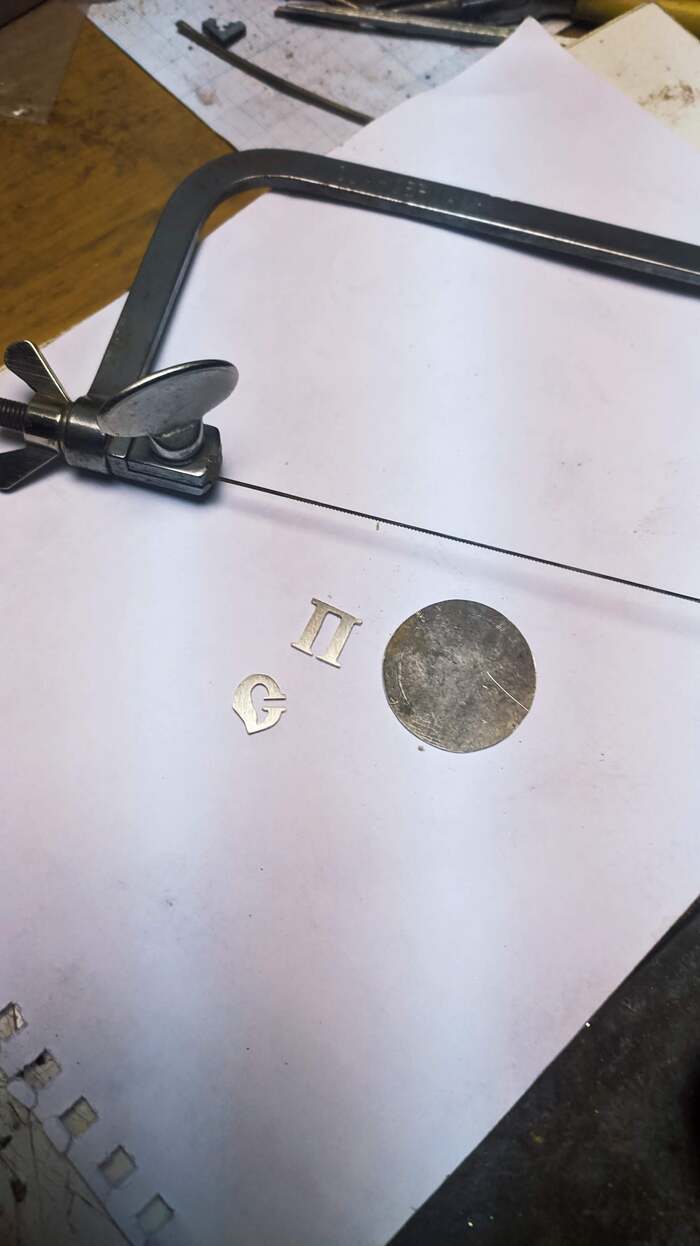
пайка, фактуровка


задолбался вырезать контур для инициалов) то криво, то косо, то пробил коряво....


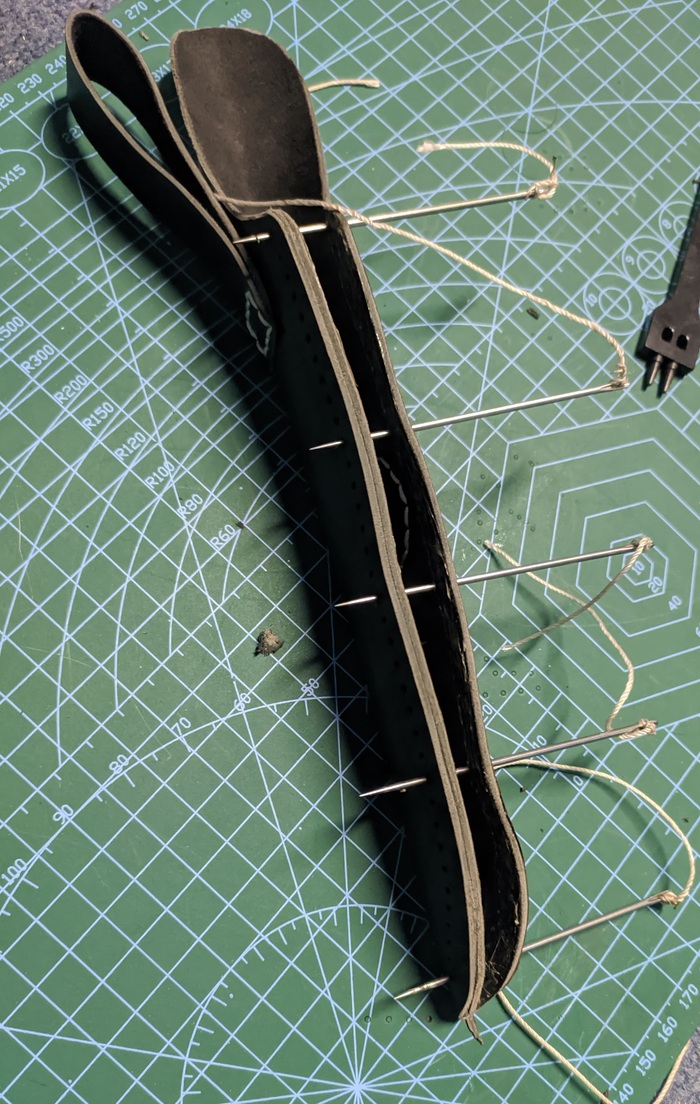
склейка и сшивка

благодарю тех, кто уделил внимание и конечно же моих любимых подписчиков.
Вас уже больше 300 человек, супер! Подписыайтесь и следите!
На связи, всем бобра







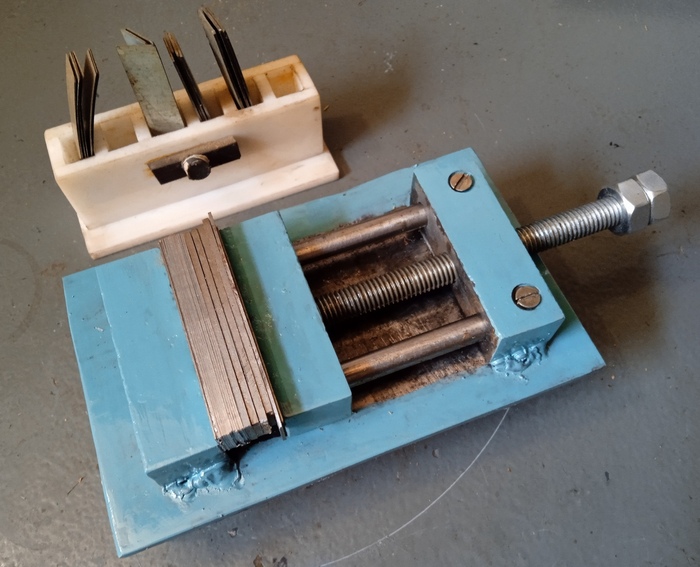
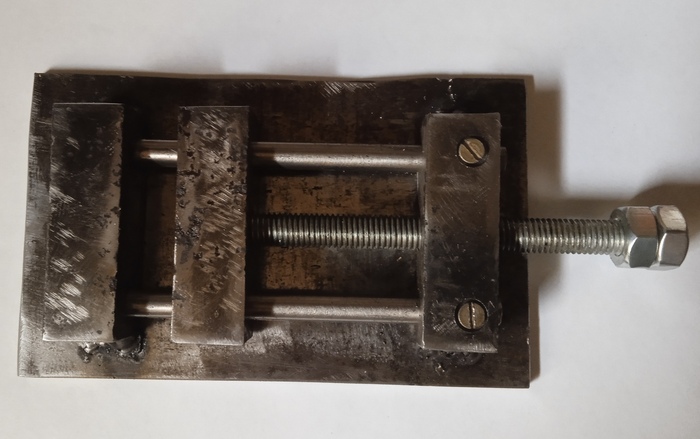
Пока у меня не прошел тисочный период, решил использовать старую заготовку и сварганить еще маленькие тиски. Применимость - для сверлильного или фрезерного станка.
Для изготовления таких тисочков требуется минимум инструмента - что-то отрезное, болгарка или вообще ручная ножовка по металлу, что-то сверлильное - проще если есть сверлильный станок или стойка для дрели, но и просто дрелью можно справится при известной сноровке. Дед у меня и не такое сверлил ручной дрелькой!
В качестве направляющих используются валы от принтера диаметром 8мм, закреплены в подвижной губке. Гайка и неподвижная губка крепятся к основанию винтами М5

Основание имеет размеры 70х100 мм, отверстия под крепление губок 5.5мм рассверлено 11мм для потая головок винтов (оказалось что в доме нет с потай головками, а в связи со сложным положением в стране и с бензином, ехать было лень, пришлось использовать что нашлось)

6 отверстий по центру основания - задел под будущий инновационный способ крепления к фрезерному станку.

Зажимной винт с резьбой М10 (чего больше чем достаточно для таких тисочков!), на конце просверлено отверстие и нарезана резьба М4 для фиксации в подвижной губке
Головка - кусок прутка диаметром 16-18мм, просверлено, нарезана резьба М10 первым номером метчика, с усилием навернуто на винт, можно посадить на фиксатор резьбы, но я просто пару раз стукнул молотком, чтобы слегка расплющить и заодно сформировать площадку для сверления сквозного отверстия. Подвижная ручка 5мм стальной пруток, газовой горелкой концы нагреты до красна и слегка расплющены, чтобы не проваливались в отверстие 5.2мм


Губки получились чуть меньше ширины основания, 68х14х28мм, из-за ограниченной длины заготовки. В общем я думаю из фото конструкция ясна.

14мм толщины подвижной губки позволяет с двух сторон сделать выборку материала, с одной направляющая для винта, а с другой - чтобы спрятать головку фиксирующего винта. Отверстия под направляющие диаметром 8мм ровно, под винт - 10мм

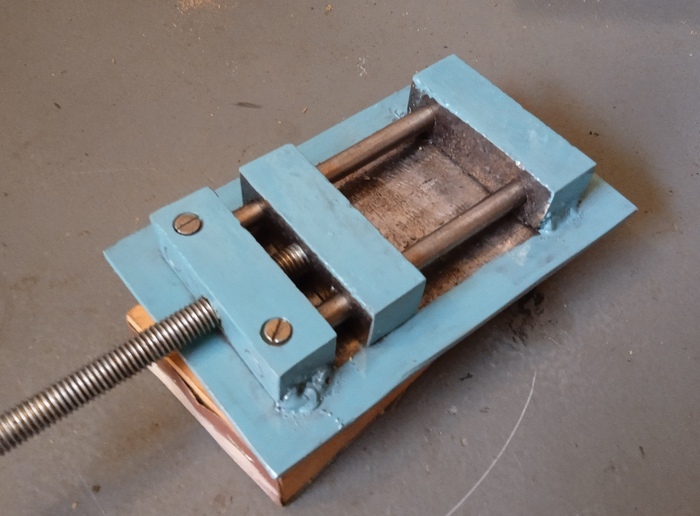
Крепление к станку попробовал с помощью закладных элементов и винтов опять же М5
В самих тисках 6 отверстий в виде квадрата со стороной 30мм, что позволяет (кстати неплохо держат даже при фрезеровке сталюки!) закреплять тиски как параллельно и перпендикулярно врезе, так и под углом 45 градусов.


Тут уже пришлось искать резервы в виде винтов с потай головкой, так как 9мм толщины основания не позволяют спрятать головку обычного винта.
Вид сбоку с закладными гайками.

А теперь об недостатках - главный недостаток заключается в откровенно слабом винтовом креплении гайки и неподвижной губки. Повелся на рассказы блогеров в интернете, что таким образом крепят части тисков. Но оказалось что зажим детали приводит к выворачиванию таких креплений, на фото видно немного наклоненную неподвижную губку. Так что придется все-таки крепить элементы электросваркой, например электрозаклепками через готовые отверстия. Особенно хорошо выворачивает губки когда деталь зажимается только верхней частью губок.
Но впрочем зажим деревянных деталей даже в таком виде довольно неплох.
Всем хороши советские тиски с шириной губок 80мм. Вот только каленые губки с грубой насечкой оставляют практически на любом материале следы.

Вот крупнее

Первой идеей было сделать накладки на губки. Металл 0,5мм, из какого-то кожуха вырезано.

Получилось значительно лучше, но идея новых губок не отпускала. А так как у меня как раз в разгаре тисочный период, пару тисков наваял, об одних уже рассказал, пост об вторых в процессе.
Плюнул на чрезмерные хотелки в плане материала и сварганил из того что было. А были куски плиты 9-ти миллиметровой.

Губки получились немного больше родных, вырезалось большой болгаркой 230мм, промерял отверстия в родных губках и просверлил такие же в новых.
После установки на тиски прошелся шлифовальным диском по внешним граням


Не знаю почему, но на тапок Сяоми Редми 9А все фотки выходят какими-то искаженными и показывают все даже самые маленькие огрехи.

А на деле расхождение между размерами сторон губок всего 40 соток!
На фото виден рез на верхней губке, по факту получились 95 мм шириной, против 80-ти родных. После недолгих размышлений решил не подрезать и оставить так как есть. А рез это от предыдущих экспериментов.
Пока никакой насечки на губки не наносил, они прекрасно держат и без этого, а вот пазы для круглых деталей позднее сделаю. Надо будет только определиться как оно будет удобнее.
Спасибо за внимание ;)
Всем доброго. Так уж получилось, от соседней стройки осталось немного интересного хлама. Диск по бетону неизвестного бренда, и немного транспортировочной обрешетки.

Было решено изготовить из этого добра триллиардный в мире нож из диска от пилы/по бетону/etc.



Вырезал, немного ободрал, начал слесарить, и впёрся в неразрешимую для себя задачу. Закалить то я его смогу, постепенно раскалить до красна с погрузить в масло дело выполнимое. НО, как говорится "любишь, отпусти", а отпустить мне нечем. Т.е., как нагреть железку до 200 с хвостиком градусов, и не перегреть, и не недогреть, я не понимаю. Муфильной печи нет, духовки в гараже нет, безконтактного термометра нет. Подскажите, как выкрутиться?
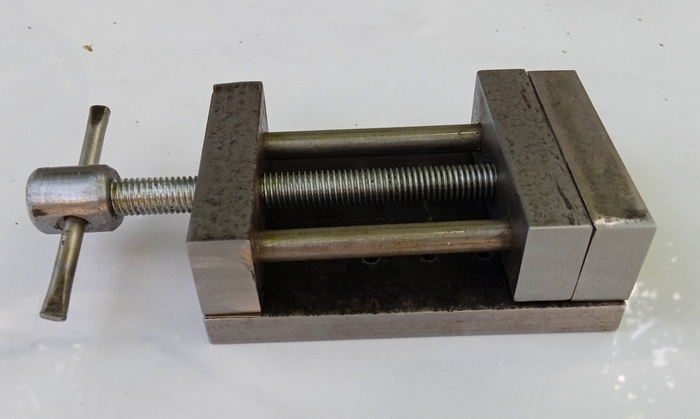
Пришла мысль сварганить небольшие тиски. Особенность - направляющие используются как база, высота зажима около 7мм, как раз думаю будет удобно фрезеровать подкладки под резцы.
На фото одно из применений - фрезеровка краев подкладок под токарные резцы. Подкладок много не бывает, я вообще думаю к каждому резцу и на каждый станок свой комплект держать, чтобы не высчитывать сослепу (мартышка к старости слаба глазами стала :) высоту.
Материал губок - квадрат 20мм с металлолома, неожиданно более-менее квадрат, на базе продают хорошо если параллелепипед, а бывает и вообще трудно вообразимой формы :)
К сожалению металл оказался побит жизнью и все каверны от ржавчины убрать не удалось, но с другой стороны это и к лучшему - такие тиски не так жалко модифицировать при необходимости.
Ширина губок - 64мм.
Направляющие - нержавейка 8мм, нашел где-то на свалке, можно использовать валы от принтеров. Длина - 120 мм
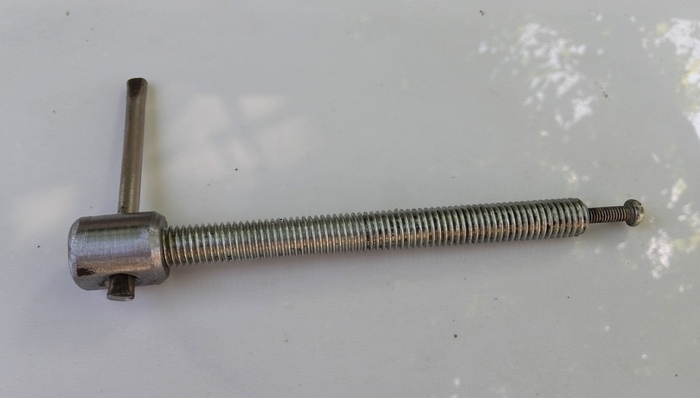
Винт - М10, с более-менее правильной резьбой, длинной 120мм
Основание - 90х150 металл 4-ка

Основание сделано с запасом, чтобы уже по месту можно было определиться как будет крепиться к станку. Остатки демонтированного 5-ти тонного бака, отрезаю кусочки, потому форма не особо кошерная :)
Квадрат резался ручной болгаркой, потому потом пришлось шлифовать сборку для приведения к общему знаменателю. Семь раз отмерял, но все равно китайская сверлилка дала небольшое отклонение. Отверстия под направляющие сверлил сначала 4мм, потом рассверлил до 8мм.
По результатам теста оказалось что при 8мм в подвижной губке все ходит туговато, рассверлил до 8,2мм

Крепление подвижной губки к винту М10. Рассверливаем 4мм отверстие с обоих сторон на 5-7мм десяти мм сверлом. Под крепежный винт М4 отверстие сделал в 5мм. На конце винта сверлим и нарезаем резьбу М4, держится само, но дополнил фиксатором резьбы. Хорошо бы конечно нарезать левую резьбу, метчик то есть, а вот с болтиками беда, точить было в лом, потому правая резьба с фиксатором :)
Да, когда приводил губки к общему знаменателю пометил их, чтобы в таком же порядке и собирать в готовую конструкцию. Пара точек керном с нижней стороны оказывается значительно надежнее маркера.
В неподвижной губке под резьбу М10 просверлил отверстие 9мм, вообще умные книжки советуют 8,7-8,8 мм сверлить, но пара поломанных метчиков как бы намекают что не все в книжках истина, потому не стал экономить, 1мм резьбы хватает с лихвой.

Примеряем как оно будет в натуре. С китайским сверлильным станком с российским названием надо сверлить осторожно, конструкция станочка жиденькая и полка может ощутимо прогибаться и сверло уводит от вертикали. Само собой сверлить толстую сталь надо с масличком, да не сразу толстым сверлом, а последовательно 2-3 сверлами.
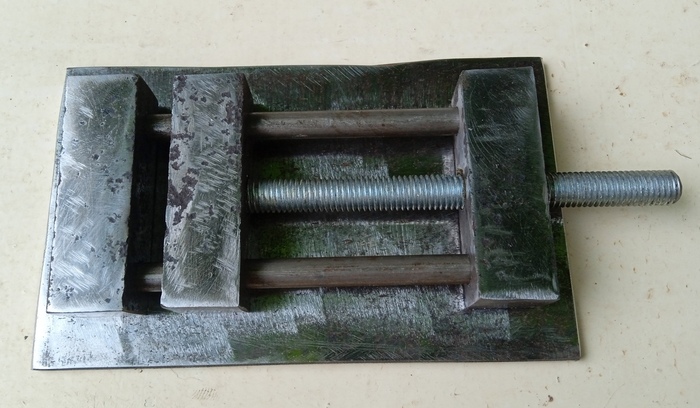
Губки можно было прикрепить на винтах, но сразу об этом как-то не подумал, потому не стал лепить и просто приварил их. Под неподвижные губки пошли подкладки 0,5мм из оцинковки.

Сварка не идеальная, но держится. Простой копеечный инвертер, двойка электрод...
С ручкой еще не определился, надо попробовать прикрепить вдоль и поперек и смотреть чтобы и не мешала креплению и можно было крутить не снимая тиски.
В прошлой версии тисков для сверлильного станка, в качестве ручки пошел маховик от советского водопроводного крана, думал временное решение, а оказалось как всегда :)
В общем мне понравилось как получилось, а что вид малость неказистый, в реальности все не так страшно выглядит, после покраски вид становится совсем другой!
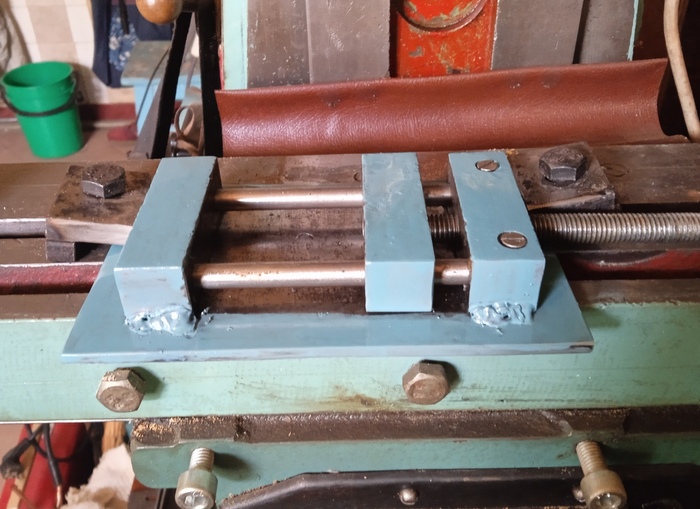
И вот так оно будет выглядеть на школьном станочке. Крепление от больших лекальных тисков, но они в большинстве случаев избыточны и не так удобны как хотелось бы.

Можно и по другому закрепить
Обалдеть 120 подписчиков!!!!
Нужно бы чем то развлечь, вот и расскажу вам о заказе который выполняю в данный момент.
Мой пост может и не будет открытием для гуру швейного дела или владельцев кучи оборудования для пошива, но будет интересен тем кто столкнется с подобной проблемой, в подобном сетапе или просто для тех кто интересуется мягкой мебелью.
Как многие знают, жизнь моя крутится в мягкой мебели. Львиную часть работы составляет перетяжка. Вот и получили мы обращение от клиента (Всеволожск).
Пригласили меня для изготовления чехлов на диван фирмы Roy Bosh "Серебряный век"

Ну что сказать. Пошив чехлов на данный "корабль" это целое приключение.
О чём я и расскажу в рамках текущих будней.
В данном случае перед нами стоят задачи:
- заменить поролон в сиденьях
- добавить наполнитель в подушки
- сшить новый комплект чехлов (с подгонкой рисунка)
Мы же начнем все с раскроя и пошива. Ткань будет довольно похожая
Выбор на диван был сделан в пользу жаккарда bristol (для подушек сиденья и спинок)

И bristol com в виде компаньона на основной чехол дивана

Не стоит забывать также и о декаративном шнуре (кеддер, я же почему то называю его кантом/кантиком), кому интересно цвет 1901.

Отсюда пожалуй и начнется сама история.
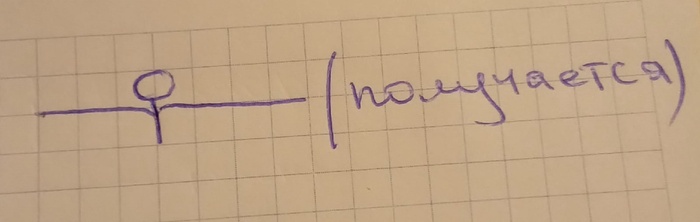
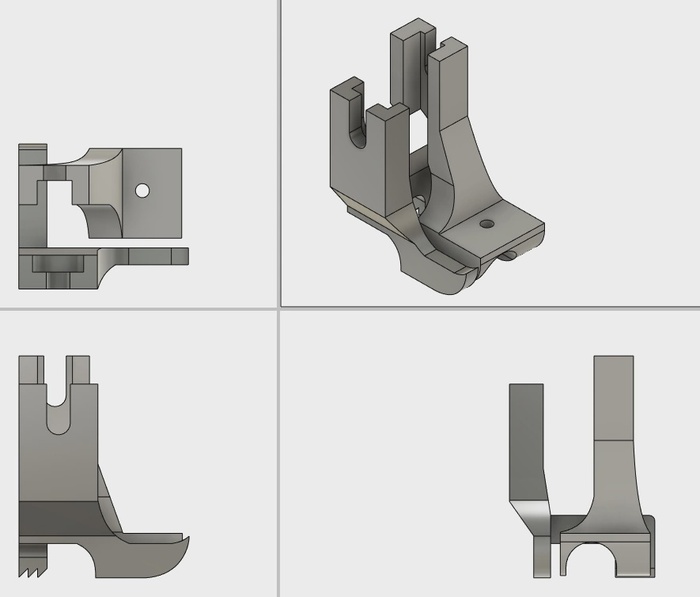
Подобные диваны мы шили не раз, но клиент всегда хотел кант из той же ткани что и диван (тряпичный грубо говоря). Такой кант не представляет сложности, не очень толстый и его легко вшить вот такой лапкой:

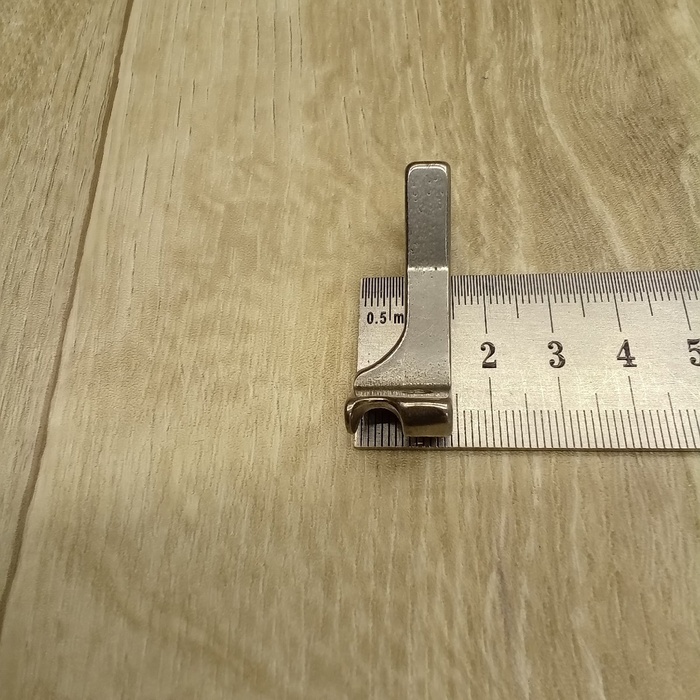
Лапка для канта которая у нас есть - шьет рядом с кантом, и вообще предназначена под 6,4мм вместо 8мм необходимых. Также присмотревшись можно заметить, что отверстие для иглы проходит рядом с выемкой под кант, это важно так как прошивать нам нужно именно по канту.
Сразу хочу отметить что по собранной информации у владельцев машин с "тройным продвижением" подобная проблема решается как то проще и приблуд там полно.
*ткань двигается нижней платформой, лапкой и иглой.
У нас же в мастерской стоит Golden Wheel cs6102

Данная "прямострочка" хоть и довольно универсальна, но ее стандартная лапка (для большинства изделий) и лапка для вшивания молнии, не помогут нам выполнить задачу.
И как внимательные могли заметить, а некоторые ещё давно о таком знают, у данного кеддера есть пришивная ресничка (хвостик).
Суть заключается в том что стандартная лапка шьет рядом с "кантом" и на небольшом отступе, это значит что кант вшитый между двумя слоями ткани - будет болтаться на хвостике.
Даже если пробовать шить по "кантику" то скорее всего он уйдет в сторону и изделие будет испорчено. Выглядит схематично примерно так:
(Немного наскальной живописи)

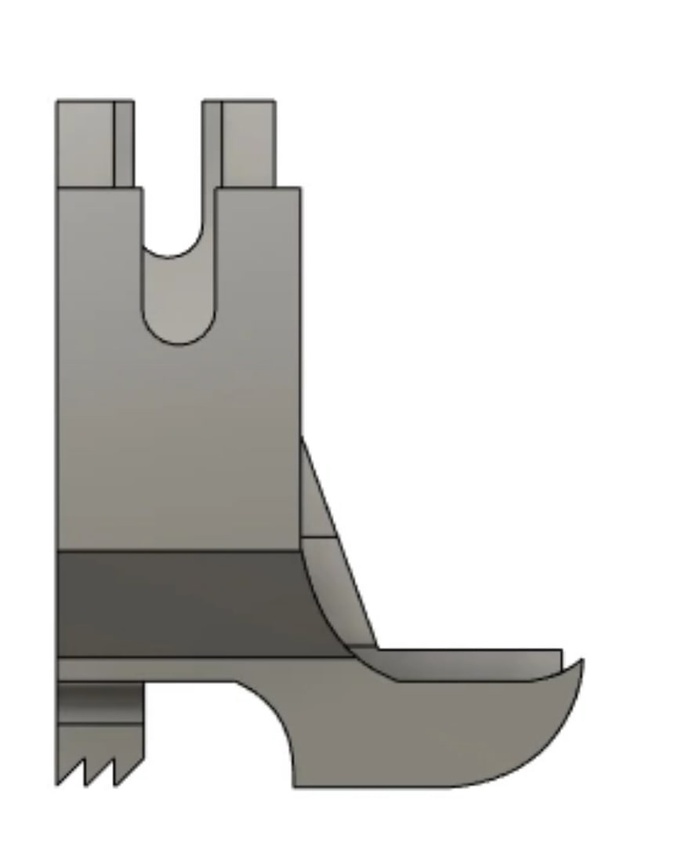
Разумеется мы не самые умные и все придумано до нас. Лезем в каталог фурнитуры и находим это:

Прекрасная лапка, которая фиксирует кант и шьет сразу по его краю, а не рядом с ним.
Схематично это добавит второй шов ( через все слои) который утопит кант и не даст ему болтаться.
Выглядит примерно так:
Попробуем заказать?
Стоимость 450р. ( в наличии нет)
Под заказ 2500р. (ожидание 6 месяцев)
Ну да как же, подождет клиент полгода, да я со стыда сгорю быстрее.
Бьем тревогу, заказ то уже взяли......
Пишем на Пикабу, ВК, ватсап, телегу, спортлото, всем кто связан с мебелью, металлообработкой, 3д печатью. Увы начали мы бить тревогу в пятницу когда получили кант. В праздники многие не отвечают.
Первым, онлайн попался пикабушник с которым мы пытались обсудить изготовление копии. Мимо, т.к. отрисовка модели и выточка выходит под 15-20т.р. что для нашего бюджета нереально совсем. Далее интерес к нам по понятным причинам растворился, пришлось продолжить поиски.
Следующим отозвался металл обработчик из г.Серпухов., увы ему для изготовления детали требовались чертежи которых у нас разумеется не было.
Попробовав снова обратиться к пикабушнику "выше", с идеей расточки имеющейся у нас лапки, мы снова потерпели фиаско.
На поиски уже было потрачено около 2 рабочих дней, и под вечер мой товарищ (технарь и мозг нашей шайки) психанул и сказал что нарисует лапку сам. И он действительно смог!))) За что ему огромная благодарность и мое уважение, без него я бы точно не справился.
Спустя сутки
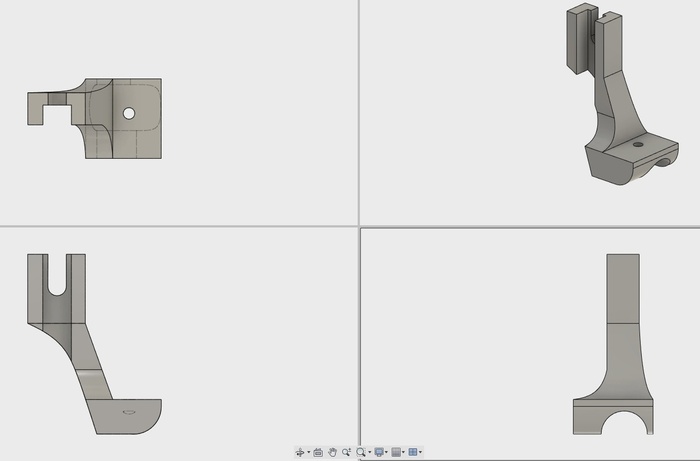
На сколько я понял начало было в блендере, но далее выбор пал на adobe fusion 360.
Потыркавшись с этой моделью по разным металл обработчикам и теми кто завязан с печатью , выводов получил несколько:
1) Металл. Никому не интересно, сложно, долго, дорого и никто цену сказать не может.
2) Пластик. Возможно , но просят посчитать расход и время печати о_О
3) Формат файла в обоих случаях не походит.
К этому времени от задачи я уже порядком подустал. Десятки диалогов, куча попыток, куча объяснений по кругу. К моему счастью появился некий Дмитрий (Flamingo Print) которого я отыскал при помощи карты 3д печатников на сайте alexgyver ( посоветовали искать эту карту в одной из переписок).
Дмитрий потратил добрый час (в течении дня) на переписку с нами, попутно объяснив какой формат ему нужен и как посчитать стоимость.
Не могу также не отметить некоего Сергея которому я благодарен за объяснение в каком лучше направлении печатать
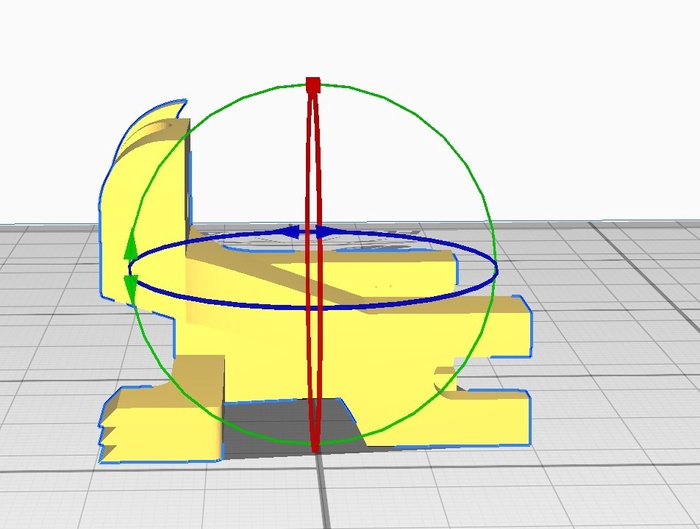
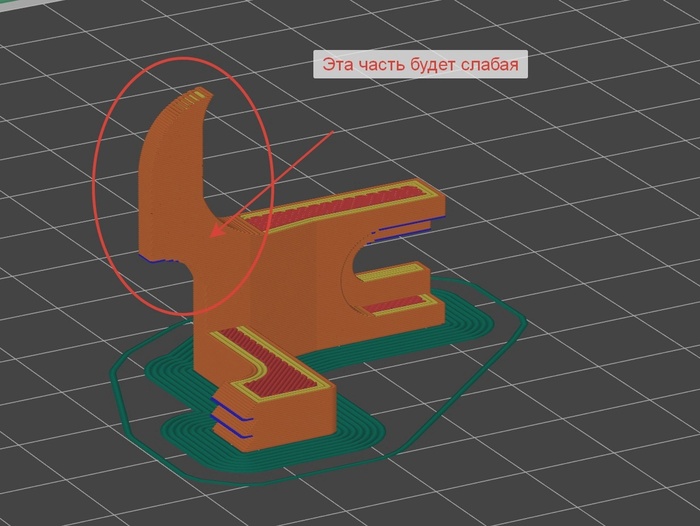
Если кому-нибудь актуально: практически каждый, кого мы встретили пока пытались решить проблему, использует разный софт. Кто то даже просил 3D PDF. В нашем же случаем мы из adobe fusion 360 (формат *.f3d) экспортировали файл в формат *.stl, после чего с помощью программы Cura добавили поддержки необходимые для печати на 3д принтере и пересохранили это в формат *.stl (binare), после отправили на печать.
Вчера ближе к 17:00 нам сообщили что наша нано-заморская разработка готова))) Попросили за нее пачку сигарет, которая была замещена на фиолетовую купюру.
Ушло 6гр. пластика и 1,5 часа печати. Какой применялся пластик увы забыл выяснить, просил покрепче, но этот не самый крепкий т.к. тестовый.


Может и не очень красиво, но как по мне просто прелесть.
Нужно отметить что во время испытания по случайности мы сбили настройку челнока, так как сами уже были выжаты то пригласили знакомого мастера по настройке промышленных швейных машин.
Немного магий и калибровки..... Вуаля

пробуем пришить второй слой ткани и наконец получаем желаемый результат



Теперь остается только ждать портного, который уже подготовил и обметал крой, а на следующей неделе начнет собирать это все в единое целое, разумеется с кропотливой подгонкой рисунка. Если кому-нибудь будет интересно, то позже выложу что у нас получилось из этого.
В прошлом посте я поднимал данную тему, но вопрос был сформулирован не правильно и ответов так и не нашлось. Надеюсь данная портянка поможет тем кто столкнется с подобной задачей.
Здравствуйте, Пикабутяне!
Давеча пост запилил "Как я стол запилил", а то жена запилила.
Так вот, в честь моего первого подписчика, решил запилить запиленное, а то есть, ранее изготовленную урну для окурков и мелкого мусора, на парковке у ворот на даче. Да бы приучить гостей и прогуливающихся к порядку.
Прошу вас сильно не пинать. Я не профессионал, пилю, варю, строгаю из говна и палок как могу)) Супружница мне в этом активно помогает. Тоже рукожопит всё подряд))
Мой девиз-Не Боги горшки обжигают.
Используемый материал
-Огнетушитель
-Труба обрезок (Очки)
-Кусок жести, примерно 1 мм толщиной (Очки)
-Гвозди (Волосы)
-Цепь (Ноги, руки)
-Петля х... знает от чего. Возможно от рамы оконной.
-Краска, лак
В общем всё, что нашел в сарае и за ним.









Вот такое ведро получилось. Урна опрокидывается на бок, для удобства опорожнения.
Дети в восторге, родителям тоже нравится.
Деревенские детишки, разрабатывали план "Как сп.....ть Миньона", мне об этом доложила местная разведка (Бабки всепдящие в общем))) Закреплён крепко, Миньон следит за порядком, за Миньоном следит камера круглосуточно))



