Доброго времени суток! Продолжаю постройку высокоскоростного 3D принтера. Сегодня наконец соберется рама, ось Z встанет на свое законное место и в черновом виде будет накинут портал с основными узлами.
Прежде чем показать, что же получилось маленькое отступление: давно хотел дать имя этому принтеру. С этого момента рабочее название проекта - Фианит. Это название коротко и емко описывает этот принтер как доступный каждому...
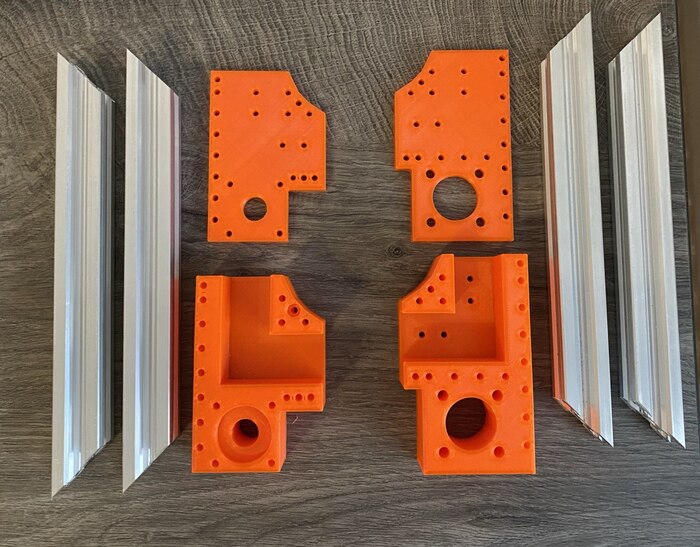
Ну а теперь к делу, сегодня будет мало текста и много фото: Отпечатал весь пластик рамы, оси Z и портала:
Печаталось все достаточно долго. Весит это все 1.5 кг!
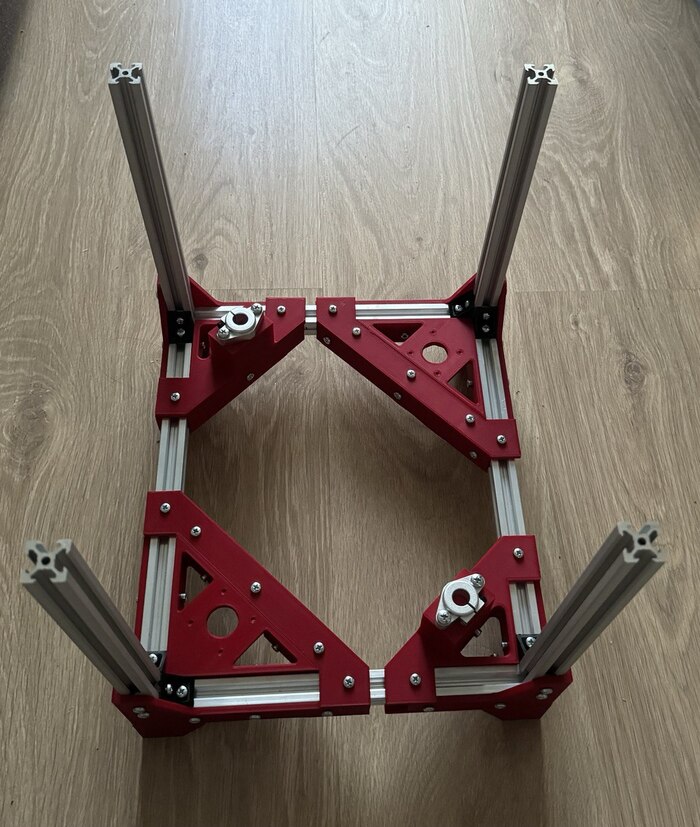
Собираю:
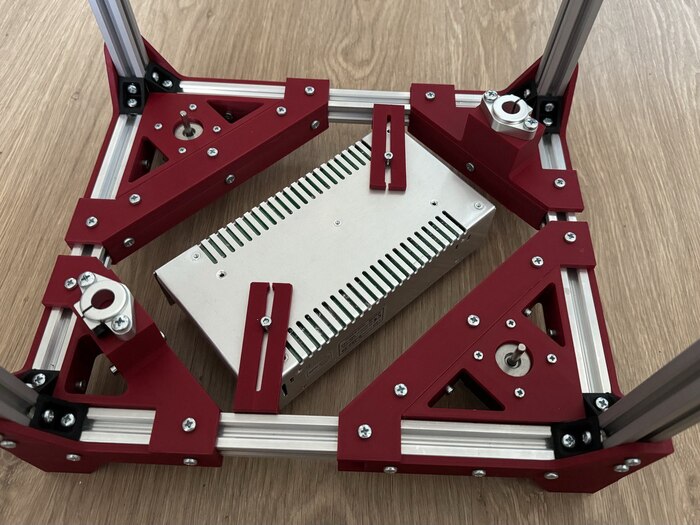
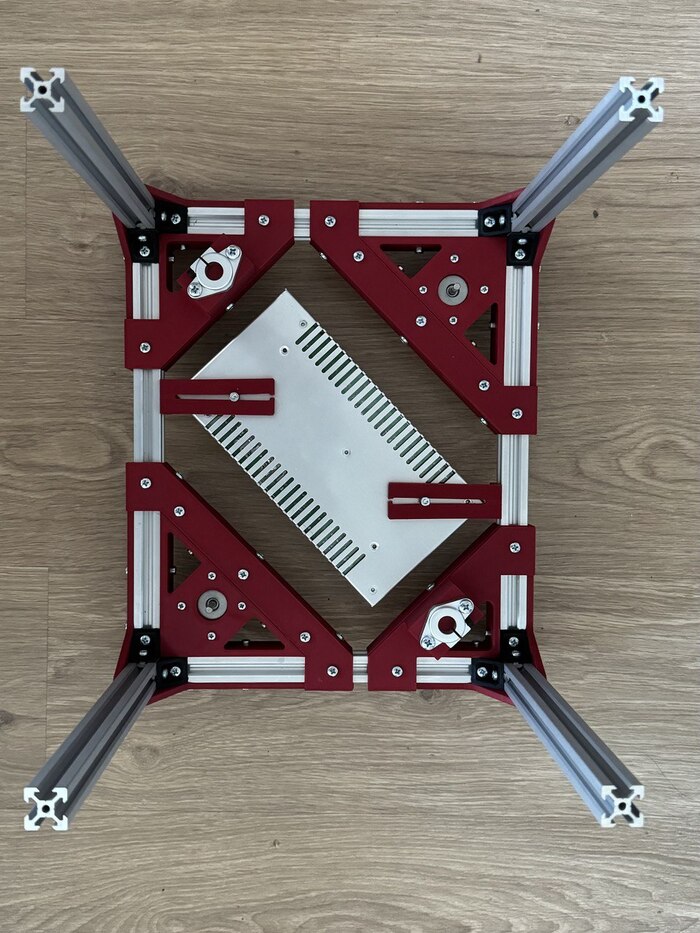
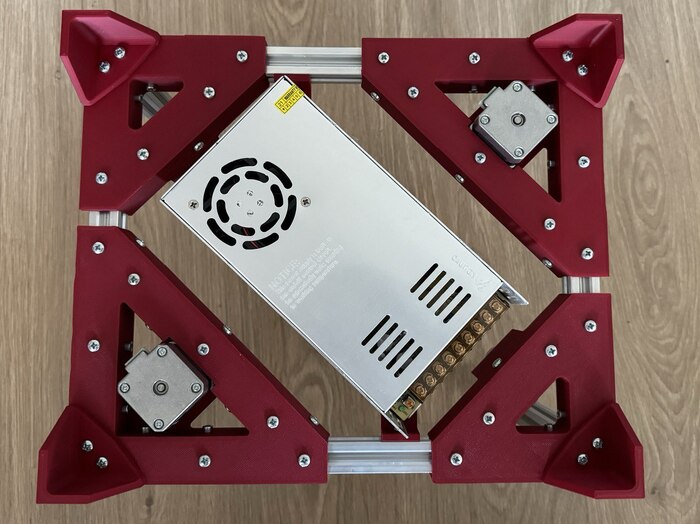
Сразу устанавливаю блок питания и шаговые двигатели оси Z
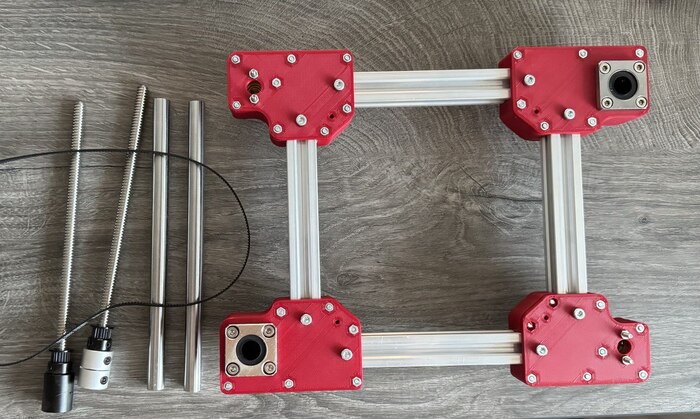
Уже имеет вид! Но разумеется, без косяков никуда, крепления блока питания лопнули, допуск под винты слишком мал, исправлю в обновлении, сразу с парой других косяков, но о них дальше... А пока собираю ось Z, устанавливаю новые муфты Олдхэма:
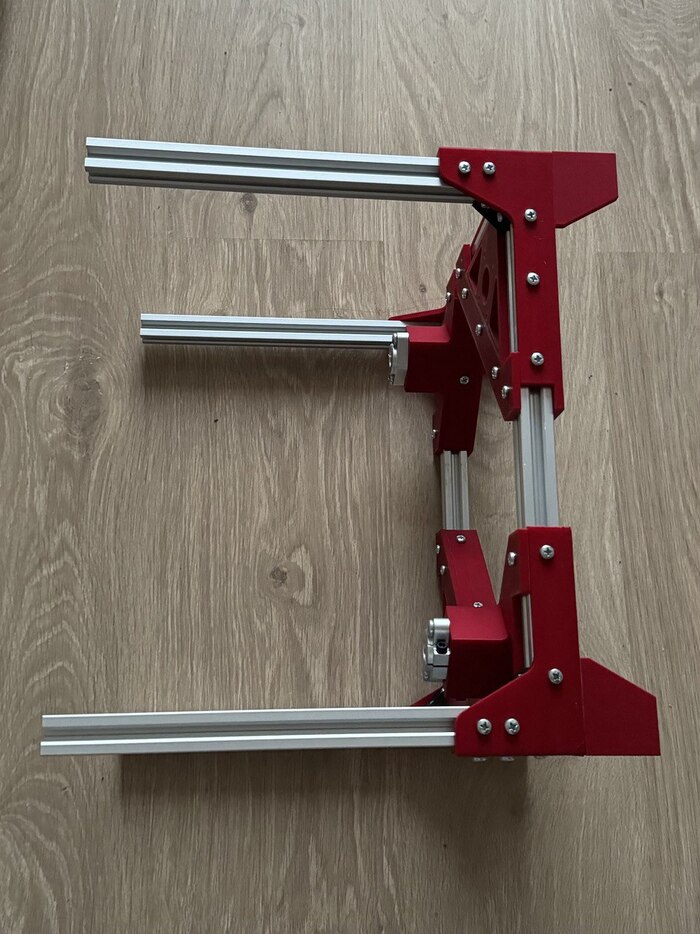
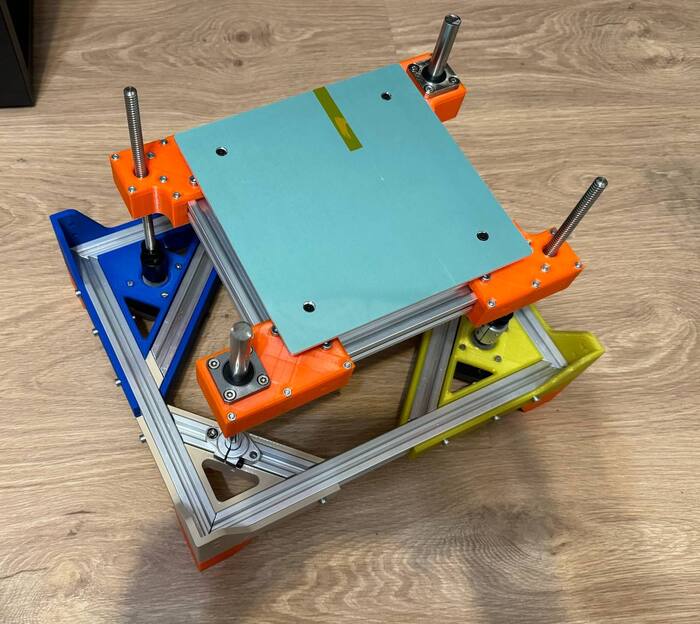
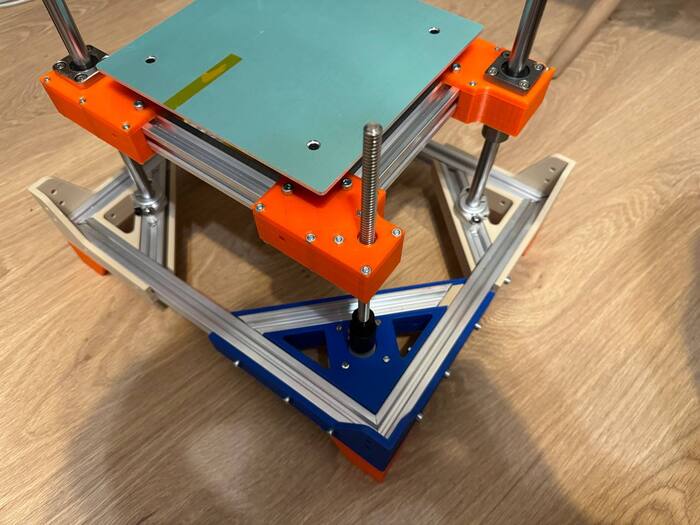
Волнительный момент, соединяю раму с вертикальной осью:
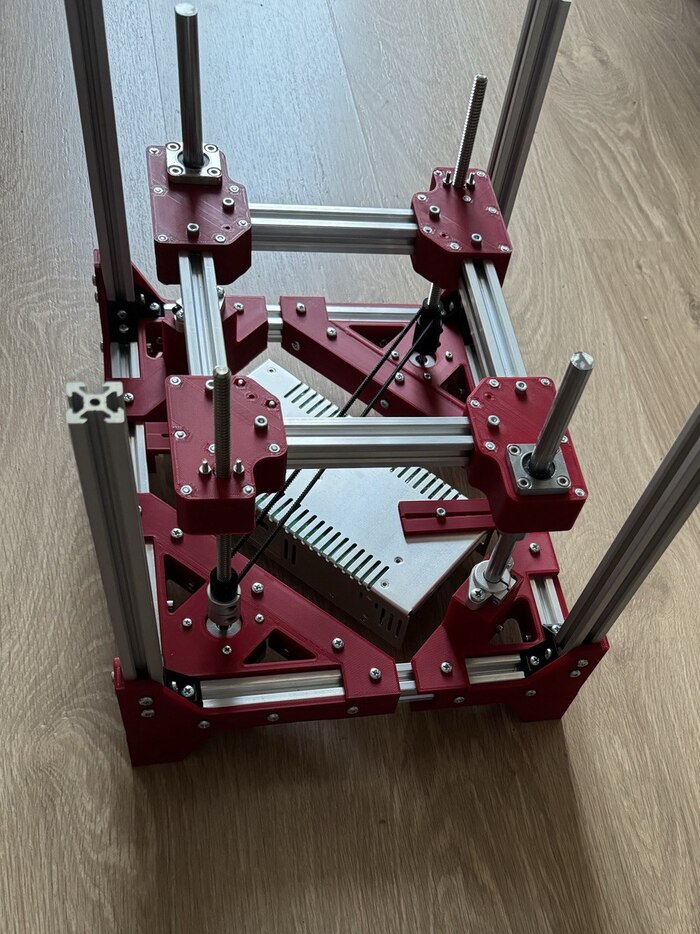
Ура! Встало ровно, как было в цифровой сборке, ход равномерный! Теперь самое время накинуть портал!
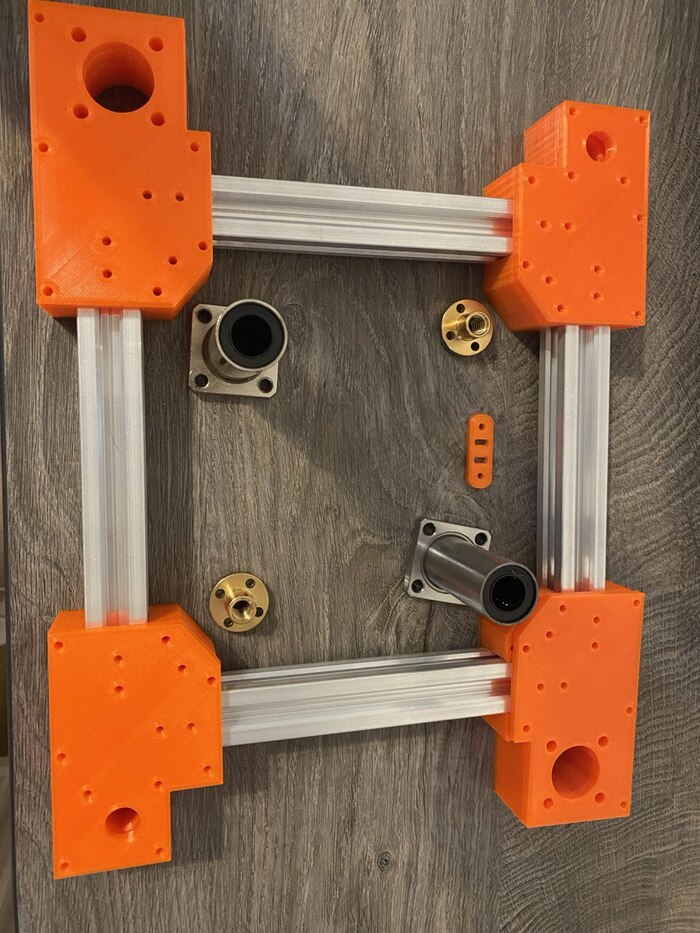
Портал так же встал на место идеально! Но тут уже всплыл косяк: в двух углах я забыл закладные под гайки для крепления валов... Не беда, позже перепечатаю... Теперь самое время примерить узлы портала и стол, с него и начну:
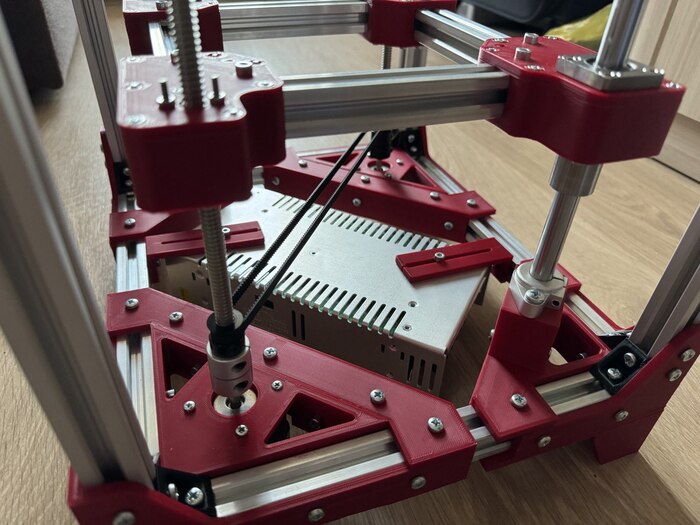
Теперь приводы и натяжители ремней кинематики:
До кучи сразу приложил и траверсу с каретками оси X (на фото выглядят кривыми- они не прикручены, а лишь наживлены). Траверса выполнена из алюминиевого профиля для москитной сетки. Каретки тоже имеют не окончательный вид, сделаю их более красивыми по мере доработки портала...
Немного о планах на будущее и что делается сейчас. Сейчас исправляются обнаруженные в процессе тестирования косячки. Архивные материалы уже закончились, начиная с 6 части я публикую только актуальную информацию о ходе разработки. В активной работе печатающая головка, пересматриваю конструкцию основы, чтобы сделать ее проще и легче, но сохранить жесткость. Начинаю доработку и печать деталей зашивки цокольной части принтера, чтобы блок питания и двигатели не торчали на улицу, так же сбоку будет гнездо под стандартный ATX кабель питания. В работе кронштейны для подсветки рабочей зоны. А на самом принтере начинается монтаж электропроводки. Касательно содержания следующей части, оно будет в зависимости от того, что будет готово раньше: доработана и изготовлена печатающая головка или закончена и установлена зашивка цоколя и кабель-каналы...
Собственно на сегодня у меня все! Проект продолжается, хоть и не так быстро, как хотелось бы.. Благодарю за внимание! Конструктивная критика приветствуется! После тестовой сборки принтера все детали будут в свободном доступе бесплатно.
И бонус в конце: первый вариант эмблемы для этого принтера:
Open Source Ecology Deutschland e.V. - это некоммерческая организация, расположенная в Берлине, которая поставила перед собой цель развивать и распространять устойчивые проекты аппаратного обеспечения с открытым исходным кодом.
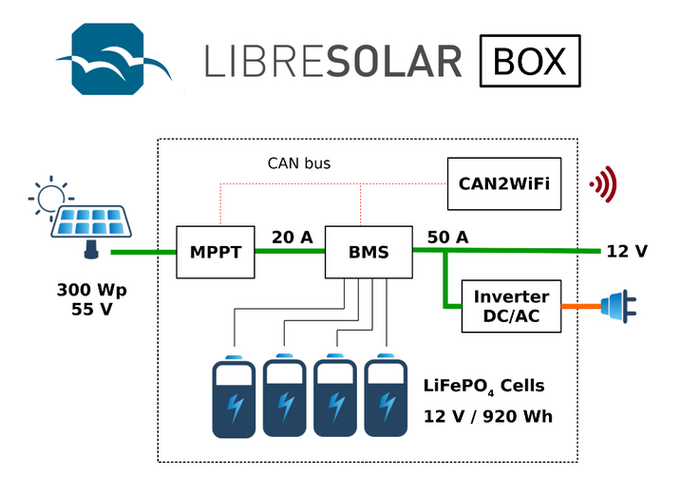
Проект OpenHardware SolarBox посвящен основам независимого фотоэлектрического источника питания и хранения энергии с использованием LiFePo4 аккумуляторов. Особое значение имеет графическое представление данных о солнечной энергии для контроля эффективности и в качестве основы для дальнейшего развития системы.
Концепция включает в себя типовые реализации на трех различных уровнях сложности, каждая из которых предназначена для трех различных областей применения и требований к производительности:
Уровень: PowerBank - для мобильных устройств
Уровень: eBike - для педальных велосипедов
Уровень: BaseLoad - для автономного электроснабжения дома
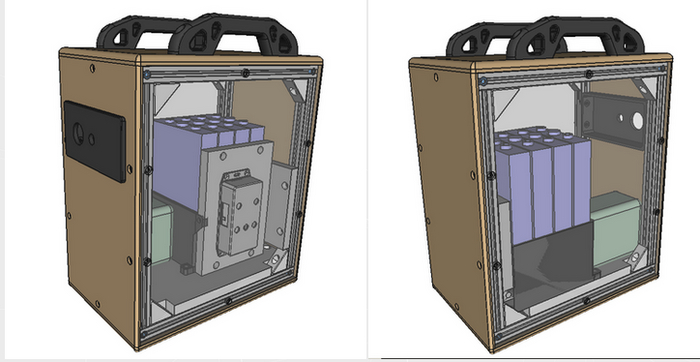
LibreSolarBox Baseload, монолитная версия с инвертором и сетевым выключателем (не показан), для стационарного применения (домашние фотоэлектрические станции, емкостью от 0,9 до 2,4 кВт/ч)
Solarbox Powerbank
Powerbank используется для питания мобильных устройств, таких как ноутбуки, планшеты или iPhone, или освещения для активного отдыха. Необходимая емкость аккумулятора (при современном уровне развития техники) составляет до 72 Ач при напряжении системы 12 вольт (= 0,9 КВт-ч). Используются солнечные панели с номинальной мощностью от 100 до 300 Вт/
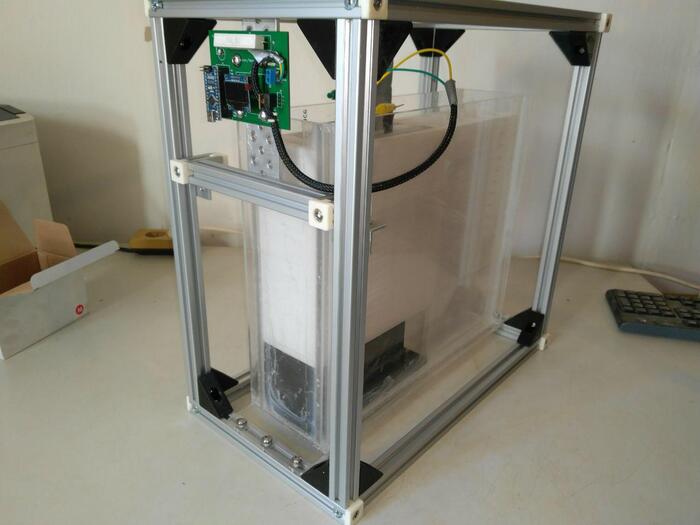
LibreSolarBox V.02. Для выставок и демонстраций боковая стенка из оргстекла позволяет видеть внутренности, но можно использовать и сплошную стенку.
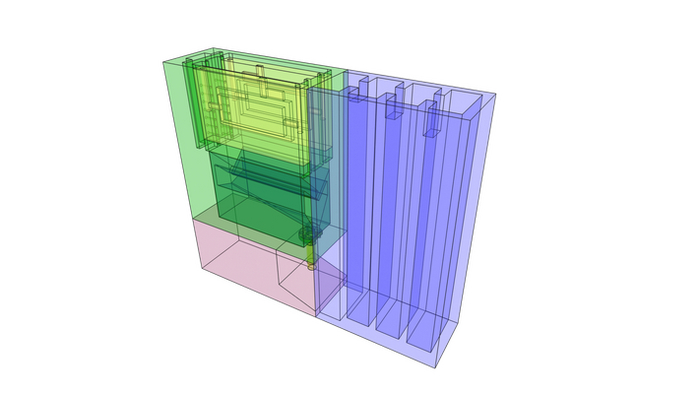
LibreSolarBox V.02 Каркас основан на библиотеке компонентов UniProKit
Соединения LibreSolarBox V.02: сверху вниз: Powerswitch, CAN интерфейс, USB 5V, DC 12V, MC4 разъем для фотоэлектрической панели.
Аккумулятор LibreSolarBox V.02: ячейки CAM72 от CALB емкостью 72 А*ч, общая емкость около 0,92 кВт*ч
Solarbox Powerbank является частью более крупного проекта под названием [LibreSolarBox V.02], который осуществляется в сотрудничестве с LibreSolar и рабочей группой COS(H) и основан на LibreSolar_BMS.
Каркас бокса основан на Universal Prototyping Kit, открытом аппаратном конструкторе, что обеспечивает максимальную гибкость при разработке.
Эта версия заменяет более старую, разработанную нами, и архивируется здесь: SolarBox PowerBank (ранняя версия), и здесь: SolarBox Basics.
Дополнительную информацию можно найти на нашей странице проекта в Вики:
Цель этого проекта - разработать решение для долгосрочного хранения электрической энергии.
Как проект OSEG, ZAC+ представляет собой интересную альтернативу никель-железному аккумулятору («батарея Эдисона»), включенному в список OSE-US Top50.
Однако, в отличие от него, технология более понятна и проста, особенно производство. Компоненты легче достать и они сравнительно нетоксичны, что облегчает работу с ними.
Проект состоит из двух элементов:
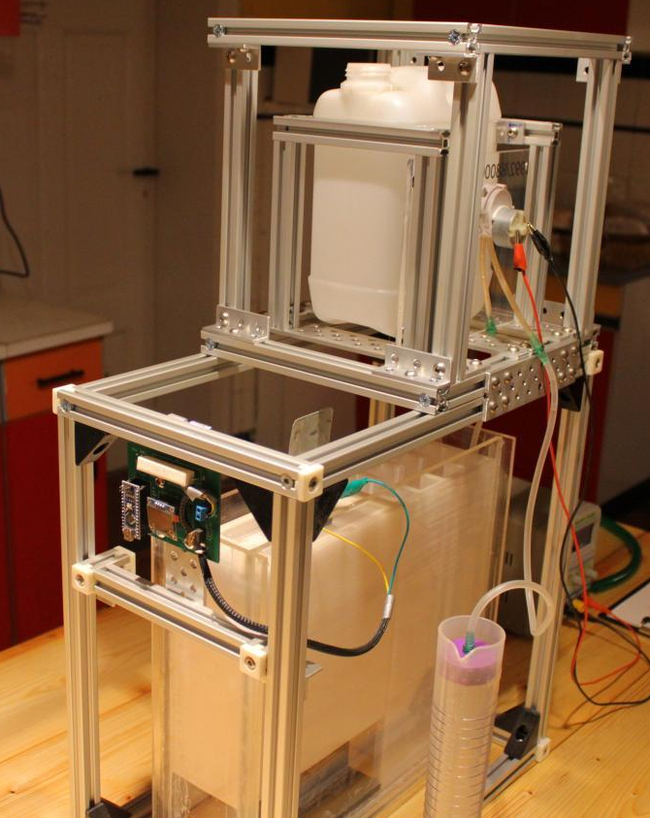
1. цинково-воздушный топливный элемент Элемент состоит из углеродного катода, проводящего атмосферный кислород, и цинкового анода. В качестве электролита используется гидроксид калия, растворенный в воде (раствор едкого кали). Цинк «холодно сжигается» в качестве топлива, то есть окисляется, и образуется оксид цинка (ZnO). Теоретически максимальная плотность энергии ZAC составляет около 1,3 кВт*ч/кг.
2-й рециклер ZnO Для регенерации или перезарядки использованного топлива оксид цинка должен быть восстановлен до цинка с использованием энергии. Это можно сделать различными способами, например, при высоких температурах (>1200°C) с добавлением углерода или более простым способом - в процессе гальванизации, который и является тем решением, на которое мы ориентируемся в данном случае.
ZAC+ обладает рядом преимуществ, особенно по сравнению с другими типами аккумуляторных систем (свинцово-кислотными, литиевыми и т. д.), в том числе следующими:
Неограниченное количество циклов
Неограниченный срок хранения
Нечувствительность к глубокому разряду и перезарядке
Простые и дешевые компоненты, доступные повсеместно
Компоненты абсолютно безвредны для окружающей среды
Самая высокая плотность энергии
Применение
Стационарные, в качестве долговременных накопителей для солнечной энергии или других альтернативных источников энергии. Пока первичная энергия доступна бесплатно, вопрос эффективности имеет второстепенное значение.
Цинково-воздушный топливный элемент имеет более высокую плотность энергии, чем литий-ионные элементы, используемые в настоящее время в широких масштабах.
Цели
Сезонное хранение большого количества энергии в течение нескольких месяцев
Определение эффективности всей системы (ZAC и утилизатор ZnO).
Функционирующий прототип
Собственное производство газодиффузионного электрода или его альтернативы
Экспозиция
Сотрудничество с внешним партнером, Revoneer
Создание прототипов с помощью аддитивного производства/3D-печати
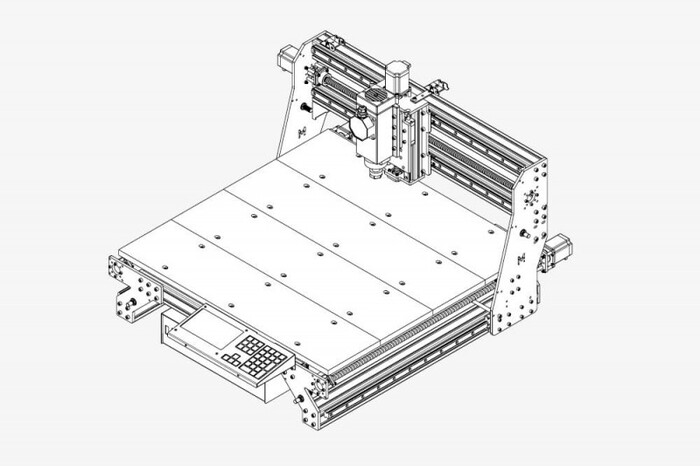
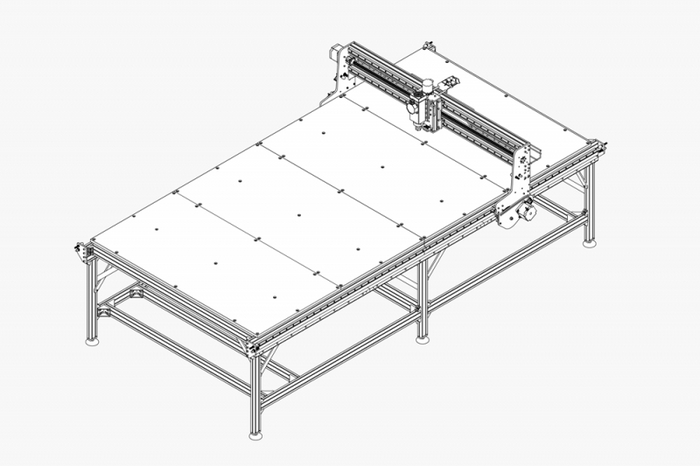
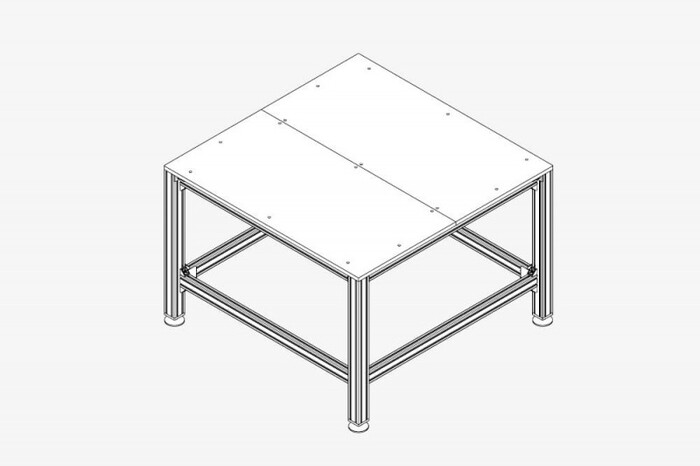
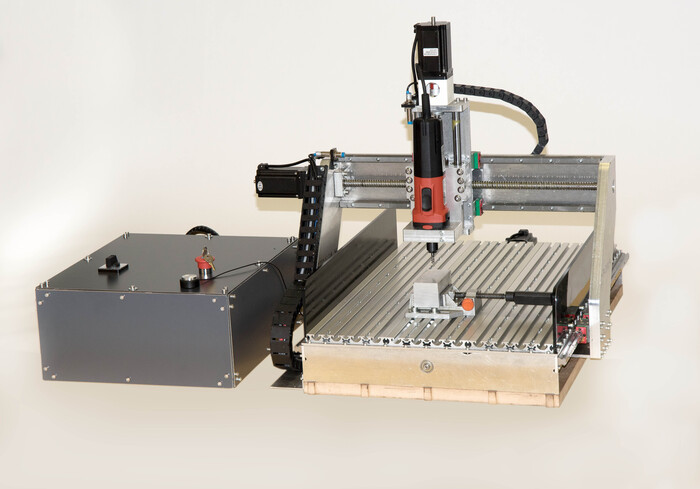
Проект Frose2 предусматривает строительство фрезерного станка OSEG с рабочей зоной примерно 100 x 70 x 8 см. Это важная часть и способствует дальнейшему развитию других проектов OSEG, например:
разработка общих прототипов
Оборудование для мастерских OpenEcoLabs: самовоспроизведение
Производственный станок для компонентов OpenHardware (например, UniProKit)
Проект LibreSolarBox: отверстия в пластинах корпуса для соединений/разъемов
Проект OHLOOM: производство деталей боковых панелей для наборов, в качестве основы для курсов (повышение квалификации) и мастер-классов.
Проект ZAC+: фрезерные реакционные камеры с входными и выходными каналами из оргстекла.
Основой для конструкции послужил каркас старого специального станка с ЧПУ на базе Isel, который можно было купить очень дешево, и который изначально состоял только из основного корпуса и осей X и Y.
Это означало, что ось Z была недоступна, и ее пришлось полностью перепроектировать и переделать.
Нам удалось использовать очень качественный конструкторский план OpenHardware от Себастьяна Конца, оператора популярного и очень рекомендуемого канала на YouTube, посвященного фрезерным станкам с ЧПУ, которого мы хотели бы еще раз поблагодарить за это.
Мы внесли несколько небольших изменений в наши условия (например, просверлили отверстия для крепления оси Z к порталу) и перенесли все CAD-файлы в предпочитаемый нами формат FreeCAD.
Кроме того, на всех осях были установлены новые шаговые двигатели и разработан подходящий контроллер, основанный на Arduino Nano с открытым исходным кодом и прошивкой GRBL 1.1. В качестве управляющего программного обеспечения мы используем bCNC, также имеющий открытый исходный код.
В качестве фрезерного шпинделя используется Kress 1050 FME с частотой вращения 24000 об/мин.
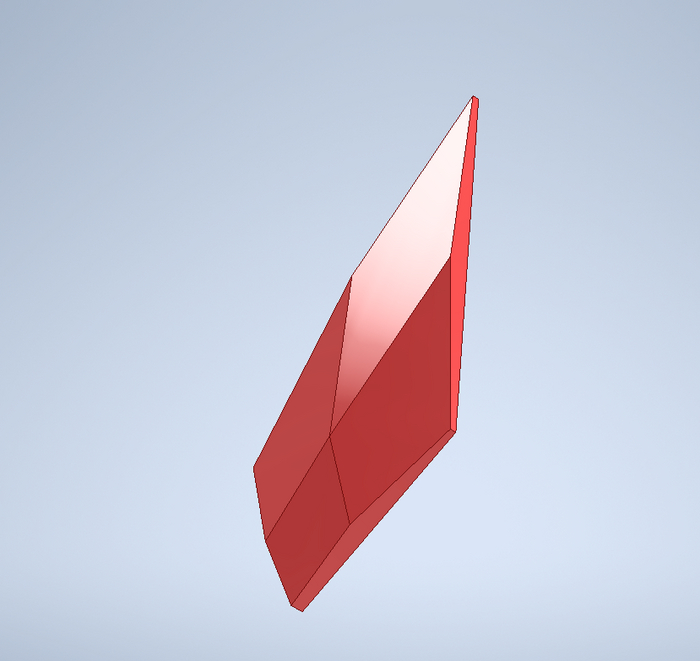
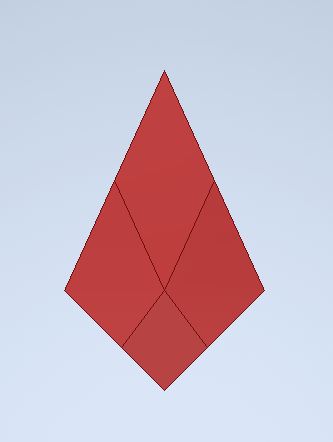
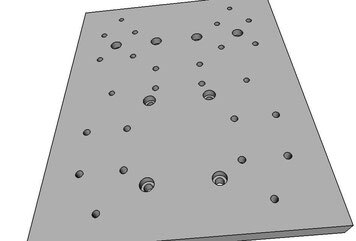
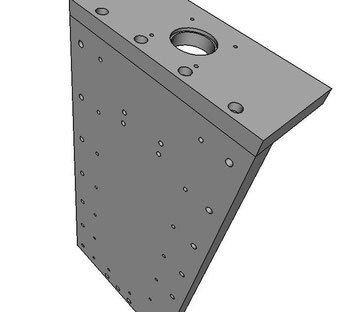
Поперечная пластина
Поперечная пластина служит для соединения шпиндельного суппорта с порталом или осью X. Это происходит через соединительную пластину, расположенную под прямым углом к ней, поэтому здесь достигается особенно высокий уровень стабильности и жесткости благодаря двум крепежным уровням, расположенным под прямым углом.
Поперечная пластина требует углубления для гайки шпинделя и теоретически может быть изготовлена из толстого куска алюминия - но для этого потребуется фрезерный станок с ЧПУ. По этой причине углубление здесь создано путем дублирования узкими алюминиевыми пластинами, что также позволяет или несколько упрощает изготовление вручную.
Поперечная пластина
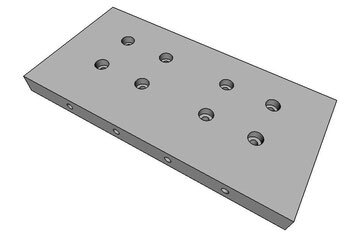
соединительная пластина
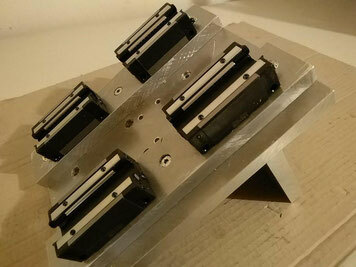
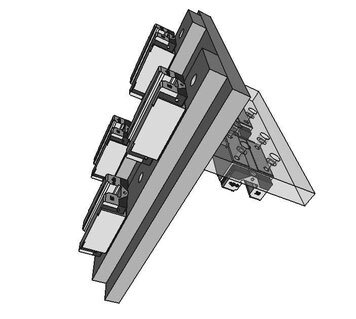
Поперечная пластина с соединительной пластиной, сдваивателем и блоком шпиндельной гайки
Крестовина с направляющими каретками
Полная сборка
Сборка каретки
Сборка
Плита каретки подвижно соединена с поперечной плитой с помощью линейных приводов. Направляющие каретки привинчены к задней части поперечной пластины, а рельсы прикреплены к каретке.
Блок гаек шпинделя (для приведения в движение) также соединен с поперечной плитой, а с другой стороны каретки находится шпиндель вместе с фиксированными и плавающими подшипниками и шаговым двигателем.
Собранный шаговый двигатель и фиксированный подшипник d. ШВП
Составные части
Алюминиевые панели разработаны таким образом, чтобы их можно было изготовить вручную (с помощью дрели). При выборе размеров панелей была сделана попытка использовать панели, которые уже имеют правильные стандартные размеры и поэтому не требуют дополнительной обработки. Только панель для дублеров нужно прорезать один раз по центру.
Компоненты, необходимые для оси Z
Для получения дополнительной информации и подробной спецификации материалов (BOM), вот ссылка на страницу проекта на нашей платформе Wiki:
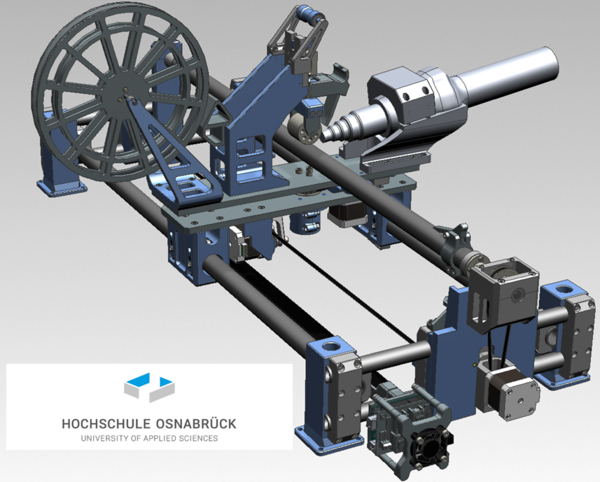
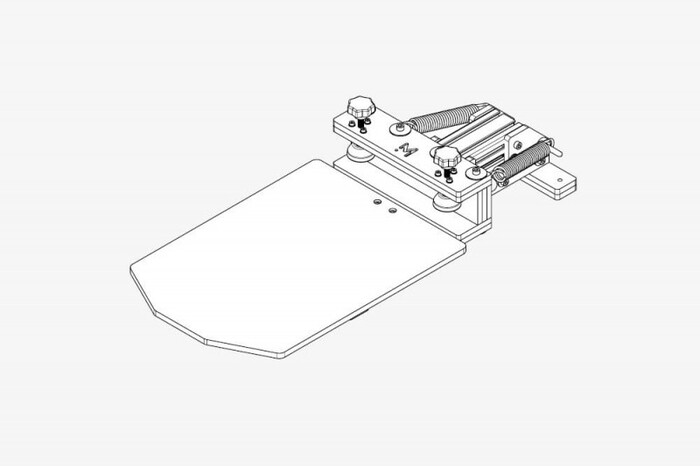
Эта намоточная машина может использоваться для производства армированных волокном труб, например (CFRP или GFRP). Размеры трубок могут быть индивидуальными и могут использоваться, например, для изготовления спортивного или туристического снаряжения. Машина работает по технологии укладки или обмотки лентой, при которой однонаправленные армированные пластиковые ленты обматываются вокруг сердечника и скрепляются с нижними слоями под воздействием источника тепла.
Намоточный станок может быть изготовлен с использованием простых производственных процессов. Большинство компонентов можно изготовить с помощью 3D-принтера FDM. Также используются стандартные детали, такие как винты, подшипники, гайки с оплавлением и пружины. Для привода осей используются компоненты, которые можно найти во многих 3D-принтерах: Шаговые двигатели, ремни и шкивы GT2, Arduino Uno, CNC shield и т.д. Остальная часть состоит из полуфабрикатов, таких как трубки и плоские профили, которые нужно распилить, просверлить и немного обработать напильником.
Размеры труб могут быть спроектированы в соответствии с личными требованиями. Станок может производить трубы диаметром 15-55 мм. Длину труб можно регулировать по желанию, только заранее необходимо скорректировать размеры станка под нужную длину труб.
Для сборки системы понадобятся следующие инструменты:
Мы поддерживаем создателей, ремесленников, мастеров нашего мира. Мы верим в тех, кто решил заняться творчеством, ручной работой и экспериментами. Создание вещей - это не просто хобби, а скорее способ формировать мир вокруг нас и придавать смысл предметам, которые мы используем каждый день.
Это то, что отличает нас от бездумного потребления; намерение, которое мы вкладываем в то, что мы делаем, и в то, как мы это потребляем.
Это то, к чему мы стремимся - к более этичному и устойчивому производству. Именно поэтому мы разрабатываем отличные машины и обеспечиваем производителей завтрашнего дня.
Мы специализируемся на субтрактивном производстве и работаем над созданием надежной экосистемы станков, основанной на ценностях с открытым исходным кодом, которые стали популярны благодаря таким проектам, как Voron Design.
Наш флагман - Millennium Machines Milo V1.5, фрезерный станок с ЧПУ, который поместится на любом рабочем столе или в любом гараже, может быть собран без каких-либо специальных инструментов или опыта и не потребует больших затрат.
Первоначальной целью проекта VORON еще в 2015 году было создание бескомпромиссного 3D-принтера, который было бы интересно собирать и использовать. Он должен был быть тихим, чистым, красивым и продолжать работать 24 часа в сутки, не требуя постоянных возни. Короче говоря, настоящая домашняя микропроизводственная машина без высокой цены. Разработка заняла больше года, при этом каждая часть была переработана, подвергнута стресс-тестированию и оптимизирована. Вскоре после релиза вокруг проекта сформировалось активное сообщество, которое продолжает расти и сегодня. Это сообщество является частью того, что делает VORON таким особенным.
То, что когда-то было делом одного человека, превратилось в небольшую сплоченную группу инженеров, объединенных общим духом проектирования. Мы стремимся создавать принтеры промышленного качества, которые можно собрать у себя на кухне. Именно эта страсть и преданность делу заставляют нас расширять границы возможного. Мы строим космические челноки с садовыми инструментами, чтобы каждый мог иметь собственный космический челнок.
Компания InMachines, рожденная в результате машиностроительной деятельности основателя Даниэле Инграссиа, была создана, чтобы заполнить пробел между коммерческими цифровыми производственными машинами и открытым оборудованием. Наша ключевая ценность заключается в создании цифровых производственных машин с открытым исходным кодом. По характеру машиностроительной деятельности наша продукция разнообразна и может обслуживать не только любого пользователя машины, но и Fab Labs, Makerspaces, техническое образование, учебные заведения (школы, университеты), международные исследовательские проекты и многое другое.
Доброго времени суток! Продолжаю постройку высокоскоростного 3D принтера. Сегодня расскажу о пробной версии печатающей головы и немного про комплектующие для тестовой сборки . Предыдущие части по постройке: часть 1, часть 2, часть 3, часть 4.
Как уже писал в предыдущих постах, в данном принтере я хочу реализовать компактную и не тяжелую печатающую головку с минимально возможным расстоянием от подающих колес до сопла. Чтобы это воплотить для начала я решил использовать проверенный временем радиатор E3DV6/Volcano и доработать его, а именно укоротить со стороны фланца и переделать посадочное место на винты или закладные гайки. Получилось вот так:
Справа пока еще целый радиатор E3D V6, слева уже доработанный
В качестве нагревателя в конструкции применен TriangleLab CHC Pro с максимальной мощностью 115Ватт. Этот нагреватель использует сопла типа Volcano, заблаговременно заказал к нему различные сопла: стандартные латунные от 0.4 до 1.2мм недорогие, позже сравню их с оригинальным 0.4 от TriangleLab, несколько стальных закаленных сопел 0.4-0.5-0.6 и пару CHT сопел с медной вставкой 0.4 и 0.6мм. Термобарьеры биметаллические.
В качестве датчика автоматического выравнивания реплика 3D Touch, которая использовалась в тестах прошлых версий головок, так же на фото новый ремень, армированный арамидным волокном взамен полиуретанового со стальным кордом.
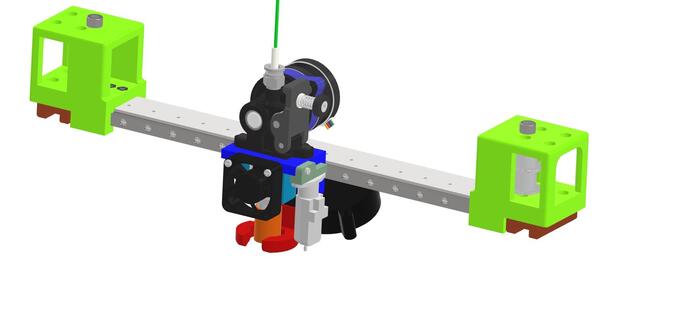
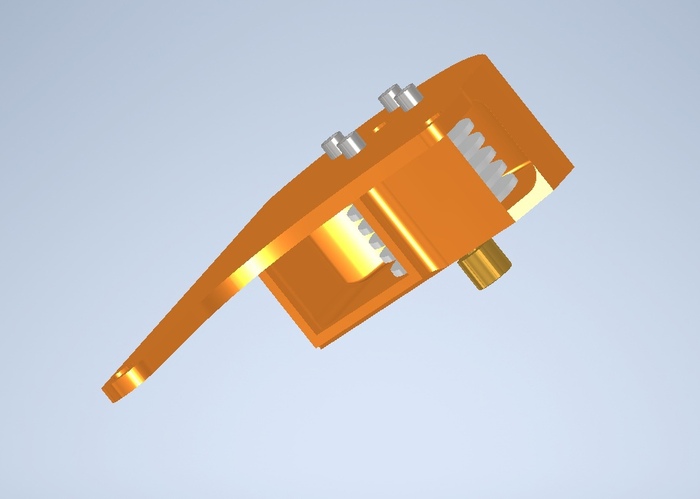
Далее покажу рендеры текущей конфигурации печатающей головки, сейчас существует она в 4 версиях, которые отличаются обдувом радиатора и обдувом детали. Обдув радиатора может быть на турбине 5015 либо на осевом 3010. Как уже ранее писал, 5015 по результатам тестов оказалось избыточно мощная и большая, потому сейчас в приоритете 3010, а 5015 отложена.
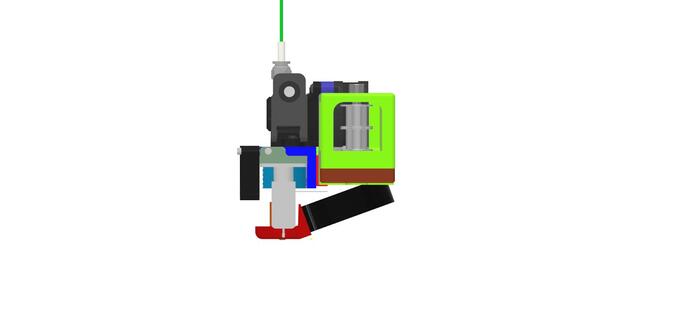
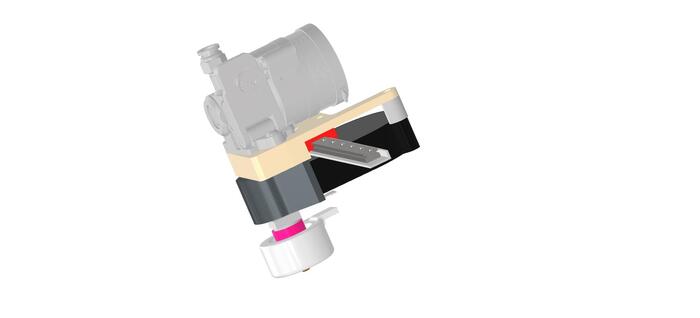
Из оставшихся двух версий, первая имеет обдув детали с помощью компрессора типа Berdair. О том, как был рассчитан этот обдув я подробно рассказывал в предыдущей части. Собственно так оно выглядит (некоторые детали отключены для наглядности, обдув имеет кронштейн):
Внимательные читатели возможно уже заметили, что в этой версии линейная направляющая MGN7 расположена иначе, сделал это для более равномерной развесовки и упрощения адаптации прошлой версии.
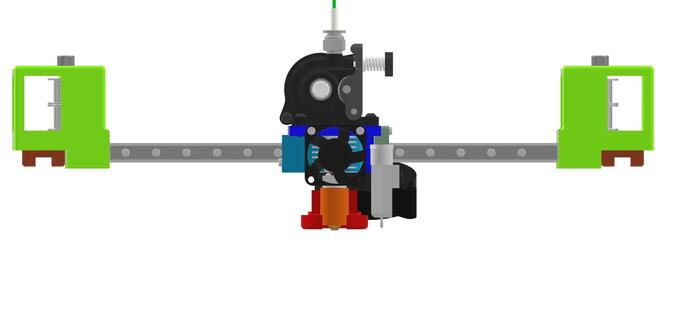
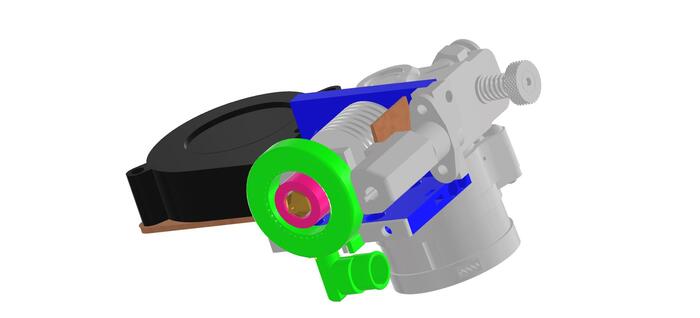
Вторая версия имеет обдув детали на турбинке 5015, она проще и немного легче. Не требует трубки для подвода воздуха и управлять ей проще, но на голове она крупнее. Выглядит она так (аналогично рендеру выше, часть деталей отключена):
В этой версии геометрия обдува еще изменится, так как газодинамический анализ пока не проведен..
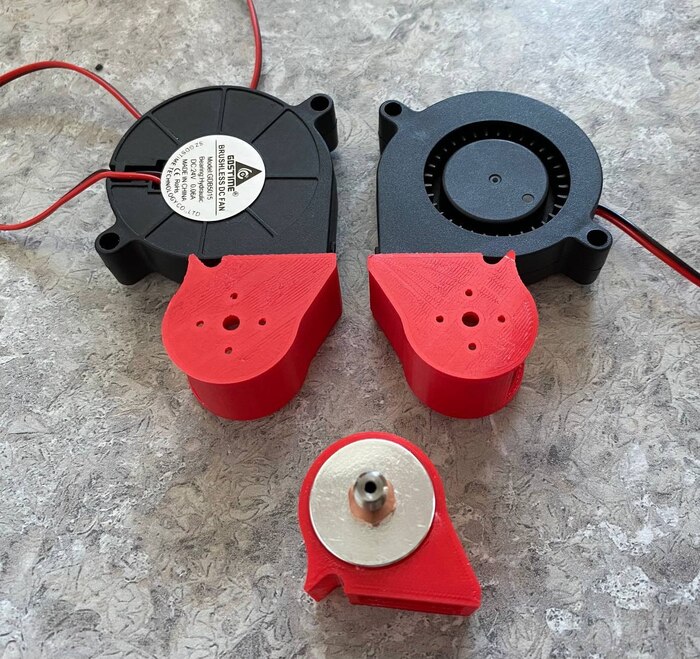
Детали для длительных тестов обеих версий в наличии, по итогу выберу лучшую, но возможно будут доступны обе:
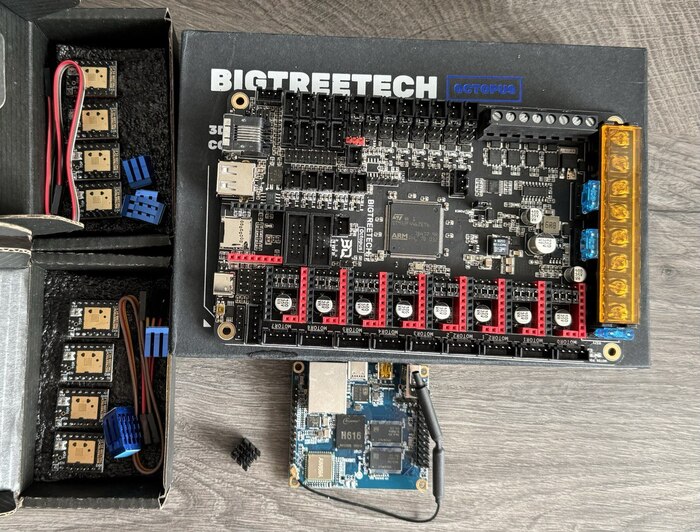
Плата на фото необходима для управления коллекторными двигателями компрессоров
Так же в сборке используется фидер Orbiter v1.5. Многие могут возразить, что это не лучший выбор для такого принтера и будут правы. В тестовой сборке многие детали я использую из тех, что имею в наличии от прошлых проектов, фидер не исключение:
Вплавляемые втулки на фото необходимы для сборки печатающей головки
В дальнейшем, после тестовой сборки Orbiter будет заменен на более легкую и компактную модель с аналогичным "блинчиком" nema14 либо квадратным nema11...
Так же из прошлых проектов в тестовую сборку переезжает и система управления на базе BTT Octopus, прошивка Klipper, в качестве хоста пока останется Orange Pi Zero2, в будущем заменю на более современную плату с встроенным хостом, это намного удобнее, нет нужды ставить второй блок питания для хоста и т.д. Драйверы ШД TMC2208 с управлением по UART:
На данный момент принтер уже имеет компоновку, близкую к окончательной, в процессе тестовая сборка. Следующий пост я хочу посвятить механической сборке принтера, для чего сейчас печатаю пластиковые элементы и ожидаю детали из Китая. В будущих постах начну добавлять видео, чтобы показать работу принтера. Названия у него все еще нет, самое время дать ему имя. Вероятно, в следующей части оно появится.
На этом на сегодня все! Благодарю за внимание! Конструктивная критика приветствуется! После тестовой сборки принтера все детали будут в свободном доступе бесплатно.
Доброго времени суток! Продолжаю постройку высокоскоростного 3D принтера. Сегодня расскажу о прошлых версиях портала и печатающей головы, а так же про актуальные их версии. Предыдущие части по постройке: часть 1, часть 2, часть 3.
В комментариях под прошлыми постами звучали идеи, что двигатели лучше крепить к пластине, на ней же через пазы их регулировать. Это уже было, в одной из самых ранних версий, где портал был основан на 3мм пластине, выглядел он так:
От этой конструкции в пользу профиля 2060 я перешел ввиду сложности заказа такой детали, так как далеко не в каждом городе такое могут вырезать лазером или выточить, ее стоимость выходит высокой даже без учета доставки, и ее невозможно сделать самому в домашне-гаражных условиях, однако по работоспособности претензий нет, простая и надежная схема. Так же в обновленной конструкции я отказался от консольно расположенного стола, а линейные направляющие типа MGN7 заменены на MGN9. Каретки оси Y также были переделаны.
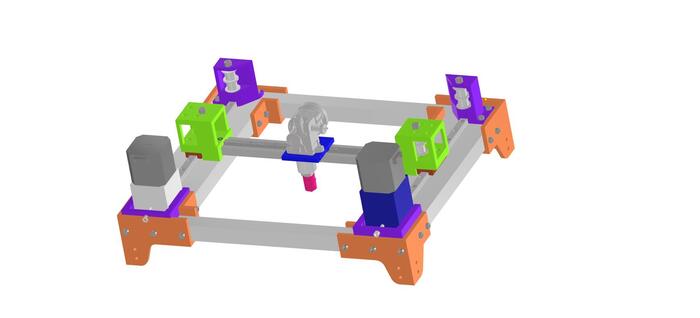
Вот так портал в сборе выглядит в актуальной версии (ремни отключены, как и многие элементы печатающей головки)
Сама печатная головка тоже претерпела немало изменений. Но для начала кратко опишу конструкцию.
Одна из задач - это максимальное сокращение расстояния от фидера до сопла, как вариант решения был взят радиатор E3D V6/Volcano и существенно укорочен, посадка переделана на 4 винта.
Ввиду сокращения площади оребрения, нужно усилить обдув, для начала турбинкой 5015, но на практике это перебор, будет еще опциональная версия с осевым 3010. Нагреватель керамический, TriangleLab CHC Pro.
Первая версия была такой:
Затем немного оптимизировал, так как этот был громоздкий и сложный
Этот вариант показал себя неплохо, пробовал разные конфигурации:
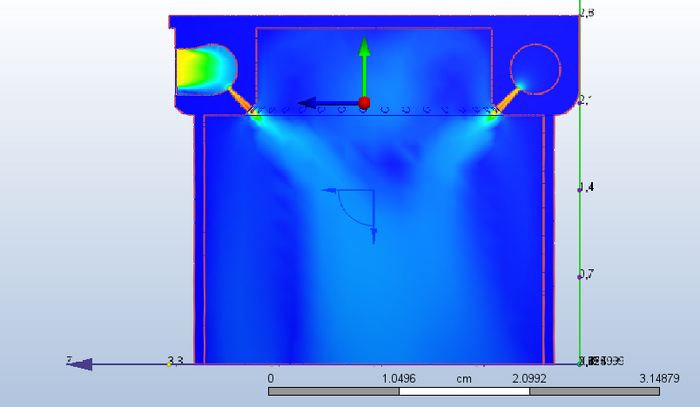
На фото и в модели видно странную форму обдува детали, это потому, что в конструкции принтера обдув детали реализован на компрессоре типа BerdAir, первая версия была не эффективной из-за ошибки в расчётах, но об этом чуть дальше.
Следующая версия была существенно упрощена и ставилась для тестов на переделанный Tevo Flash, где показала себя неплохо:
Здесь хорошо видна иная форма обдува. Были учтены ошибки прошлого, а так же проведен газодинамический анализ. Получилось далеко не с первой попытки, на проработку ушло больше месяца, но результат того стоил:
В конструкции этого принтера будет вариант на основе этого, но с существенными доработками, о нем подробно расскажу в следующей части, эта и так уже объемная. На этом на сегодня все! Благодарю за внимание! Конструктивная критика приветствуется! После тестовой сборки принтера все детали будут в свободном доступе бесплатно.
Доброго времени суток! Продолжаю постройку высокоскоростного 3D принтера. Сегодня расскажу об основных технических решениях в портале принтера. Предыдущие части по постройке: часть 1 и часть 2.
Как уже ранее было сказано, принтер строится на кинематике CoreXY с областью печати 180х180х180мм. Проекту уже перевалило за полтора года, многие решения пересматривались, узлы и детали переделывались, да и сейчас некоторые моменты дорабатываются, к примеру каретки оси Y, они исключены из визуализации вместе с траверсой оси X, поскольку прошлая версия была под каретки для линейных направляющих типа MGN7h, но по результатам тестов этого оказалось недостаточно, в обновленной версии уже заложено место под направляющие типа MGN9h.
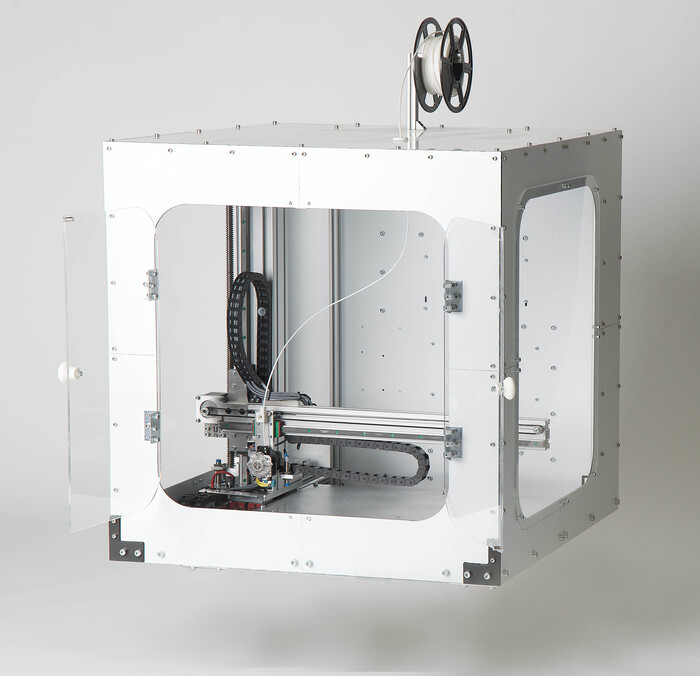
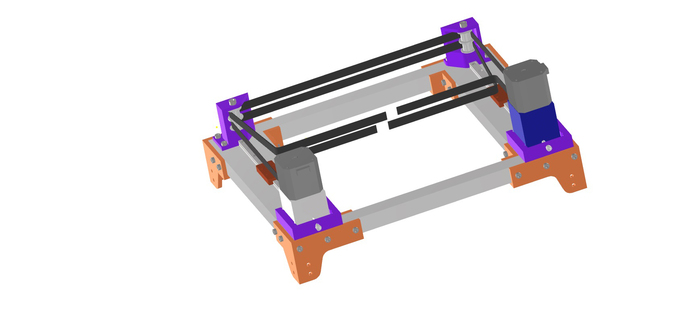
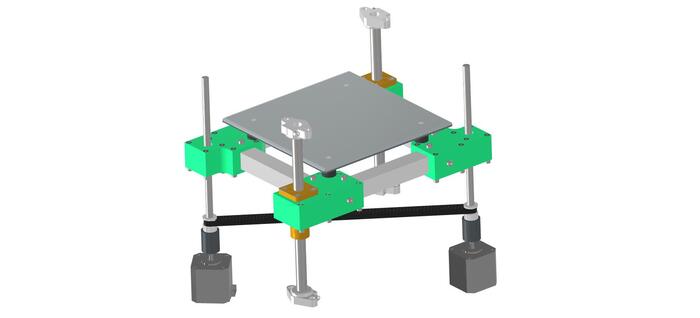
Собственно визуализация из САПР:
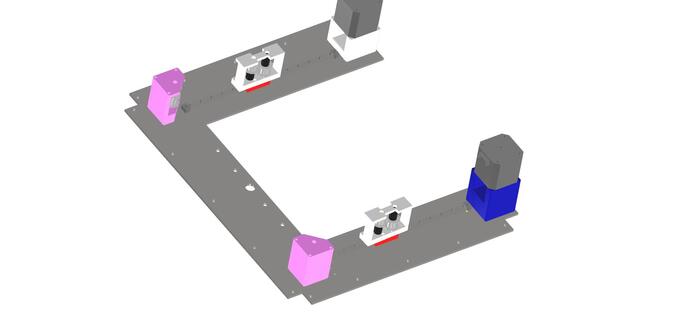
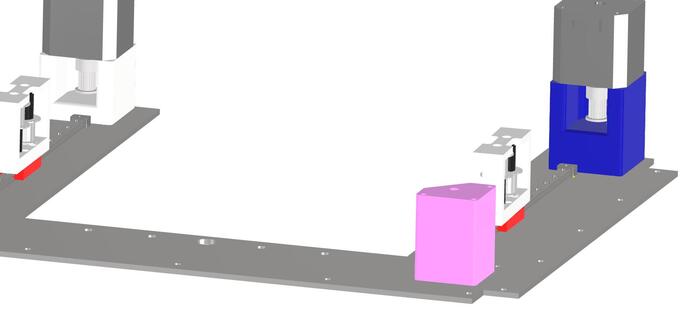
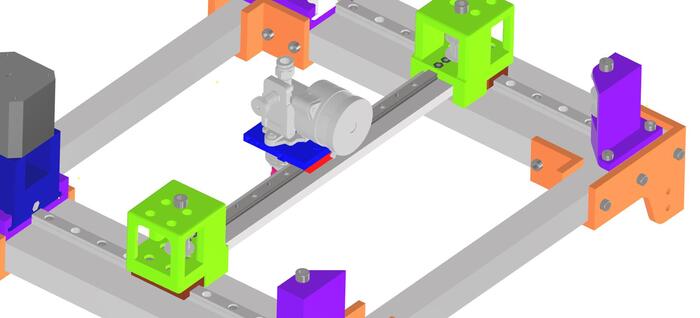
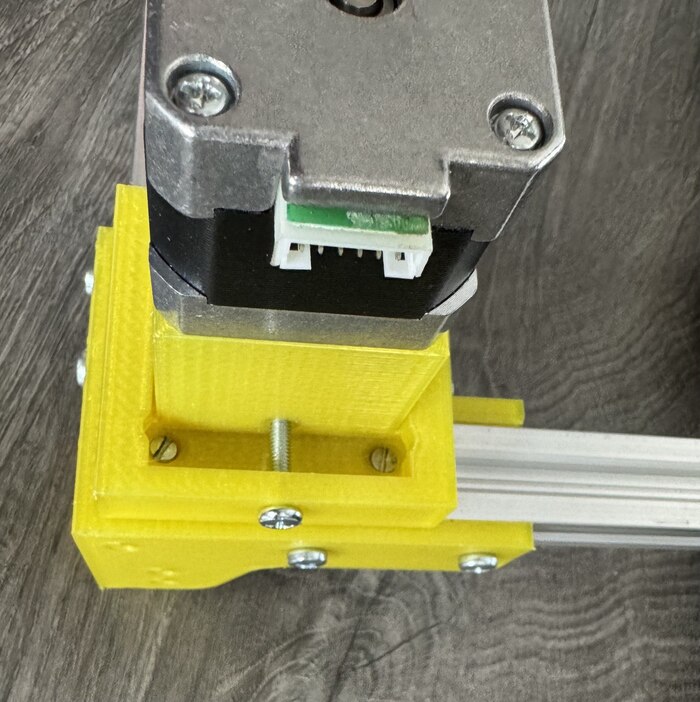
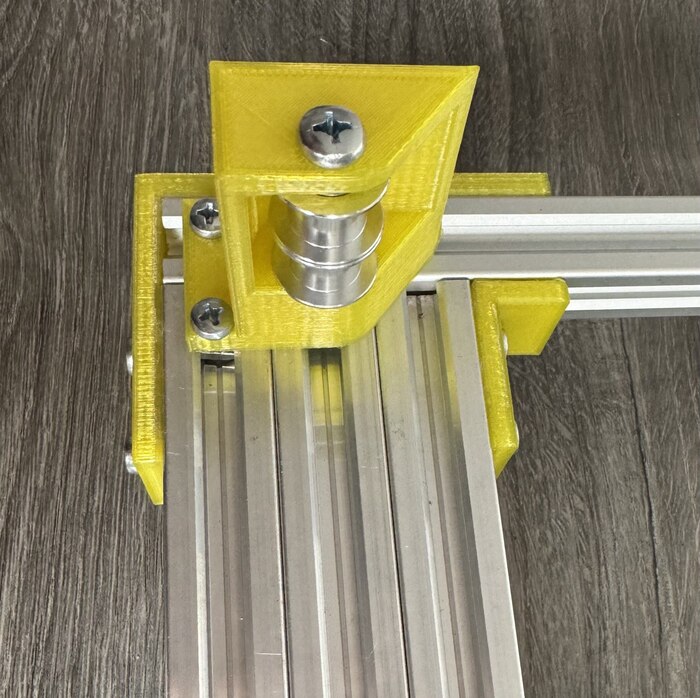
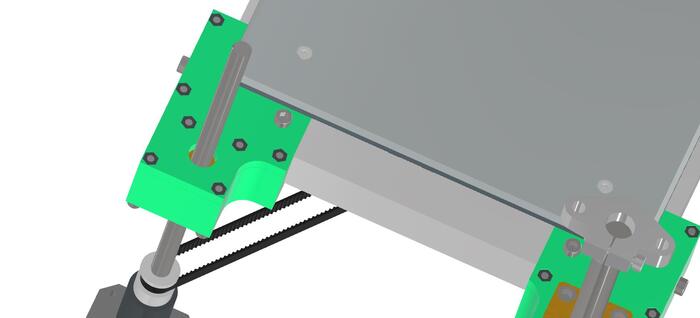
Как видно, конструкция относительно простая, в двух углах находятся стойки с обводными роликами, а в противоположных углах двигатели типа NEMA17 на подиумах (сейчас это 17HS4401, закупались как Hanpose, но по маркировке это не оригинал, хоть и приличного качества, из 10 штук 5 уже несколько лет трудятся без нареканий, хотя до тех же StepperOnline или LDO им далеко, в будущем будут заменены более мощными 17HS8401). Подиумы устанавливаются на салазки, которые жестко крепятся к основанию портала. В передней части подиумов встроена закладная гайка, в нее вкручивается длинный винт через салазки и позволяет вращением этого винта двигать подиум вместе с двигателем на 9-10 миллиметров, это нужно для качественной регулировки натяжения ремней. Ремни должны быть натянуты максимально одинаково, так как от этого напрямую зависит работоспособность кинематики CoreXY. Стойки обводных роликов просто монолитные, шкивы крепятся к закладной гайке насквозь. Ремни в конструкции типа GT2 шириной 10мм. Изначально были закуплены и установлены ремни из полиуретана со стальным кордом, но ввиду малого диаметра шкивов этот ремень при простое принтера даже в пару суток быстро принимал форму с "заломами" в районе шкивов. Заломы иногда проскакивали на шкивах и буквально за неделю тестов начал проступать корд. Теперь в конструкции используется резиновый ремень, армированный арамидным волокном (кевларом). На фото только отдельные узлы, без рельс и ремней, поскольку они еще в пути, узел в сборе покажу в следующей части, как в виде модели, так и на фото, где расскажу про ось X и печатную головку. Собственно фото узлов:
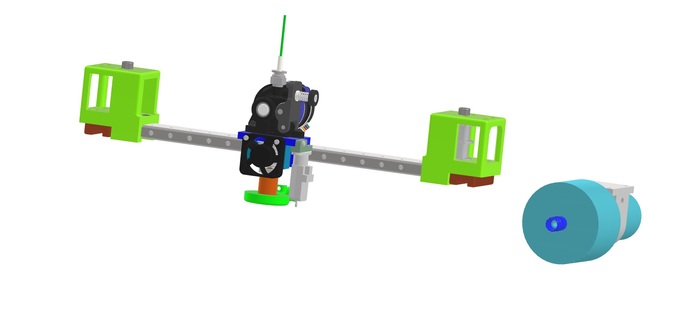
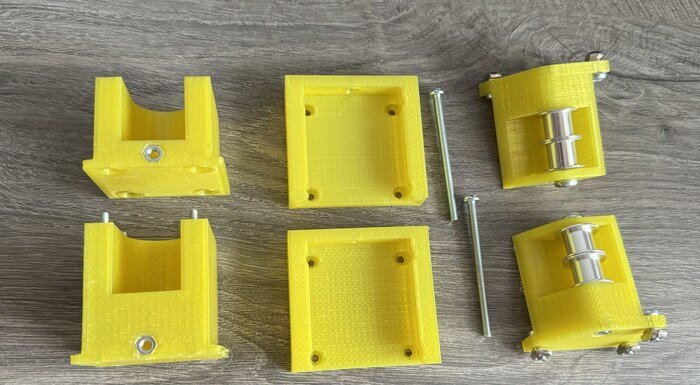
Комплект элементов привода печатающей головки
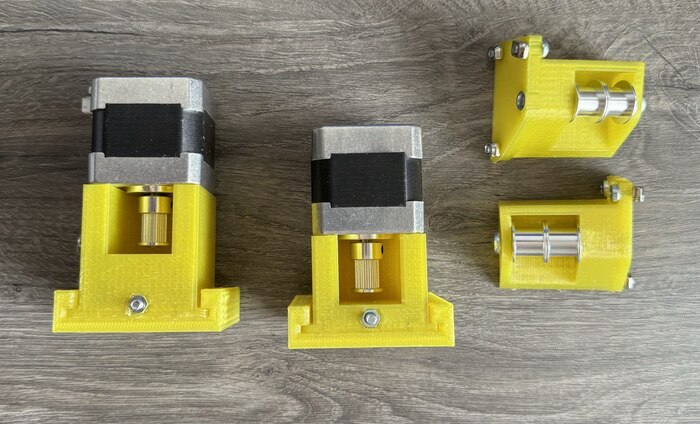
Оно же в сборе с двигателями
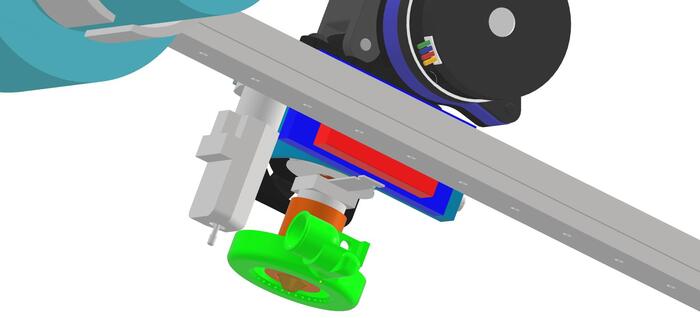
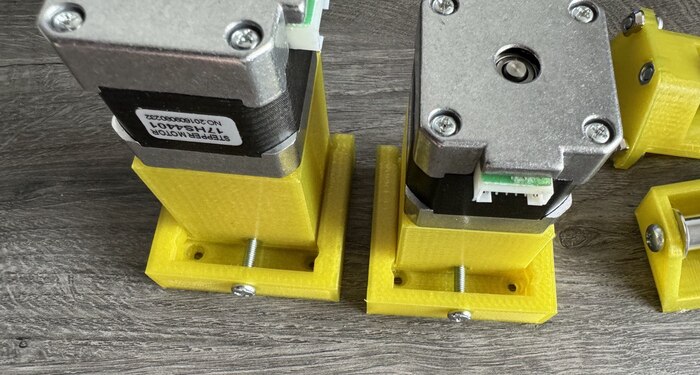
вид на регулировочные винты, диапазон регулировки около 10мм
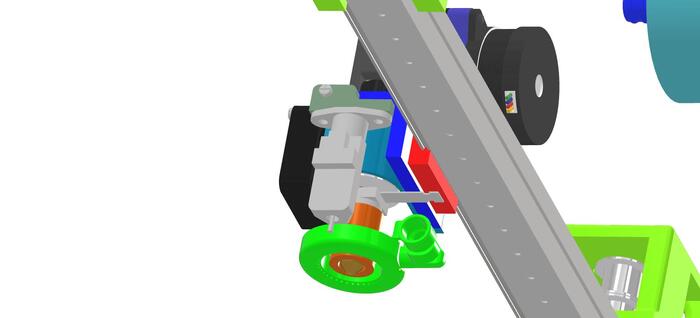
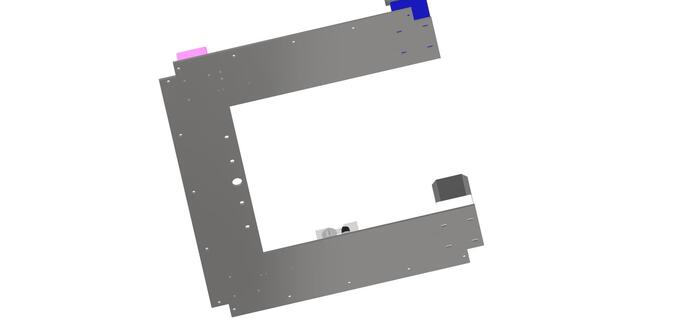
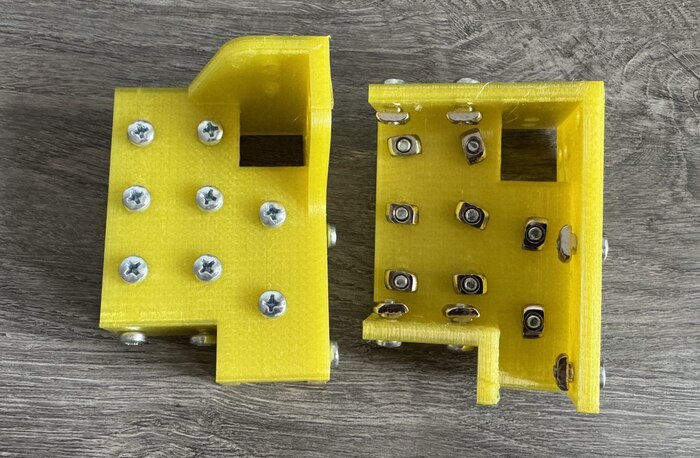
Актуальная версия соединительных уголков, конструкция не окончательная
Сразу добавлю небольшую оговорку: углы портала не окончательные, их конструкция еще изменится в сторону усиления и более аккуратной стыковки с распорками над порталом.
Параллельно думаю над названием для этого принтера, так как он все еще безымянный.
На этом на сегодня все. После тестовой сборки принтера все детали будут в свободном доступе бесплатно. Конструктивная критика приветствуется. Всем добра!
Доброго времени суток! Продолжаю серию постов по постройке быстрого 3D принтера. Первая часть тут.
Сегодня расскажу, как реализована вертикальная ось, но сначала дам несколько пояснений, так как в прошлом посте были вопросы в комментариях.
1- почему не купить готовый? - не хочу, владел десятком различных принтеров стоимостью от 250 до 1000$ включительно, все имели как свои плюсы, так и минусы и порой минусы очень серьезные, подробно рассказывал об этом в первой части. 2- почему не собрать Восток, Ворон, VZ и прочие? - как и покупка готового принтера, это будет сочетание положительных и отрицательных качеств, в своей разработке я стараюсь свести количество недостатков к минимуму, в то же время сохранив простоту конструкции. 3- пилить профиль ножовкой в печатном стусле под 45 градусов - это ужасно выглядит, криво и т.д. - да, это так, в пробной сборке я использую профиль из собственных запасов и никого не призываю делать так же, для чистовой сборки профиль проще заказать сразу в размер у любого удобного поставщика с чистой и ровной резкой профессиональным инструментом. 4- в конструкции повсюду профиль 2020, два фрагмента 2060 и множество печатных деталей, ввиду компактных размеров принтера, способа соединения и компоновки это должно быть достаточно жестко, но в случае недостатка жесткости в конструкцию заложена возможность усиления без необходимости переделывать принтер.
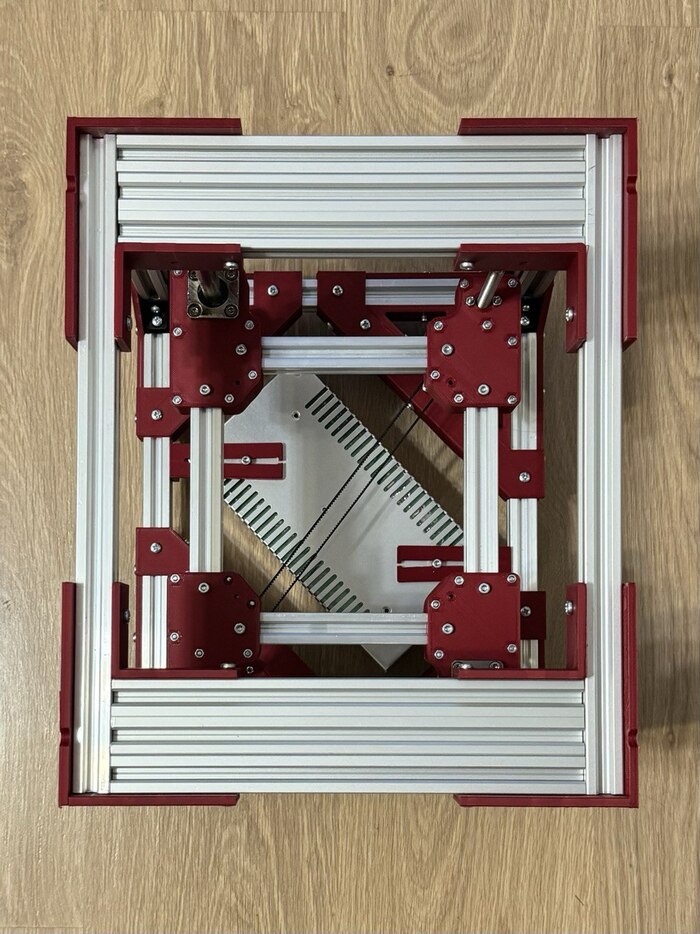
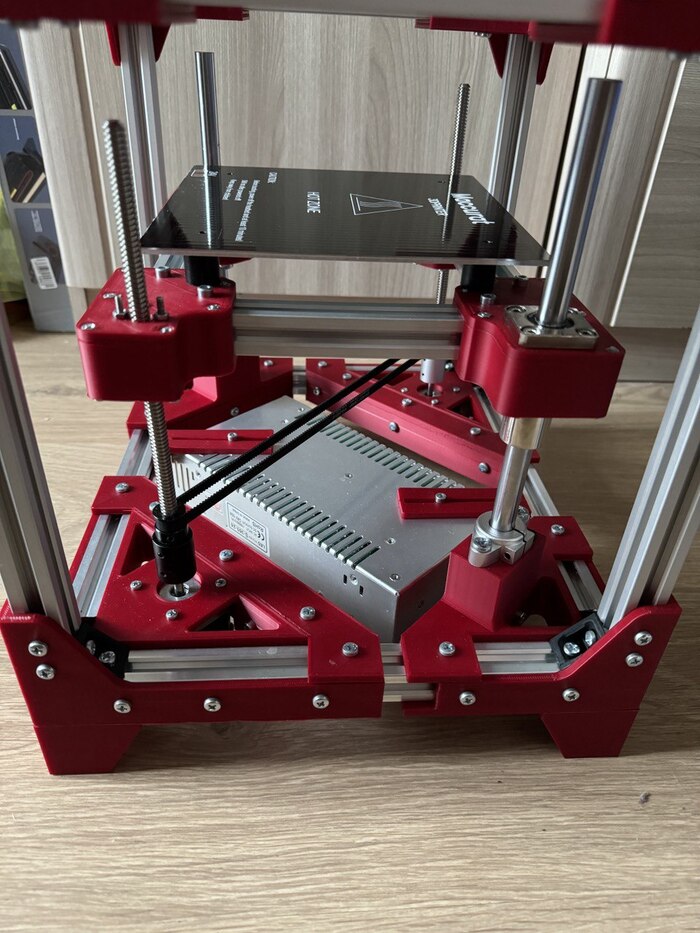
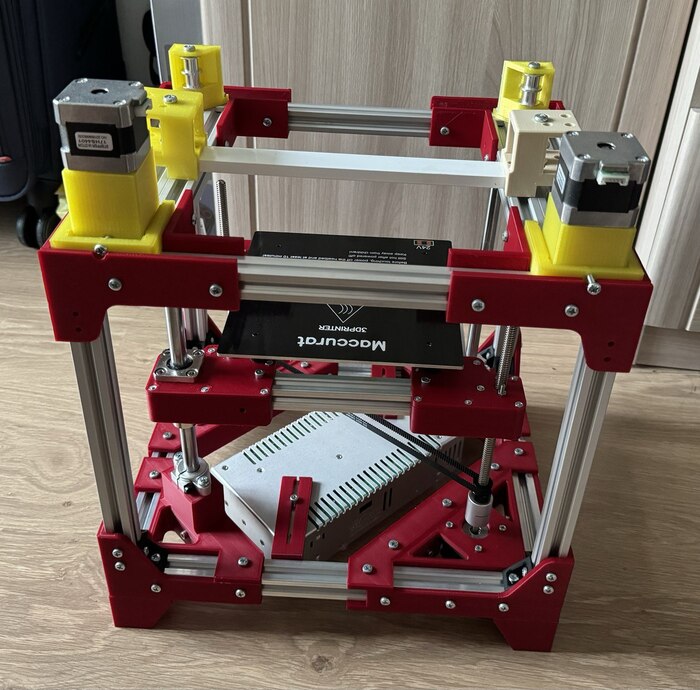
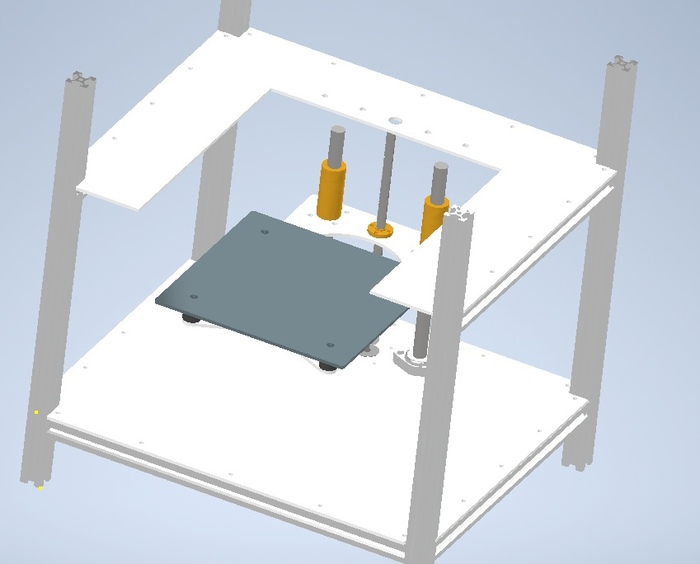
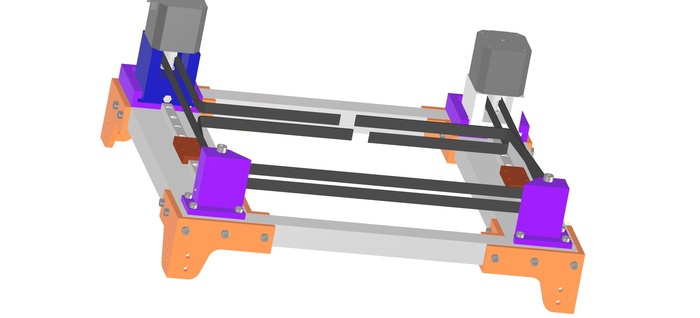
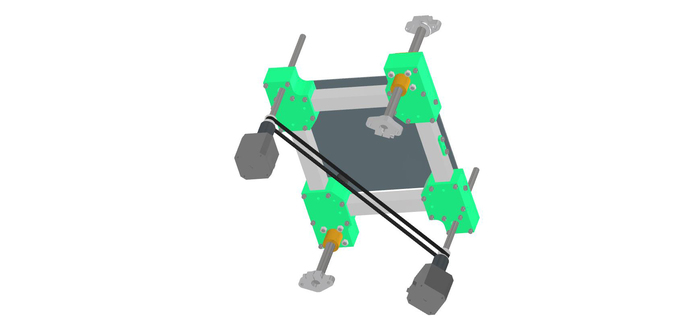
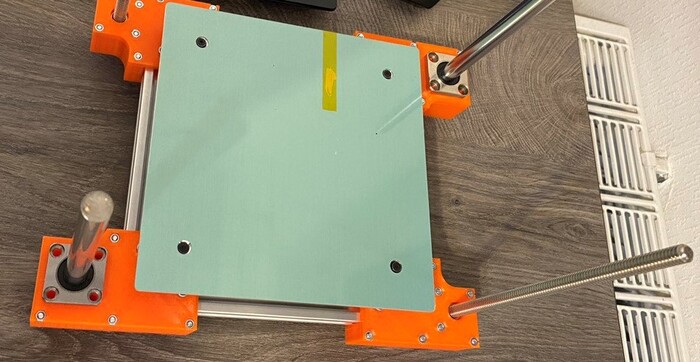
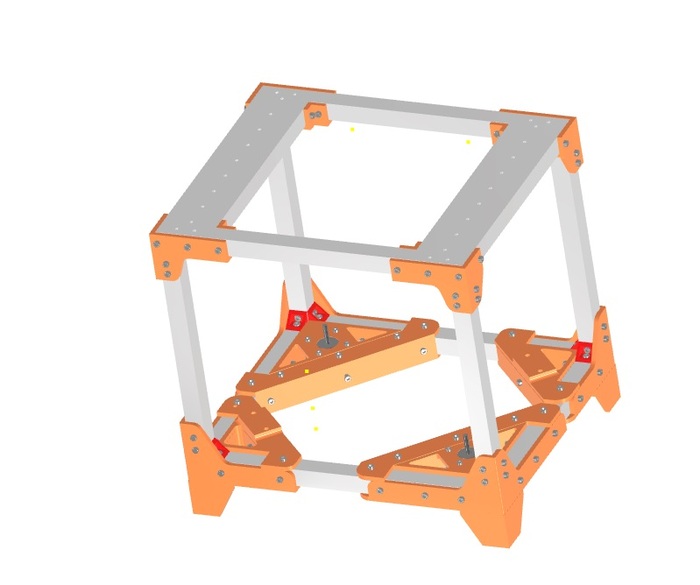
Ну а теперь к сути. Модель узла в сборе выглядит следующим образом:
Как и рама, основание стола реализовано на профиле 2020, который соединяется массивными печатными деталями стыками под 45 градусов. Печатные детали состоят из двух частей и стягиваются винтами по периметру, профиль к ним крепится Т-гайками.
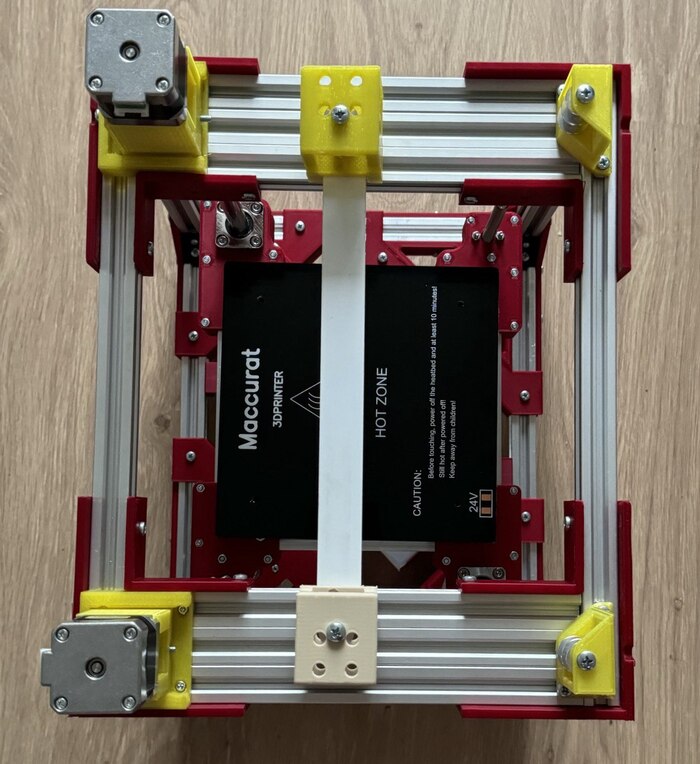
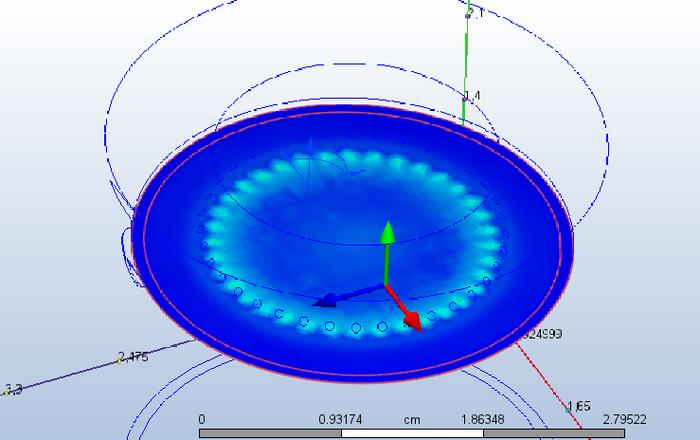
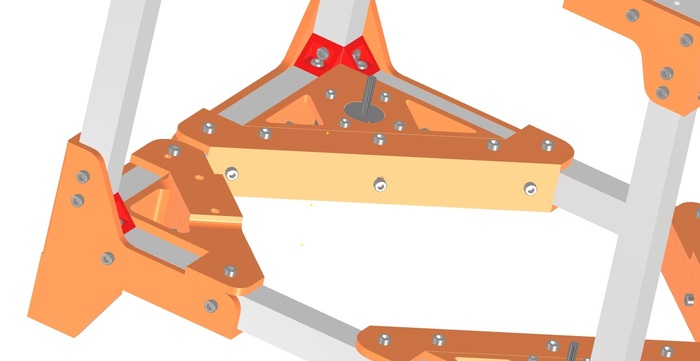
Стол расположен не консольно для минимизации перекосов и дефектов печати при перемещении. В движение он приводится двумя ходовыми валами Т-8, валы двухзаходные, соединены жесткими муфтами с двигателями в основании принтера, сразу за муфтами стоят 20-ти зубчатые шкивы 6мм ремня GT-2 для синхронизации вращения . Ходовые гайки расположены в двух диагональных печатных углах, в горизонтальной плоскости ходовые гайки имеют свободный ход на 1.5мм во все стороны относительно оси вращения, это необходимо для компенсации вобблинга, который из-за неидеальности валов при жесткой фиксации ходовых гаек неизбежен. Посадка гаек на густой смазке, возможно, что в случае сильно кривых валов со временем появится выработка. Верхние концы ходовых валов свободные.
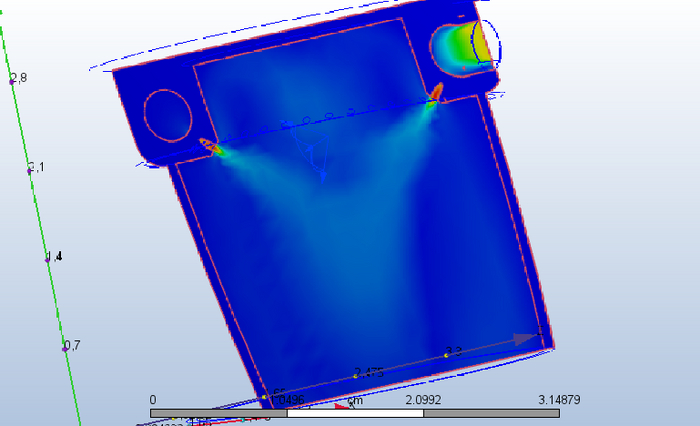
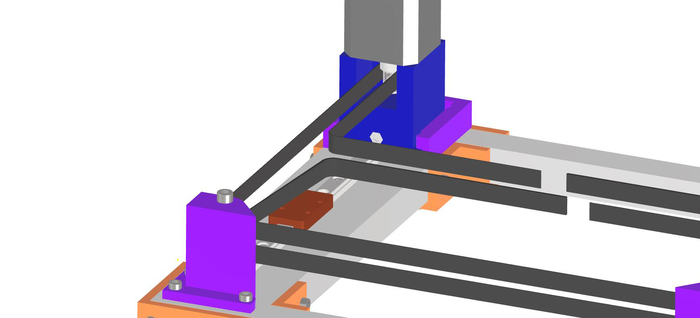
В другой диагонали расположены подшипники скольжения типа LM12LUU. Они крепятся насквозь печатных деталей и так же стягивают их между собой винтами М5. Движутся эти подшипники по 12мм полированным стальным валам. Оба конца валов крепятся через крепления типа SHF12 к укосинам из профиля в основании и к нижней плоскости профиля 2060 в портале.
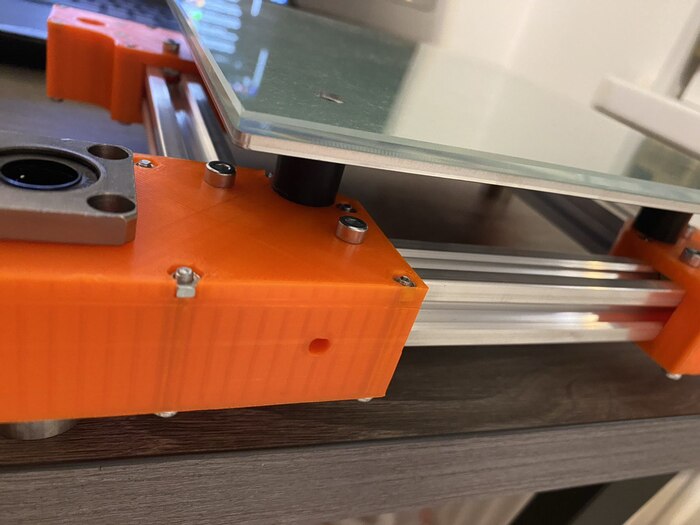
Стол устанавливается на силиконовые демпферы вместо обычных пружин, винты вкручиваются в закладные гайки с большим диапазоном регулировки. Сам стол алюминиевый 180Х180 с известного китайского маркетплейса, питание 24 вольта. Для крепления проводки сзади есть небольшой кронштейн.
Пока в качестве рабочей поверхности взято термостойкое стекло, но оно будет только пока не расколется, ему на замену поставлю магнитное основание и стальную пластину.
На фото видно, что возле некоторых гаек непропечаталась стенка, пока идет тестовая сборка не стал из-за этого перепечатывать, в модели это уже исправлено.
В следующей части расскажу про портал, а на сегодня всё! После тестовой сборки принтера все детали будут в свободном доступе бесплатно. Конструктивная критика приветствуется. Всем добра!
Для всех поклонников футбола Hisense подготовил крутой конкурс в соцсетях. Попытайте удачу, чтобы получить классный мерч и технику от глобального партнера чемпионата.
А если не любите полагаться на случай и сразу отправляетесь за техникой Hisense, не прячьте далеко чек. Загрузите на сайт и получите подписку на Wink на 3 месяца в подарок.
Доброго времени суток! Как очевидно из названия, пост посвящен разработке собственного быстрого 3D принтера.
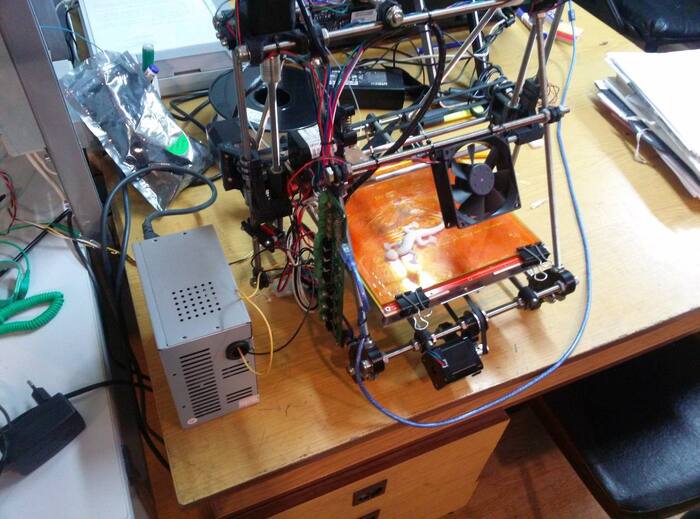
Для начала пару слов, зачем вообще это нужно, если просто купить в известном китайском магазине 3D принтер, который даст хорошее качество печати, возможно хорошую скорость и за адекватный ценник? За без малого 10 лет (пусть и с перерывами до года ввиду службы по призыву, бесчисленных командировок и прочего), я работал с большим количеством различных 3Д принтеров, начиная классическим Менделем и заканчивая актуальными моделями известных китайских брендов. К слову первый принтер, с которого и начался мой путь в 3Д печати выглядел так:
Он даже работал, хотя и переделать пришлось почти все в нем...
За все это время, лично имел более 10 моделей принтеров различных производителей и кинематик (Picaso 3D Designer, Wanhao Duplicator 6, несколько "дрыгостолов" от Creality, Anycubic , Tevo и Longer), сейчас основные рабочие принтеры Elegoo Neptune 4, фотополимерный Anycubic Photon и запасная дрыга от того же Anycubic лежит в резерве. Каждый из этих принтеров был в чем то хорош, а в чем то не очень. К примеру Duplicator 6 на кинематике Ultimaker имел отличное качество печати, но крайне низкую скорость, аналогичное задание в полтора раза быстрее и в таком же качестве запросто выполнял H-Bot в исполнении Picaso Designer, но при этом уровень шума напоминал эпическое сражение кухонного комбайна с кофемолкой. Несколько различных дрыгостолов были простые, ни одна из них не печатала адекватно из коробки, все брались под доработку, но постоянно требовали к себе внимания, что-то подтянуть, что-то заменить и т.д. Нынешний Neptune 4 не исключение, тоже содержит в себе много нюансов в работе... Хочется иметь свой принтер, лишенный этих недостатков, но сохранить при этом все преимущества.
Еще в 2014 году впервые возникла идея создать свой принтер, примерно за год была построена реплика Tevo Tarantula (простейшая рама из профилей 2020 и 2040, каретки из 6мм акрила лазерной резки, управлялся сборкой из реплики Arduino Mega2560 и RAMPS 1.4 на Marlin первых версий... Увы, но фото не сохранилось, отработал этот принтер около полугода и был продан, так как нормально работать он не начал, постоянно что-то ломалось, слетала прошивка... Одним словом - надоел. Несколько позднее, уже набравшись опыта в печати на народных машинах от Tevo и Creality вновь решил собрать свой собственный, не как у всех и очень быстрый принтер. Ошибки начал совершать ввиду отсутствия опыта с первых секунд, к примеру выбрав кинематику Scara по принципу "меньше масса подвижного = выше скорости и ускорения", собрал прототип и понял, что это далеко "не мой уровень", по сути принтер состоял из одних проблем, нормально работала только ось Z... Почти готовый выглядел вот так:
И вот, полтора года назад я твердо решил, что мне нужен свой принтер. Не с заоблачными характеристиками, но на уровне не ниже Voron 0.1, проверенная кинематика, не шумный, обязательно на Klipper, без применения токарных, фрезерных и других работ, которые не сделать самому дома. Так начался этот проект. С учетом прошлых ошибок и без завышенных ожиданий. Первым делом составил тех. задание: Кинематика- CoreXY, область печати 180Х180Х180, с минимальным количеством редких или малодоступных деталей, в основе конструкции профиль 2020-2040-2060 и печатные детали, но рама должна быть жесткой, стол не консольного типа, прошивка Klipper.
В этот раз решил создать полную цифровую модель, а лишь потом закупать комплектующие и собирать. Модели создавал в Autodesk Inventor. Сегодня принтер уже практически собран, многие детали были переделаны по нескольку раз для улучшения или оптимизации конструкции. Названия у него пока нет, процесс публиковать буду частями, в этой, уже изрядно длинной расскажу про раму.
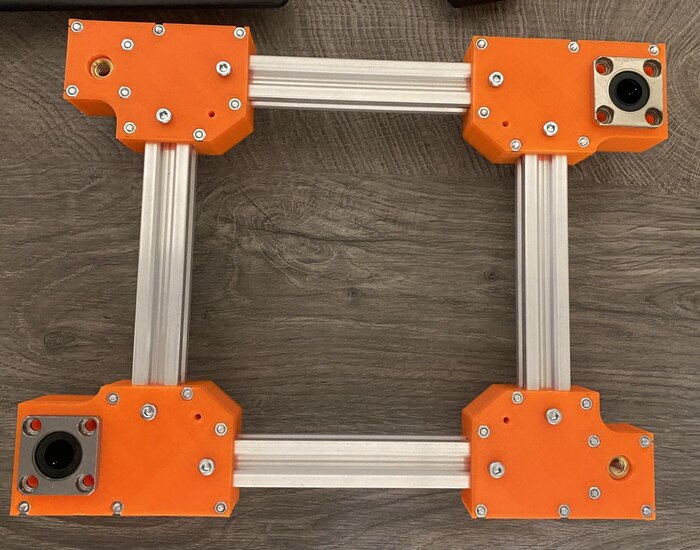
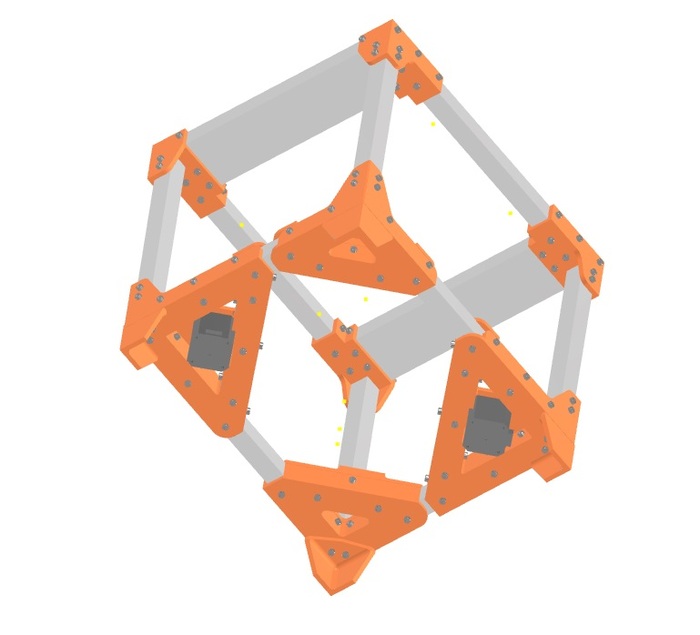
Выглядит она так:
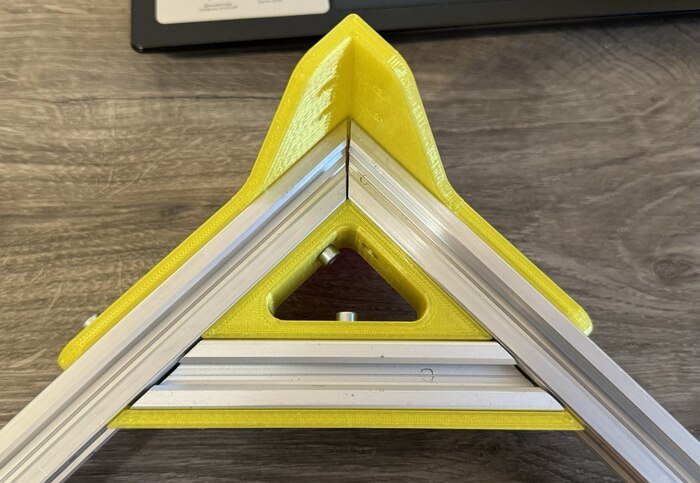
В модели профиль упрощен до квадрата, вся рама состоит из профилей 2020 за исключением портала, там присутствуют два элемента из 2060. В основании есть укосины, а соединяются все профили под углом 45 градусов
Все соединяется винтами М4 на пазовые Т-гайки с каждой из 4 сторон. Печатные детали из PLA и PETG вперемешку, цвета и производители разные, так как детали переделывались по многу раз на протяжении полутора лет...
Ось Z реализована на двух парах валов: в основании находятся два расположенных по диагонали 40мм NEMA17 шаговых двигателя, жестко соединенные с двухзаходными трапецевидными валами Т8, а на другой диагонали расположены гладкие 12мм валы, синхронизация двигателей с помощью кольцевого ремня.
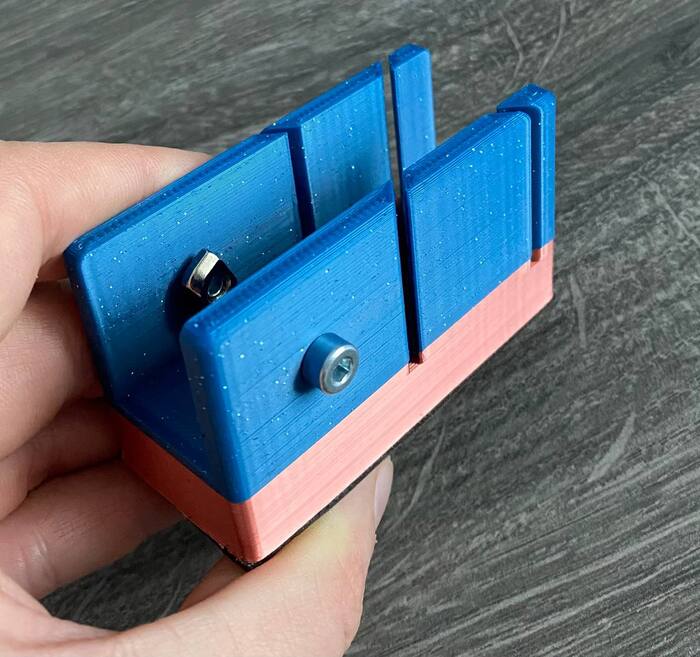
Для резки профиля под 45 градусов смоделировал и напечатал стусло, опытным путем установил, что хватает одного такого примерно на 10 резов, затем или слишком увеличивается паз, или ломает стенку.
Комлект профиля для основания рамы
Первое стусло для резки профиля под 45 градусов
Профиль зажимается на двух пазовых гайках
Быстро и просто режется небольшой ножовкой по металлу
Актуальная версия стусла, добавлен паз для резки под 90 градусов, на основание наклеена пятка из кожи против скольжения.
Одна из первых сборок рамы на живую, есть косяки и нестыковки, на фото так же присутстсвует уже собранная ось Z, но о ней подробно расскажу в следующей части:
На этом на сегодня все. Новые части буду публиковать по мере пересборки принтера и наличия времени. Все материалы, модели и инструкции будут добавлены в открытый доступ позднее и бесплатно.
Благодарю за внимание! Обоснованная критика приветствуется, продолжение следует!