
0 просмотренных постов скрыто



Самодельная галтовка из бетономешалки
Видишь связь между бетономешалкой и саморезами?
А она есть.



Бетономешалка + строительное ведро + 5кг саморезов = галтовка.
Создаёт ровную матовую поверхность на поверхности изделий
Показать полностью
3

Камни, минералы

Галька и галтовка

ассорти


Агат

"тигровый глаз" и "соколиный глаз"


видимо цеолиты

минералы,галька,камешки,геология,минералогия,коллекция,недра

Спекулярит. Относится к гидрослюдам железа. Немагнитный, относительно легко разбивается и крошится на сотни частиц. На солнце искрится поверхностями кристаликов.

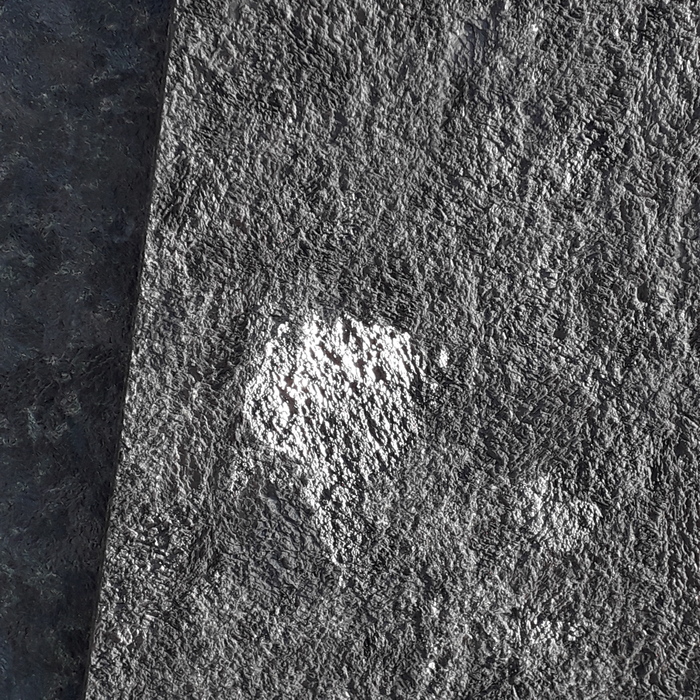
текстура облицовки



чёрная шершавая облицовка с зонами отблеска по ступеням спайности. Не видно следов механической обработки (царапин, штрихов), просто идеальная шершавая плоскость. Новострой, но технология для меня загадка, как Египетские пирамиды.


Селенит. Параллельно-игольчатая разновидность гипса. Обычно просвечивает на 20мм бледно-оранжевым цветом. В галтовке имеет оптический эффект "кошачий глаз" т.е. как "лунные дорожки на водной ряби" под определённым ракурсом.

кусочки гипса

Глауконит. Вычерпан со дна песчанного каръера. На поверхности корка гидроокислов железа от выветривания (ещё под водой). Лёгкий, микро-пористый (впитывает воду).

Глауконит.

Неизвестная слоистая порода.


Сланцеватая порода полынно-зеленоватого цвета с шелковистым блеском. Встречаются золотистые плёночные участки (не пирит и не металлы). Говорили что это соседствует с мраморами.


песчинки отобранные пинцетом из мытого песка.

Показать полностью
25
Галтовка
Приветствую, дорогие товарищи!
Очень, очень, очень……..давно было мною сказано что занимаюсь галтовкой и запилю пост по этому поводу. Время шло, галтовкой я уже не занимаюсь, но пост таки руки дошли наклепать.
И так, по порядку. План доклада: Технология, оборудование, материалы, вывод.
Технология.
Ну тут всё просто что-то трётся/бьётся о что-то и из-за этого снижается шероховатость.
Так же подобным образом сбивается мелкий заусенец, убирается грязь и окалина, притупляется кромка, шлифуется поверхность, таким образом можно и полировать.
Бывает галтовка мокрая (добавляем воду и наполнители) и сухая (в работе участвуют галтовочные тела и детали). Поверхность после галтовки не выглядит как зеркало или как шлифованная, правильнее её обозначить как битая (Stone washing), примерно такая:

Поверхность после галтовки

Детали до и после галтовки
Максимум по шероховатости, который мы смогли добиться галтовкой, это Ra 0.4 (даже 0,3 в некоторых областях), но при этом вы не будете наблюдать зеркальности, просто все гребешки шероховатости по сути будут прибиты.

Рисунок носит исключительно моё субъективное мнение о процессе, микрошлифов не изготавливалось. Красное - поверхность до обработки, Синее после. Камни прибивают гребешки шероховатости, частично стёсывает их, отчего поверхность становится более гладкой.
Оборудование
И так, выделим основные типы оборудования:
Галтовочные барабаны.
Обычно большое оборудование для промышленных задач, хотя есть и мелкие для ювелирки. Представляет из себя большой барабан в который помещается детали и галтовочные тела, всему этому делу предаётся вращение, оно там всё трётся-бьётся и потом извлекают детальки.Вибрационное оборудование.
Тоже встречаются часто в промышленности, так же есть и ювелирные машины вибрационного типа. Суть какая, есть ёмкость открытого типа (как карыто или большая кастрюля) в которую помещаются детали и галтовочные тела. Всё это дело трётся друг о друга при помощи вибрации которую создаёт двигатель, подсоединённый к таре.Роторное оборудование.
Ну, тут тоже не сложно. Берём тару круглой формы и варианта два, либо вращаем саму тару с деталями и голтовочными телами (принцип бетономешалки), либо внутри тары помещаем перемешиватель, который и перемешивает содержимое (принцип блендера).Буксирная/шпиндельная галтовка.
Этот принцип немного в стороне от выше озвученных. Тут тара остаётся неподвижна, а вращаются детальки прикреплённые к шпинделю. Шпиндель с закрепленными деталями опускается в галтовочные тела и там вращается.
Выбор оборудования на прямую зависит от того какие детали вы собираетесь обрабатывать, из какого материала, какого эффекта собираетесь добиться.
Материалы
Ух, ну тут можно по этой главе дисеры клепать. В нынешнее время материалов производимых для нужд галтовочного оборудования дофига и трошки. И так, что это за материалы:
Галтовочные тела, абразивные гранулы (в машиностроении);
«Чипсы» (в ювелирной промышленности);
Абразив;
Компаунд;
Порошки.
Галтовочные тела

Бывают из различных материалов (керамика, пластик, металл). В маркеровки материалов всегда описан размер, форма и твёрдость этих самых тел из ходя из этих параметров и выбираются тела под свои нужды.
(тут из личного опыта, при выборе материала консультируйтесь с производителем)
Крупная керамика хорошо сбивает заусенцы с чёрных металлов, счищает поверхность, грязь и ржавчину, средняя керамика хорошо выводит шероховатость, круглые керамические шарики отлично полируют.
Пластиком работали с цветными металлами. Снятие заусенца, шлифовка, полировка.
С металлом не работали, тут особо ничего подсказать не могу.
«Чипсы»
Тут используется разного рода галтовочный материал для ювелирных нужд. Чаще всего этот материал выполнен из органики (это для того чтоб потом выжечь всю органику и извлечь из неё драгметаллы). Часто используемые это различные виды пластика и измельчённая скорлупа каких-либо орехов, древесина, кукуруза. Тут много не напишу, т.ч. с ювелиркой дел не имею.

Абразив
В качестве абразивного тела используется песок, но не простой, а эдокий! Мы у себя пробовали догалтовывать детали в электрокорунде. В некоторых случаях давало вполне неплохой результат.

Компаунды
Жидкости, добавляемые при мокрой галтовке для улучшения каких-нибудь процессов, например: антикоррозионная защита, для более бережной обработки благодаря сильному вспениванию, обезжиривание, химическое воздействие на окислы металлов.
Порошки
Материалы, которые добавляются в рабочую зону галтовочной машины для усиления различных эффектов при галтовочной обработке, например: нейтрализация кислот, улучшение полировки, обезжиривание и очистка.

Вывод.
Технология хорошая и интересная. ей можно выполнить огромное количество слесарных задач, не привлекая большого количества людей.
Она не заменит слесарку, но станет прекрасным дополнением в любом производстве где необходимо работать над очисткой, шлифовкой и полировкой деталей.
Оборудование, материалы, компаунды и сопутствующее оборудование необходимо выбирать исключительно из нужд имеющегося либо планируемого производство. Универсальных рецептов, как по мне тут нет.
Бля отработки режимов работы вам придётся немного потрудится, но когда режимы отлажены (подобраны галтовочные тела, определено время обработки, назначены компаунды и порошки), далее остаётся только обслуживать оборудование.
На этой доброй ноте можно, пожалуй, и закончить.
Если когда-нибудь доберутся руки, напишу ещё о чём-нибудь из своей трудовой деятельности. За сим откланиваюсь!
Показать полностью
7
Галтовка. Полировка авто/мото дисков и деталей
Доброго времени суток друзья.
Более 5 лет (для меня это хобби - увлечение которое доставляет удовольствие) занимаюсь полировкой методом галтовки (зеркальная полировка) авто /мото дисков и разных деталей от автомобилей, мотоциклов и другой техники.
Поделюсь так сказать красотой и эстетикой с вами))












Показать полностью
12


Делаем галтовочный станок из струйного принтера | 3D-печать и галтовка
Совместимы ли 3D-печать и галтовка? Особенно меня интересует галтовка в домашних условиях как замена химической постобработке. В интернете мало информации по поставленной теме. Придется провести свой эксперимент чтобы ответить на этот вопрос. Галтовочных тел будет несколько: специальные керамические тела, совсем не специальная гранитная крошка, подобранная на улице, и скорлупа грецких орехов. Основная надежда на керамические тела. В гранитную крошку и скорлупу веры нет, но почему бы не попробовать? Начать эксперимент придётся с изготовления станка.
Перечень комплектующих для сборки барабанной галтовки
- Arduino Uno
- LCD KeypadShield
- Драйвер мотора L298N
- Принтер "Бумажный" - Б/У
- Выключатель клавишный
- Кулер (размеры зависят от корпуса)
- Разъём подключения питания
- Галтовочные тела
- В роли барабана – банка с широким горлышком или другая тара.
Ламинат/фанера/... – всё что есть под рукой для создания корпуса станка
Механика
Из струйного принтера я достал механизм протяжки листа с мотором и редуктором. Всё остальное – за исключением блока питания – на помойку!


Корпус станка
Корпус галтовочного станка будет собран из остатков ламината. Надо же куда-то их деть, а выбросить жалко. Размеры в чертеже приблизительные, и напрямую зависят от вашей механики. У меня так.
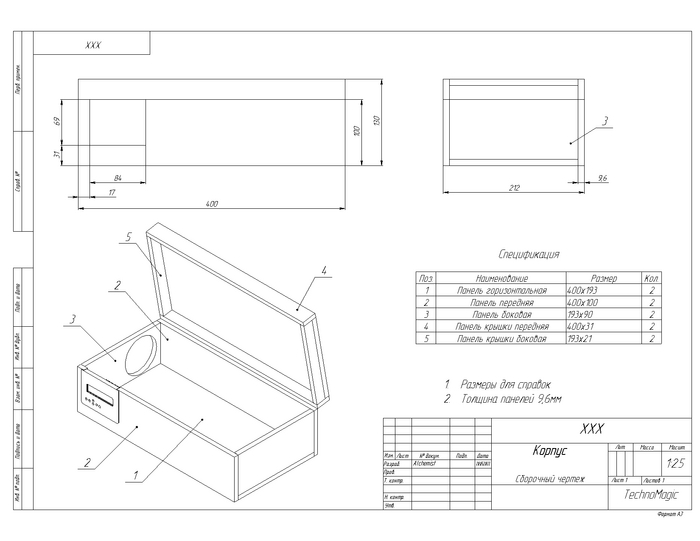
Обратите внимание на переднюю стенку короба, она имеет прямоугольный вырез для установки рамки с LCD экраном. Ниже будет прикреплен архив с рамкой, она печатается на 3Д-принтере.
Вращаем барабан
В качестве барабана выступит банка с широким горлышком из хозяйственного магазина, в сечении она квадратная – это классно. Детали помещенные внутрь такой банки будут перекатываться активнее чем в круглой – подставляя то один, то другой бок под острые грани абразива. Активнее перекатывание – быстрее шлифовка – Profit! Но четырех ребер оказалось недостаточно – остервенелая банка перекатывалась на вращающихся валах слишком небрежно и иногда спрыгивала на пол.
Пришлось допечатать специальные нашлёпки – благодаря им число рёбер барабана увеличилось с 4 до 8. Леонид Аркадьевич в восторге. С нашлёпками банка выглядит так
Нет подходящей банки – берите пластиковую канализационную муфту и две заглушки к ней.
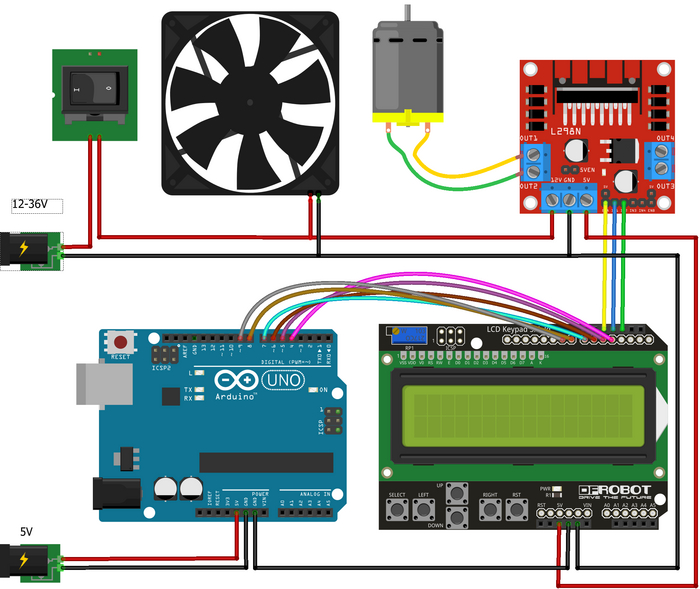
Схема
Мотор и 19-ти вольтовый блок питания взяты из «бумажного» принтера. От БП через понижающий преобразователь кормится Arduino Uno. Остальное вы и сами видите. Обязательно охлаждайте драйвер мотора и сам мотор!
Прошивка
Надеюсь, вы уже умеете прошивать Ардуино. Если нет, то уверяю вас – в этом нет ничего сложного. Просто берите и пробуйте. Вы справитесь!
После прошивки контроллера на экране дисплея появятся настройки галтовки: скорость вращения Speed и длительность обработки Time. Оба этих параметра объединяются в "режим" (R2) и сохраняются в постоянной памяти контроллера. По умолчанию в прошивке доступно 10 скоростей.
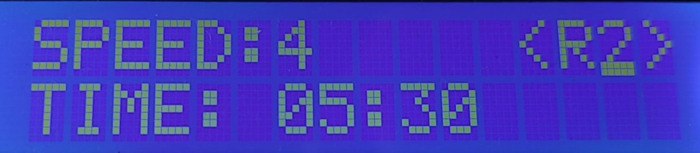
Последнюю версию прошивки качайте с гитхаба, прошивка обильно посыпана комментариями. Для правильного отображения цифр на экране дисплея необходима библиотека шрифтов BigRus1602.
Тестовая модель
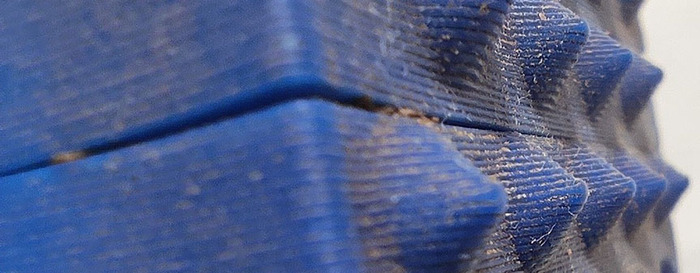
Для теста пластика я смоделировал кубик, имеющий вогнутые и выгнутые грани разной формы.
Для наглядности кубик печатался максимально "убитым" – с большой высотой слоя и на высокой скорости, чтобы проявить межслоевые дефекты.
Галтовка
Станок собран. Механика и электроника работает без перебоев. Предварительно протестировал станок на металлических деталях – результат отличный. Но больше всего меня интересовал пластик. Что будет с ним?
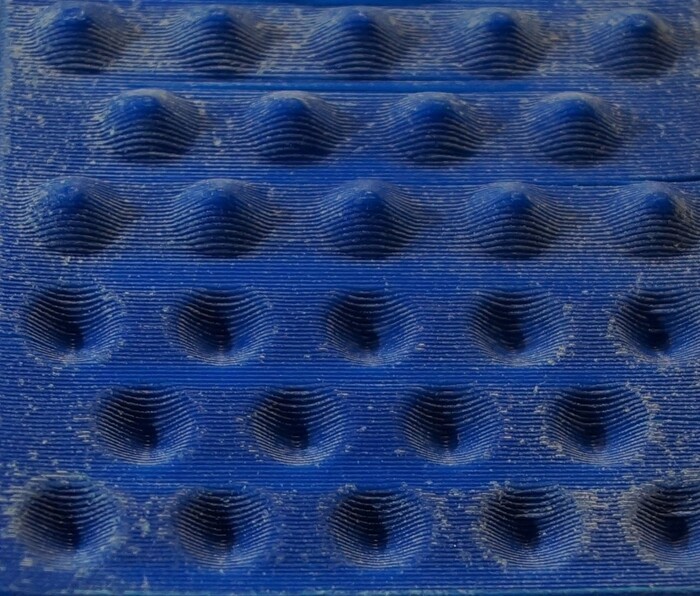
Детали из АБС пластика обрабатывались долгие часы. Десятки часов ежедневного тарахтения на балконе. 20 часов на каждый куб. От набившейся пыли детали приобрели разный оттенок синего. Первый кубик – контрольный образец не подвергавшийся обработке, и 3 кубика после галтовки с разлиными наполнителями.
Контрольный образец не подвергавшийся обработке

Обработка ореховой скорлупой. Результат нулевой
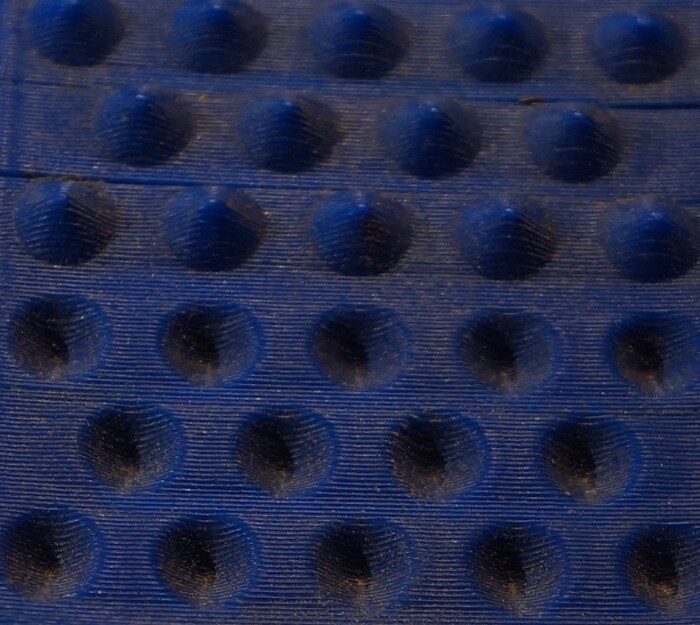
Обработка гранитной крошкой. Едва различимые изменения на выпирающих кромках
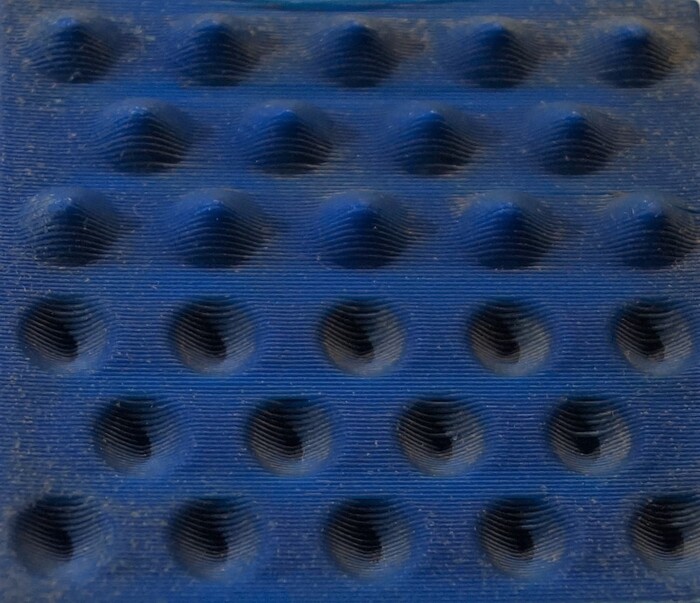
Обработка керамическими галтовочными телами. Результат далёк от желаемого
Ожидаемо плохо проявили себя "псевдоабразивы", но и керамические тела не дали желаемого результата. Тем не менее аппарат всё ещё можно использовать для обработки мягких металлов, с этим он справляется.
Вспомогательная для 3Д печатника технология не взлетела, но я не утверждаю что галтовка пластика невозможна совсем. Возможно, в следующий раз я соберу виброгалтовку и попробую ещё раз. Возможно галтовочные иглы или подшипники дадут лучший результат. Знатоки, поделитесь хитростями.
*Подробности сборки станка и результатов постобработки смотрите в видеоролике.
Показать полностью
14
Вывоз морской гальки из Турции!!
Набрали камешков (галька). У кого-нибудь были реальные проблемы на Турецкой таможне при выезде? Заранее, благодарю людей имеющих такой опыт и написавших свой опыт! Уточню вопрос, для тех кто не понял. В салон самолёта из без проблем пустят. Вопрос был по поводу досмотра, и остановят ли меня "турки" при досмотре. ,из за галтовки.

Показать полностью
1