

Сложенные металлические трубы vol.2

Осенью фоткал, у дома на Шебашевском проезде меняли водосточные трубы. Первый пост на Пикабу)

Сложенные металлические трубы

Показать полностью
1


В Гусь-Хрустальном открылось сталелитейное производство завода «Гусар»

В Гусь-Хрустальном открыли литейное производство на арматурном заводе "Гусар".
Современное оборудование на площади в 20 тысяч квадратных метров, с общим объемом инвестиций - в 1,7 миллиарда рублей и проектной мощностью 7-8 тысяч тонн продукции в год.
Теперь предприятие, специализирующееся на арматуре для нефтегазовой отрасли, самостоятельно производит заготовки для запорно-регулирующего оборудования. Ожидается, что вышедшее на новые мощности предприятие будет участвовать в освоении арктических месторождений.
Новое литейное производство "Гусара" оптимизирует всю цепочку изготовления комплектующих для трубопроводной арматуры. В Гусь-Хрустальном будут изготавливать отливки из стали различных марок, а также из специальных высоколегированных сталей. Применять которые можно будет даже в арктической зоне. Это первое подобное производство в России, подчеркнула губернатор Светлана Орлова.
"Это 400 рабочих мест. Это почти под 45 тысяч зарплата. А мы то, что могли, то и делаем: это льготы, это предоставление земель, чтобы они развивались. Ну и в целом, Гусь Хрустальный становится лидером рынка трубопроводной арматуры".
Из небольшого завода за несколько лет «Гусар» превратился в крупнейшее арматурное предприятие. Главные заказчики продукции - ведущие нефтегазовые компании России, такие как «Транснефть», «Сургутнефтегаз», «Газпром» и «Лукойл».

"Это самый современный завод такого типа литья в стране. Такого качественного литья и такого масштаба производства у нас в стране просто нет. Завод умеет делать литье под Арктику, под сложные серьезные условия, и в рамках программы импортозамещения это очень важная история", - сообщил ТАСС замруководителя Минпромторга РФ Василий Осьмаков.

Показать полностью
2





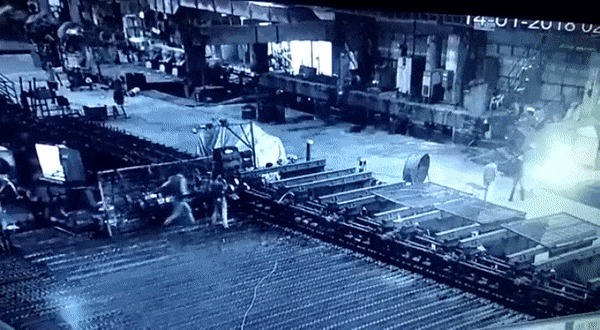
Стальной дождь
В Голландии произошла авария на сталепрокатном заводе. К счастью, никто не погиб. По антуражу мы ждали прихода терминатора


Сталь
Кто знает как называется сталь с рисунком в виде как бы склеенных бесформенных кусочков, по разному отражающих свет, (не в декоративных целях, а сама по себе)?