




С Новым годом!
Ура! Я отдыхаю.
Большие и малые работы окончены и сданы.

Блокноты из кожи. 160 деталей и 33 метра ручного шва.
2 последних месяца года работала без выходных с утра и до ночи. Но теперь можно полежать, почитать и отдохнуть несколько дней. А потом снова в работу с головой )
2023 у всех был разным. Дорогие пикабушники и мимокрокодилы! Сердечно поздравляю вас с Новым годом и желаю, чтоб 2024 был более успешным, счастливым, продуктивным, здоровым и богатым на позитивные эмоции.

Кот и Пёс
Ваши Кот, Пёс и я
Показать полностью
2

Новогоднее настроение
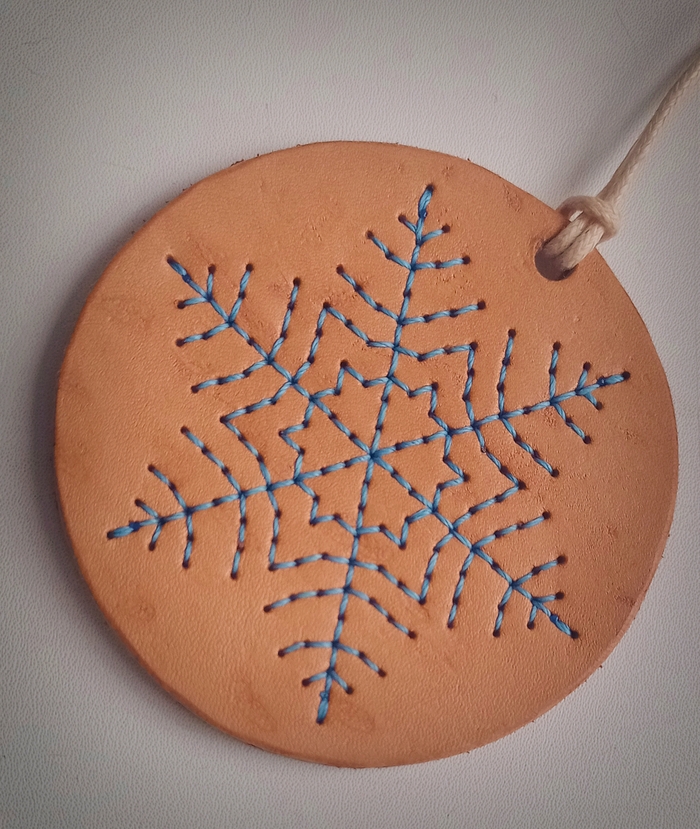
Украшение на ёлку...
Становится похоже на традицию...(в прошлый новый год тоже было украшение на ёлку).
Кожа краст 2.0мм нитки круглые 0.5мм.
Всех с наступающим!!!
Показать полностью
1
1

Просто обложка
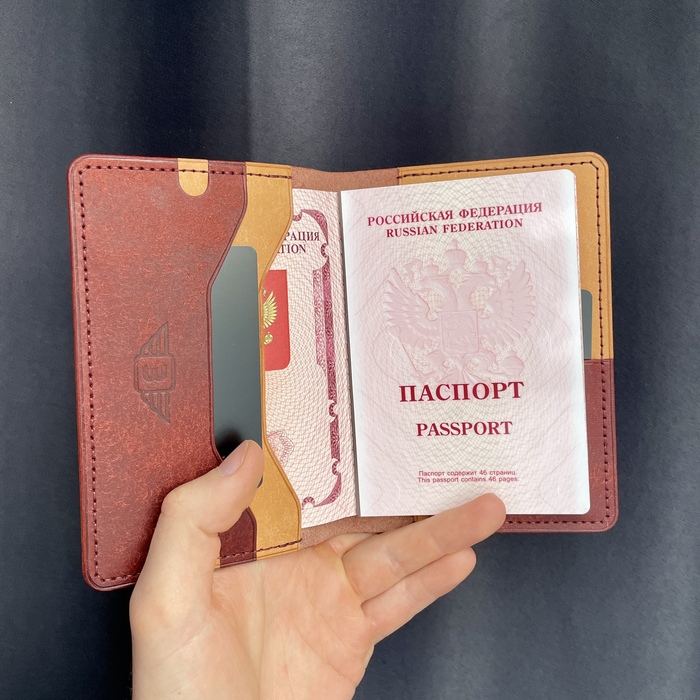
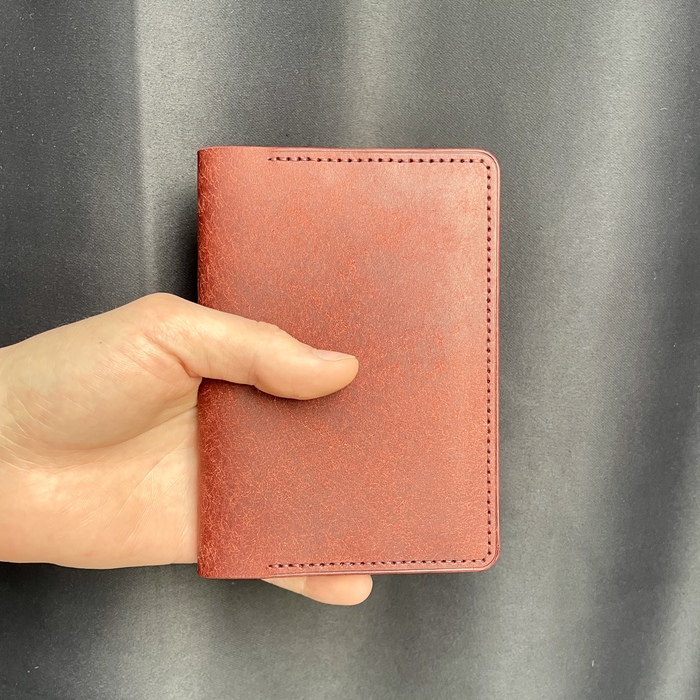


Сегодня в Воронеже выглянуло солнце!) Приятно было провести выходной за изготовлением изделия, всем советую

Тут делюсь другими своими работами и процессом, буду всем рад🙂 https://t.me/ZinSkin
Показать полностью
5
1

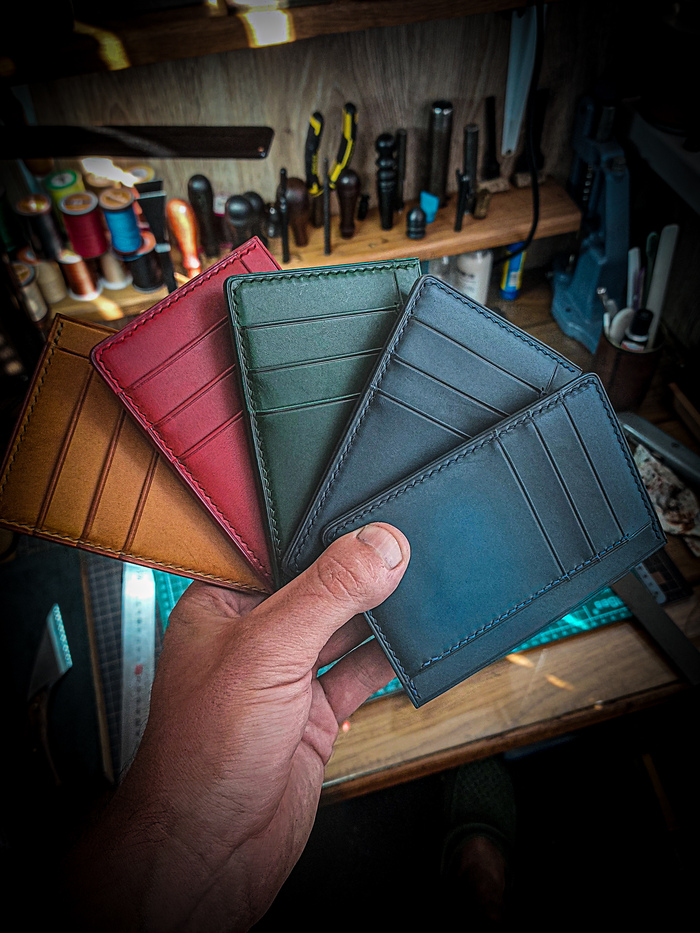
Картхолдер под СТС
Привет.
на рассмотрение такой вариант картхолдера.
На всех изделиях кожа растительного дубления в толщине до 1.5мм.
ручная работа, ручной шов.

И еще
Видео функционала
Показать полностью
2
1

Как подружиться с «шорным» ножом
Привет. Хочу поделиться своим опытом утоньшения натуральной кожи.
Сразу скажу, что я не знаю как на профессиональном языке называется данная процедура. Я слышал: брусовка, фальцовка, шпальтовка, шерфовка. Я буду называть просто «утоньшение кожи»
Если вы начинающий кожевник, необходимость сделать кожу тоньше возникает достаточно быстро.
Даже в таком простом изделии как «Кардхолдер» эту процедуру необходимо делать, что бы изделие получилось более-менее приличным.
Когда-то давно, я купил на авито вот такой нож за 500₽, продавец уверял что он им утоньшал кожу.
Как выяснилось- не соврал.

Да, это не шорный нож. В названии написал просто для понимания сути проблемы.
Это скорее нож «косяк» или что то типа того. Используется в обувном деле.
Если знаете как он правильно называется- дайте знать, что бы было проще найти в интернетах.
Продавец сказал что он сделан из инструментальной стали Р6. Вроде тоже не соврал, что-то похожее нацарапано на самом ноже. Что это за сталь и насколько она хороша- мне неизвестно.
Использую его только для одной цели, сделать кожу тоньше на кармашках для банковских карт, что бы не было толстого бутерброда из слоев кожи.
При необходимости, я могу этим ножом снять толщину с куска бОльшего размера. Получится конечно плохо, да и толщина будет гулять. Демонстрирую с целью показать что таким ножом можно контролировать толщину снимаемого слоя и у вас не будет сквозных прорезов кожи.
Что бы нож хорошо резал, он должен быть не только острым, но и правильно заточен.
Сейчас могу дать неправильный совет, пусть меня поправят знающие люди. Но у меня этот метод работает уже лет 5, наверное могу советовать опираясь на такую статистику.
Тут все просто. Та сторона ножа, которая будет прилегать к коже должна быть параллельной. А спуск ножа должен быть около 30 градусов.
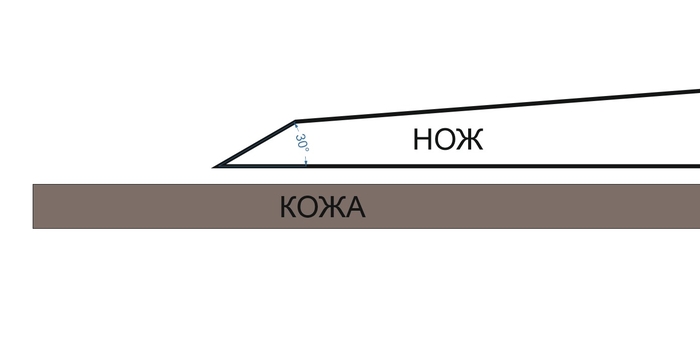
Я затачиваю только одну сторону ножа. А именно верхнюю, где нужно соблюсти угол 30 градусов.
Угол определяю «на глаз». Со временем рука сама принимает нужное положение при заточке.
Когда нож притупился, я правлю его на доске с кожей и пастой ГОИ. Паста вроде как не точит нож, она просто приводит в чувство режущую кромку.
Когда нож совсем затупился- точу на обычной наждачке с зерном 2000. Желательно на максимально ровной поверхности.
Допускаю что нагородил чуши и господа ножеделы накидают мне хуёв в панамку.
Я просто хотел показать простой способ решение конкретной задачи, без затрат на дорогие ножи, хотя бы на первых парах освоения ремесла.
Уверен что есть ножи лучше, а у меня просто со временем руки заточились именно под этот нож и отторгают всё другое. Но я совершенно об этом не жалею.
Данная простыня является моим субъективным опытом, и не претендует на 100% верную.
Остальные предъявы смело предъявляйте, всегда рад светской беседе с уважаемыми господами.
Показать полностью
2
2


Хобби с ароматом кожи
Доброго вам!
Всегда вспоминаю своего знакомого, который говорил:
- Человек без хобби менее интересен. Увлечение всегда должно быть. Это, как отдушина от серого быта.
Так случилось, что я увлёкся кожей. Сродни наркомании. Есть основная работа, но я всегда жду вечера, когда возьму пробойники, нить, иглы.
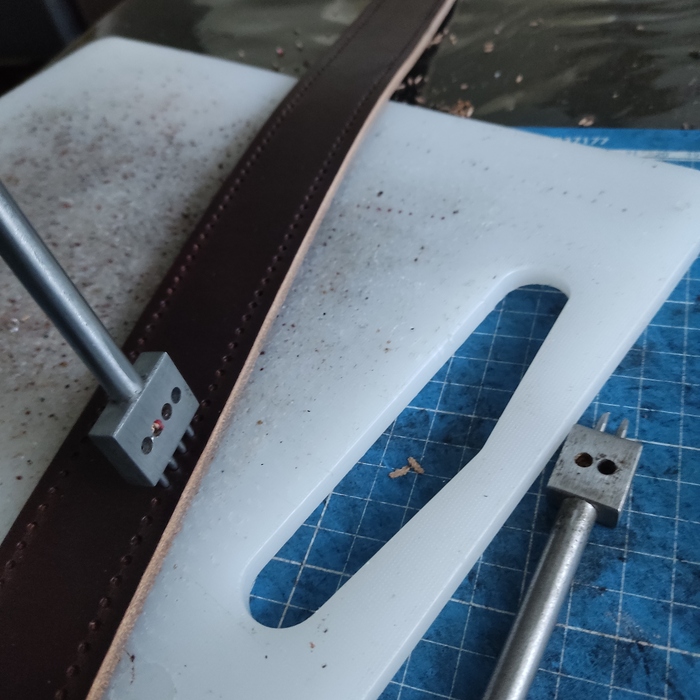
Не так давно заказали ремень. Была куплена английская ременная заготовка, заказал пряжку, винты и шлейку ручной работы, кованые, дождался заказа и начал.
Наметил предварительно отверстия.

Побесил жену и соседей. Стучать разрешаю себе до 21.00, ибо жить надо мирно.
Снял кромки.

Долго думал какую нить взять, но решился.))

Ручками, в 2 иглы, прошил полосу.

И вот что получилось.

Тут и фурнитура подошла. Поставить- дело не хитрое.



Ну, и вот что по итогу получилось. Брелок в подарок из рога сделал.
Доброго вам и хороших занятий!)
Показать полностью
9
1
Делаю пресс для горячего тиснения
Как и обещал, по завершении проекта пишу отчет о проделанной работе.
Чутка предыстории. Я произвожу немного гитарных аксессуаров, в том числе и кожаные гитарные ремни.
Для нанесения лого использовал обычный реечный пресс для автосервиса, нагревая клише газовой горелкой. Тема рабочая, но есть ряд недостатков. Большое усилие на рычаге. Глубина тиснения определяется настроением и массой тушки приложенной через рычаг. Температуру клише приходится контролировать инфракрасным термометром пистолетом. Для нескольких десятков изделий годиться. Но когда нужна партия из 500, то руки отсыхают.
Вспоминаем свое образование. Стартует проект в конце июля. Открываем фьюзжн 360 и поехали. Учился я конечно на компасе, но не уверен, что мак и компас это то что надо. А фьюжн есть урезанный и лицензионный без всяких танцев с бубном.
Преисполнилнивьшись энтузиазма и обложившись таблицами размеров диновского крепежа начинаем творить. Мой собственный рецепт удачного чертежа. Просидеть за работой несколько часов, покрутить, посмотреть, сказать, да ёб твою мать и закрыть проект без сохранения к хуям собачим. Пару дней почесать бибу, подумать над своим поведением. И с чистого листа начать сначала. Результатом пары дней и нескольких часов перед виртуальным кульманом становиться нечто, что можно покрутить, подвигать рычаги и посмотреть как и что работает.
Примерно когда электронная версия пресса была готова на 70 процентов я какого хуя поверил в себя и решил произвести разноплановый расчёт пресса. От усилия на рычаге и рабочего давления, до слабых мест, достаточно ли толщины валов. Лезу в Гугл. Уходит сорок минут, чтобы определить хотя бы тип пресса. Далее поиск онлайн калькуляторов расчета шарнирно-кривошипных рычагов. Натыкаюсь на ламповый советский фильм о расчете кривошипных и эксцентриковых прессах. Радуюсь, запасаюсь поп-корном и погнали. Через 20 минут очнулся на моменте про линейные ускорения, какие-то моменты угловых скоростей и что для расчета всего лишь надо взять обычный советский интеграл. Дяденька, я инженер то ненастоящий, я диплом в университете нашел. Ему же, блядь, в космос не лететь, да и что ему сделается, он же железный, прости господи. Хуяк-хуяк и в продакшн.
Модель готова, крепеж посчитан, осталось только родить то, что нельзя купить. Первым делом заказал ПИД терморегулятор Rex C100, он у нас будет терморегулировать и нагревательные элементы. Все поедет с алика и будет через месяц. Пока едет заказываем лазерную резку. С местными договорится не получилось. У одних лазер занят на серийном производстве и они не знают, когда смогут взять в работу, у вторых лазер не основной вид деятельности и мы вам посчитаем и позвоним, до сих пор не позвонили. Заказал онлайн где-то в Питере. Счет, договор, короче серьезные ребята.
Токарный станок у меня есть, но мой уровень владения не позволяет точить с квалитеты точнее трамвайной остановки. Все бронзовые втулки и шлифованные валы отдаем знакомому токарю на завод. Себе оставляем вкусный рычаг из ст45.
Всем задания раздали, в свободное время начинаем фрезерную обработку люминиевых деталей. Фрезеруем на хоббийном станке по дереву. Ну а хули делать, другого не завезли. Когда вырезалась первая деталь, на последнем проходе уголок обрезка затянуло под фрезу и само собой её попердолило. А по люминию у меня была одна фреза. И та 4 мм. Но заказывать новую не охота, переписывать программу обломно. Вторую деталь режем фрезой 3,175 и по дереву. Отличается от фрезы по алюминию наличием второй канавки и углом заточки. Ну да не страшно. Люминь то у нас Д16Т где то между сосной и буком.
Примеряем клише на первую деталь. Радуемся.

Тем временем прошло две недели и мы получили детали из Питера. Все чинно, благородно, на поддонах, в обрешетке. Но две детали лишние, одной не хватает, одна деталь без плоскости. А одну я забыл заказать. Написал рекламацию на завод, не приняли, так как нарушил срок подачи заявления. Детали я проверил только через две недели. А по кривой детали сказали проверить отклонение и дали ГОСТ, чтобы сверить. В гост то они уложились, но видимо этот гост для постройки сухогруза. Заказал недостающее у знакомых на плазме.
Получаем от токаря валы

Стальную монтажную плиту тоже грызем на нашем станке по дереву. Ой да эти ваши станки Savinsname даже фанеру не могут, у них портал слабый и вообще говно. Тут случился мой второй проёб. Программу писал под фрезу 4мм. А фреза была 3.175, кто ж на эти надписи то смотрит? Все отверстия в минусе. Да и хуй с ними, главное, что они на своих местах.
Во всех доступных отверстиях под резьбу режем резьбу. Сверлим отвестия под втулки и валы. Под них мне лазером нанесли центра. Сразу на лезере решил не вырезать, потому-то там что-то происходит с металлом на кромке, толи подкаляется, толи азотируется. Короче очень плохо обрабатывается, тупит сверла и вообще не по-христиански. На прихватки собираем детали попарно. Сверлим по очереди сверлами 5, 10, 15, 15,7. Разрезаем. Собираем из пары деталей готовую конструкцию, завариваем. Далее надо развернуть отверстия до 16мм. Развертка есть, а воротка под 14 квадрат нет. Ну не беда. Зато есть токарный станок. Зажимаем в патрон развертку и насаживаем задней бабкой деталь. Повторить с остальными деталями. Большая деталь от станины пресса никак не пролезала в наш детский тв-4. Два отверстия пришлось разворачивать руками, зажав развертку рычажной струбциной. Оказывается руками это достаточно тяжело.
Делаем черновую сборку
Разбираем и отвозим на порошковую окраску. Ручку красим обязательно в спортивный красный цвет.
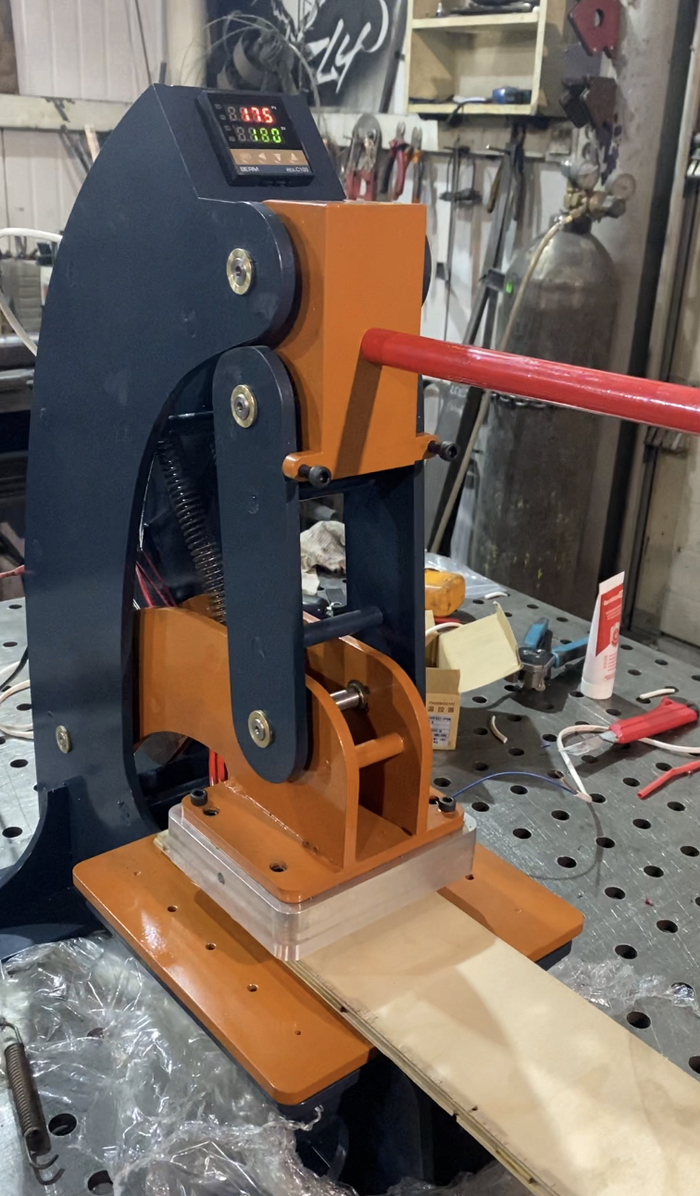
Забираем, собираем начисто, со стопорными кольцами. Автор мудак спроектировал так, что одно кольцо из 4 нельзя поставить. Не хватает пространства. Бронзовые втулки все равно вклеены на фиксатор. Впоследствии куплю стопорные шайбы и поставлю. Хотя кого я обманываю. Прокидываем провода, собираем электричество, обучаем регулятор. Греем и можно приступать к работе.
Доволен слонее любого слона. Усилия на рычаге практически нет. Повторяемость 100 из 100. Фиксация в точке максимального усилия. Температура держится в пределах 2 градусов. Хотя и тут 20 градусов погоды не делают. Из минусов. Греется сам пресс. Проложил между нагревательной плитой и станиной кожу 3мм. Помогло но не сильно. Надо что-то придумать. Из первого минуса выходит второй. Долго выходит на рабочую температуру. По замерам 15 минут от 20 до 180 градусов.
На проект ушло 4 календарных месяца. А самой работы примерно 7 полных рабочих дней с учетом проектирования.
Ну вот собственно и все. Всем успехов.
П.с. Куда использовать обрезки?

Показать полностью
4
6