После изготовления более десятка электрогитар у меня накопилось некоторое количество фурнитуры и дерева, не пошедшего в проекты. Поэтому незамедлительно было принято решение сделать следующую гитару с прикольными фишками. Выбор пал на модель гитариста Нуно Беттанкура из группы Экстрим. Более всего привлекло интересное крепление грифа, позволяющее избавиться от пятки и оставить гриф невклееным.
Сказано - сделано. Гитару решил делать бюджетной, поскольку в наличии был бюджетный floyd rose фирмы Golden Age. Докупив бюджетные локовые колки guyker и бюджетные звучки Roswell (как на Харли Бентон) приступил к изготовлению.
Корпус будет сделан из 2х кусков липы, а гриф - переклеен по отработанной технологии из 5-ти частей: клена, сапеле и падука. Для накладки удачно попался со скидкой красный эбен. Вот так выглядит вся эта сборная солянка
Липа, клен и красный эбен, падук и сапеле добавил позже
Первым делом, как обычно распилил и переклеил гриф, вот такая красота получилась:
Готовая заготовка грифа с наклонной головой
Далее пихаю заготовки грифа и накладки в ЧПУ (я твой гриф ЧПУ пилил), выпиливаю накладку, гриф, и склеиваю их.
Почти готовый гриф, вид спереди
Тыльная сторона грифа
Далее принимаюсь за корпус. Строгаю, склеиваю и в ЧПУ. Отфрезеровав с двух сторон, примеряю гриф, вот что получается:
Корпус с грифом, вид спереди
Вид сзади
Как видно, пятка получилась гораздо меньше чем у, например, стратокастера от Фендер. Перед покраской устанавливаю лады, делаю отверстия под колки, а также дорабатываю оставшиеся мелочи
Жызнь с ладами
Покрывать решил прозрачным лаком, как в оригинале. Вот что получилось после покрытия лаком, полировки, сборки и отстройки:
Ну и как же без примера звука. Очень талантливый гитарист Максим исполнил кавер на композицию It's A Monster группы Extreme.
Заключение. Получилась прикольная бюджетная гитара. Благодаря корпусу из липы довольно легкая. Пятка грифа весьма удобная, на 22 ладу довольно легко доставать. Бюджетный floyd rose капризничал, за кадром еще установил тремсеттер, строй держится стабильно. Немного непривычное расположение селектора звучков, но тут ничего не попишешь, в оригинале также. Дополнительно сделал пушпул на нековый звучок с параллельным/последовательным включением катушек, чтобы можно было и на чистом звуке поиграть.
Здравствуйте! Продолжаю свой рассказ про постройку парового двигателя. Комментарии читаю, постараюсь снимать больше видео впредь. Пока что буду публиковать то, что уже было отснято, по этому, прошу меня простить, прислушаться к вашим просьбам смогу не сразу.
Итак, как вы поняли из названия, после того, как цилиндры встали на свои места, пришло время делать кривошипно-шатунный механизм и его подшипники скольжения. Коленвал у меня будет трехопорный, что несёт мне дополнительные сложности и повышенные требования к точности его изготовления. Но коленвал пока делать рано, начать нужно с его коренных разрезных втулок. Делать их я решил из бронзы БраЖН, бронза эта забавна ещё и тем, что ее стружка магнитится из за содержания в ней железа. У меня как раз было несколько обрезков данного материала и не пришлось заморачиваться с поиском.
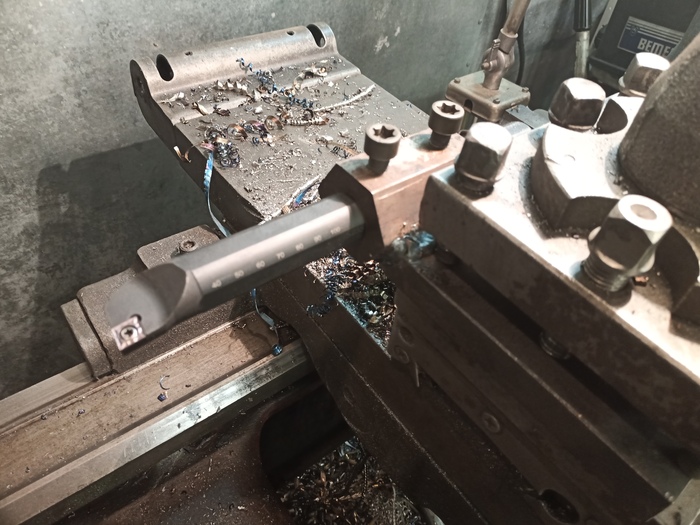
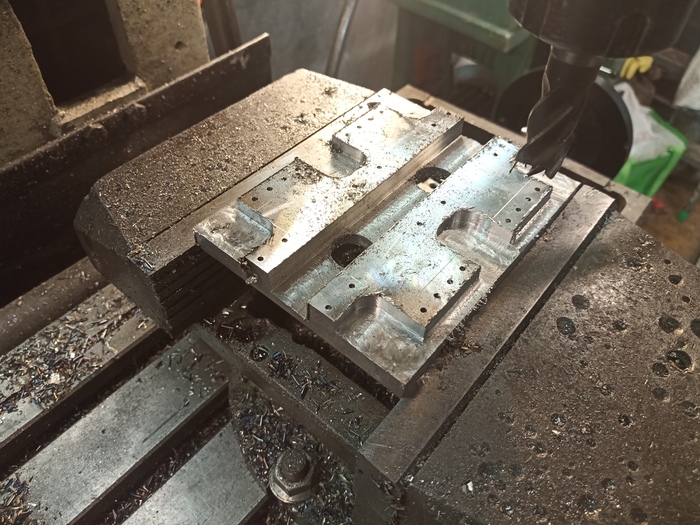
Первым делом брусок был пройден со всех сторон летучей фрезой. Кто не знает, это однозубая фреза, в основе которой лежит обычный токарный резец, зажатый в крепление. Это нужно было для получения взаимно перпендикулярных и параллельных поверхностей сторон. В это же момент были получены габаритные размеры вкладышей по ширине и высоте. После этого концевой фрезой можно было уже начать обработку фасонных поверхностей в соответствии с чертежом.
1/2
Обдирка бруска из бронзы.
Результатом этой работы стало два бруска, имеющие профиль нужных мне половинок подшипников скольжения, верхней и нижней, которые я затем отрезал болгаркой с небольшими припусками. Нижние части я плотно запрессовал в станину, верхние же просверлил и прикрутил на 4 винта м3. После этого обработал прямо на месте до достижения нужной ширины концевой фрезой за одну установку вместе с окнами для противовесов вала. Касание щек коленвала стенок станины исключено, ибо туда лягут бронзовые дистанционные шайбы. Ну и без косяков не обошлось. По запарке при разметке просверлил отверстия крепления верхних крышек вкладышей на расстоянии ширины самой крышки. Неприятно, но не смертельно и решаемо.
1/3
Придание подшипникам скольжения заданной длины.
В таком затянутом положении станина с будущими подшипниками скольжения была зажата в тиски, обкатана индикатором и выставлена. Затем за одну установку были просверлены все три опоры сначала сверлом 5, затем 9.8. После чего развернуты до 10 мм.
И просверлены лунки для смазки, конечно.
1/2
Последние технологические операции с вкладышами.
Скажу честно, сразу браться за коленвал мне было страшновато. Поэтому начал я с чуть более простого, маховика. Маховик тоже немного отличается от чертежа, наружным диаметром. Потому как у меня была хорошая подходящая болванка, которую жалко было бы переводить в стружку на половину, да и большие маховики считаю достаточно эстетичными.
Изготовление можно считать достаточно сложным, так как специального резца для торцевых канавок у меня не было, пришлось использовать расточной в два подхода. Сначала от середины до наружного края, затем с другой стороны на реверсе от середины до внутреннего края углубления. После отрезки отверстие, опять же, было просверлено 9.8 и развернуто до 10. В дальнейшем планирую прорезать в стенке маховика окна на поворотном столе для получения шести спиц.
1/5
Изготовление маховика.
Ещё хотелось бы на минуту остановиться на режущем инструменте. Некоторое время назад я открыл для себя резцы с механическим креплением с Али/ озон. И был очень приятно удивлен, почему я не сделал этого раньше?) Отрезной резец при всем своем китайском происхождении отрезает идеально, без дробления. Причем в достаточном жёстком для него режиме резания. Если все еще пользуетесь советскими резцами, рекомендую в добавок к ним купить попробовать и такие.
1/2
Мой режущий инструмент.
Ну и коротенькое видео об отрезке.
Теперь же время браться за коленчатый вал. В качестве основы был взят шлифованный калёный пруток 10мм, щеки с противовесами же сделал из той же стали 40х. Расскажу, как это подходило:
Пруток был начисто обработан по внешнему диаметру, были предварительно нарезаны канавки, метки под последующее отрезание, а вся эта пока ещё единая деталь, содержащая четыре будущие части вала, была отрезана от прутка, зажата во фрезер и обкатана центроискателем. Было просверлено центральное отверстие и расточено так, что бы обеспечить натяг 0.015 под прессовую посадку на цапфу. После чего я сместился на половину хода поршня к краю и повторил операции. Таким образом удалось добиться параллельности этих двух отверстий. Чертеж рекомендует посадку с фиксирующими штифтами, но я решил отказаться от них в пользу точек сварки.
1/4
Начало работы над коленвалом.
После этого щеки были обрезаны до соответствия чертежу, разделены, торцы обработаны начисто и началась прессовка.
Вал 10мм был порезан на цапфы и пальцы соответствующей длины, которые далее были запрессованы в щеки. Таким образом коленвал был собран, а затем выровнен в призмах. К моему удивлению, удалось достичь биения всего в 1,5 сотки на средней коренной шейке.
1/5
Сборка вала.
После этого я заварил пальцы и цапфы на несколько точек, ещё раз проверил биение и с чувством выполненного долга смог наконец примерить вал к опорам на станине двигателя. В результате он вращается без заданий, сверх прецизионным его назвать нельзя, но для нашей цели и такого вала вполне достаточно.
Примерка вала в опоры.
А теперь о том, почему так делать вал нельзя. Моя ошибка была в том, что правильнее было бы запрессовать цапфы увеличенного диаметра, отцентровать, затем заварить их и после этого, в центрах, обработать диаметр цапф вала под опоры начисто. Таким образом получится получить вал с минимальным биениями. Я же додумался до этого уже позже, но более я такой ошибки не совершу!)
На этом я вас оставлю, пока материала есть ещё на один пост, но завтра опять поеду в мастерскую и ещё немного поработаю и поснимаю!)
Здравствуйте, господа. На ресурсе сижу давно, но в последнее время почти не вижу подобного контента. Попробую немного разбавить надоевшее.
Меня зовут Федор, у меня есть небольшая мастерская, в которой я занимаюсь металлообработкой, но не на коммерческой, а сугубо на досуговой основе. Так было не всегда, и, как часто бывает, чертежи этого двигателя мне попались на глаза достаточно давно, когда я ещё учился в колледже и никаких станков и мастерской у меня не было. Тогда я отложил это дело на долгие более чем 8 лет, а сейчас чертежи снова попались на глаза, когда я наводил порядок на жёстком диске и я рискнул взяться за них.
Сразу говорю: я не токарь и не фрезеровщик, но металлообработку люблю и хочу повышать в ней свое мастерство. Именно в этом цель создания данного двигателя.
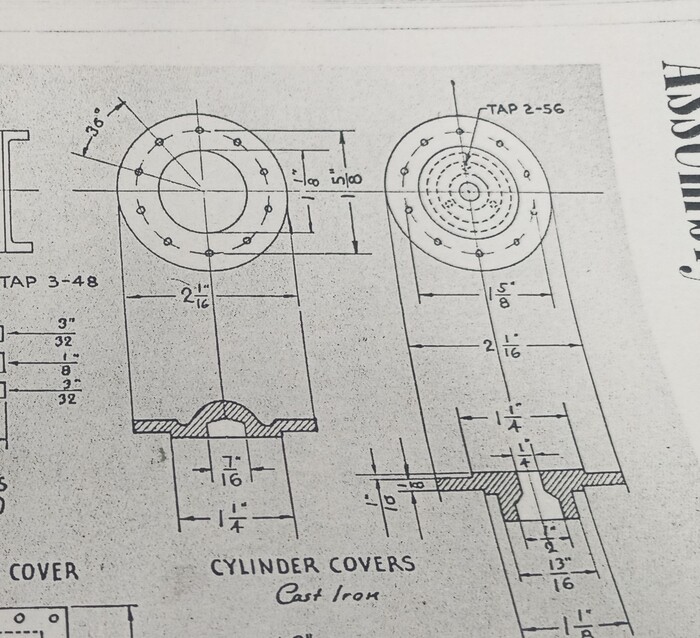
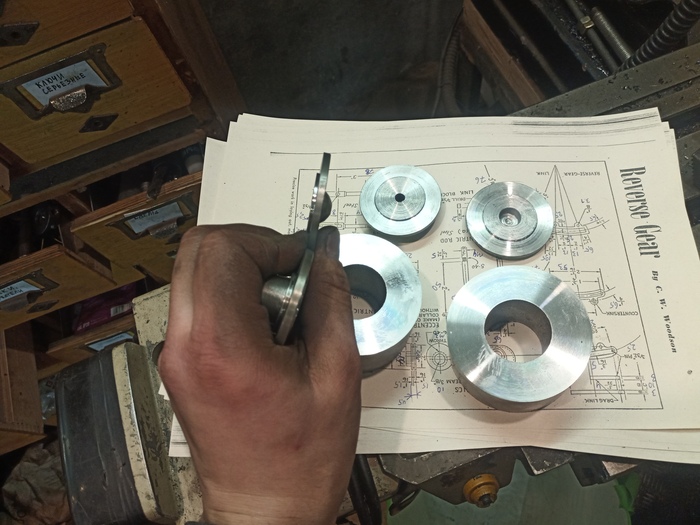
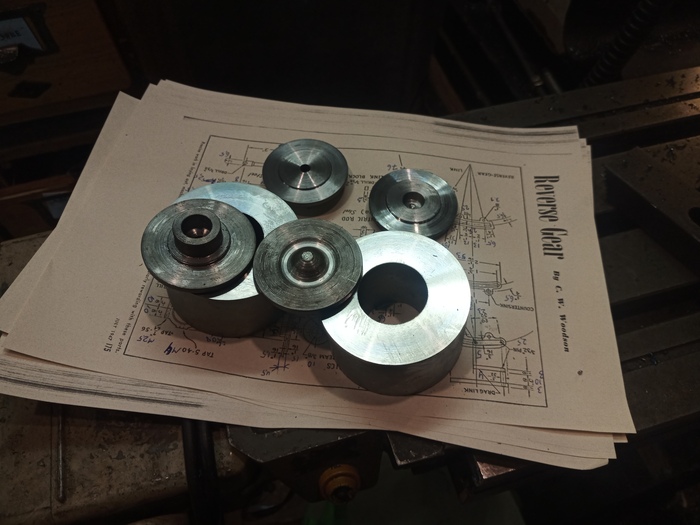
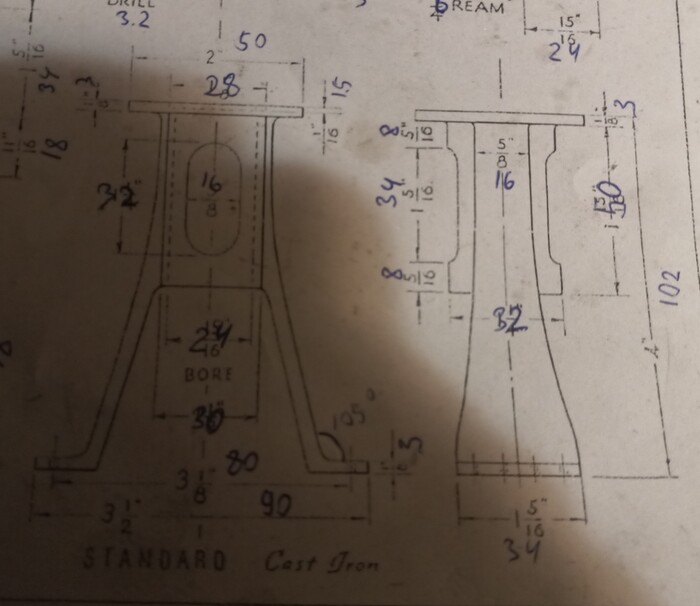
Немного о самом двигателе: его чертежи были опубликованы в английском журнале Popular science за 1947, автор C.W. Woodson. В те годы это было обычной практикой и в других номерах журнала можно найти и другие двигатели авторства Вудсона.
По оригинальному чертежу двигатель одноцилиндровый, двойного действия с однократным расширением и кулисным механизмом реверса. Диаметр цилиндра 1¼ дюйма, ход поршня 1 дюйм. С их изготовления и начну свое повествование.
Отрезка прутка.
Хотя автор рекомендует использовать чугун, был приобретен пруток стали 40х. Я выбрал такую сталь за немного повышенную коррозионную стойкость и простоту в обработке. Пруток был отрезан, заторцован и расточен.
Пришлось даже сделать крепление для нового расточного резца, ибо он не влез в резцедержатель по высоте.
Торцовка прутка после грубого сверления отверсия.
Параллельно с обдиркой и расточкой заготовок под цилиндры были изготовлены крышки цилиндров из обычной стали.
Крышки.
Готовые крышки.
Крышки и черновые болванки цилиндров.
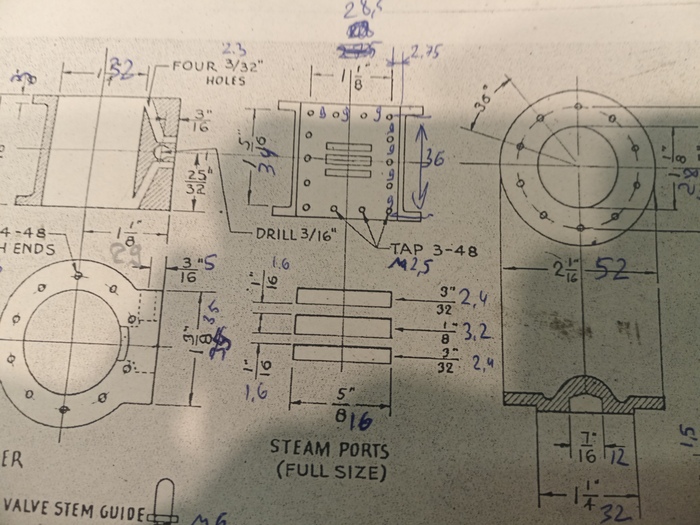
На заголовках цилиндров были обработаны начисто внутренние отверстия и высоты. Наружный диаметр ещё подлежит обработке, но в самую последнюю очередь. На очереди сверление отверстий и фрезеровка каналов для пара. Без спец оснастки тут уже не обойтись! Пройдем к фрезерному станку.
1/4
Обработка цилиндров
Знакомьтесь, это- поворотный стол. С его помощью можно очень удобно делать симметричные окружности с отверстиями и много чего ещё. С геометрической точки зрения, мы добавляем в декартову систему координат фрезерного станка возможность работать одновременно ещё и в полярной системе.
С помощью этого стола я и просверлил все 40 отверстий в цилиндрах и крышках. Затем детали были сняты со стола и зажаты в тисках, были сделаны плоскости и просверлены отверстия для крепления парораспределителей, а так же выфрезерованы окна. Не с первой попытки, но все в итоге получилось.
1/3
Сверление косых отверстий.
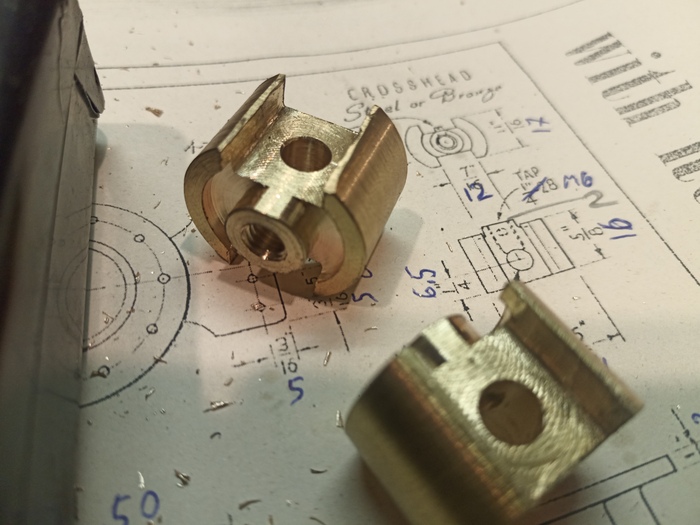
Цилиндры были зажаты под углом и просверлено по 4 отверстия для прохода пара от окон к торцам цилиндров. Сначала получилось кривовато, но потом я начал предварительно центроваться коротким сверлом и дело пошло на лад. Так же изготовил и примерил зажимную втулку для сальника- набивки штока поршня. Материал- латунь.
Поршень всборе с штоком и крышкой.
Отдельно изготовил и поршни под одно уплотнительное кольцо из фторопласта.
Пара цилиндров.
Далее на очереди станина двигателя и мои изменения в чертеже. Мой двигатель будет двухцилиндровый, как вы уже могли понять.
1/5
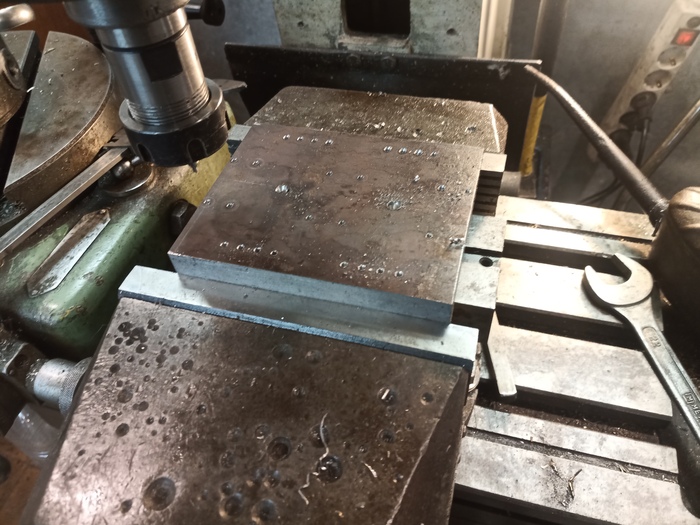
Обработка станины.
Был взят лист стали толщиной 16мм, грубо обрезан и далее отфрезерован, но без отверстий под коленчатые валы. Далее расскажу, почему. Пока же вернёмся к цилиндрам.
1/10
Изготовление опор цилиндров.
Через знакомых была заказана нарезка и гибка частей для сварки, в это время я изготовил направляющие втулки под ползуны, но с черновым отверстием внутри. В них профрезеровал окна и затем с помощью оправки всборе на станине сварил все воедино. Оправка садится в станину плотно, во избежании перекосов. Сами ползуны изготовил из латуни. Так как при сварке отверстия в направляющих повело, заранее была куплена развертка на 24 и геометрия поверхностей была восстановлена. Для этого и нужна была лишь черновая обработка этих отверстий до сварки.
На этом пока остановлюсь, если тема будет интересна, напишу ещё посты, где буду показывать дальнейшие этапы изготовления. Двигатель пока готов где-то на 80 %.
Всем привет, снова в эфире наша маленькая столярная мастерская! С Новым годом!
Позвольте немного разбавить ленту контентом нашего с супругой собственного приготовления ))
Здесь показывал как нарисовать сову небольшое видео по изготовлению стола из капового тополя, эпоксидной смолы темного цвета и сухоцветов.
Тогда же в работе был практически близнец, но со светлой заливкой. Вот, дошли руки собрать кратенькое видео, на ваш суд:
Каждое действие ведет к постепенному преображению невзрачной заготовки, каждый проход абразивом делает смолу все более прозрачной а дерево все более гладким. Как обычно - на видео все легко и просто ) За кадром - кропотливый труд.
Ну и немного фоток готового стола (живьем все выглядит, конечно, намного интереснее):
Всем доброго дня! Что ж, год подходит к концу, почему бы и не выложить в самое "читаемое" последнее воскресенье года несколько работ. Так сказать, закрывающих. Этот мини-пост скорее пишу для себя, чтобы как-то зафиксировать в памяти, поставить точку в творческом году.
БДСМ Мишка, вашему терему крышка.
Он тусуется, ему кайфово.
Была когда-то у заказчицы подобная игрушка, но потом ее не стало. Поэтому обратились ко мне для создания новой. Медведь был куплен в интернете. Для него я делала маску, чоккер, портупею, трусишки, браслеты на ручки и ножки и конечно же плёточку. Всё повторено в точности как из фотографии заказчицы. Все как для взрослых: индивидуальная выкройка, натуральная кожа, тепло моих рук.
Ремень для друга
Собственно, ничего особенного. Просто ремень. Пряжка от старого любимого ремня, заготовка для ремня была заказана на маркетплейсе. Казалось бы, что могло пойти не так, заказывая нарезанную полосу кожи? Из нужной 115 см длины только 105 см было без брака, так что с конца заготовку пришлось обрезать - был сильно рваный край. Подпряжник и шлёвка были вообще из другой кожи. Визуально отличались от остального ремня. Ничего критичного, но неприятненько. Ремень отстрочен на машинке, добавлен ручной шов. Немного подкрашен край, заглажена бахтарма, немного отполирован.
Кобура для пистолета Макарова
Кобура оказалась нужна "ещё вчера", поэтому шилась быстро - по готовой выкройки. Не знаю, как у других мастеров, но я колупаюсь с вырезанием, склеиванием и подгонкой достаточно долго. Даже и готовую выкройку всё равно нужно вырезать, примерять, а иногда и изменять. Кобура нужна была именная, поэтому инициалы я решила сделать на отдельной бирке. Лучшего быстрого решения я придумать не смогла. На самой кобуре делать выжигание инициалов - поплывёт геометрия, есть шанс запороть деталь. А на отдельной бирке - самое то. Уж простите, фамилию владельца я немного подмажу. Внутри хольнитены утоплены в кожу - я снимала под них толщину рядом с отверстиями с обратной стороны. И заклеила тонкой кожей. Поэтому с обратной стороны ничего не будет выпирать и царапать ствол.
Маска и чоккер. Комплект.
Простой комплект, без излишеств. В маску добавила несколько отверстий для дыхания. В стандартном варианте можно по ходу только лежать, не дыша совсем. Для активных действий нужно больше вентиляции. Казалось бы, что здесь могло пойти не так? Нет в магазинах стальных шипов 2 сантиметра, острых, длинных. Есть только из какого-то сплава, который скорее всего будет вызывать раздражение на коже. Поэтому чоккер пришлось заклеивать с внутренней стороны кожей и подшивать. Никогда не получается идти по простому пути, всегда нужно что-то переделывать :)
Ну и много чего еще было простенького, но никем не взятого в работу. Например, заплатка на кожаную куртку и кепку. Клиент сам нарисовал свой логотип, я заказала клише, вырезала, пришила. Всё.
Логотип на кепке
Примеряем варианты кожи на куртке
Так что и бытовые заказы тоже бывают. И я с удовольствием их беру. Навыки надо поддерживать и совершенствовать.
Пройдя этот тест, вы узнаете, какой длины должна быть связка сосисок, чтобы спуститься по ней на дно Марианской впадины. А еще сколько сосисок можно съесть, пока длится самый долгий в мире поцелуй. Не пропустите!
Джемпер связан на вязальной машине 5 класса Brother 940/850, с программой ДК8 в интерактивном вязании по выкройке. Технология переплетения 3-х цветный норвежский жаккард. Файлы рисунка сделаны в ДК8 через графическую студию, чтобы избежать рисования по клеточкам.
Пряжа использована мериносовая, полушерстяная, акрил, разных производителей. Резинки двойные 2*1 закетлеваны на вязальной машине. Сборка швов ручная, вертикальным трикотажным.