Опыты по закалке стали ШХ15
Добрались руки до опытов с термической обработкой инструментальной стали, выбор пал на ШХ15, так как она довольно сильно распространена и в её обработке нет особых сложностей. Попробую рассказать, что из этого вышло, возможно кому-то будет полезно.
И так первое - это печь, я использовал электрическую муфельную

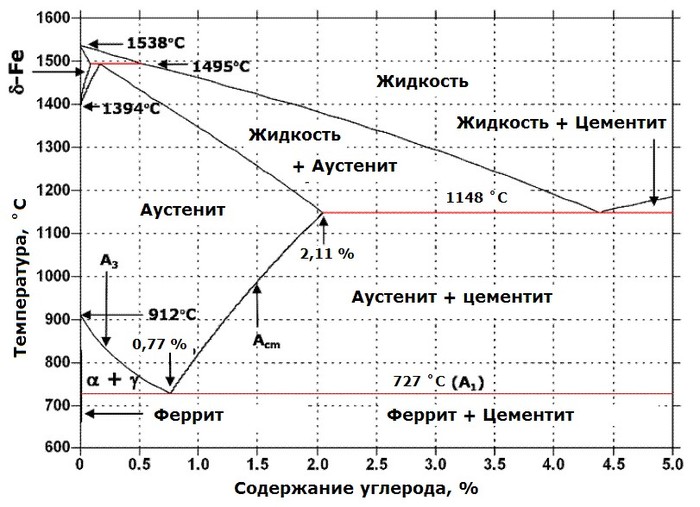
Нагрев буду проводить без какой-либо защиты, температура окончательного нагрева по справочнику 830-860 град., причем нижний диапазон выбирается для изделий небольшого сечения и структуры мелкозернистого или пластинчатого перлита, а верхний диапазон для более массивных деталей и более грубой структуры.
Если нет возможности определить температуру по приборам, то можно попытаться сделать это на глаз, зная, как зависит цвет стали от температуры нагрева.
Так называемые цвета каления

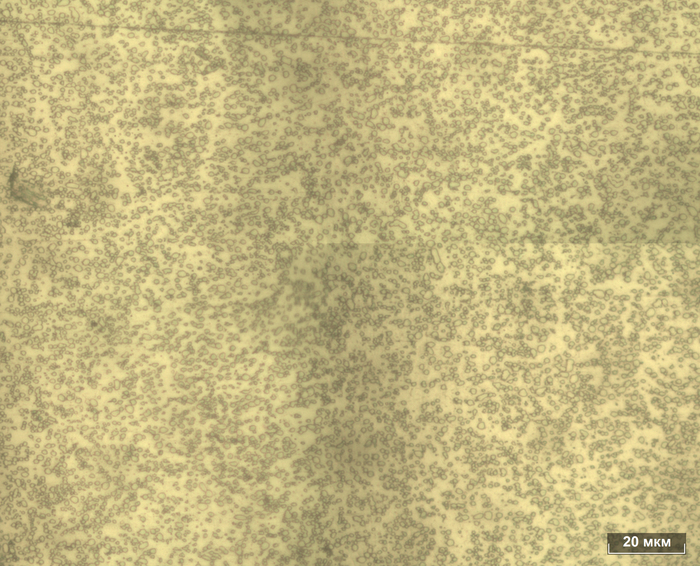
Вот он собственной персоной-зернистый перлит. Такое название ему дали из-за цвета, который принимает образец после травления на структуру - перламутровый, жемчужный. Эти маленькие шарики на фото представляют собой карбид железа, при нагреве под закалку их часть растворяется и тем самым обогащает основу, при резком охлаждении за счет того, что растворенный углерод не успевает выпасть и остается в мартенсите (новая структура, получаемая при закалке) мы имеем высокую твердость.
И так есть печь и температура, как выбрать время выдержки? Оно зависит от объема садки, от сечения детали. В подобных печах берется 1,5 минуты на 1 мм сечения, но не менее 5 минут для тонких деталей.
Чтобы снизить возможность образования трещин и уменьшить деформации, охлаждение производят в масло типа И12 с температурой 30-50 градусов. Были попытки закалки на воду, но из-за слишком быстрой скорости охлаждения пошли трещины от концентраторов напряжений.
Охлаждение вытянутых, длинных деталей нужно производить в вертикальном положении опять же, чтобы уменьшить коробление, перенос из печи в закалочную ёмкость осуществить быстро, чтобы изделие не успело подстыть, а то не получится должной закалки, успеет произойти промежуточное превращение.
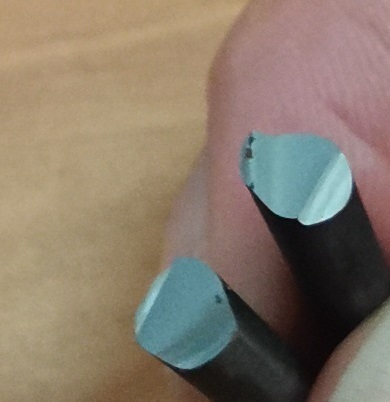
Чтобы оценить, получилась закалка или нет, не имея под рукой ни микроскопа ни твердомера, можно взять надфиль и попробовать, как он "берёт" нашу деталь. При должной закалке мы получим твердость около 65 HRC, примерно такую же имеет и надфиль, он не должен оставлять заметных следов на закаленной детали. Чтобы оценить структуру, можно выполнить излом и посмотреть на него, если все сделали правильно, то излом будет матово-серый, фарворовидный, как на фото ниже
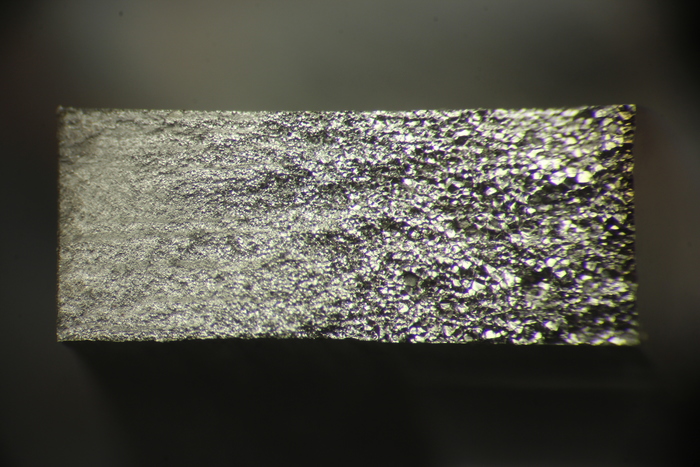
В случае, если мы недогрели деталь и она не закалилась, то излом будет темно-серый, крупнозернистый, местами волокнистый, в случае с перегревом все тоже весьма понятно - зернистый или крупнозернистый излом с блестками, как ниже
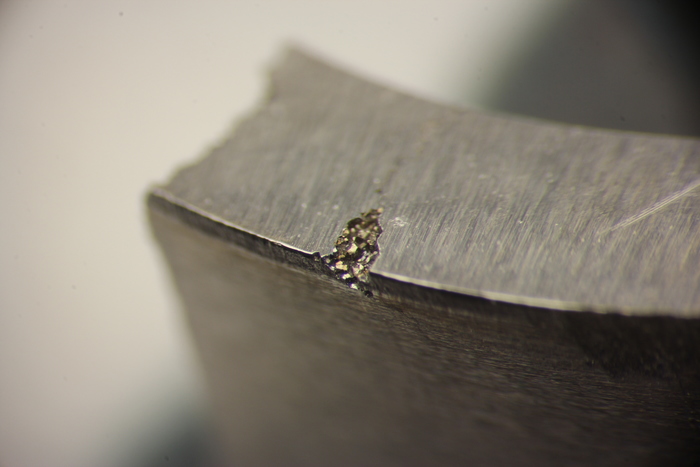
Перегрев сообщает детали пониженные механическое свойства, оно становится хрупким, кромки легко скалываются
В заключении оставлю ролик, где показываю, как проводил закалку