
Что лучше работа оператором чпу или крановщик?
Крановщик в трубопрокатный плавильный цех или оператор
Берут крановщиком но немного думаю а может стоило попросится оператор и думаю возьмут ли им

У нас тоже есть небольшой принтер печатающий металлом!
В ответ на пост: В Самарском университете разработали индукционную головку для 3D-принтеров, печатающих металлом
В том посте уже говорилось про то, что методов 3д печати металлами имеется достаточно много, и мы используем один из самых распространенных - метод електронно лучевой плавки металлической проволоки или по простому FDM. Про сам метод, можно написать отдельный пост, но в целом он аналогичен обычным 3д принтерам, печатающих пластиковым филаментом, только в качестве экструдера выступает электронно-лучевая пушка. В нашем случае вот такая, нашей собственной разработки и производства:

В основном мы конечно же плавим титан, так как его активно используют в аэрокосмической отрасли и при обработке, в стружку может спокойно уйти до 98% материала заготовки, а это уже удовольствие не из дешевых. Однако, с титаном есть одна небольшая загвоздочка, на воздухе он очень активно окисляется, если по простому, то горит аки сатана, поэтому плавить его нужно в вакууме. Нет, конечно же теоретически можно использовать аргон или другой интертный газ в качестве "шторы" от воздуха, однако контролировать качество наплавки в таком случае крайне проблематично.
Сначала был сделан маленький 3д принтер с областью печати 400х400мм.
На этой машинке, обкатывалась основная технология 3д печати, выявлялись недочеты конструкции и были получены первые образцы печати!
Эта 800 килограммовая малышка была названа лабораторной и до сих пор верой и правдой служит нам для всяческих экспериментов.
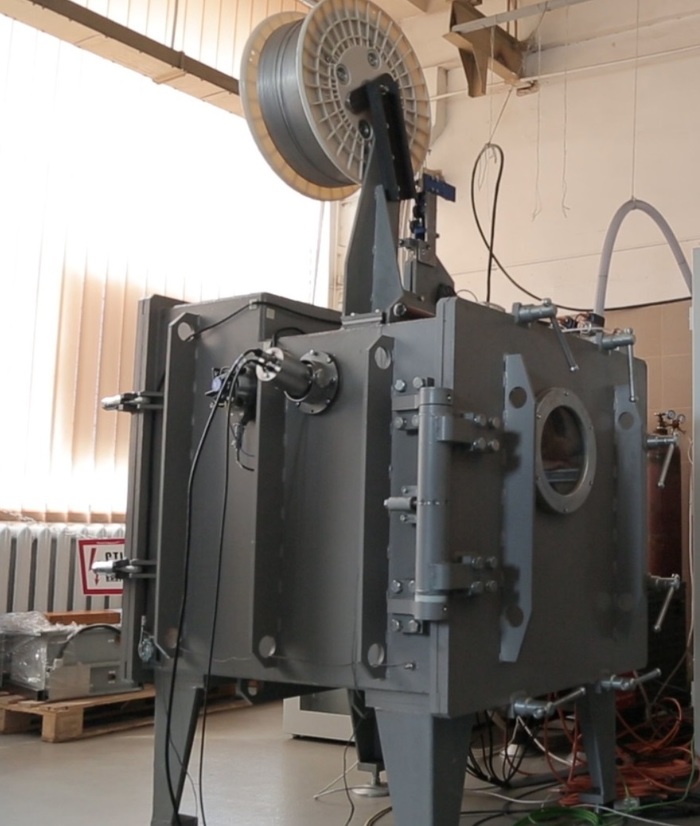
После лабораторной установки, мы принялись за создание версии немного побольше. Ну как немного, с рабочим столиком 1500х1000 мм! Да, знатная машинка получилась конечно, можно нам в лигу гигантов? Ну пожалуйста?

Для понимания масштабов, вон тот металлический столик весит тонну, а линейные направляющие на задней стенке имеют ход в 1800 мм! Я с уверенностью могу сказать, что это самый большой 3д принтер, печатающий металлом, который когда-либо создавался в странах бывшего СССР. Эта малышка весит уже поболее младшей сестрички, порядка 16 тонн, внутренние размеры камеры 2,5х3 метра и из всего этого объема откачивается воздух для плавки.В общем и целом, сами в шоке от того, что это мы такое наконструировали=)
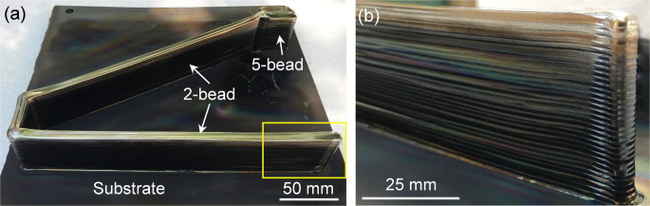
Под постом про 3д принтер из Самары, было много критики, что мол никто за эти годы так и не увидел напечатанных образцов. Так вот у нас такой проблемы нет)

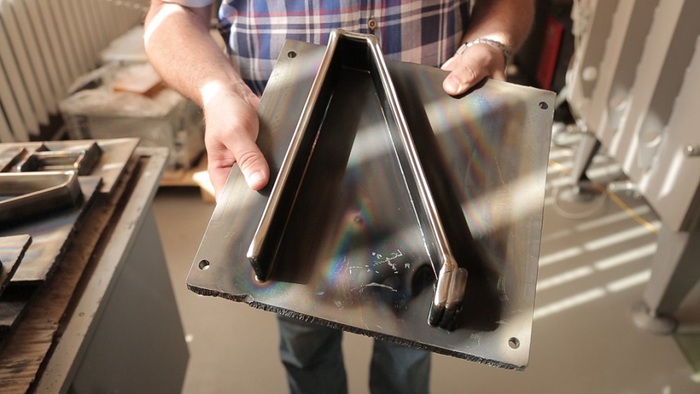

Естественно для такого способа 3д печати обязательной являет постобработка напечатанной детали, однако даже это гораздо выгодней обычного точения или фрезеровки из болванки. Например одна двигателестроительная компания присылала нам запрос на изготовление простой цилиндрической детали, при производстве которой из 20-ти килограммовой заготовки получалось изделие всего 730 грамм....и это при цене титана от 25 вечнозеленых за килограмм...
В общем вот такие дела. Многие сомневались что 3д печать металлической проволкой реальна, но это далеко не так, реально и как я считаю очень перспективно=) На этом все, на последок держите немного ручного титанового искусства от моего коллеги)

Показать полностью
8
Я люблю свою работу
Я люблю свою работу. Мне нравится туда ходить, нравится общаться с работниками, с персоналом.
Я маркировщик, наноношу маркировку на бесшовные трубы. Так же есть в моём обслуживании установка Prestar, которая измеряет длинну трубы, а так же взвешивает её и расчитывает удельный вес на КГ/Метр. Так же на ней есть 4 маркировочных "пистолета" которые круги наносят на трубу. Если брак по весу, то один кружок, или зачазчик просит круг, или два разных цветов(4 нираза не было) наносить. Ещё на ней есть машинка для клейма. Точнее две, но пользуемся одной. Ещё есть пистолет для нанесения полосы по всей длинне трубы, но это уже отдельно. Так же ещё установка для нанесения лака на трубу.
Всё это делаю я и напарник.
НО! НО! НО, ещё мы отбраковываем трубы. Как-то так повелось с самого начала. Т.е. труба по наружке или внутрянке "упала", берём балгарку, и вперёд, либо подрезаем по длинне(если это по контракту возможно) на ленточной пиле. А в штате на эту работу записан человек... Ну да, ну да, мы же ничего не делаем. Просто сидим на посту и смотрим за оборудованием. Нас двое. Да пофигу, да же если один. Но это ладно. Я к примеру привык руками работать с 2010, мне не влом. А как доплата спросите? Хе-хе)))
А вот упаковка... Их двое, так же как и нас. Один на низу отгружает пакеты краном, вешает бирки, ставит хомуты для пакетов. Второй сидит всю смену на посту и нажимает на кнопки на двух компах, печатает бирки.
НО! Если он один, ТО! Нужна помощь, блин, он не успевает. Ему надо сидеть и не отходить от компа. А кого посылают в помощь? Да, нас. Но мы только ставим хомуты. Доплачивают? Хе-хе)))
Так же есть у нас парни на "столах" где работают болгаркой по 12 часов. Там, да, тяжко. И кого посылают им на помощь? :) Ответ думаю уже знаете.
Кого на вагоны? Да-да. Кого в самую зал*пу мира? Да-да.
А когда я или напарник один, и просим поменять тупо на обед, то нет... Пошёл ты на! Работай, будет время иди. Или когда отбраковки куча, "упаковка" "спит", а мы фигарим. Кого в помощь? Хех, никого
И кто из нас получает больше всего? Те кто сидит на верху
Люблю свою работу...
Показать полностью

Порошковая металлургия
Обещал рассказать о производстве различных деталей методом порошковой металлургии. Выполняю обещание.
Я работаю на достаточно известном в узких кругах заводе, фотографии, при возможности, добавлю позднее, но не особо много, ибо коммерческая тайна и все такое. Детали мы изготавливаем разного применения- контакты в электроустановках, подшипники скольжения, шестеренки, и очень - очень много всего. В том числе и на завод Ваз)
Как происходит процесс изготовления ( опустим обширнейшую и кропотливую работу технологов, которые подбирают состав , и конструкторов, которые разрабатывают деталь ):
1. Приготовление шихты- это масса из порошка металла, из которой формируется непосредственно деталь. Может быть совершенно разного состава, с добавлением разных металлов для создания сплава. Выглядит как очень мелкий песок разного цвета . Изготавливают смесь в специальных ёмкостях ( барабанах), в которых она перемешивается 10-60 мин в зависимости от состава.
2. Далее смесь подаётся на специальные автоматические порошковые формирователи ( пресса). На них установлены формы- Матрица и пунсон, в которых и формируется деталь. Пресса имеют разную степень силы давления, от нескольких тонн до 100. Это у нас на заводе , конечно, есть и сильнее. Чем мощнее давит пресс, тем меньше у него ходов в минуту . Например, у 100-тонного пресса около 8-9 , а у 3 тонного 45. Чем меньше деталь, тем меньшую силу для сжатия ей надо. Соответственно, большие пресса используются для крупных деталей.
3. Затем напресованные изделия перемещаются на спекание - в конвейерные печи с температурой до 1300 градусов- и проходят процесс спекания . Процесс длится несколько часов, проходит в специальной атмосфере - с улыбками, песнями, хвалебными речами ( шутка))-в атмосфере, не реагирующей с деталями при такой температуре. Приготовляется такая атмосфера из природного газа в специальных устройствах- эндогенераторах. Под воздействием температуры в 1000 градусов природный газ в реторте под давлением и катализатором превращается в эндогаз и подаётся в печи.
4. Деталь почти готова - в зависимости от назначения и сплава, ее либо отправляют на упаковку, либо на операцию парооксидирования- видели чёрные шурупы (саморезы) по дереву? Вот они парооксидированные. Приобретает деталь такой цвет ( покрытие) после взаимодействия пара под температурой и давлением. Делается это для антикоррозийных свойств.
5. Отдельно хочется отметить процесс контроля качества деталей: его необходимо проводить на каждом этапе . После прессования необходимо контролировать размеры и вес до сотой доли. После спекания - размеры- так как после температурного воздействия могут быть серьёзные изменения. После оксидирования - визуальный осмотр, иначе при нарушении техпроцесса можно получить просто ржавую деталь)
Вот, в принципе , и все, если что-то интересно, спрашивайте, постараюсь ответить.
Показать полностью



С наступившим уже всех

Показать полностью
1

Поиграем в бизнесменов?
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.
Внезапно
Работаю в Чехии. Наткнулся на детали с необъятной. Металлургам Череповца привет!

Показать полностью
1