
Нужна помощ!
Всем привет! Нужна помощь, не могу найти, что это за деталь. Может кто подскажет. Стоит в тепловом счётчике ТВ7 приходится перепаивать с нерабочих, хотелось бы найти новые.

Показать полностью
1
Всем привет! Нужна помощь, не могу найти, что это за деталь. Может кто подскажет. Стоит в тепловом счётчике ТВ7 приходится перепаивать с нерабочих, хотелось бы найти новые.




Может знает кто? crucial p2 на 2tb версии пришел с оторванными smd из коробки(висел на наклейке, ноги оборвало). 2 контакта. и чем можно заменить

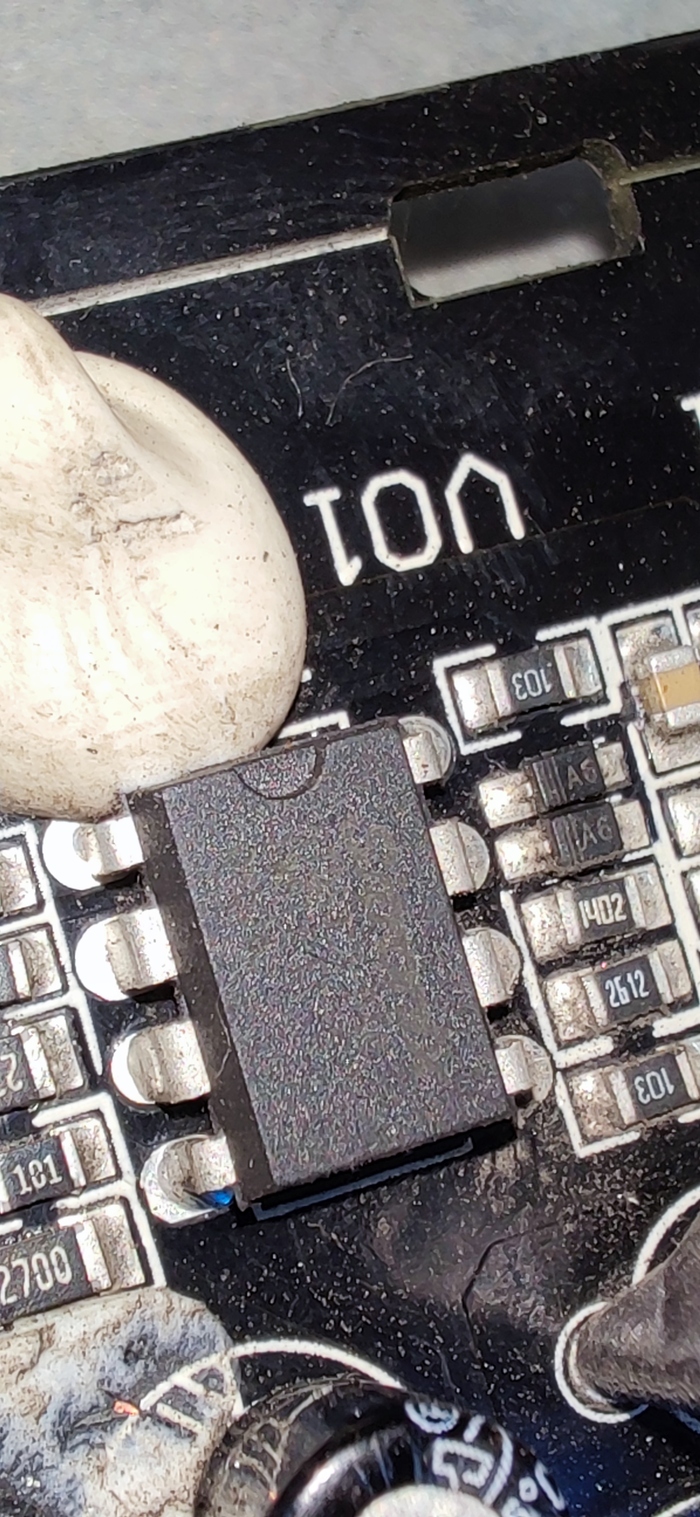
Прошу помощи в опознании этого чипа гражданской наружности. Стоит в плате китайского металлоискателя. Маркировка TAIS. Не ищется по известным таблицам. Это не транзистор и не диод, т.к. маркирован буквой U, как микросхема. Возможно, стабилизатор с низким падением напряжения или детектор понижения напряжения. Напряжение питания там 9 вольт.
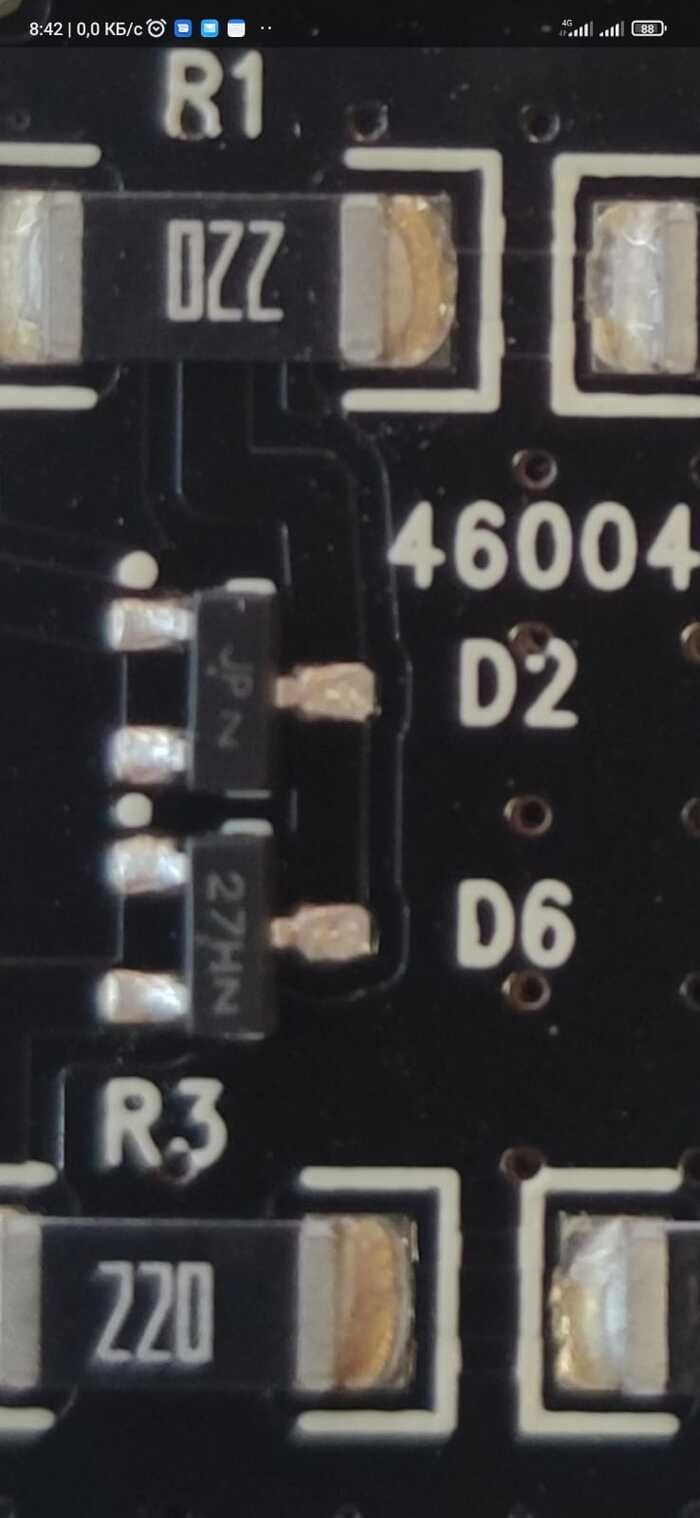
Товарищи, помогите определить что за диоды на плате подсветки двери автомобиля (d2 и d6). Работает все это дело от 12в.
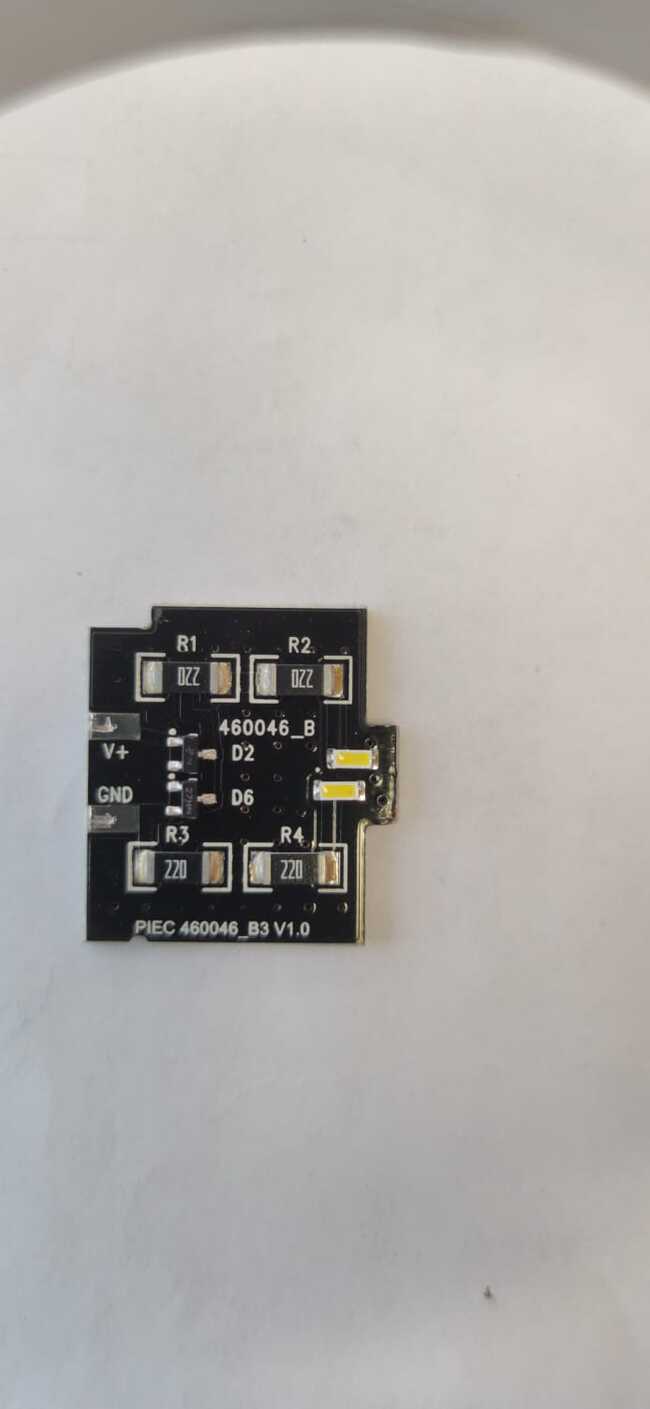
Коллеги, не мог бы кто-нибудь помочь с пайкой smd светодиодов, типа 0805 или 0603, фото платы прилагается, моих навыков и оборудования не хватает, слишком мелко и слишком мало опыта!
Диоды есть, плата готова к пайке.
Я заплачу, конечно!
Территориально - Москва, северо-запад, Митино или Красногорск, или Зеленоград, что предпочтительнее (живу в 40 км по Пятницкому).
Заранее спасибо!

Чем можно заменить такую микросхему, из того что можно купить в России, подскажите пожалуйста. st9s313

Надо не так много смд кондеров разных номиналом и резисторов, но чёт магазины продают их в лентах от 1000 штук, может кто знает где можно купить меньший обьем) Санкт Петербург.
Я прям очень рад силе Пикабу и количеству ответов на мой пост, вы лучшие! Встретив проблему с которой никогда ранее не сталкивался уже сейчас начинаю разбираться в теме SMD и как это устроено :)
Отдельная благодарность @proxy80, @Frozzy17 и @notebook116 за то что указали на ошибку в выявлении нужного элемента в даташите платы, с этим и вопрос:
Имеем: сбитую емкость C1005X7R102KGT (1000pF 0402 X7R 50v ±10%) которую ждать от 3 до 5 недель в Чипе (если есть другие удобные магазины в этом плане желал бы узнать, что находил продают оптом)
Мое решение: заменить на емкость GRM155R71H102K (1000pF 0402 X7R 50v ±10%) которую ждать пару дней
С моей точки зрения все работать будет как и раньше, но для пущей уверенности хочу услышать мнение людей разбирающихся в этом что мои сомнения напрасны и можно заказывать :)
З.Ы. в авиации если что-то имеет одинаковые характеристики и выглядит схоже, но имеет разные маркировки далеко не всегда взаимозаменяемо, добавлю фото из архива для эстетики)
Заранее спасибо!



