
Ответ на пост «Сделал себе замечательный умный лоджий)»

Хоть и не «лоджий», но тоже мой маленький рабочий уголок :)
P.S. Творческий беспорядок специально оставил, не стал придираться для фото.
Показать полностью
1
Хоть и не «лоджий», но тоже мой маленький рабочий уголок :)
P.S. Творческий беспорядок специально оставил, не стал придираться для фото.

Фото 1. Пример угловых штуцеров выполненных по описанной технологии.
Не часто, но таки сталкиваюсь с потребностью в токарных работах по металлу и в который раз обнаруживаю, что приличного токаря добыть не так просто. Даже в ближайшем городке, не говоря уже о своей деревне и ближайших селах. Для работ точных – никуда не денешься, придется побегать, но железки не слишком ответственные вполне можно изготовить и без станков, одними ручными инструментами. Задействовав толику терпения и аккуратности, без особенных усилий можно получить детали вполне удовлетворительного качества.
Здесь, речь идет об изготовлении нескольких угловых, ввариваемых электросваркой, штуцеров на шланг небольшого диаметра – уровнемера для емкости с жидкостью. Шланг при этом должен быть прозрачный (полупрозрачный, например, силиконовый).
К делу.
Первым делом определился с размерами моих штуцеров. Это парные железки (верх-низ), их присоединительные размеры должны быть одинаковыми и только. Тем не менее, технологически мне удобнее сверлить отверстия не более 14 мм, отсюда примем диаметр проточки-хвостовика для сваривания - 12 мм. При этом внутренний канал пусть будет Ø5 мм. Не слишком узкий - не будет забиваться вероятным мусором, может чуть не совпадать при сварке частей под углом 45 ̊ и в тоже время оставляющей стенку детали значительной толщины – а это комфортная сварка и место для возможной несоосности.
Итак. Заготовкой выбрал стальной пруток из стандартного магазинного проката. Наждачной бумагой снял легкую ржавчину, мелком разметил куски, нарезал заготовки (Фото 2), притупил на точиле острые края.

Фото 2.
На глаз, прицелился поточнее и поставил отметину в центре каждого торца железки спиртовым фломастером, после, тюкнул туда же керном (Фото 3).

Фото 3.
Сверление канала.
Классическая слесарная задача - «сверление оси». Выполняется элементарной сменой привычной схемы сверления – при вращении детали и неподвижном сверле, оно, как ни странно, самостоятельно центрируется, например, таким образом устроено сверление в любом металотокарном станке.
Здесь, для вращения детали применил настольный сверлильный станок, но приспособить можно то, что есть под рукой вращающегося – электродрель, перфоратор, шуруповерт, токарный станок по дереву, электроточило и т. п. Свою вертикальную сверлилку положил на бок, в штатный патрон заготовка впритык, но влезла, что очень облегчило дело. Сверло зажал в аналогичном свободном сверлильном трехкулачковом патроне. Во время сверления удерживал его рукой (Фото 4, 5).

Фото 4.

Фото 5.
Первый проход сделал сверлом Ø3 мм, сверлил с одной и с другой стороны, посередине, таки встретились. Второй проход сделал аналогично, сверлом Ø5 мм. Получилось чудо как хорошо.

Фото 6.

Фото 7.
Точение без токарного станка.
Сделал вращающимся зачистным (толстым) абразивным диском маленькой (круг Ø125 мм) УШМ. По вращающейся в сверлильном станке (~3000 об/мин) детали (Фото 8).

Фото 8.
Абразивный диск конечно грубоват для такого рода работ. Поверхность после него можно выровнять и загладить напильником (по вращающейся детали) и наждачной бумагой любой разумной крупностью (постепенно уменьшая её -увеличивая номер). Таким образом диаметр можно подогнать довольно точно, например, для нарезания резьбы.

Фото 9.

Фото 10.
Угловой из прямого.
Деталь (Фото 10) – уже готовый прямой штуцер. Для уровнемера нужны штуцеры угловые. Проще и аккуратнее всего такой изгиб удается разрезанием на части и сваркой под нужным углом. Деталь намеренно толстостенная, никаких сложностей быть не должно даже у такого малоопытного сварщика как я.

Фото 11.

Фото 12.

Фото 13.
Зафиксировав детали нужным образом в слесарных тисках (Фото 13), прихватил их в нескольких точках сваркой, а после, постепенно переворачивая, тщательно проварил герметичный шов. Электроды УОНИ Ø2,5 мм, постоянный ток прямой полярности – чуть больше 90 А.

Фото 14.
Сваренную деталь после полного остывания, таким же образом – зажав в тисках и постепенно ее переворачивая, зачистил толстым абразивным диском УШМ.

Фото 15.

Фото 16.
Установка нижнего штуцера на место службы (Фото 16) – прилегающие края на точиле разделаны под сварку, хвостовик вставлен в отверстие, весь штуцер туго притянут стальной отожженной проволокой и точно ориентирован.
Babay Mazay, ноябрь, 2021 г.

Фото 1. Рабочая часть самодельного инструмента.
Увы, стеклодувное дело весьма инструментоемкое ремесло. Конечно, их количество зависит от характера и сложности работ, но есть инструменты обязательные, без которых обойтись либо невозможно, либо это существенно осложнит работу и снизит ее качество. Из них – стеклодувная развертка (Рис.2) - ручной инструмент для раскрытия, расширения, формовке фланца из размягченного края трубки. Операция частая, применяется как для «отделочных» работ с горлышками, так и для подготовки краев для следующих операций. Кроме того, развертка используется для изготовления стеклянных кранов, воронок, ножек-опор и прочего подобного.
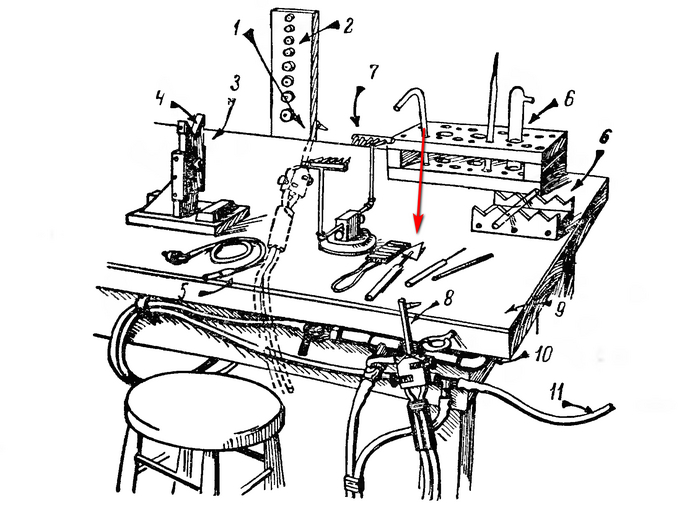
Рис. 2. Хрестоматийный стол стеклодува [1]. Табельная развертка указана стрелочкой. Обратите внимание на необычную настольную стеклодувную грелку (поз.7) «американской» системы со встречным пламенем.
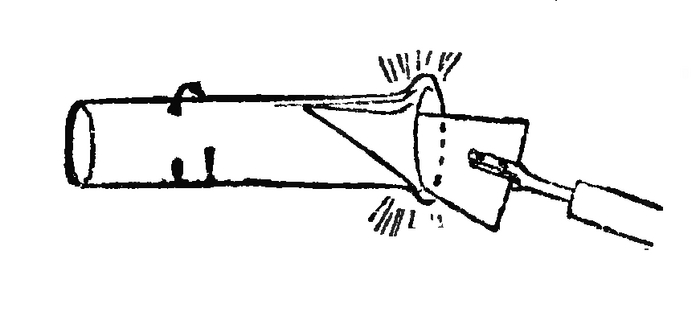
Рис. 3. Работа плоской разверткой. Стеклянная трубка непрерывно вращается, «операционное поле» находится в мягком пламени. Разверткой полнотелой (см.ниже) орудуют соосно трубке-заготовке.
Для подобной операции (Рис. 3) с размягченным (раскаленным) стеклом рабочая часть инструмента может быть изготовлена из весьма разнообразных материалов – медь, латунь, никель, железо, графит, обожженный (обугленный) текстолит или даже плотное твердое дерево также обугленное в мягком пламени горелки. Применять железо можно, но неудобно – окислы вплавляются в стекло и оставляют рыжие пятна, деревянные развертки работают недолго – обгорают. Дольше работает инструмент текстолитовый, предварительно обожженный. Лучший материал для горячей работы со стеклом – графит (еще лучше – он же изостатический, терморасширенный ?). Он легко скользит по размягченному стеклу (важно!) и почти не разрушается при высокой температуре, но дорог, хрупок, неудобен в обработке. Да, металлические развертки перед работой должны быть смазанными жиром, машинным маслом или воском.
Развертки могут быть как плоскими, так и телами вращения. Широкое распространение получили развертки латунные из нетонкого листа.
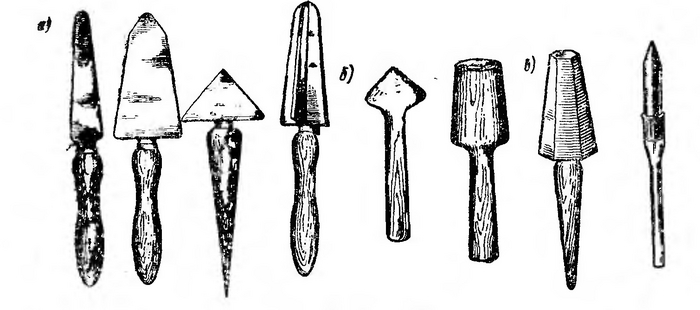
Рис. 4. Варианты стеклодувных разверток, где: а – металлические плоские, в том числе и крестовая в сечении; б – деревянные; в – графитовые. [2].
Здесь, некрупную развертку для стеклодувного дела выполнил из медной пластинки. Угол и размеры для формирования расширения имеющихся трубок небольшого диаметра.
Что понадобилось для работы.
Набор некрупного слесарного инструмента, мелочи, ЛКМ.
К делу.
Для главной части инструмента – конуса соприкасающегося со стеклом подобрал заготовку – разбитую сильноточную (100 А) плавкую вставку (Фото 5…7).

Фото 5. Остатки плавкой вставки 100 А.

Фото 6. Медные части 100 А вставки.

Фото 7. Заготовка рабочей части развертки.
Подготовленную (Фото 7) пластинку разметил и отпилил лишнее ручной ножовкой по металлу. Для удобства и лучшей точности из пары некрупных гвоздиков с откушенными шляпками сделал импровизированное стусло (Фото 8).

Фото 8. Пара стальных направляющих из забитых в дощечку кусочков гвоздиков не позволяют ножовочному полотну вольностей.

Фото 9. Готовая рабочая часть развертки.
Медную заготовку опилил некрупным напильником в тисках и загладил рабочие боковые поверхности мелкой наждачной бумагой, дальнейшую шлифовку шкуркой «нулёвкой» и полировку сделал после изготовления ручки. Хорошая гладкая рабочая поверхность лучше скользит и меньше сминает размягченное стекло, не оставляет на стекле следов, задиров. Мягкая медь требует периодического восстановления шлифовки.
Снабдил развертку рукояткой – подобрал нетолстую медную трубочку, отрезал кусочек, разметил и выпилил «лапки» для медной пластины. Отжег, сформовал лапки-держатель, подогнал надфилем. Подобрал нетонкую латунную проволоку и сделал из нее заготовки заклепок. Просверлил отверстия в деталях в сборе, приклепал медную трубку-ручку (Фото 10).

Фото 10. Развертка с медной ручкой.
В это время у меня появился набор клейм по металлу и очень хотелось их опробовать – выбил на одной из нерабочих плоских сторон развертки угол раскрыва.
Перед работой рабочая часть инструмента слегка разогревается в пламени горелки и смазывается пчелиным воском (утапливается в кусок). При контакте с раскаленным стеклом воск сгорает, дым улетает в вытяжку. Первые же испытания показали – навык работы непростой, одолевается далеко не с ходу, обнаружилось и обстоятельство самого утилитарного свойства – медная ручка быстро разогревается от рабочей части и жжет руки.
Первое обстоятельство преодолевается изучением классиков (да вот хоть из раздела Литература) и неустанной практикой, второй - доработкой ручки.
В хламе отрыл готовую деревянную ручку в патриотическом оформлении (Фото 11), сделал державку – вбил в гнездо крупный гвоздь и в тисках отпилил ножовкой шляпку, зажал державку в патрон шуруповерта и напрочь сошкурил это издевательство над зрением и психикой (Фото 12).

Фото 11. Кухонная ручка. Хохлома.

Фото 12. Удаление защитно-декоративного покрытия.
У имеющейся медной ручки-трубки отпилил несколько сантиметров и подобрал стальной стержень (тепло проводит значительно хуже) более-менее плотно помещающийся внутрь. Приклепал его аналогичным образом и вклеил в деревянную ручку эпоксидной смолой с наполнителем. Вклеивать медную трубку в дерево непосредственно не стоит – скорее всего она расплавит клей и соединение будет непрочным. Вариант – использовать достаточно термостойкую замазку-цемент или подобрать вместо медной нетолстую стальную трубку, например, от многих бытовых холодильных агрегатов (теплообменник на задней стенке).

Фото 13. Развертка со стальной переходной деталью в ручке.

Готовый инструмент.
Работа развертки не такая простая, нужен изрядный навык - равномерный разогрев определенной области заготовки, положение инструмента, работа в определенном месте пламени горелки...

Фото 14. Первые экзерсисы. Чертова трубка напрочь сминается. Грущу.

Фото 15. Все еще складки, но уже на что-то похоже.

Фото 16. Развернутый край горлышка на трубке потолще - под пробку. К слову, правильность края сильно зависит и от качества реза заготовки.
P. S. Интересующихся и сочувствующих располагающих литературой (книги, статьи, заметки) 1920-30-х годов касательно изготовления первых радиоламп, прошу поделиться.
Литература.
Стронг Д. Техника физического эксперимента. 1948 г.
Легошин А. Я., Мануйлов Л. А. Стеклодувное дело. Москва, «Высшая школа», 1976 г.
Сорокин В. С. Стеклодувная мастерская. Справочник. 2013 г.
Babay Mazay, ноябрь, 2021 г.
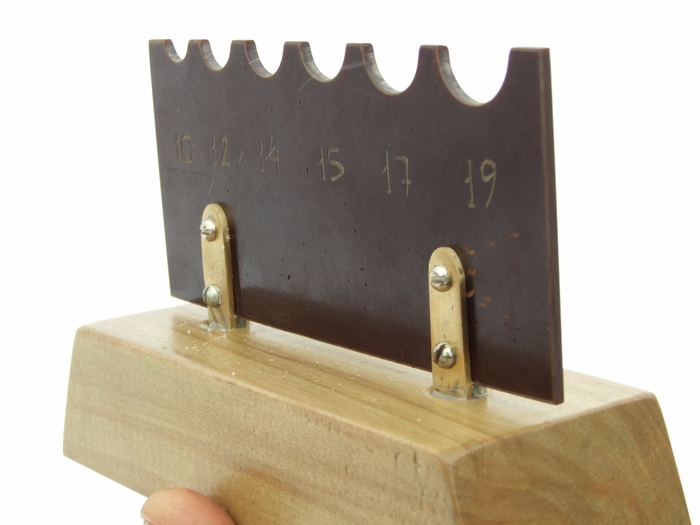
Фото 1. Мой вариант более-менее универсальной подрезки.
Речь пойдет о небольшом настольном приспособлении именуемом «подрезка». Инструмент из обязательных, используется часто и располагается под рукой на рабочем столе. Предназначен для получения в размягченной стеклянной заготовке-трубке местных кольцевых вдавлин – круговых колец-канавок. Как правило, изготавливается из пластинки с углублениями, укрепленной на небольшой деревянной подставке (Рис. 2).
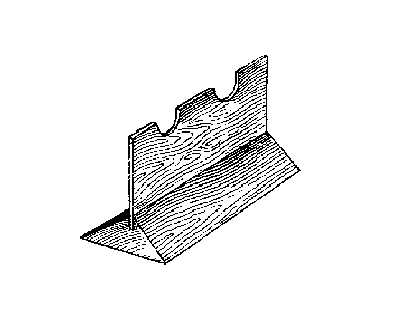
Рис. 2 Хрестоматийная подрезка.
Как всегда, мы вынуждены самое пристальное внимание уделять материалам – лучшим, для контакта с раскаленным стеклом является графит (терморасширенный). После, в порядке ухудшения эксплуатационных свойств – латунь (медь), текстолит и даже – древесина. Латунь и медь тщательно шлифуют и перед работой смазывают жиром или воском, текстолит и дерево с плотной древесиной перед работой обугливают в пламени. Служат они поменьше металлов и графита, зато дешевы и легко заменяются. Многие сложные стеклянные приборы с помощью которых были совершены научные открытия, делали мастера-стеклодувы позапрошлой исторической эпохи, с применением обугленных деревянных инструментов.
Пластинки подрезки имеют несколько или даже целый ряд уменьшающихся правильных канавок. Иногда подрезку выполняют в виде вращающегося диска из листовой латуни на подставке, со стопором. По окружности диска выпилены ряд канавок. Дерево для горячей работы со стеклом подбирают плотное – дуб, клен, ясень, груша и – гип-гип-ура! – береза. У нас ее, в отличии от прочих, полно. В бытность, рабочую часть подрезки делали из обычной березовой фанеры хорошего качества.
У меня нашелся кусок нетолстого листового текстолита (Фото 3), применим его.

Фото 3. Кусок листового текстолита – заготовка рабочей части инструмента.
Что понадобилось для работы.
Набор столярных и слесарных инструментов, ЛКМ, крепеж, мелочи.
К делу.
Начал с изготовления рабочей части. Разметил подходящий кусок текстолита. Под линейку-шаблон, шилом процарапал будущие канавки (Фото 4). Размер – ориентируясь на имеющийся ассортимент стеклянных трубок.

Фото 4. Разметка рабочей части будущего инструмента.
Пластинку текстолита выпилил мелкозубой пилой, торцы выровнял на куске наждачной бумаги со средним зерном, положенной на ровную поверхность (Фото 5). Притупил острые края. Канавки выпилил ручным лобзиком по дереву (Фото 6).

Фото 5. Выравнивание торцов текстолитовой пластинки.

Фото 6. Выпиливание канавок.
Рабочие поверхности – соприкасающиеся непосредственно с размягченным стеклом должны быть вполне гладкие их неровности и заусенцы могут быть причиной складок и смятого стекла. Выровнял канавки наждачной бумагой обернутой вокруг хвостовика подходящего сверла (Фото 7). Саму пластинку для удобства зажал между парой плоских деревяшек и притянул на краю стола струбциной.

Фото 7. Выравнивание канавок.
В порядке тренировки – разметил и выгравировал ручным гравером цифры под канавками – диаметр соответствующей окружности в миллиметрах, хотя для дела они нужны не слишком. Воспользовался самодельной граверной фрезой сделанной из хвостовика обломанного сверла (Фото 8).

Фото 8. Самодельная фреза для гравировки.
Надписи получились слишком тонкими – прошелся сверху еще и некрупным круглым бором (Фото 9). Правильнее было бы заполнить выгравированные углубления краской – затереть и чуток подсушив удалить лишнее, но не нашлось контрастного к текстолиту цвета.
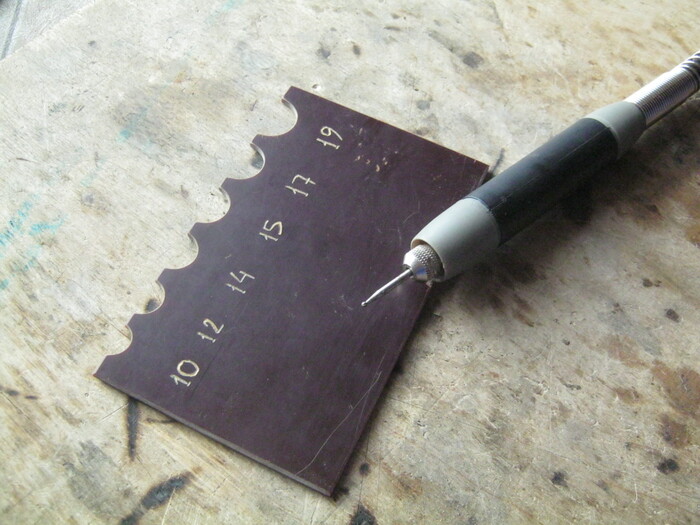
Фото 9. Выгравированные цифры - диаметры канавок.
Подставка.
Сделана из куска нашедшегося в деревянном хламе, строганного березового бруска. Подходящий кусок разметил и отпилил на торцевой пиле, для красоты сделал на торцах наклонные спилы (Фото 10). Выпиленный чурбачок отшлифовал наждачной бумагой.

Фото 10. Вырезание заготовки подставки инструмента.
Крепление рабочей части в подставке.
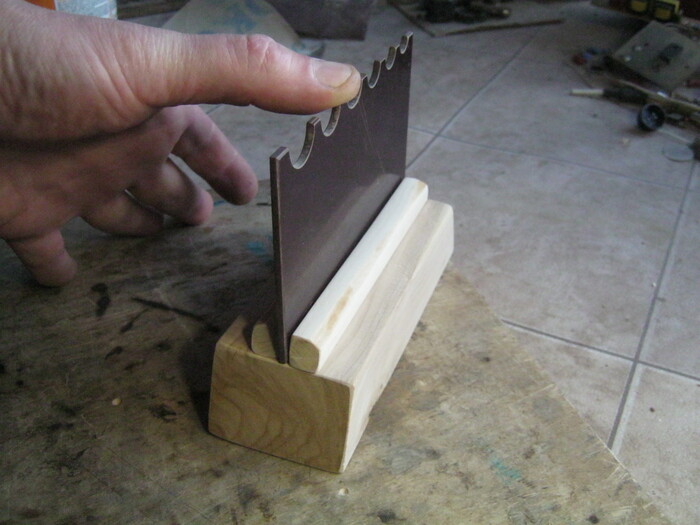
Фото 11. Дешево, надежно и практично, хотя «Козлодоев» таки прав – не эстетично.
Простейшее – из двух отрезков брусочков (Фото 11) было забраковано как не достаточно эстетичное. На четверочку. С минусом. Обычно применяемый паз (Рис. 2) по зимнему заснеженному времени изготовить затруднительно, пришлось делать две пары лапок-держалок, заякоренных в деревянной подошве. С темным коричневым текстолитом (и эбонитом!) чудо как хорошо выглядят шлифованные латунные детали. Подходящей толщины пластинки из хромированной (части старого сломанного электросамовара) латуни нашлись в хламе.

Фото 12. Кусочки от электросамовара. Остатки, после отжига и рихтовки.
Удалось подобрать несколько подходящих заготовок и выкроить из них заготовки ушек (Фото 13).

Фото 13. Заготовки креплений текстолитовой пластинки.
Для выпиливания латуни, к месту пришелся и мой любимый инструмент – ювелирный лобзик (Фото 14). Пилочка №0, смазка мылом или воском не применялась.

Фото 14. Выпиливание ювелирным лобзиком. Это прекрасный инструмент!
Латунные ушки выпилил с некоторым запасом в длину. Торцы деталей выровнял после лобзика на наждачной бумаге аналогично (Фото 5). По возможности сошлифовал верхний слой железок – никелирование с подслоем меди (Фото 15). Очищенную поверхность обработал тонкой наждачкой.

Фото 15. Удаление слоя никеля с латуни и крепление деталей – некрупной струбциной к подставке для выпиливания лобзиком, той самой – «ласточкин хвост».

Фото 16. Заготовки креплений текстолита. Винтики М3 подобрал стальные, не оцинкованные – цинк с медными сплавами образует хорошую гальваническую пару - быстро и сильно кородирует при малейшей влаге.
Латунные ушки и текстолит разметил, накернил и просверлил (Фото 17), отверстия зенковал сверлом крупного диаметра.
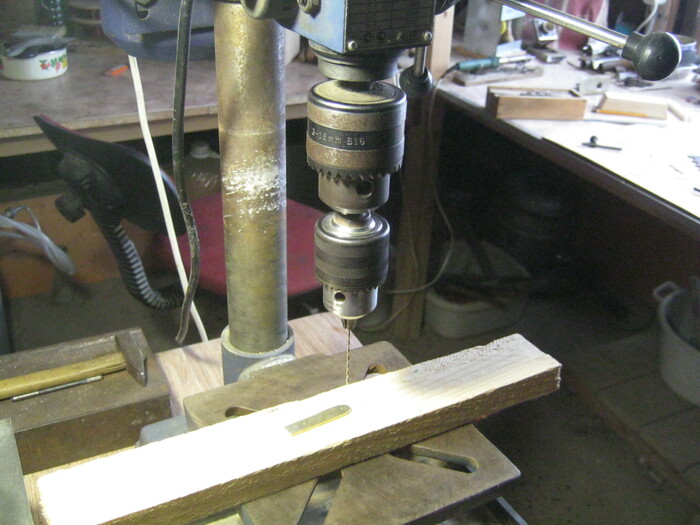
Фото 17. Сверление на станке. Нижний патрон с хвостом-переходником для перфоратора нужен для зажатия мелких сверл – патрон табельный, меньше 3 мм не удерживает.

Фото 18. Просверленные детали. Вторые отверстия для винтиков на текстолите и ответных креплениях сверлил по месту, в сборе.

Фото 19. Выступающие части винтиков укоротил ювелирным лобзиком. Да, своим любимым.
В деревянной подставке разметил и просверлил два глухих отверстия для замуровывания латунных держателей. Оказалось достаточно 10 мм. На такой диаметр нашлось удобное спиральное сверло по дереву – с центрирующим шипом по центру. На больших оборотах (3000 об/мин – сверлильный станок) в плотном дереве удаются замечательно чистые и ровные отверстия.
После примерки деревяшку отшлифовал и в несколько слоев покрыл подкрашенным лаком – как говорят художники – «поддержать» (темный цвет).
Рабочую часть - пластинку с канавками в сборе, закрепил на высохшей подставке – своим любимым клеем-цементом из молотого и жидкого стекла (Фото 20).
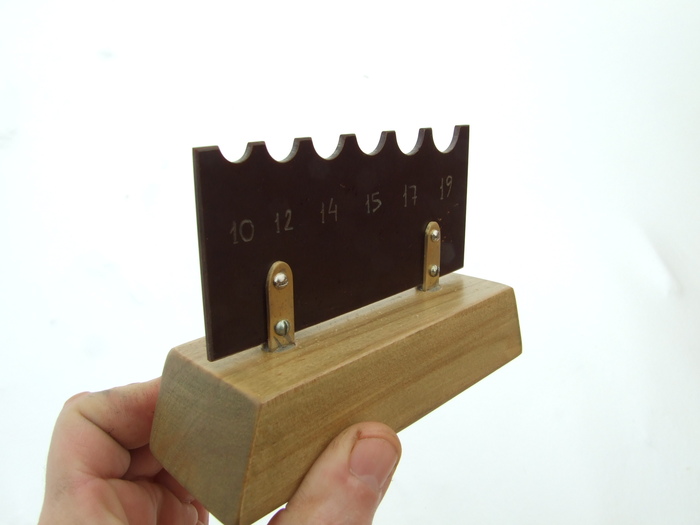
Фото 20. Инструмент в сборе.
У готовой подрезки, скрепя сердце, обжег рабочую часть ручной газовой горелкой (Фото 21). На открытом воздухе.

Фото 21. Обжиг рабочей текстолитовой части инструмента. Проводить только на открытом воздухе или под хорошей вытяжкой.
Работа с инструментом.
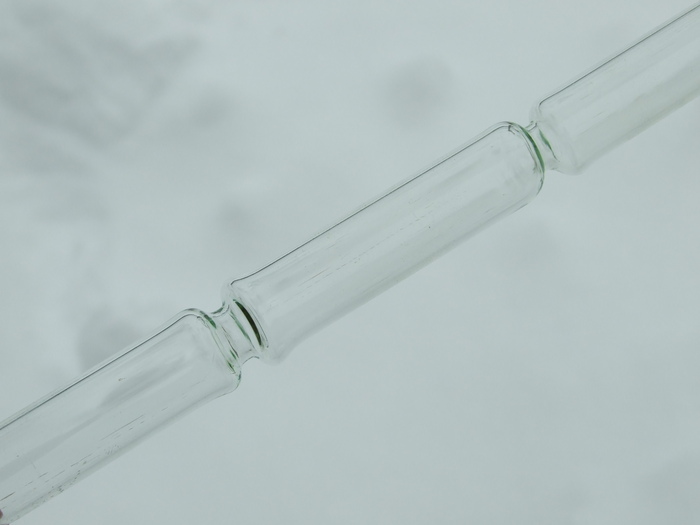
Фото 22. Стеклянную трубку разогревают в пламени горелки до красного свечения и быстро помещая нужным местом в канавку инструмента. Разогретое стекло прокручиваем с некоторым усилием и формуем кольцевую вмятину.

Фото 23. Учебно-тренировочная работа на трубке Ø18 мм. Правильность сужения зависит от равномерности нагрева стекла.
P. S. Интересующихся и сочувствующих располагающих литературой (книги, статьи, заметки) 1920-30-х годов касательно изготовления первых радиоламп, прошу поделиться.
Babay Mazay, декабрь, 2022 г.

Чужое фото из интернета.
Сплав меди и цинка называется «латунью». Он может содержать и другие элементы, например, кремний, никель, марганец. Наличие в составе цинка, это обязательное условие для того, чтобы сплав назывался латунью, хотя мы здесь, учитывая вопросы технологии, будем рассматривать и чистую медь, и другие медные сплавы. Латунь плавится при температуре больше девятисот градусов, в расплавленном состоянии, особенно в присутствии флюсов, смачивает многие металлы. Наличие цинка сильно улучшает смачивание расплавленной латунью железа. Цинка в ней обычно меньше сорока процентов. При большем содержании цинка температура плавления снижается мало, но сплав становится серебристого цвета и хрупким, что делает его непригодным для изготовления деталей и малопригодным для применения в качестве припоя.
Паять латунные детали, ввиду их относительной легкоплавкости, можно «мягкими» оловянно-свинцовыми припоями, более тугоплавкими «твёрдыми» серебреными припоями а также, припоями, содержащими фосфор. Твёрдые припои хорошо смачивают обычную латунь при применении в качестве флюса буры, но их растекание резко возрастает при использовании в качестве флюса борфтористого калия.
Для пайки мягкими припоями латуни и других медных сплавов пригодны обычные флюсы, но от хлорсодержащих лучше вообще отказываться в пользу фосфорной кислоты, которая не дымит, не даёт едких паров и слабо коррозирует сами детали.
Радио и электротехничекие пайки, если нет возможности гарантировано удалить флюс, следует паять исключительно с канифолью. Для пайки латуни паяльником или кислород-водородной горелкой сильно загрязнённых деталей (например, автомобильных радиаторов) можно применять едкий натр или калий, но этот флюс опасен для глаз, непригоден при наличии в пламени горелки углекислого газа, так как превращается в соду и требует тщательной отмывки деталей после пайки. Для радиодеталей он непригоден! Нужно учитывать и следующий факт. Мягкие припои системы олово-свинец хорошо паяют медь и латуни, но по границе металла с припоем может образоваться прослойка соединения меди с оловом, которая снижает прочность и химическую стойкость спая и, при электротехнической пайке, даёт крайне нежелательные эффекты. Большие импульсные токи, например, при зарядке-разрядке конденсаторов, разрушают спай и контакт нарушается. Этот эффект автор наблюдал и в компьютерных бесперебойниках, блоках питания компьютеров, в системах питания импульсных ламп малой мощности. Эффект мною был замечен при пайке меди припоем ПОС-61, но его следует учитывать и в других случаях. Для борьбы с ним в мягкие припои рекомендуют добавлять серебро и кадмий, которые замедляют или блокируют образование этого вредного слоя. Можно использовать припои с меньшим содержанием олова (тот же «третник», две части свинца и одна часть олова), но он более тугоплавкий. Паять следует быстро.
Пайка твёрдыми припоями даёт более прочное, надёжное и относительно термостойкое соединение.
Твёрдые припои для латуни и меди могут представлять собой более легкоплавкий вариант латуни. Тогда её пайка становится похожей на сварку.
Таким способом, с помощью горелки можно наращивать изношенные медные или латунные детали. Как флюс применяется та же бура, но в неё выгодно добавлять процентов десять пентабората калия. Это слегка снижает температуру плавления флюса, делает его чуть более жидким и сильно уменьшает видимое свечение факела горелки, так как калий «выедает» натриевый дублет, а сам светит уже на границе с ИК излучением, где чувствительность глаза невелика.
Здесь надо опять упомянуть необходимость стеклянных очков при пайке, так как они защищают глаза работающего от возможных брызг металла и от перегрева, вызывающего «катаракту стеклодува». Также пламя даёт и ультрафиолет, который для глаз вреден.
«Твёрдый» спай может работать при повышенной температуре, но в этом случае его нужно паять не фосфорсодержащим, а серебрянным припоем с цинком. Цинк даёт плотный и тугоплавкий окисел, который замедляет проникновение кислорода к металлу, который, кстати, хорошо проходит сквозь нагретое серебро. Сплавы меди, содержащие алюминий, паять труднее, так как обычные флюсы окись алюминия растворяют плохо. Возможна добавка в них флюсов для пайки алюминия, фторидов. Рецепты флюсов для труднопаяемых медных сплавов можно найти в литературе.
Отдельно упомянем припои, содержащие кадмий. Этот металл снижает температуру плавления оловянно-свинцоых, серебренных и медных припоев, но он ядовит, легко испаряется и при пайке возможно образование его окислов коричневого цвета. Дым от такой пайки крайне опасен для лёгких, поэтому таких припоев следует избегать, либо работать под надёжной вытяжкой.
Вот, пожалуй, и всё, что касается пайки медных сплавов и латуней.
Но латуни и сами могут использоваться как твёрдый припой для чистой меди и сталей, сплавов железа и никеля.
Обычно для пайки железа достаточно иметь сплав меди типа «золота алхимиков», состоящий из двух частей меди и одной части цинка.
Его можно получить прямым сплавлением компонентов подходящей горелкой в выемке кирпича, добавляя к горячей меди цинк и буру, но при этом цинк часто вскипает и горит, поэтому, опять же, необходима вытяжка либо работать следует на открытом воздухе, обязательно в очках.
Пары окиси цинка также не являются полезными для органов дыхания и самого человека. Добавка в этот припой одного-двух процентов никеля (аноды радиоламп из него делали, он магнитный) делает цвет такой латуни слегка зеленоватым и повышает прочность спая.
Вредными в припое следует признать примеси свинца, висмута и других нерастворимых в твёрдой меди легкоплавких металлов, которые собираются на границах зёрен и делают металл хрупким при повышенной температуре (красноломкость).
Поэтому медь для приготовления латунного припоя следует тщательно отбирать, лучше всего применять медную электротехническую проволоку без остатков мягких припоев. Это же касается и цинка. Также при пайке железа следует признать вредным примесь кремния, которая упрочняет сам припой, но охрупчивает границу его с железом за счёт образования силицида железа.
В сплавленную жидкую латунь нужно погрузить железную проволоку толщиной миллиметра четыре и постепенно оттягивая жидкий металл, подогревая сам слиток, вытянуть палочку припоя, которой затем можно пользоваться для пайки.
В качестве припоя можно использовать и случайные куски латуни, ненужные латунные детали, стружку. Поскольку у нас нет заводской лаборатории для анализа их состава, то нужно проверить наличие кадмия по цвету осадка от дыма и проверить совместимость такого припоя с железом.
Для этого спаивают два гвоздя, смотрят, как их смачивает припой, а после остывания слегка проковывают, чтобы проверить хрупкость самого спая и припоя.
Если в припое содержится много фосфора, то он плохо растекается по железу и даёт крайне непрочное соединение. Однако, им можно паять чистый никель, который сам образует твёрдый раствор с фосфором, медно-никелевые сплавы и медь. Понятно, что судьёй и контролёром тут тоже может служить молоток.
Небольшая примесь фосфора, видимо, в доли процента, делает медь более легкоплавкой и способной хорошо смачивать железо. Но вредного действия на стык железа с припоем ещё не оказывает. Автор однажды имел возможность работать с медной ленточкой почти красного цвета, не очень твёрдой, не содержащей цинк, но, по цвету пламени, содержащей немного фосфора.
Это был остаток от штамповки чего-то из ленты. Этот припой хорошо работал, не дымил, как латунь и давал прочные и пластичные спаи с железом. Недостаточная предусмотрительность автора привела к тому, что он унес этого припоя только с килограмм, игнорируя тот факт, что остаток в ближайшее время неминуемо унесут бомжи, что и произошло на самом деле.
Поэтому, нужно учитывать в перспективных припоях и металлы легированные небольшим количеством фосфора. Но при нагреве готового спая медно-фосфорные припои быстро окисляются, даже быстрее, чем чистая медь. Поэтому наличие цинка важно для пайки тех же термопар, горелок паяльных ламп.
Термопары можно делать из нихромовой и константановой проволоки. Такие проволоки работают длительное время до шестисот градусов, если их спаять латунью. Будущий спай надо тщательно зачистить, обмотать тонким «плиточным нихромом», обмазать большим количеством мокрой буры и после смачивания латунью, сильно прогреть, чтобы часть нихрома могла раствориться, легируя латунь никелем и хромом. Такой спай обгорает медленно.
В целом, нужно считать твёрдую пайку латунью или серебром крайне удобным методом соединения железных деталей. Этот метод позволяет резко упростить изготовление различных изделий, от ключа для замка, до деталей вакуумной установки или телескопа. Напаивать токарные резцы. Однако, температуры паяльной лампы для плавления латуни недостаточно и нужно применять либо электролизёр либо пропан с кислородом.
Оба эти варианта, при наличии подходящих горелок малой мощности, пригодны и для ремонта медных радиаторов автомобилей. Понятно, что перегрев припоя оловянно-свинцового припоя таким пламенем нежелателен, приходиться добавлять в гремучий газ пары бензина, и «растушёвывать» зону нагрева. Испарение свинца опасно для работающего и нужно паять на открытом воздухе или под тягой.
Для пайки железа латунью с бурой чистое водородно-кислородное пламя слишком окислительное и горячее. Гремучий газ нужно обогащать парами бензина, либо добавлять тот же пропан. Горелка должна иметь достаточную мощность для быстрого нагрева деталей, что резко уменьшает их окисление.
Флюсы для пайки.
В различных книгах приведено большое количество рецептов паяльных флюсов. Однако для большинства работ достаточно всего несколько рецептов.
Канифоль. Хорошо флюсует до 200 градусов медь и медные сплавы. Не коррозионно-активна, но лучше её ударять с готового спая. Растворяется спиртом, но не бензином.
Ортофосфорная кислота. Не образует, в отличие от соляной, легкорастворимых солей с железом и медью. Коррозионная активность низкая, но при пайке радиодеталей и облуживании плат проникает в зазоры, откуда её удалить очень трудно, пропитывает даже стеклотекстолит. Для радиомонтажа непригодна. Не сильно дымит в пламени горелки, пары не коррозируют и она очень подходит для пайки оловянно-свинцовыми припоями автомобильных радиаторов. При многократном флюсовании убирает даже грязь из зазоров. Если не допускать перегревов, позволяет паять оловянно-свинцовыми припоями нержавеющую сталь. Паяльником можно работать по железу. После работы надо смывать водой. Слегка пассивирует железо.
Флюсы на основе хлористого цинка и хлористого аммония. Более активны, чем фосфорная кислота, сильно испаряются и дымят при нагреве. От их паров ржавеет железо. После пайки нужно тщательно удалять промывкой в воде. Для ответственных деталей желательно спаи пассивировать слабым раствором фосфорной кислоты либо содовым раствором с добавкой какого-либо бихромата.
Расплавленные щёлочи типа едкого натра, калия, их сплавы пригодны для лужения железа, нержавейки и меди паяльником. Позволяют работать водородным и водородно-кислородным пламенем. Добавка в пламя углеводородов дезактивирует флюс, хотя листы можно нагревать с обратной стороны. При пайке радиаторов позволяет хорошо пролудить даже корродированные бачки, сильно загрязнённые органикой. Отмывать следует водой. Флюс сильно разрушает кожу рук. После отмывки флюса можно паять лужённые поверхности с фосфорной кислотой. Пары и брызги вредны для глаз, кожи, лёгких, для рук. Сильной коррозии железа не вызывают.
Бура. Применяется для обычных паек железа латунью или серебрянными припоями, для пайки меди и латуни медно-фосфорными припоями или серебром. Расплав вязкий, хромсодержащие стали и сплавы флюсует только после хорошей зачистки и быстрого нагрева. Добавка борфтористых и фтористых солей повышает активность, но при этом выделяются и более вредные для здоровья человека пары. Пайка твёрдосплавных пластин возможна при быстром нагреве. Особенно плохо флюсует хороший сплав Т15К6, для которого рекомендуют флюс Ф-100. Свойства буры несколько улучшаются добавкой десяти-двадцати процентов пентабората калия, который можно получить, сливая горячий насыщенный раствор 30-ти граммов борной кислоты и десятипроцентный раствор 5,6 или шести граммов едкого калия. (Едкие щёлочи часто содержат избыток воды, что затрудняет дозировку.) Пентаборат при охлаждении раствора выпадает в осадок. (Едкий калий растворять можно только в холодной воде! Работать в очках!)
Бура не корродирует железо и её часто не удаляют после пайки. От влаги она постепенно вспучивается и превращается в противный белый порошок. Удалить буру со спая можно лёгкой проковкой молотком. Лучше действует пятипроцентный раствор серной или фосфорной кислоты. Чтобы он не растворял железо, в травильный раствор можно добавлять муку, «сухой спирт», формалин, хлебные корки, даже пиво! После стравливания буры и окислов, детали нужно промыть в воде щёткой и пассивировать в щелочном растворе бихромата, промыть в воде и высушить гигроскопичной бумагой или чистой х-б тряпкой. Для здоровья человека бура, как и борная кислота, вредны и опасны. Ими травят тараканов. С большими количествами растворов буры работать надо в перчатках. Нужно избегать их попадания в организм, хранить в отдельной таре и не с пищевыми продуктами.
Борфтористый калий KBF4. Относительно легкоплавкая и трудно растворимая в воде соль. Расплав чистого борфторида быстро растекается по меди и латуни, обеспечивает отличное растекание серебренных припоев. Его можно применять самостоятельно, либо добавлять в буру. При нагреве выделяет вредный для здоровья трехфотристый бор, поэтому работать нужно под тягой. Остатки флюса легко смываются водой.
Ю. Н. Бондаренко.
Привет. Както написал мне один из заказчиков, мол хочу заказать у вас портмоне, про которое я ранее здесь писал

Портмоне стало достаточно популярным, вызвавшее некоторый интерес у пользователей.
Изделие было сориентировано на ношения паспорта, пластивых карт, автодокументов и купюр в сложеном виде
И тут мой клиент заявляет:

Первой мыслью пришедшей мне в голову было увеличение высоты портмоне, и при этом получается что-то типо лонгера, который я несколько раз делал и предложил заказчику

Минус его - это его габариты, просто так в кармане носить не вариант, о чем я и предупредил

И тут меня осинило

Немного переделал выкройку и приступил к созданию портмоне, и через несколько дней портмоне прявилось на свет

На видео покажу функционал изделия, которое у меня получилось


Понимаю что ничего сверхъестественного, но хотел бы от вас прочесть коментарии этой идеи.
А особенно, мол проебать, так все сразу)
На этом пока все
По всем вопросам пишите в коментариях или на мою страницу в инстаграм
Вк
Для связи
👋 👋 👋 👋

Фото 0. Самодельные химические пробирки в самодельном штативе.
Стеклодувное дело удивительное занятие – по локоть в пламени, изменять форму такого волшебного материала как стекло. Замечу, весьма капризного и трудного в обработке любыми способами. Некоторая возня с горелками позволила в основном делать в их пламени некрупные детали для семейного занятия – витражного дела. Для последующего сплавления в специальной печи. Это нужный, но прискорбно простейший навык. Дочь приступившая в этом году к изучению школьной программы по химии подвигнула на новые эксперименты. Увы, сельская средняя школа не располагает средствами для содержания полноценного кабинета химии с демонстрацией экспериментов, лабораторными и практическими работами. Кроме прочего, к лаборатории должен в обязательном порядке прилагаться преподаветель-энтузиаст, а таковые были редкостью во все времена.
Решено по мере сил и времени организовать ребенку хотя бы простые эксперименты в домашней мастерской в импровизированной лаборатории. В качестве химической посуды, разумеется, можно использовать и небольшие стеклянные пузырьки из под специй, лекарств и т.д. Но изящнее и правильнее, по возможности, обзавестись настоящей химической посудой, как у всамомделишних химиков. Это воодушевляет, многие работы по организации даже такой импровизированной мини-лаборатории также способствуют привитию и совершенствованию полезных навыков, их следует выполнять вместе с юным химиком – будущим академиком.
Что потребовалось для выполнения работ.
Газовая горелка, заготовки – стеклянная трубка легкоплавких сортов, стеклодувный нож или треугольный надфиль, медицинский пинцет, мелочи.
При выполнении работ стекло размягчается в пламени горелки. Время когда стекло находится в нужной консистенции весьма коротко, слишком долгий нагрев также не желателен, он может приводить к неприятным эффектам в стекле. Операции приходится выполнять быстро, планировать их следует заранее.
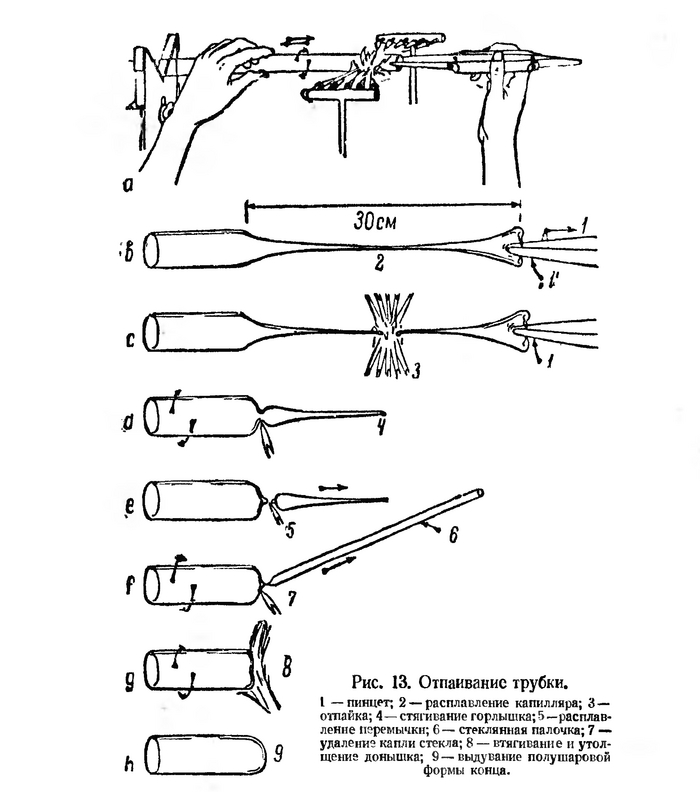
Рис.1. Последовательность действий при изготовлении донышка пробирки [1]. Обратите внимание на интересную стеклодувную горелку «американской» системы – со встречным пламенем (Рис. а)
Заготовки – по случаю мне досталось, увы, небольшое количество стеклянных трубок – именно остатков разорившегося неонового производства. Среди нескольких прочих, есть и немного трубок Ø 18 мм хорошо подходящих для пробирок. Трубку-заготовку стандартной длины разметил спиртовым маркером и разрезал на равные куски. Такой диаметр всё ещё можно резать стеклодувным ножом, на манер вскрытия ампул – круговым движением нанести царапину, растягивая, разрывая трубку в стороны, сломать ее. Тем не менее, усилия требуются значительные, разломы не всегда удаются удовлетворительного качества – часто неровны. Случившиеся неровные края выравнивал на алмазном инструменте смачивая его водой (Фото 2).

Фото 2. Алмазное колесико в оправке зажато в патроне сверлильного станка настроенного на 3000 об/мин. Второй рукой я слегка прижимаю к вращающемуся инструменту кусок мокрой губки.
Работа на горелке.
Моя настольная газо-воздушная горелка - небольшой мощности. Горючий газ получаю по месту в бензиновом карбюраторе стоящим под столом. Над рабочим столом вытяжка, на носу самодельные защитные «дидимовые» очки. Несмотря на несколько более высокую температуру сгорания паров бензина, трубка значительного диаметра размягчается неохотно – небольшой факел, не хватает тепла. Для увеличения мощности пламени, навстречу, подобно Рис.1 – а, поставил зажженную туристическую компактную газовую «паяльную лампу».

Фото 3. Работа на стеклодувной горелке. Хорошо виден яркий оранжевый «хвост» - попадающие в пламя ионы натрия из разогретого стекла. Свечение неполезно для незащищенных глаз. Стеклянную заготовку в пламени всегда вращают не допуская стекания размягченного
Выполнив подобия действий Рис. 1. получил пучок пробирок более или менее классической формы (Фото 4).

Фото 4. Мое первое стеклодувное приборостроение.
Увы, почти все они – сборник классических ошибок в данной работе (Фото 5, 6) в довершение и разной длины.
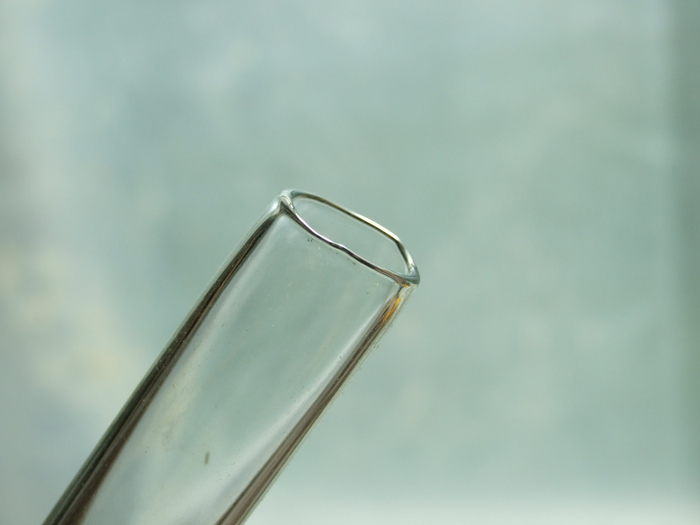
Фото 5. Неровное горлышко, еще и несколько зауженное из-за стягивания стекла при чрезмерном нагреве. Должно быть - несколько расширенное с ровным оплавленным краем. В таком горлышке лучше держится резиновая пробка, пробирку легче мыть.

Фото 6. Косое раздутое донышко с излишком-капелькой стекла. Сам бы руки оторвал такому стеклодуву.
Тем не менее, первый опыт сочтен удовлетворительным.
Что еще делают со стекляшками после изготовления? Конечно нейтрализуют внутренние напряжения! Они могут остаться после быстрого остывания стекла и породить трещины, а то и вовсе разорвать стекло. Предмет первой необходимости в стеклодувной мастерской – хотя бы простейший полярископ. Пропуская поляризованный свет через нашу стекляшку, по характерным цветным пятнам можно увидеть очаги внутренних напряжений. Для прибора нужен источник ровного белого света и два поляризационных фильтра. В наше время простейший полярископ можно соорудить из единственного фильтра – второй, вместе с источником света уже установлен в любом ЖК мониторе, нужно только вывести на экран белое поле.
Мой поляризационный фильтр – от ЖК экранчика небольшой носимой электронной игры. Попробуем его применить.
Для подсветки исследуемого образца выведем на ЖК монитор белый фон, например, создадим новый документ в редакторе «Блокнота» и откроем его. Работа поляризационного фильтра зависит от его положения, при наблюдениях приходится вращать его параллельно плоскости экрана до получения наилучшего изображения – отчетливо видимых фиолетовых пятен внутри образца, конечно если они есть.
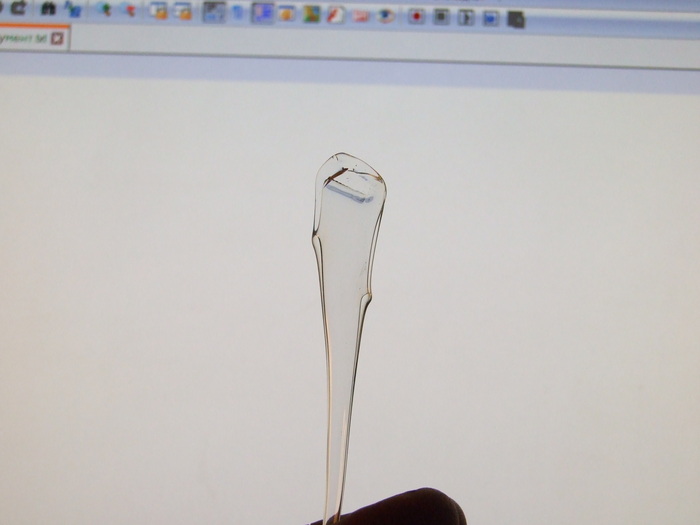
Фото 7. Стеклянная игла оставшаяся от пробирочных работ. Этот кусочек стекла подвергался сильным деформациям и внутренние напряжения содержит наверняка. При исследовании его невооруженным глазом – стекло как стекло.
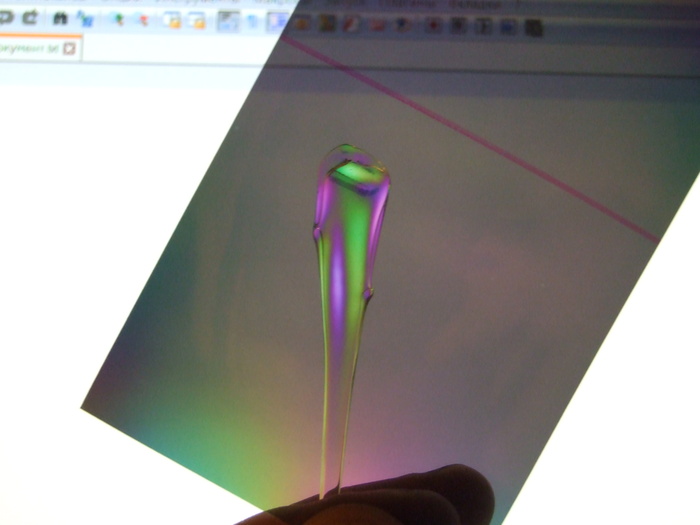
Фото 8. Применим наш поляризационный фильтр – ага, вот они родимые. Ясно, такие сильные напряжения оставлять нельзя – если это была бы нужная стекляшка, потребовался бы отжиг и повторное исследование.
Исследование стеклянной иглы оставшейся от стеклодувных работ, имеющей внутренние напряжения наверное, показали (Фото 7, 8) полную работоспособность фильтра и такого упрощенного полярископа.
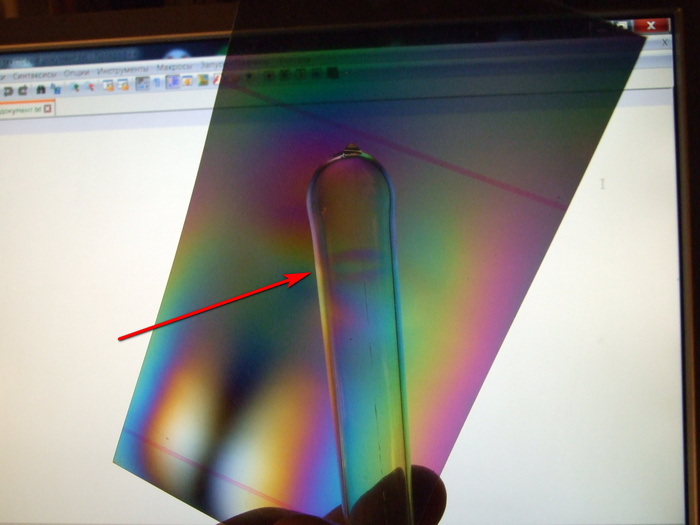
Фото 9. Исследование пробирки в поляризованном свете. Стрелкой отмечено незначительное кольцевое напряжение между зонами подвергавшимися сильному и умеренному нагреву. Такое же и у горлышка пробирки. Вынесенный вердикт - отжигать не обязательно.

Фото 10. Готовые пробирки в самодельном штативе.
Литература.
Д. Стронг. Техника физического эксперимента. ЛЕНИЗДАТ, 1948 г.
Babay Mazay, октябрь, 2021 г.
«Чат на чат» — новое развлекательное шоу RUTUBE. В нем два известных гостя соревнуются, у кого смешнее друзья. Звезды создают групповые чаты с близкими людьми и в каждом раунде присылают им забавные челленджи и задания. Команда, которая окажется креативнее, побеждает.
Реклама ООО «РУФОРМ», ИНН: 7714886605
Я решил поделится здесь организацией нашей домашней и совсем не коммерческой столярной мастерской, которой пользуется только мой отец и я. Начали обустраивать её мы лет 5 назад. Делаю я это с двумя целями, во-первых, поделится своими, во многом нахватанными в разных местах, идеями по её организации, а во-вторых, получить конструктивную критику и, мало ли, интересные соображения.

Общий вид
Первым делом надо сказать, что имеющаяся площадь – 25 кв. м плюс кладовая около 4 кв. м не позволяет организовать полноценную мастерскую, чтобы каждый станок имел бы вокруг достаточно места для удобства всех операций, может это и возможно, но я пока не понял как. Кроме этого, помещение находится в подвале, попасть туда можно только по лестнице, что тоже накладывает определенные ограничения. И поэтому все, что есть в мастерской на колесах. Это или неплохие колеса со стопорами, или, в случае с тяжелым оборудованием или с тем, которому даже гипотетическая подвижность скажется серьезно на безопасности, используются колеса с выдвижными опорами.

План мастерской
Мастерская представляет собой вытянутое в плане помещение с расширением в одном из концов. Все оборудование на схеме, кроме рейсмуса, стоит так, что возможно работать с небольшими заготовками, но почти всегда я переставляю все в такой конфигурации, которая для выполняемой операции максимально удобна. В этом случае не используемые станки разбегаются по стенам или прячутся в углах, а нужные встают в технологическую цепочку. Не все, что есть на этом плане куплено и реализовано, еще нет токарного станка, не доделан классический верстак, не сделана тумба для торцовочной пилы и не закончена столешница с раковиной и место для точила в кладовой.

Еще один общий вид
Так же сейчас в мастерской намного теснее, чем на плане, так как лежит листов 30 еще не раскроенной фанеры.
Более детальный рассказ начну с общих вопросов.
Во-первых – стружкоудаление. Одним из первых был куплен стружкоотсос JET DC-900A, вот такой.

JET DC-900A. Фото с сайта дилера
По мне очень неплохая штука, с одним инструментом работает идеально, подключать одновременно несколько используя заслонки я не пробовал, но думаю будут потери всасывания, поэтому решил, что буду использовать его мобильным, ставя там, где он нужен. Но я его модифицировал.

Модифицированный стружкоотсос с циклоном
Сварил более высокий металлический каркас на колесах. За счет более высокой посадки влез циклон с бочкой и есть место для небольшого циклона для пылесоса, который я еще не установил на место, он будет стоять на верху, а с циклоном я его соединю разводкой из канализационных труб и фитингов.
В итоге должен получится передвижной модуль с стружкоотсосом и пылесосом, каждый с циклоном. По мне это хорошо, так как некоторому инструменту, ленточной пиле или фрезерному столу, неплохо подсоединять и то и то в разные точки (у фрезерного стола, например, в упор – стружкоотсос, а пылесос к самом фрезеру снизу), и тогда стружки и пыли будет намного меньше. По моим наблюдениям с циклоном стружкоотсос стал работать эффективнее, и пока ведро не заполнено, в пакет ничего видимого вообще не попадает. На ведре высверлил и заклеил плотной пленкой смотровое окошко. Так намного удобнее, чем очищать пакет постоянно и чистить верхний мешок от стружки всех размеров. Циклоны покупал в магазине «ВсеЦиклоны.рф», для стружкоотсоса - GT500, для пылесоса(ов) – GT320K. На фото видно, что к конструкции на петлях приварена консоль, это будет выдвижная «рука», чтобы можно было выставлять, например, над циркулярной пилой шланг и собирать мелкую пыль, идею такой «руки», только огромной, я подглядел тут:

Установка для очистки воздуха и разводка вытяжной вентиляции на потолке
Это не единственное, что чистит воздух, еще в центре помещения висит самая маломощная система фильтрации от JET – AFS-400, но для моего объема явно достаточно.
Я вполне осознанно не стал пытаться сам сделать что-то подобное на вентиляционных вентиляторах из Леруа и фильтрах от Камаза, так как знаю, что бытовой вентилятор при таком использовании не сравнится с центробежной улиткой, а улитка достаточной мощности будет стоит чуть меньше, чем это устройство. На мой взгляд очищает эффективно, в помещении стало чище и свежее, но все равно почти все операции делаю в респираторе с фильтрами FFP3.
На этом же фото можно увидеть, как организована вытяжная вентиляция. Видно две трубы с грибками, которые приходят из кладовой, а там стоят канальные вентиляторы. Так же есть третья труба, которая заходит в основное помещение решеткой, она без принуждения и для постоянного проветривания. Зимой я закручиваю грибки почти полностью, если не нужно быстрого проветривания, так как оно и так дико сифонит, летом в помещении просто прохладно и свежо.

Вход приточной вентиляции, решетку еще не поставил
Чистый воздух попадает в помещение через приточную вентиляцию, которая заходит через два прямоугольных канала с противоположной стороны над входом в следующее помещение. Решетку тут еще не поставил.
В итоге и зимой и летом вентиляции хватает, чтобы за два-три часа выветрить все запахи после работы краскопультом с акриловыми лаками или красками, правда какой-то ядреный химический промышленный лак, которым я покрывал стяжку в техподполье по соседству, не выветривался дня 3.

Линия треков освещения вдоль длинной стороны помещения
Основное освещение выполнено по двум трекам, в прямоугольном выступе в плане висит дополнительная лампа, купленная очень давно, а также предусмотрены две типа «бра» на гибкой ножке, одна уже смонтирована.
Вообще за исключением этих двух точечных ламп освещение хоть и терпимое, но далеко не самое удачное, самый лучший свет я видел у Константина Жеренкова, вот тут: (с 9:30) он о нем подробно рассказывает, и у него в мастерской нет теней вообще, все в мягком рассеянном свете. Не советую делать как у меня, лучше, как у него!)))
Прежде чем перейти к станкам, покажу еще как в мастерской хранится все, включая пиломатериалы. Сейчас, как вы уже могли заметить, фанера и листовые материалы разбросаны по углам, это я еще буду решать. А вот доски уже хранятся на специальных консольных кронштейнах. Основное хранилище древесины устроено вот тут на стене.

Хранение пиломатериалов
Но есть еще верхние уровни длинного стеллажа, которые прекрасно видно на втором фото, сразу после плана. Там же устроено хранение инструмента и всяких приспособлений. Это очень удобное и не самое дешёвое решение я заказывал, но можно сделать что-то похожее на кабельных стойках. Типа таких.

Кабельные стойки в действии, фото из интернета
Получится дешевле, прочнее, но не будет перфорированных панелей, но это поправимо. В итоге из кабельных стоек я сделал полки в кладовую, если бы знал о них раньше, вероятно все бы на них делал.

Стеллажи на кабельных стойках в кладовой
Теперь можно перейти к самому интересному, к инструменту и станкам. Разных инструментов, аккумуляторных и нет, за время ремонтов, строительства дачи и так далее скопилось немало, но это не так интересно.
А по станкам, то, что мастерская в подвале и попасть сюда можно только по лестнице из дома или по наружной лестнице через котельную привело к ограничению, что все, что тут есть весит или состоит из частей не более 50 кг, а желательно 40, чтобы два взрослых мужчины могли занести это по лестнице. Единственно что стол фуганка весит около 60, но мы справились.

Фуганок Warrior W0109DL
Начнем с него, фуганок Warrior W0109DL, столы 120х15 см. Мне во всем нравится, большего размера тут размещать негде, а совсем маленькие c длиной столов около 70 см не удобны для хоть сколько длинных досок. Брал его, а не JET, так как американская защита мне нравится больше, чем европейская. Особых комментариев дать не могу, ну может кроме того, что для лучшего пылеудаления нужно заклеить щели между тумбой и столом, чего я еще не сделал.

Рейсмус Dewalt DW735
Рейсмус Dewalt DW735, по мне лучший в своем классе, но дорогой, изначально хотели Makita 2012, но он исчез из продажи, а ДР не отодвинешь))). Почти доделал для него тумбу, которую целиком подсмотрел тут. В тумбе еще осталось доделать фасады ящиков.
Пильный стол тоже выбрал Dewalt, маленький, который 7485, его уже выбирал целенаправленно, более крупный не взял, так как он тогда был раза в два дороже, а высоты распила мне у этого хватает. Не стал брать более дешевый, так как тут из коробки все идеально настроено и точно, упор идеальный, а с пильными столами таких приличных производителей более экономного инструмента, как Black&Decker, Einhell и так далее все равно много возни с точностью. Чугунную не стал брать, так как великовато и тяжело, и дороже.

Стол для пилы
Встроил пилу в специальный стол, который подглядел тут, но кое чего поменял. В частности, у меня есть точная регулировка положения пилы по высоте на болтах М10, вкрученных в гайки, вбитые в дерево, их положение фиксируется законтренными гайками, а на них опирается лист фанеры, на котором лежит пила. Под этим листом хранится каретка. Под столом спрятан пылесос Bosch GAS 12-25, купленный лет 5-6 назад, когда я делал ремонт в квартире у себя, одно из самых лучших приобретений, но теперь он ушел на пенсию и будет работать в столярной мастерской в щадящем режиме и только через циклон.)))

Ленточная пила PWBS-14CS
Ленточная пила – самый капризный и самый любимый станок в мастерской, хотя сейчас я понимаю, что мог бы купить и поскромнее, но тогда я думал, что буду сам на ней заготавливать доски и заготовки из небольших бревен, что смогу при помощи специально каретки обойтись без фуганка, забегу вперед, каретку я сделал (видна слева на верхних полках на фото сразу после плана), но фуганок она не заменила, это было очень наивно, хотя кругляк распускать можно. Первоначально я хотел купить JET JWBS-14OS, но потом посчитал, что если к ней докупить комплект для увеличения толщины пропила, поменять узлы фиксации ленты на подшипниковые, купить упор, то выходит чуть дешевле, чем эта, а она в 2 раза мощнее, у неё чугунные колеса, упор есть, намного более удобный рычаг сброса натяжения, а главное – есть лампочка! С другой стороны, когда я её покупал, только вышел 12 айфон, тогда он стоил дороже пилы, а сейчас в 4 раза её дешевле))) На мой взгляд можно себя радовать такими постоянными и серьезными вещами. Так же этот станок соответствует заявленному выше критерию, мы её разбирали на 4 части, самая тяжелая не больше 40 кг, цельную пилу со стальной рамой не занесли бы сюда. Сделал для неё основание и сделал его так, чтобы пила поднялась от пола только на 3 см.

Самодельный фрезерный стол
Фрезерный стол я пока сделал на базе Dewalt D26204 и его кромочной базы, но в ближайшее время я расширю отверстие и поставлю туда купленную Makita 2300. Как сделать стол подглядывал у HeARTwood тут, только по другому поставил профиль упора, и тут. Получился некий микс. Профиль для упора, другие профили, всякие ползуны и тд покупал в известном в узких кругах магазине Шипорезка, а последнее время предпочитаю их конкурентов в Пензе.

Опять он
В целом мне понравилась идея HeARTwood покрыть стол гетинаксом, но он сложен в обработке, очень тяжело пилится, фрезеруется и шлифуется. Отверстие в упоре фрезеровал сам, спасибо HeARTwood, и его инструкциям, получилось очень красиво, но на фото не видно… В тумбе тоже осталось доделать фасады ящиков. Стружкоотсос подсоединяется в профиль упора сзади.

И он же сзади. "Ниша" сзади по всей длине, чтобы можно было бы ставить вдоль длинной стены вплотную к радиатору
Сверлильный станок купил радиальный, предполагая, что может понадобится сверлить что-то большое, пока не пригодилось, но в целом доволен, очень согласен с высказыванием очень широко известного в узких кругах доктора, что лучше сверлильный станок «так себе», чем вообще никакой, а этот и не так себе.
Сверлильный станок JET JDR-34F
Напольное исполнение в итоге оказалось очень удобным, правда тут подвижное основание без всяких хитростей, как у ленточной пилы, и станок поднялся на 8-9 см, что не самое удачное решение, но терпимо.

Торцовочная пила, давно снята с производства, не найду модель
Торцовочная пила JET досталась мне совершенно случайно в ужасном состоянии, была полностью (кроме блока двигателя) перебрана, отмыта, смазана и собрана, но пока еще живет без тумбочки. Вообще пила хорошая, 90 градусов держит.

Выходы на пневмоинструмент
Пост для пневмоинструмента расположил почти у входа, отсюда удобно дотягиваться до любой точки в мастерской, и там за стеной в кладовой живет компрессор, соответственно сюда выведены шланг в катушке для инструмента, шланг для продувки и для покраски.

Разводка воздушной линии внутри кладовки и компрессор
А там внутри двухцилиндровый компрессор на 50 литров и типа 400 литров в час, и то и то не правда, объем около 38, производительность явно ниже, однако мне для всего, включая покраску HTE краскопультом хватает, конечно при постоянной подаче краски давление постепенно падает, но мы тут не автомобили красим, все норм выходит с небольшими перерывами. Думаю купить пневмошлифмашинку орбитальную и посмотреть, как с ней будет работать, есди да – точно хороший компрессор. Он пока временно соединен с дальнейшей разводкой витым шлангом с внутренним диаметром 8 мм, конечно, я это исправлю на что-то с внутренним диаметром не меньше 12. Далее следует змейка суммарной длиной 7 м, конечно, лучше делать не менее 15, но тут места не было, но и она собирает конденсат. Потом идет фильтр, после него кольцо и разводка на 3 выхода: первый для обдува, второй с регулятором давления и лубрикатором для инструмента, которому нужно масло, это шпилечные и гвоздевые пистолеты и так далее, третий еще с двумя фильтрами грубой очистки и одним тонкой – для покраски. Странно, что после прохождение воздуха через в сумме четырех рахных фильтров на краскопульте легко держится давление в 2.5-3 атм. Сейчас я бы сделал структуру с меньшим количеством фильтров, но эти верхние спаренные блоки были собраны задолго до того, как я собрал эту полипропиленовую краказябру с кольцом. Компрессор не плох, но у него конденсат ржавый, что говорит об отсутствии покраски ресивера внутри, это очень плохо и что-то надо делать…
Вот это собственно и все, спасибо за внимание! В завершении перечислю список моих любимых столярных блогеров, у которых я черпал некоторые идеи и которые меня вдохновляли своими приспособлениями и обустройством мастерских:
HeARTwood, тут комментарии излишни.
Mr.Vereschak, канадский блогер, у него очень много всяких красивых и с душой сделанных столов, тумб, верстаков, упоров и так далее. Относительно недавно он купил огромное помещение и делает там мастерскую мечты.
Yong_Je, меня пленили потрясающие столярные соединения и множество прекрасных самодельных инструментов и кондукторов.
Gökmen ALTUNTAŞ, этот автор из фанеры, направляющих для 3Д принтеров, линейных подшипников и так далее собрал себе все что можно, включая торцовку, ленточную пилу, фрезер домино и так далее, и все на базе небольшого количества ручного инструмента.
Константин Жеренков, очень много информации по обустройству настоящей профессиональной мастерской, самостоятельно созданный пневматический пресс для шпона и многое другое. Сразу видно, что перед нами скромный профессионал. Сейчас все модные берут слэб и заливают его эпоксидкой, потом ставят на купленные или криво сваренные ноги, а потом едут на Дикий DIY, а вот на этом канале можно многое почерпнуть из действительно профессиональной столярки. Не так много блогеров, которые рассказывают про работу со шпоном, про технологию производства лестниц и дверей, мебели на каркасе и облицованной ламелями и склеенной с учетом особенностей деформаций древесины.
Дедушка Аму, надеюсь его не надо представлять? Может это не имеет прямого отношения к современному профессиональному столярному мастерству, но это просто топ, меня и вдохновляет и расслабляет, так как пока я ною, какой-то дед в Китае за пару дней строит в своей деревне небольшой мост и делает это при помощи только ручного самодельного инструмента.
Ну и еще несколько блогеров, кто, как и упомянутый выше Gökmen ALTUNTAŞ, делает множество кондукторов, приспособлений, верстаков и других столов, инструментов и так далее из фанеры и разного: JSK-koubou, Paoson Woodworking, plywoodworking, YASUHIRO TV.
Еще раз спасибо за внимание!





