Забежав в Леруа Мерлен на секундочку за парой небольших брусочков, выпадаешь через час с букетом разнокалиберных реек, штапиками, парой круглых погонажей, пакетиками г-образных крючков, шурупами-крюками, вот этой банкой краски потому что старой осталось на дне и кисточками потому что для краски нужно. И пара пакетиков саморезов вдогонку, так как именно таких не оказалось в дветыщипятистах видах, расставленных по полкам в гараже. Всё это тащится в руках, подмышкой, в зубах и напихано в капюшон, потому что для пары брусочков тележка не планировалась.
В общем, не открываю ничего нового в этом мире, но вдруг кому-нибудь именно этих штук и не хватало для счастья в жизни. Людям, у которых основные мотиваторы для рукоблудия - внутренняя жаба и лень. Жаба решительно против того, чтобы тратить деньги на уже готовое, но дорогое. Лень - потому что этого тебе нужно несколько, делаться оно должно минут за пять-десять, быть универсальным и нужных тебе размера и цвета.
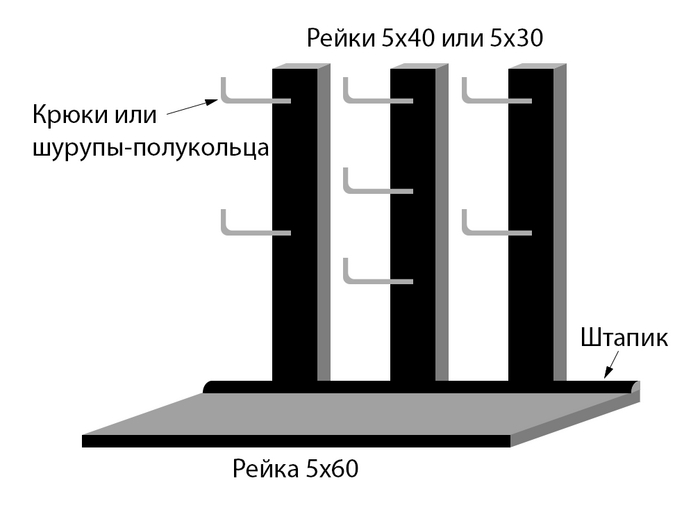
Нужно было вот такое, но с вышеперечисленными параметрами и чуть гламурней:
Подвешивать планировалось всякое разное, поэтому решено было сделать модулями, чтобы в любой момент можно было их вставлять-убирать и менять местами. Со сложными конструкторскими решениями не заморачивалась, делается всё "на коленке", способами доступными любому человеку, даже с абсолютно кривыми руками и очень быстро.
У меня было взято в Леруа Мерлен:
Рейка 5х60мм. для подставки
Рейки 5х40мм. и 5х30мм. для стоек
Штапик 10х10мм.
Штук 20 шурупов-крюков мелких
14 крюков-шурупов г-образных
Банка краски "Просто краска"
Колер откопаем в углу гаража, рядом с лобзиком и клеевым пистолетом
Чтобы не ковыряться с прикидкой размеров на бумажке, я вырезала нужный формат полки из картонной коробки, так визуализировать было проще. Прикидываем нужный размер модулей, раскладывая то, что нужно подвесить и рисуя прямо на картоне.
Определившись с длиной основания модуля, лёгкой рукой отрезаем нужный кусок от самой широкой рейки. Более узкие рейки шинкуем по нужной нам высоте. Риска никакого - в конце концов рейки не дефицит и не так уж и жалко. Жаба намекает, что нечего тут, тоже жалко.
Нашинкованные стойки, разная ширина под разные модули и задачи
Крепим стойки к основанию. Так как рейки дофига лёгкие и космический аппарат мы не строим, то у меня всё отлично село на обычный клеевой пистолет. Вот тут и пригождается штапик - поскольку рейки очень тонкие, стык мы укрепляем штапиком так же на пистолет. Я не парилась, а приклеила его по краю основания по всей длине рейки-основания сразу, потом отрезала нужные куски.
Суть конструкции:
Прикидываем и размечаем прямо на стойках, где будет расположен крепёж (полукольца и крюки). Подсверливаем и вкручиваем - посмотреть, что получается.
Та же история с г-образными крюками-шурупами - прикинули, подсверлили, вкрутили. Выкрутили и покрасили основу конструкции.
В процессе, первый эксперимент был не самый удачный
После высыхания вкручиваем все крепежи и вуаля - мини-стойка под нужный размер готова. Написание поста главным образом адресовано тем, кто делает что-то своими руками и сталкивается с тем, что срочно нужно изобрести стойку для подвешивания. Ну или просто хлебом не корми, дай из говна и палок что-нибудь смастерить.
С предыдущего поста просили рассказать про самодельный переносной компрессор для пневмопистолета.
Из покупного только маленький фильтр и два хомута, на заправке через дорогу.
Ресивер из старого огнетушителя который висел на стене и оказался не рабочим.
Манометр и фитинги с быстросъемом снял с нерабочего компрессора.
Трубку на выход загнул вверх что бы компрессор не плевался маслом. Вроде бы каких то потёков масла не замечал. Но даже если будут, пневмопистолету и скобозабивному это даже в плюс, я как правило сам капаю внутрь с маслёнки.
На вход просто надел маленький жёлтый фильтр.
Мотор прикрутил через резиновые прокладки, не знаю зачем. Просто показалось уменьшит вибрации.
Стойка была вырезана на чпу из обрезков и покрашена как и ресивер, черной краской. ( цвет не подбирал, просто что осталось в краскопульте)
По работе. Бьет 50е гвозди. При испытании в тот вечер после сборки, случайно прибил фанеру 20ку к бетонному полу, не сразу получилось отодрать. По скорости можно стрелять как из обычного компрессора. По шуму не слышно совсем, что бы понять что он работает прикладываю руку на мотор, но и вибрация тоже еле заметная.
Осталось подружить с автоматикой от не рабочего компрессора.
Ещё кое что из самоделок очень полезных в столярке, так как в первый год понятия не имел что делать с опилками, накопилось просто гора. И пришла в голову мысль сделать печь на опилках, так как в обычную мало того что просто неудобно опилки закладывать, так ещё и горят плохо и мало тепла.
Бочка из металла 4мм. Валялась на территории завода. Кажется в ней перевозили боеголовки для торпед)))
Сделал фальш дно из куска листового металла в середине отверстие примерно на 60мм и приварил трубу дымохода из какого то колена ,переваренного на десять раз, примерно на середине глубины самой бочки, внутри колено поднимается вверх.
При засыпании опилок закрываю дымоход брезком фанеры и вставляю пластиковую трубу.
Потом утрамбовываю опилки. Вынимаю трубу и освобождаю дымоход. Закрываю крышку.
И в конце поджигаю через вырезанное поддувало ниже уровня фальш дна какие нибудь щепки горелкой.
Поддувало закрываю. И примерно через минуту уже можно ставить турку с кофе на крышку.
Горит печка часов с 10 утра до 7 вечера. Зимой в морозы конечно не натопит помещение, но как дополнительный источник тепла на отходах столярного производства шикарная вещь.
Ещё немного про место отдыха был сварен смокер из пожарного ящика для песка , думаю не стоит уточнять откуда он взялся.
Лавка из обрезков. Стол сверху лист фанеры. Нога бракованная с производства из сосны.
Мангал недавно благополучно путешествовал в газели на рыбалку
Стеклодувное дело, как и многие ремесла, немыслимо без изрядной оснастки. Речь идет о мелких вспомогательных инструментах, не говоря уже о горелках-печах-вытяжках и разовых приспособлениях из подручных, с учетом специфики работ, материалов. Мастера стеклодувы признаются – часто, изобретение и изготовление оснастки – державок, проставок и прочего подобного, занимает времени и сил больше, чем сама работа со стеклом.
Разумеется, в горячей обработке стекла в пламени горелки, есть разные направления – декоративное, приборостроение для химии, приборостроение для физики (проволочные выводы, вакуум, геттер), каждое из которых требует ряд характерных инструментов, но изрядная их часть все же похожа – принципы обработки круглой стеклянной трубки-заготовки более-менее одинаковы. Количество единиц в табельном универсальном комплекте инструментов стеклодува-приборостроителя – ужасающее, нам же, как любопытным и «сочувствующим», домашним экспериментаторам, можно обойтись и более скромным ассортиментом, изготавливая и опробуя каждый поштучно. С радостью и удовольствием.
Один из первейших инструментов обязательно присутствующий на рабочем столе мастера-стеклодува – обкатка, иначе – канавки, колодка, укатка. Некий брусок с термостойкими канавками правильной или заданной специальной формы для принудительного утолщения стекла, местного ступенчатого уменьшения его диаметра. В любой, хоть сколько то сложной, стеклодувной работе используется регулярно и часто, а с нашим ограниченным сортаментом тонкостенных заготовок-трубок и вовсе придется с ним сродниться. Инструмент конструкцией и приемами работы очень похож на подрезку, хотя задачи здесь совершенно иные.
Как и многие стеклодувные инструменты-приспособления для непосредственного контакта с размягченным раскаленным стеклом, практика предлагает недлинный ряд материалов, расположенных по ухудшению свойств – графит, медь и ее сплавы, текстолит с обугленной поверхностью, плотное дерево с обугленной поверхностью. Графит дорог но долговечен, дерево наоборот. Тем не менее, древесина широко распространена, дешева, легко и привычно обрабатывается. Сложнейшие работы выполнялись стеклодувами прошлых эпох, с использованием деревянного инструмента. Заготовка может быть из дуба, ясеня, клена, груши, акации и др. В моих краях, а это средняя полоса России - лесная зона, чрезвычайно распространена береза, обычно используемая для дров при печном отоплении. Это светлое и плотное дерево, однородное, с невыраженной структурой, малостойкое к влаге, колкое.
Подходящий обрезок сухой нетонкой строганной березовой доски (Фото 2) подобрал в своем деревянном хламе. В общем случае ее пришлось бы выкроить (без сучков и недопустимых дефектов), отпилить и прострогать. Ориентируясь на имеющийся ассортимент стеклянных заготовок-трубок подобрал ряд свёрл по дереву – крупные, перовой системы, самое тонкое – 10 мм – спиральное с шипом. Выбрал часть деревянной заготовки и разметил с карандашиком и лейкой (Фото 3).
Фото 3. Разметка заготовки-деревяшки. Сучок получился в нижней части основания и помехой не станет. Центры полных отверстий нашёл и наколол шилом.
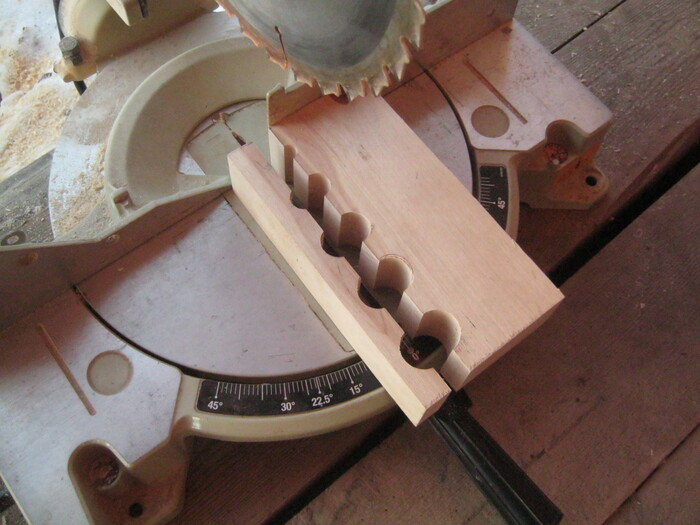
Фото 4. Отрезал размеченную заготовку на торцевой пиле.
Фото 5. Предварительные отверстия.
Сверло при выходе из заготовки оставляет не слишком ровный край, тем более у березы склонной к сколам. Существует несколько столярных приемов позволяющих иметь ровное просверленное отверстие с обеих сторон. Один из них – сверление с каждой из сторон чуть более чем до половины глубины. Для этого сверлим предварительное направляющее отверстие небольшого диаметра. Спиральным сверлом по дереву. Скол от него небольшой и перекроется сверлением чистовым.
Фото 6. Спиральное сверло по дереву Ø10 мм, для самого маленького отверстия.
Вместо направляющего отверстия использую след от его центрального шипа – чуть не досверлив до конца, при необходимости, прокалываю его шилом и по этой метке, сверлю с обратной стороны.
Фото 7. Перовое сверло сильно разбрасывает опилки – чтобы поменьше мусорить в мастерской. По случаю умеренного мороза сверлил на улице.
Фото 8. Здесь же, на торцевой пиле, разрезал деревяшку по отверстиям на две неравные части. Причем так, чтобы основная, нижняя оказалась с ровным полукругом.
Фото 9. Разметил и «пионерским» выжигателем по дереву сделал надписи – диаметры канавок.
Не столько ради необходимости, сколько для украшения – пояснительные надписи очень к лицу любым приборам и приспособлениям. К тому же, береза хороший материал для выжигания. По готовым надписям прошелся мелкой, размером с зубную, нежесткой корщеткой – для удаления обугленных частей. Цвет линий после этого становятся приглушеннее и ровнее.
Фото 10. Обугливание рабочих поверхностей – на открытом воздухе, портативной газовой горелкой.
Нижнюю часть дерева защитил двумя кусочками оцинкованной стали. Литература рекомендует обжигать деревяшки для горячего стекла так, чтобы толщина угольного слоя была 1…2 мм. Тогда он не горит, не дымит, легко скользит по размягченному стеклу не оставляя следов.
Попробуем применить нашу обкатку – сделать на конце трубки Ø18 мм ступеньку-утоньшение.
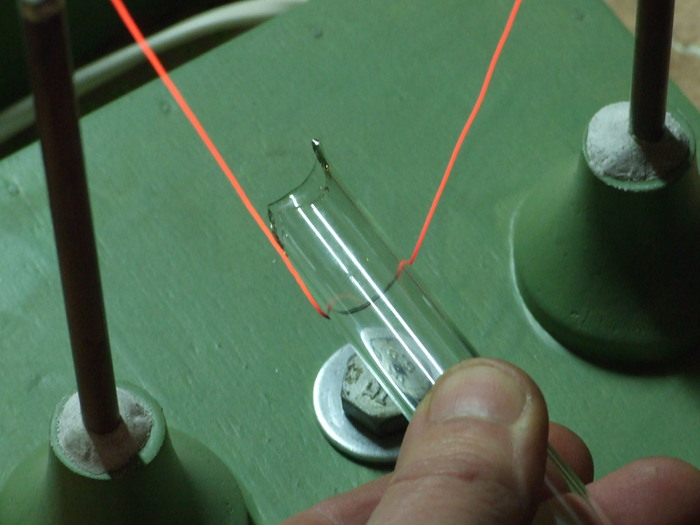
Фото 11. Подобрав кусочек трубки длиной около 30 см выровнял его неровный – лопнувший от термоудара, край.
Немного отступив от зазубрин, чтобы трещина не пошла от них, царапнул на трубке ребром алмазного надфиля риску миллиметров в пять и приложил её к накаленной током нихромовой проволоке приспособления. Получив короткую трещину чуть провернул заготовку «ведя» раскол до полного смыкания его концов. Всё, трубка легко и относительно ровно ломается.
Фото 12. Разогрев конца стеклянной трубки в пламени горелки.
Видно характерное оранжевое «содовое свечение» - испарение ионов натрия с поверхности стекла. Верный знак окончания прогрева заготовки, теперь термоудар ему не страшен и можно греть секло с любой скоростью без опаски. Фото для примера.
Работать на горелке со стеклом удобнее всего в полумраке - так лучше видно факел и точнее определяется состояние стекла по его свечению. Разогретое стекло вынутое из пламени светится ровным малиновым светом. Прижимаем его к обугленной части обкатки и прокручиваем сужая.
Фото 13. Охлаждение в вермикулите.
Стекло – материал более чем деликатный, не терпящий резких и значительных смен температуры – термоударов и реагирующий на них растрескиванием. Немедленным или отсроченным – возникающие внутренние напряжения разрывают изнутри. Спасает отца русской демократии отжиг. Полноценный в печи или хотя бы импровизированный – возможно более медленное и плавное охлаждение горячего стекла. Достаточной для некрупных промежуточных работ мерой является окружение горячей заготовки огнеупорным теплоизолятором, например – погружение в жестянку с вермикулитом – слюдоподобным минералом популярным у цветоводов.
Фото 14. Получившееся, далеко не идеальное, сужение – не хватило тепла при разогреве и стекло осталось слишком вязким, не достаточно хорошо обугленная деревянная колодка горела и дымила при работе загрязняя стекло.
Фото 15. Сужение, вид с торца.
Фото 16. Повертев отпиленную часть деревяшки (Фото 8) решил тоже ее использовать в дело снабдив небольшой простой подставкой собранной на столярный ПВА и некрупные гвоздики, из чего-то хвойного подвернувшегося под руку.
P. S. Интересующихся и сочувствующих располагающих литературой (книги, статьи, заметки) 1920-30-х годов касательно изготовления первых радиоламп, прошу поделиться.
При всякого рода работах со стеклом на горелках, не раз и не два вспоминал известную максиму о незыблемости работ сделанных «на живую нитку». Со вздохом. Тяжелым. Известное дело – жгучее желание срочно попробовать прибор в работе толкает на самые простецкие решения, а потом как-то не до того, действует ведь, чего еще? Так и свои настольные стеклодувные горелки, соединял чем под руку подвернулось и если горелке малой нужно всего ничего – два шланга, то большая комбинированная многоножка (Фото 2) требует их целый пучок. Одного сжатого воздуха – три патрубка – Ктулху, как есть! Ну и кроме того, для полноценной работы нужно еще горелку ручную, а лучше две и простую горелку с широким мягким пламенем для подогрева. Словом – даже задействовать это хозяйство частично - тройники, тройники…
Фото 2. Настольные стеклодувные горелки, малая – справа, большая – в руке.
Минздрав предупреждает (а значит вооружает) – соединение горелок случайными шлангами и на скорую руку – опасно для здоровья!
Словом, перед работами серьезными заставил себя все это добро собрать культурно, без (повертев в воздухе растопыренными пальцами) вот этого вот. Приговаривая, - «Надо Федя, надо!» порылся по ящикам и коробкам с медным и латунным хламом. К этому времени конечно сформировалась и немудрящая концепция – дело известное – централизованные разветвители. Узкодлинные, обычной конструкции, коих пруд пруди, например, для водопроводных дел. Здесь - для карбюраторного газа (пары бензина получаемые по месту) и сжатого воздуха из компрессора. Карандашиком на клочке бумаги пересчитал потребители имеющиеся и перспективные, добавил по штучке выходов запасных. Кранов нет – все что нужно уже есть на самих аппаратах, незадействованные выходы гребенок – временно заглушить. Соединительный шланг принят нетолстый, силиконовый с внутренним диаметром 6 мм. В меру гибкий, с достаточным каналом, налезает на бОльшую часть горелочных «ёлочек», как раз и медная трубка нашлась подходящая для отводов моих разветвителей.
Что понадобилось для работы.
Кроме заготовок (см. текст) - набор некрупного слесарного инструмента, набор инструментов и материалов для конструктивной пайки.
Как было дело.
Для корпусов подобрал кусок трубки диаметром 15 мм – от медного водопровода, соединение – понятно - пайка, можно мягким припоем, годится и вульгарный ПОС-61. Больше всего пришлось повозиться с торцами корпусов – по одной заглушке и по одному входу. Медитация над ящиком со старым водопроводным хламом дала кандидата на «вход» (Фото 3).
Фото 3. Результат кастинга – старая гибкая подводка для бытового кухонного смесителя. Чем-то мне эта законцовка сразу понравилась, надо бы эту сову разъяснить…
Фото 4. Пришлось аккуратненько поработать ножовкой по металлу.
Разогнув плоскогубцами разрезанную обойму для опрессовки и удалив ошметки шланга и брони добрался до сути – штуцер, чудо как хорошо подходящий под принятый шланг, с готовой «ёлочкой». Никелированная (хромированная?) латунь или бронза. Берем!
Фото 5. Кусок толстой трубки для корпуса разметил и накернил центры отверстий для регулярных отводов. Нарезал на потребные заготовки роликовым резаком.
Фото 6. Отверстия в корпусах просверлил на станке, сначала нетолстым сверлом в несколько миллиметров – толще, соскальзывает с разметки. Рассверлил в размер, для плотной посадки отводов.
Фото 7. Конструкция отвода – его положение внутри корпуса. При незначительном дополнительном расходе трубки получаем устойчивое и однообразное положение деталей-патрубков во время ответственной операции - сборки – пайки. И без всякой оснастки.
Фото 8. Нарезанные тем же роликовым резаком «патрончики» - заготовки штуцеров-отводов. Две «блокфлейты» - заготовки корпусов «гребенок».
Фото 9. Зенкование после роликового резака.
Роликовый резак безусловно хорош своей мобильностью, карманностью, чем заслужил всемерное признание у монтажников трубопроводов. Весьма полезен и свойственный ему перпендикулярный рез, подобный «торцеванию» на токарном станке. Нехорош он принципом действия – не резке, но продавливанию. На фото хорошо видно характерную завальцовку, сужающую и без того нетолстый канал патрубка. Пришлось зенковать.
Фото 10. Дополнительные каналы в патрубках.
Патрубки упирающиеся в противоположную стенку корпуса (Фото 7) хорошо и ровно стоят и не склонны к перекосам, но канал частично перекрывается. Для уменьшения сопротивления потоку – на внутренней части патрубка, на его стенках, пришлось сделать еще по четыре отверстия на все стороны. Тоже в два приема – сверлом потоньше и рассверлить Ø3 мм. Для бешеной собаки, сотня дырок не труд, даже говорить смешно.
Фото 11. Важный кандидат на затычки-заглушки. Бронзовый прут. Преотлично вошел, как раз с зазором для пайки. Поэт с опилками в голове (Вини-Пух) был бы доволен.
Фото 12. Заглушки.
Фото 13. Ключевой момент удачной пайки – хорошо зачищенные поверхности, словом – наждачки не жалеть. На фото зачищенные некрупной шкуркой «флейты».
Фото 14. Патрубки благодаря своей нетолстости можно зажать в патроне электродрели, сверлильного станка или вот - шуруповерта.
Переключен на повышенные обороты. Низ для пайки обработал наждачкой покрупнее, верх – отшлифовал мелкой, чтобы не было микроканалов под шлангом.
Фото 15. Детали гребенок подготовленные к сборке. Входные штуцеры-ёлочки зачины внутренними местами до бронзы.
Фото 16. Медная проволока для уплотнения входного штуцера – нетонкий обмоточный провод зачищенный крупной наждачкой от лаковой изоляции.
Фото 17. Уплотнение штуцера. Все зазоры между деталями должны быть весьма невелики, чтобы при пайке задействовать капиллярные силы затягивающие расплавленный припой внутрь.
Фото 18. Еще один важный фактор для удачной пайки – правильный флюс.
На фото замечательный пастообразный вариант для огневой пайки, от тех же медных водопроводов. Кислый – требует немедленной отмывки, но отмывается водой и без труда. Предназначен для безсвинцовых припоев но хорошо работает и с обычным ПОС-61. Канифоль и производные при нагреве горелкой применять не стоит – вспыхивает и засаживает место пайки затрудняя растекание припоя. Остатки удаляются плохо.
Фото 19. Гребенка в сборе – икебана и народ едины! С нанесенным флюсом, готова к пайке.
Фото 20. Работу зафиксировал в настольных тисках и последовательно прогревая небольшим пламенем ручной инжекционной горелки спаял.
Флюс хорош еще и добавлением в состав крупинок припоя – это хороший индикатор – черный засеребрился – время вносить припой. Припой ПОС-61, в прутиках Ø3 мм без канифоли внутри. Для крупных работ он удобнее чем тонкий радиомонтажный – дает меньше окислов.
Фото 21. Спаянная работа.
Фото 22. Сразу после остывания железок – отмывка остатков кислотного флюса. Задействовал имеющуюся в хозяйстве ультразвуковую мойку.
В горячей воде растворил немного кальцинированной соды – нейтрализация. Следом, промывка в чистой воде.
Фото 23. Готовая работа.
Для крепления гребенок около рабочего места на деревянное основание следует применить медные или латунные хомутики и не оцинкованные саморезы (гальваническая пара). Не используемые патрубки удобно заглушать недлинным отрезком шланга заткнутым стальным или стеклянным шариком или заплавленой короткой стеклянной трубочкой подходящего диаметра.
Получение в электролизере кислород-водородной смеси - гремучего газа, только часть задачи. Еще солидный кусок – подготовка газа для использования практического, а обычно это сжигание. Кроме прочего, гремучий газ полезно осушать иначе весомая часть тепла факела будет тратиться на испарение воды. Это как топить печь сырыми дровами – проделать громадную работу по заготовке, а тепла получить чуть. Осушение гремучего газа в простом электролизере, как оказалось, задача нетривиальная – нужен весьма прочный сосуд выдерживающий потенциальный подрыв (а осушитель – первый аппарат на пути обратного удара пламени), герметичный, стойкий к раствору щелочи (содержится во влаге). Опять же – из доступных материалов и более-менее удобный в эксплуатации. То есть не требующий слишком частого обслуживания и оно должно быть по возможности нетрудоемким.
Собирая свой аппарат для домашней мастерской, поторопился сделать осушитель из куска стальной водопроводной трубы с патрубками-вводами, предполагая засыпать его силикагелем и пропускать газ снизу вверх через слой-столб гранул. Однако, в переписке вовремя получил совет своего наставника и вдохновителя, владельца довольно мощного самодельного электролизера, прототипа моего. Как оказалось, газ после реактора и водяного затвора довольно влажный, а силикагель работает хорошо но увы, не особенно долго. Пропуская его через засыпку, получаем высокую эффективность, но и необходимость весьма часто извлекать осушающий реагент для регенерации. Увы, приходится довольствоваться компромиссом – извлекать из газа только часть влаги, при этом разбирать осушитель и прокаливать силикагель приходится много реже.
Рис. 2. Схема обычного осушителя (слева) и предложенная Ю. Н. Бондаренко, с ограниченной степенью осушения (справа), показаны на рисунке.
В частичном осушителе газ проходит через перфорированную трубку окруженную засыпкой из силикагеля. Гидравлическое сопротивление трубки много меньше чем у слоя гранул и практически весь поток проходит через нее. Тем не менее, гигроскопическое окружение связывает некоторую часть паров воды из проходящего газа. Степень осушения можно подобрать количеством и диаметром отверстий в перфорации.
В мой уже готовый осушитель (Фото 1, по центру), такой перфорированный канал легко не встроить, но кое что сделать удалось.
Что понадобилось для работы.
Набор слесарного инструмента, мелочи.
К делу.
Фото 3. Мой осушитель, а это нижняя широкая часть, снабжен на макушке сухим фильтром – верхняя часть потоньше.
Короткий входной штуцер вварен внизу глубокой узкой шахты (Фото 5) и добраться до него сложно. Здесь, применил зеркальный вариант частичного осушения (Рис. 2) – газ будет омывать извлекаемый перфорированный осушительный патрон. Вариант получился вполне удобный во многих отношениях, настраивать степень осушения в нем легче легкого.
Рис. 4. Варианты осушителя с частичным извлечением влаги из проходящего газа. Слева – Ю. Н. Бондаренко, справа – авторский.
Итак, общий принцип выработан, материал – пластик. Здесь не нужна значительная прочность, важна лишь стойкость к влаге и щелочи. Оглядевшись по сторонам, в качестве корпуса патрона применил обрезок серенькой канализационной трубы Ø50 мм. Верхнюю и нижнюю крышку сделал из обрезков 0,5 л ПЭТ бутылки от минеральной воды, причем в нижней части патрона применил верхнюю половинку бутылки. Ее сужение - горлышко с пробкой позволило иметь внизу зазор для прохода газа и миновать торчащий внутрь штуцер (Фото 5).
Фото 5. Входной штуцер в металлическом корпусе осушителя. На дне.
Фото 6. Пластиковый осушительный патрон в сборе.
На боках трубки разметил и просверлил ряды некрупных отверстий и острым ножом срезал пластиковые заусенцы. ПЭТ бутылка с нетолстыми стенками натурально работает как термоусадочная трубка и обдувая половинки строительным феном на второй передаче, плотно усадил их на торцы патрона. Нижнюю часть удерживающую столб гранул дополнительно закрепил двумя недлинными саморезами.
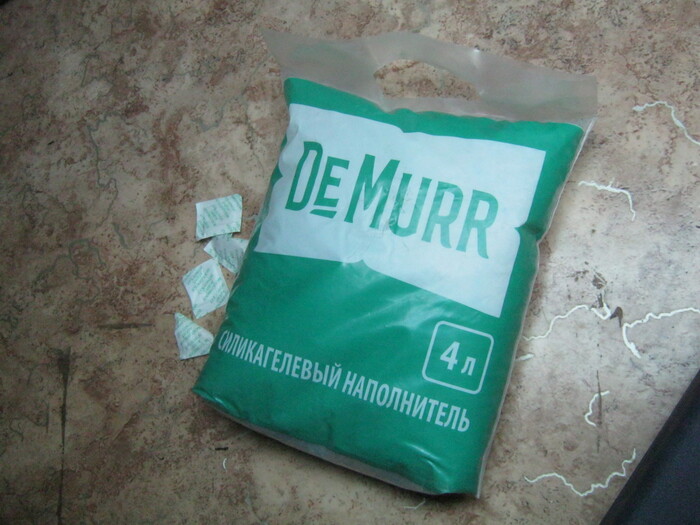
Фото 7. Небольшое количество силикагеля можно приобрести в магазинах для домашних животных, сегодня он часто используется как наполнитель для кошачьих лотков.
Фото 8. Просушка силикагеля перед снаряжением аппарата.
Операция в принципе лишняя – индикаторные гранулы девственно голубые (при увлажнении они становятся розовыми). Тем не менее, работа была проделана для тренировки. Силикагель засыпал нетолстым слоем 1…1,5 см толщиной в стопку металлических лоточков и поместил в самодельную электропечь. Настроил термоконтроллер на 180 ̊ С и четыре часа работы. Вынул после охлаждения до 60 ̊ С.
Фото 9. Засыпал просушенный силикагель в пластиковый перфорированный патрон, установил его в стальной корпус осушителя, собрал фланец.
Силикагеля в патрон поместилось около 1.5 л. Бронзовый пробковый краник разобрал, промыл растворителем от старой смазки, отшлифовал наждачкой 2000 конус пробки, удалил остатки шлифовки смазал консистентной смазкой, собрал.
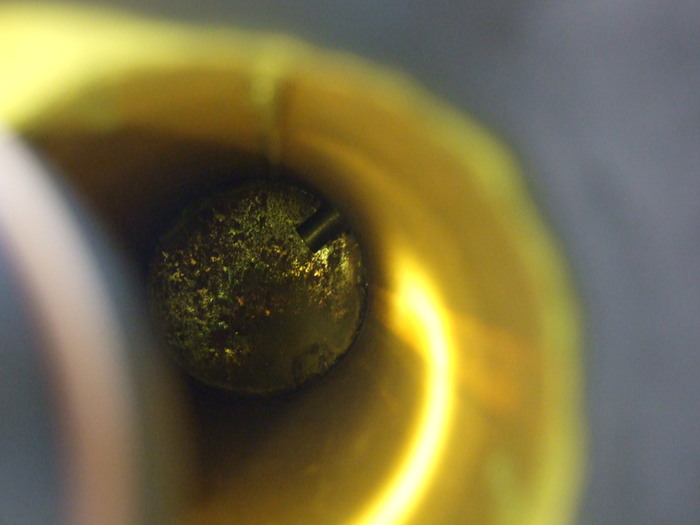
Фото 10. Кислород-водородный факел почти прозрачен, а окраску ему придают примеси. Обычно это оранжевый цвет натрия из щелочи электролита.
Она пробирается через две промывалки и окрашивает пламя, а также регулярно кристаллизируется в микросоплах горелок. Здесь эти кристаллы отфильтровываются набивкой из базальтовой ваты в сухом фильтре (тонкая часть осушителя) и не столь заметны. Большую часть факела теперь практически не видно, только изредка вылетает частичка щелочи и проявляет этакий луч. Отчасти факел можно увидеть при сильном затемнении в движении. В целом, это тонкая игла длиной 30…35 см.
К слову об осушении. В электролизерах фабричных, осушение часто не проводится вовсе либо проводится но не силикагелем. Нередко в качестве осушителя применяют концентрированную серную кислоту (Н2SO4) барботируя (пробулькивая) через нее гремучий газ. Она работает долго. Реактив относительно недорогой и ходовой – электролит из любого автомагазина который нетрудно упарить в эмалированной посуде до появления белого пара. Концентрированная серная кислота пассивирует черную сталь, ее возят по железной дороге в стальных цистернах, то есть теоретически можно применить аппарат – копию водяного затвора. Однако, в процессе работы концентрированная кислота постепенно превращается в разбавленную и вероятно станет реагировать с железом. Опять же, мы уже знаем что частички щелочи вместе с парами воды проникают по «системе» вплоть до сопла горелки и с кислотой они будут реагировать. С одной стороны они гарантированно отсекутся, с другой – кислота постепенно превращается в соль. Ее придется периодически обновлять полностью.
Фото 11. Горелку работавшую до этого счастливого дня без фильтров, пользуясь случаем тоже почистил и чуток доработал.
Разобрал, насосал внутрь воды и устроил длительную промывку в ультразвуковой мойке. В чистой теплой воде. В медной ручке огнепреградитеьная набивка. Очень плотная, из тонкой отожженной медной путанки. Рядом два сменных наконечника с разными соплами.
Фото 12. Просушил части горелки, собрал.
Кроме прочего, с ручки ободрал веселенькую термоусадку, заменил шток игольчатого краника на лучший, уплотнил его. Появился новый металлический маховичок взамен яркой пластмасски. В целом - суровый челябинский стимпанк.
Фото 13. Еще одну проблему – нестояние без подпорки водяного затвора с полукруглым баллонным дном, нейтрализовал пользуясь короткой оттепелью. Подобрал заготовки из старых хвойных дощечек, прострогал, отпилил.
Фото 14. Собрал из подготовленных деревяшек подставку. На столярный ПВА и гвоздики.
Фото 15. Разобрал угол от хлама и перенес-перевёз в него тяжелые аппараты.
Восстановил соединения. Всё электролизное оборудование с комфортом разместилось сбоку от рабочего стола с настольной стеклодувной горелкой и вытяжкой. На фото видны водяной затвор и осушитель, сам реактор с блоком питания рядом, в узкой щели за кирпичной печкой. Там же и удобная розетка. В кадре также бензиновый карбюратор для получения по месту горючего газа.
Фото 16. Вид на место, в том числе и для стеклодувных работ. Над столом вытяжка, поверхность застелена листом паронита.
Точечная сварка в домашней лаборатории-мастерской – полезный аппарат расширяющий возможности. Опуская основное, популярное ныне, его применение – сборку и ремонт аккумуляторных батарей, точечная сварка удобна при изготовлении вещиц из нетолстых листовых материалов, например, кровельной 0,45…0,5 мм толщиной оцинкованной стали. Это элементы корпусов для некрупных приборов, кожухи и прочее подобное. Точечная сварка используется для приваривания выводов к часовым элементам питания для применения в высококачественных ламповых усилителях ЗЧ (смещение). Наконец, без точечной сварки не обойтись в электровакуумном деле.
Что потребовалось для изготовления.
Кроме элементов и материалов - набор простых столярных и некрупных слесарных инструментов, набор для электромонтажа, ЛКМ, крепеж, мелочи.
Проектирование.
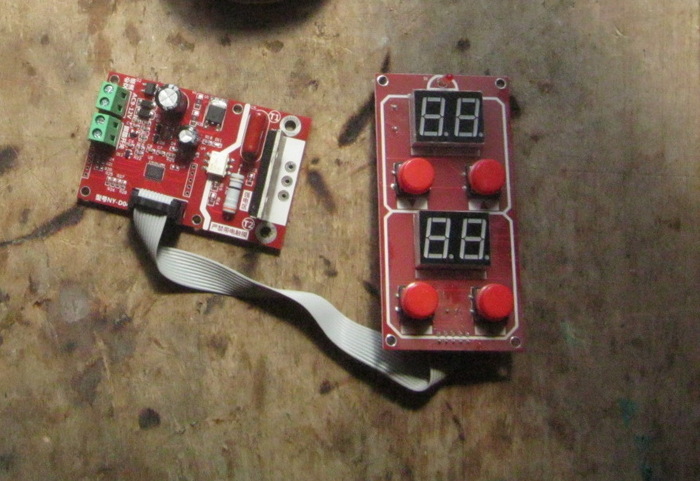
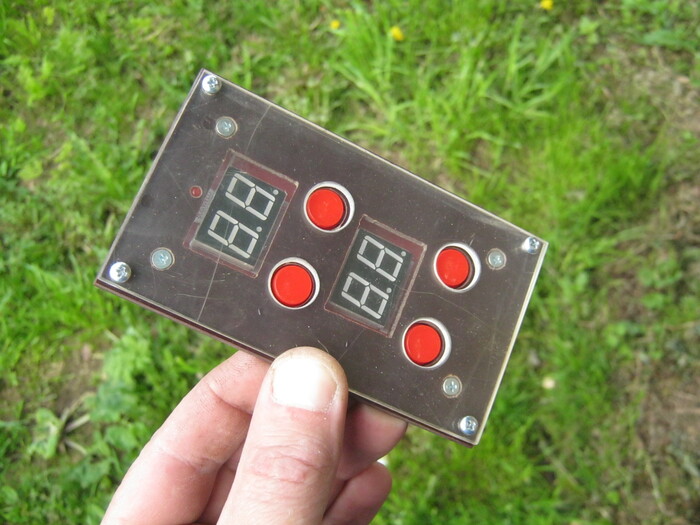
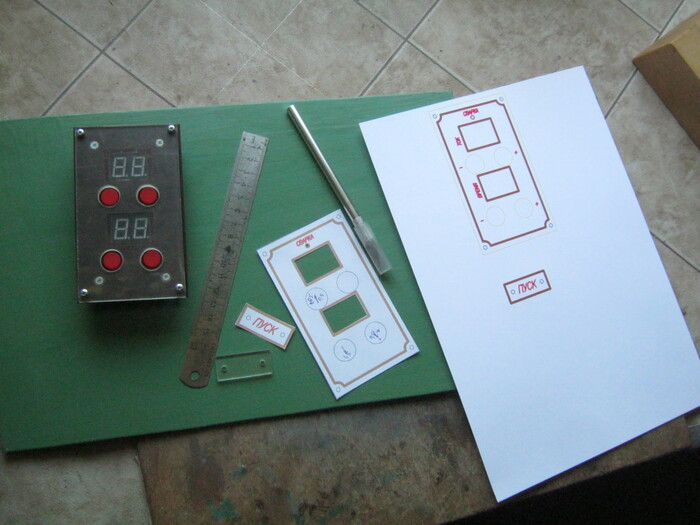
Самый толстый предполагаемый материал для сварки – сталь 0,5 мм толщиной, самый тонкий – на порядок меньше, т. е. требуется значительный диапазон регулировки и точная выдержка. Здесь, применил готовый фабричный контроллер китайского производства (Фото 2).
Фото 2. Контроллер точечной сварки. Умеет регулировать и отображать сразу два параметра – время сварки (миллисекунды? 1…99) и сварочный ток (в процентах от основного – 30…99 %).
Регулирование кнопочное, индикаторы светодиодные семисегментные. Питание модуля переменным током 9…12 В от небольшого вспомогательного трансформатора. Запуск при замыкании контактов на колодке (кнопка, педаль). Отключаемая звуковая сигнализация.
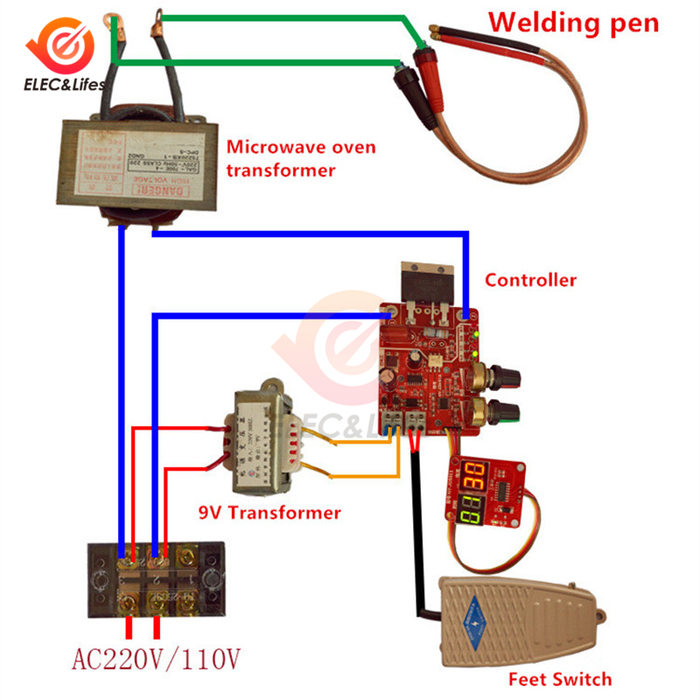
Рис. 3. Схема включения аналогичного модуля. Взято из интернета.
Сварочный трансформатор. Сердце прибора и его возможности. К с частью, в связи с распространением аккумуляторной электротяги в разного рода подвижных механизмах, накоплен большой опыт использования перемотанного высоковольтного трансформатора от микроволновой печи. Кажется, это его лучшее применение, даже по сравнению с исходным – завышенный ток покоя и весьма скромные для заявленной мощности габариты, делают его длительное включение расточительным и опасным. Другое дело точечная сварка – относительно дешевый, а иногда и бесплатный, трансформатор. Мощный, компактный, легко переделываемый. А что до перегрева и перерасхода, так здесь он будет работать секунды.
К делу.
Дополнительные панели для установочных элементов сделал из нетолстого листового текстолита. Такой прием позволяет с удобством использовать для стенок корпуса материал значительной толщины (дерево, фанера).
Первое – нетолстым (1,5 мм) сверлом. Для точности. Дальше, рассверливание нужным диаметром. Сверлильной станок, средние обороты, предварительное накернивание центров отверстий на стальной плите.
Фото 4. Точное и нетравматичное выпиливание внутренних контуров – лобзиком по дереву. Подставка «ласточкин хвост», струбцина.
Фото 5. Подгонка деталей составной панели. Надфили, напильники с некрупной насечкой. При отсутствии нужного – наждачка накрученная на подходящий стержень.
Фото 6. Самая сложная панель, для модуля управления. Под прозрачной будет декоративный бумажный слой с пояснительными надписями.
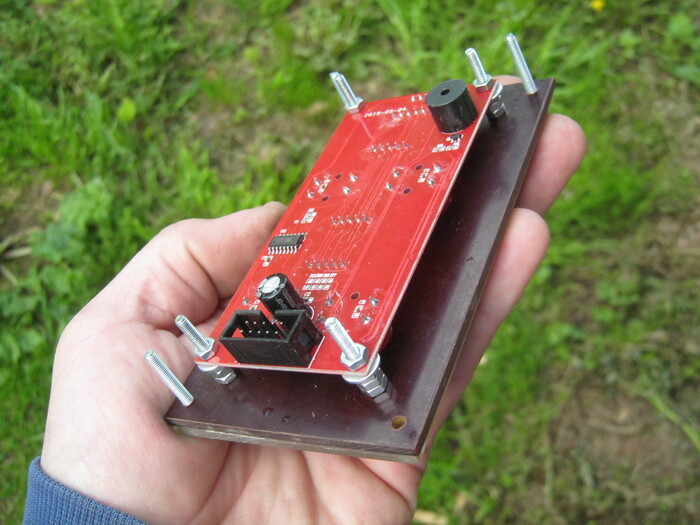
Фото 7. Панель управления в сборе. Вид сзади. Сам модуль установлен на живую нитку – не хватает шайб и стопоров.
Фото 8. Панель управления на передней стенке корпуса. Вид сзади. Примерка.
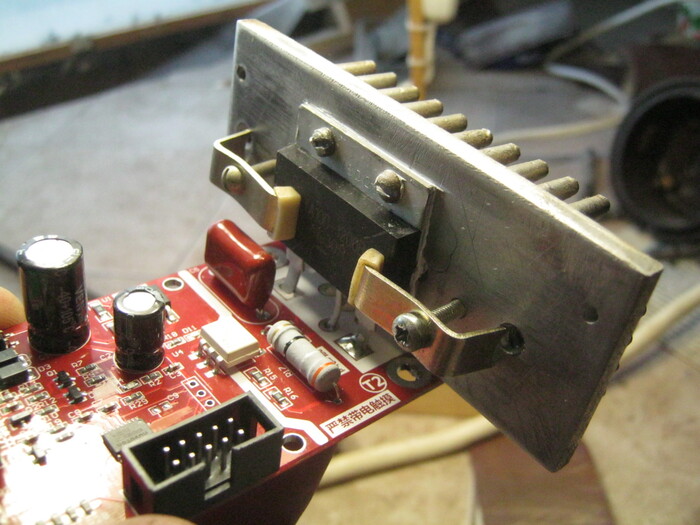
Фото 9. Симистор модуля управления снабдил небольшим игольчатым радиатором.
Просверлил радиатор, нарезал резьбу. Прикрутил прибор за фланец, корпус дополнительно прижал парой нашедшихся кронштейнов. Под металлическую спину симистора плюхнул немного КТП-8.
Сварочный трансформатор - на основе высоковольтного от микроволновой печи. Доработан и имеет самодельную вторичную обмотку 20 (?) мм2. 2 витка.
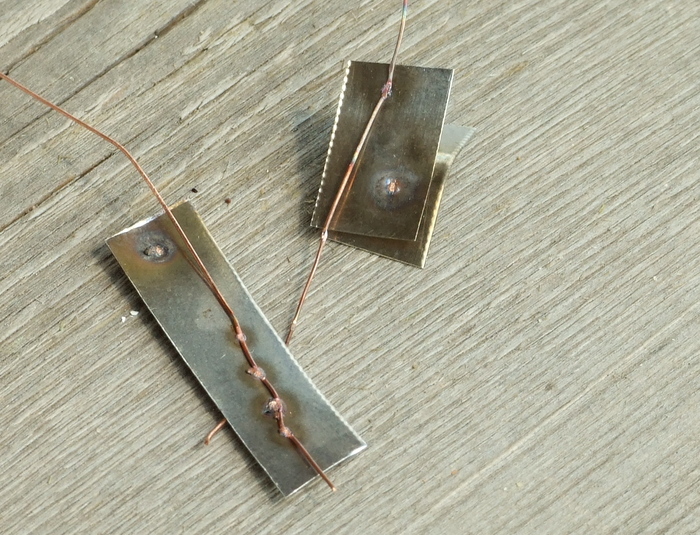
Фото 10. Винтовые клеммы для сварочного трансформатора самодельные.
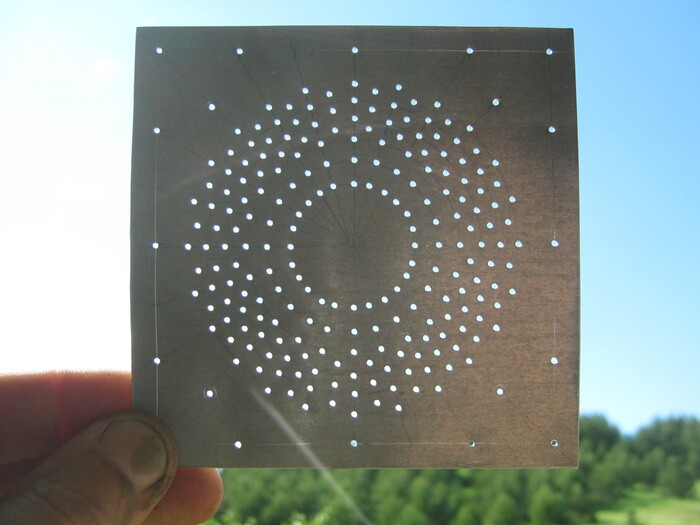
Фото 11. Вентиляционные сетки на боковых сторонах коробки и решетки-панели для установки вентиляторов сделал из нетолстого листового алюминия – остатков старой кровли.
Лист отрихтовал, разметил, вырезал заготовки ножницами по металлу. Жесткой щеткой с мылом и водой отмыл и высушил заготовки.
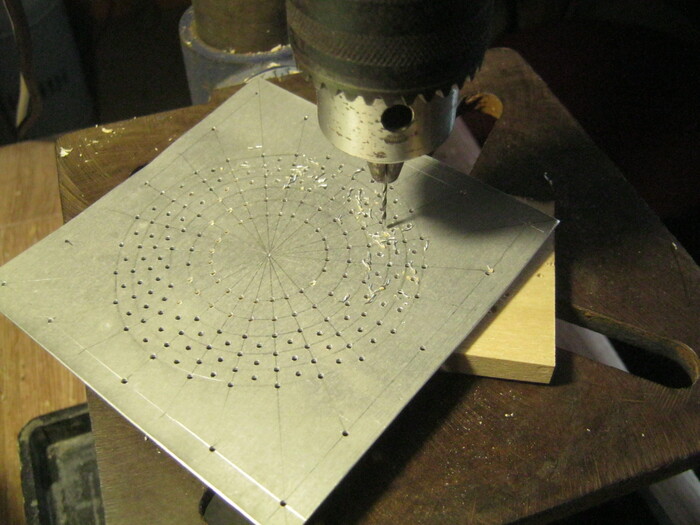
Фото 12. Разметил, накернил центры отверстий на стальной плите, просверлил нетолстым сверлом на станке.
Фото 13. Заготовка сетки-панели для установки вентилятора.
Фото 14. - Это не Земля, и не Африка, родной. Это планета Плюк 215 в тентуре. Галактика Кин-дза-дза в спирали. Ясно? - Привет, приехали! - Надень колокольчик, родной.
Фото 15. Вентилятор в сборе с панелью. Вид сзади. К деревянной стенке крепится мелкими гвоздиками по периметру.
Корпус прибора. Скомпоновал элементы аппарата и вычертил в КАДе. Из 10 мм фанеры нарезал заготовки стенок. Дно сделал из двух склеенных слоев такой фанеры. Собирал на столярный ПВА и некрупные гвоздики.
Фото 16. Несколько искривленные заготовки вынудили повозиться при сборке. Сначала скрепил боковые стенки, после высыхания клея разметил, выпилил из заготовки и установил дно.
Фото 17. Собранный ящик.
Фото 18. Вместе с вырезанной из ДВП крышкой корпус погрунтовал чуть сильнее разбавленной ПФ-115, а после высыхания покрасил в два слоя.
После грунтовки некрупной затертой наждачкой пригладил встопорщившиеся волокна.
Фото 19. До нежной электрики-электроники установил все панели крепящиеся гвоздиками.
Недлинные, откусывал им половину оставляя шляпку с хвостиком около 5 мм. Забивал небольшим молоточком поддерживая изнутри деревяшку тяжелым обрезком крупного швеллера.
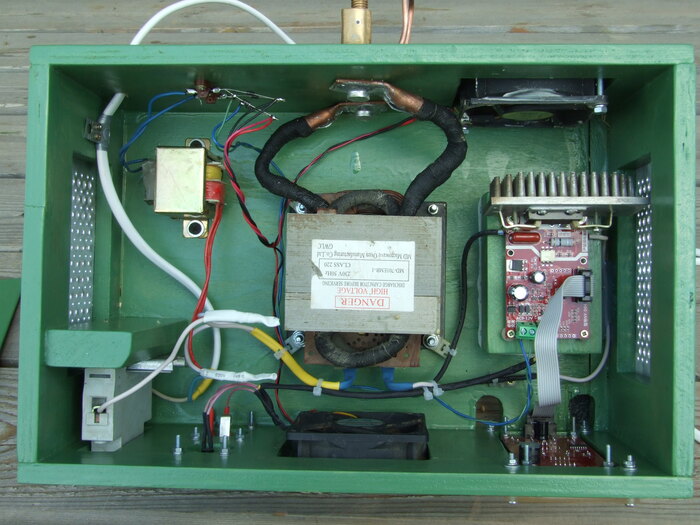
Фото 20. Фото на готовый монтаж.
Два вентилятора обдувают сварочный трансформатор и радиатор силового ключа-симистора. Каждый свое. Вентиляторы запитаны постоянным напряжением 9 В. Через диодный мост от маломощного вспомогательного трансформатора. Контроллер имеет свой собственный бортовой выпрямитель-стабилизатор и питается переменными 9 В. Автоматический выключатель установил на обрезке стандартной DIN-рейки привинченной парой саморезов к нарочитому брусочку. Остальное очевидно.
Фото 21. Вид на дно собранного прибора.
Сварочный трансформатор закреплен винтами М4 с усиленными шайбами. Полоски резины приклеил "Моментом" – хорошие нескользящие ножки, опять же – «потай» для головок винтов.
Значения обоих параметров средние, есть куда и уменьшать и увеличивать. Регулирование четкое и удобное, подбирать режим легко.
Фото 24. Декоративные панели-накладки в несколько приближений вычертил в КАДе-распечатал на бумаге.
Окончательный вариант распечатал на плотной фотобумаге. Вырезал скальпелем. Для маскировки неработающих сегментов индикатора, прямо на него наклеил слой бумажного малярного скотча.
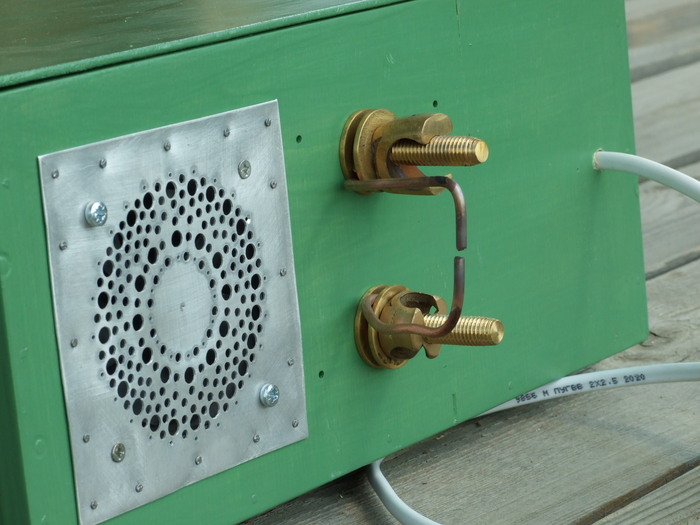
Фото 25. Блок питания-управления для точечной сварки.
В сборе, блок планируется как столик-подставка для нахлобученного сверху некрупного рычажного прижима (электродов). Отсюда незакрепленная верхняя крышка – придавится, и клеммы сзади.
Сварочные электроды должны быть массивными и из меди или сплавов – мои проволочные эрзацы, даже такие короткие, на высоких токах и выдержках раскаляются докрасна.
Отключение сопутствующего всяким манипуляциям звукового «БИП!» в контроллере – одновременное нажатие пары нижних кнопок. Включение – верхних.
Мой 14v шуруповерт Makita DDF343 прожил долгую и праведную жизнь, но постепенно стал срабатывать через раз переключатель скорости, стал хрустеть редуктор при затяжке крепежа, а вот теперь приказал долго жить мотор. Беглая диагностика выявила фатальный износ редуктора, сильный износ ведущей шестерни, и съеденные практически в ноль щеткодержатели( не уследил, каюсь). Гуглёж показал совокупную стоимость запчастей в районе 3-3,5К за оригинал и около 2,5 за китай партс. ШТОШ. Восстановление не рентабельно.
Он отправился на радугу или крутить шурупы в мастерскую Одина, кому как больше по вкусу.
Но учитывая что под него у меня остался один еще живой АКБ на 14v, выкидывать стало жалко, смерть Шурика я решил принять, но не смириться.
Перед смертью Шурик решил стать донором органов, по этому дадим его шкурке и некоторым внутренним «органам» вторую жизнь в виде аккумуляторного фонаря, которого мне частенько не хватало под рукой.
Итак, для переделки нам потребуется:
1)Корпус шуруповерта с потрохами(кроме мотора и редуктора, их выкидываем, или откладываем для других проектов).
2)Патрон GU5.3
Фото из тырнета
3)12V диодная лампочка под вышеуказанный патрон.
4)Клавишный выключатель от компьютерного БП.
Фото из тырнета
5)Небольшой кусочек деревянного бруска.
6) Пластинка пластика или металла для монтажа вешеуказанного выключателя.
7)Провод сечением как на кнопке шуруповерта.
8)Паяльник+флюс и припой, термоусадка или изолента.
В принципе все кроме лампы было в наличии, по этому цена вопроса - 70р.
Приступим:
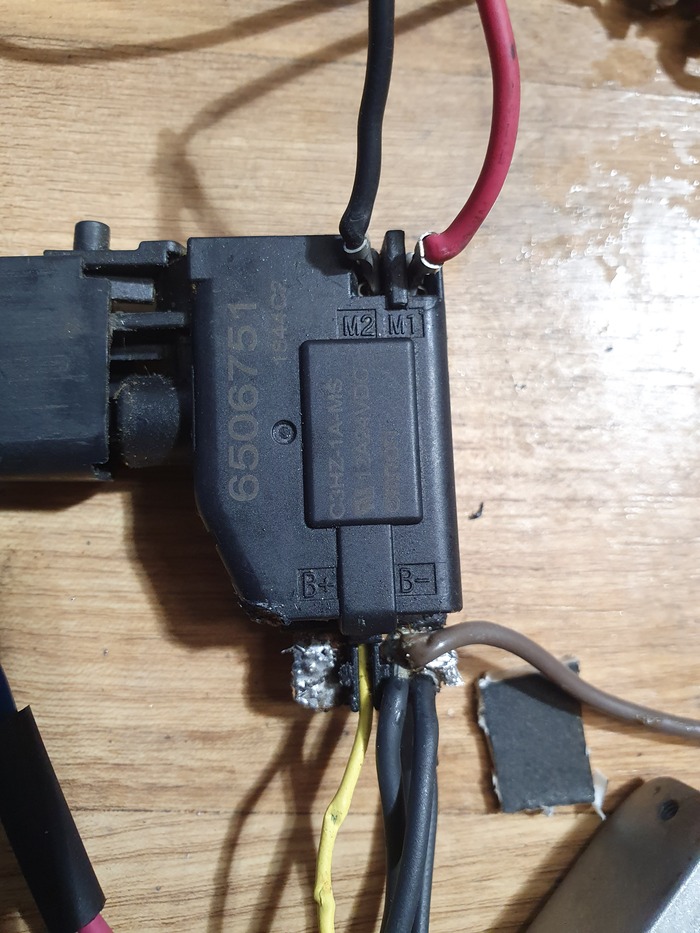
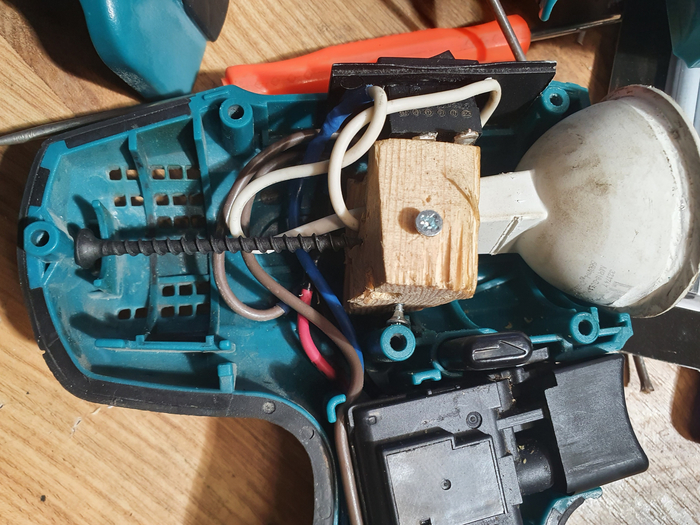
1) Разбираем шурик, вынимаем кнопку с контактной площадкой из корпуса, и отпаиваем от нее входящий В+ контакт, он будет идти от акб сразу на лампу, к минусовому контакту припаиваем новый проводок, он пойдет на кнопку от БП.
2) Контакты м1 и м2 от кнопки соединяем.
3) Отрезаем кусочек пластика по размеру переключателя редуктора и примеряем.
4) Контакты м1 и м2 от кнопки соединяем между собой
5) Отрезаем кусочек пластика по размеру переключателя редуктора и примеряем.
6) Вырезаем в пластике отверстие, вставляем кнопку и снова примеряем.
Сидит плотно, ничего не люфтит.
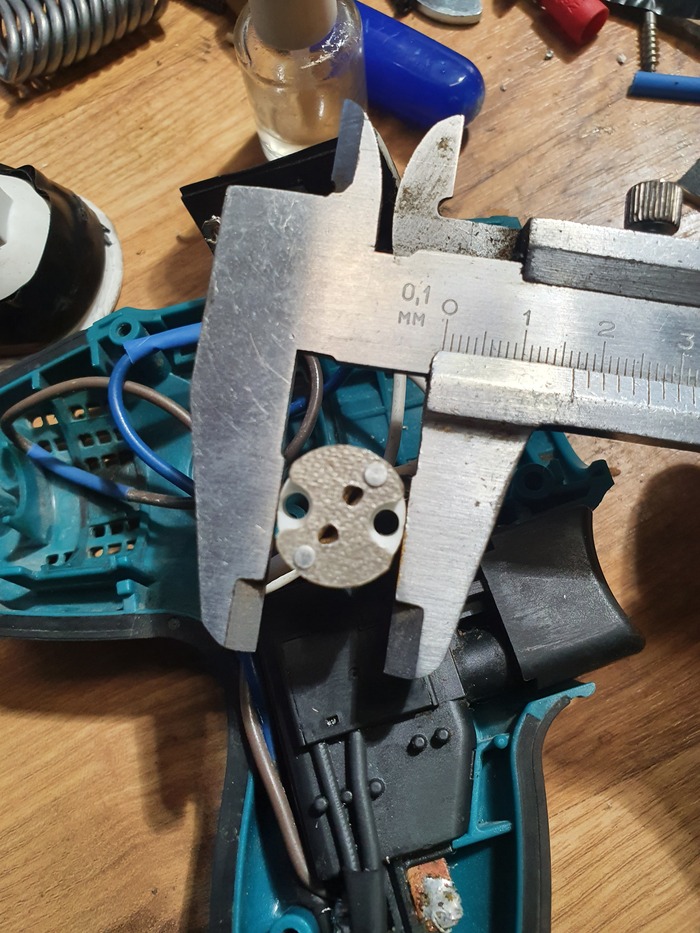
7) Далее принимаемся за деревянный брусочек, в его центр будет крепится патрон GU5.3
8) Замеряем диметр и ширину патрона, у меня 16,5х10.
8) Ищем нужное сверло, и сверлим на заданную глубину.
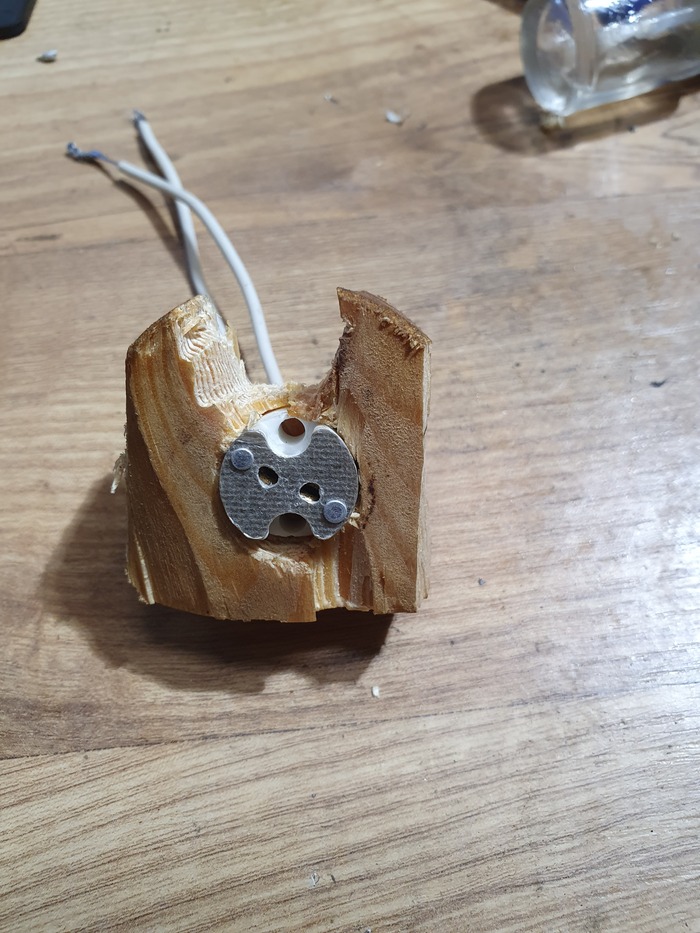
Примеряем, если все ок - идем подгонять брусок под внутренние размеры корпуса. Далее фиксирум патрон в деревянном бруске, можно саморезами, можно в натяг… да хоть на суперклей, ничего с ним не будет, нагрузок на него нет от слова совсем.
Получился такой вот уродец который еще и не плотно сидит, ну что ж - подравняем на наждаке, с боков вкручиваем по небольшому саморезу, сзади длинный, их подворачиванием будет регулироваться плотность посадки в корпусе.
Да, да, да. Я в курсе можно сделать красивее, идеально подогнать под габариты корпуса… вот только за чем? Час-полтора-два возится с торцовкой, напильниками и дремелем и фрезером ради сомнительного перфекционизма? Можно конечно просто засверлить корпус на сквозь саморезами, и зафиксировать таким образом… ну не очень как по мне, не люблю торчащие саморезы. В общем и то и то «такое». ИМХО. Вступаю в ЛЛ))))
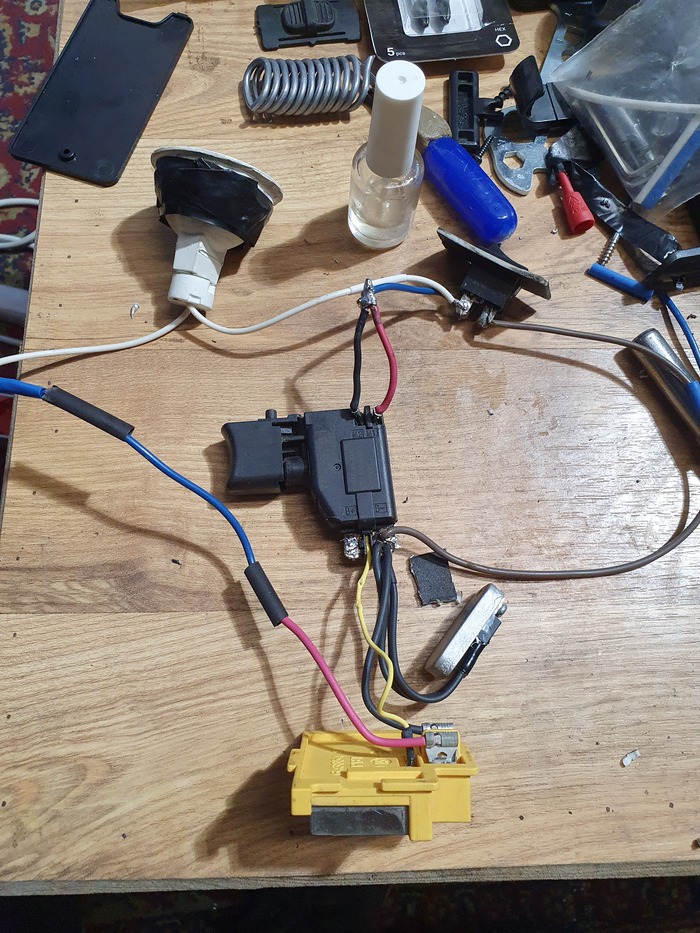
9) Примеряем. Если все ок, то припаиваем провод патрона к проводку от +клеммы акб.
Второй провод патрона припаиваем к клавишному выключателю, и соединяем с контактами М1 и М2 от кнопки. Припаянный ранее провод от от В- пускаем на противоположный контакт клавишного выключателя. Получается примерно так. Даже человек средних способностей, упорно занимаясь одним делом, непременно достигнет в нём понимания))))
Проверяем, все ОК – работает как мы и хотели, усаживаем термоусадку, что не получается упаковать термоусадкой, изолируем изолентой, и запихиваем все внутренности в корпус, закручиваем все винты, вставляем лампу в патрон.
Лампа держится, ни чего не болтается внутри.
Проверяем.
Работает от куркового выключателя...
И с клавишного.
Работает! Он живой!
Фриц Хунморндер, Робоцып.
Опционально сделал подвес из пружинной проволоки 1.7 мм.