

В продолжение темы микрометров
тут про микрометры Микрометр
Сегодня покажу пассаметры, которые в общем то являются разновидностью микрометров.
Пассаметр (рычажная скоба) — регулируемая скоба для более точных измерений внешних диаметров деталей типа тел вращения, таких как валы, оси, болты и т. п., а также для измерений толщин и длин.


ГОСТ 11098-75 делит скобы рычажные на 3 вида и говорит, что максимальный измеряемый размер бывает 750-1000 мм. Ну у меня такого чуда нет, есть самый ходовой инструмент.

Эти скобы относительно новые, с ценой деления 1 микрон. Кому интересны погрешности вот:
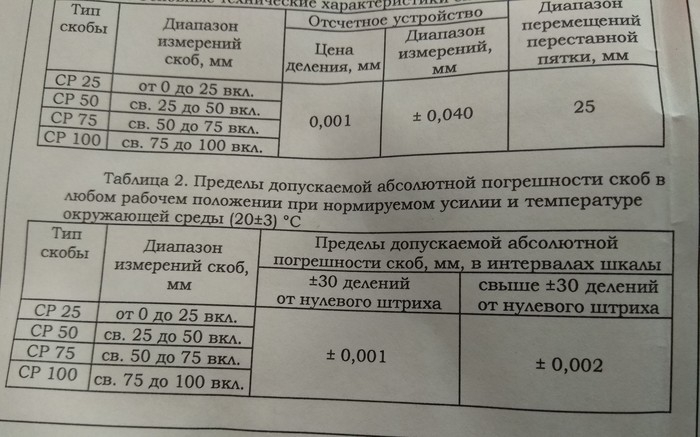
Шкала скоб постарше имеет цену деления 2 микрона.

Но вот такие старые, еще советские скобы , за счет округлой формы удобнее лежат в руке. Это касается скоб 0-25 и 25-50 мм, те что больше в любом случае неудобные и тяжелые. Скоба 0-25 мм весит 500-600 грамм, 25-50 мм - 750-680 , вроде немного, но когда измеряешь резьбу , держать скобу надо аккуратно, одной рукой, контролировать наклон и постоянно нащупывать проволочки. Если профиль не выдержан или еще какие дефекты, от напряжения рука очень быстро устает, еще проволочки все время норовят убежать.
Ещё плюс старых скоб - у них шкала +- 80 микрон, на новых 40 микрон. Я измеряю резьбу с допусками 150-230 микрон. С первого раза не угадаешь размер, приходится плитки чаще перебирать и заново настраивать.

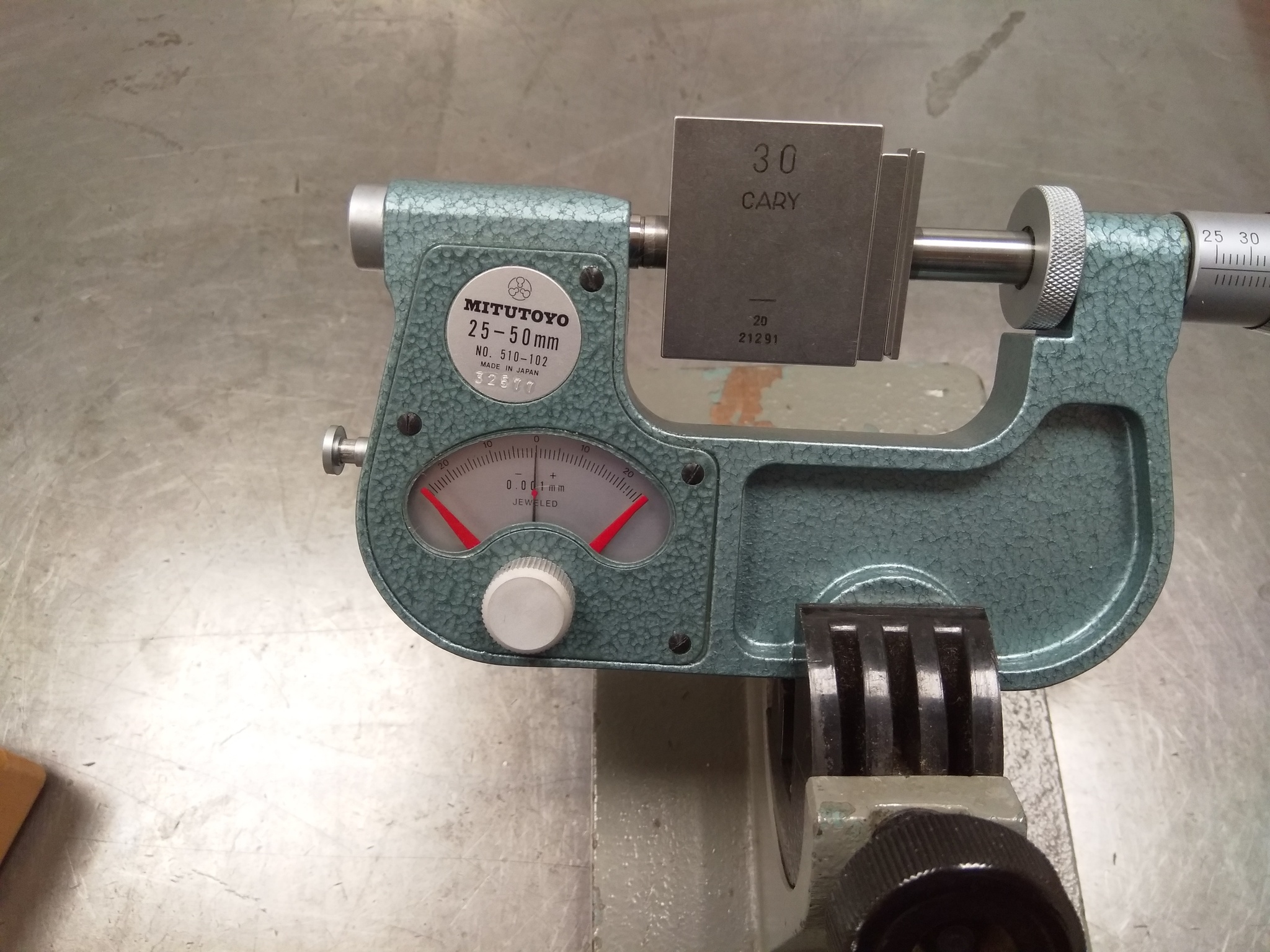
Есть еще вот такие скобы

Я сначала не поняла - для левшей что ли? Оказалось все просто - прибор фиксируется при работе. Зажимается в определенном месте, где попало зажимать нельзя.

Этот Митутой, лежит абсолютно новый уже много лет. Наши рабочие категорически не хотят пользоваться непривычным инструментом, так и лежат новенькие якобы забракованные угломеры, пассаметр и микрометры митутоевские. Справедливости ради, резьбы им мерить не получится, а гладкие детали очень даже удобно.
В комментариях к микрометрам писали, что лучше бы написать как это работает.
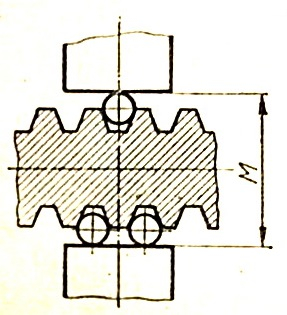
Ну вот вкратце. Допустим нужно измерить средний диаметр метрической резьбы методом трех проволочек. Метод сводится к тому, что у треугольника с углом 60° (равностороннего) все стороны равны и вписанная окружность будет касаться сторон треугольника как раз в середине.
У меня из подходящих нашелся только калибр КИ-НЕ М36×1.5-6g. По ГОСТУ 18465-73 мы выяснили, что средний диаметр 34,502 -0,006. Но нам нужен размер М с учетом проволочек, тот на который будет настраиваться пассаметр - по расчетам это 36,241.
Под каждый шаг резьбы подбираются проволочки с наивыгоднейшим диаметром, можно рассчитать по формулам, но все это уже посчитано до нас, достаточно заглянуть в нужную табличку. В нашем случае это проволочки 1,157
Набираем 36,241 концевыми мерами и на этот размер настраиваем пассаметр. Концевые меры протираем фланелькой, притираем аккуратно и плотно. Стрелочку прибора выставляем в 0, вращением барабана с переставной пяткой.
Нажимаем на арретир (кнопочка с торца около шкалы), подвижная пятка чуть поднимается, вынимаем концевые меры и вставляем на их место проверяемую деталь, в данном случае резьбу с вставленными проволочками.

С непривычки это сложно, проволочки выпадают, а надо рукой с прибором нащупать зыбкое положение, когда обе пятки упираются именно в проволочки, чтоб не было перекоса.
На Митутое так не измерить, берем старый пассаметр и делаем привычно навесу.

А дальше просто, смотрим на отклонение стрелки прибора и принимаем решение о годности или негодности этого калибра. Если стрелка отклонилась в минус не более, чем на 6 микрон, то калибр годный. Если стрелка ушла в плюс или сильно в минус, внимательно смотрим какие мы концевые меры набрали, вполне могли ошибиться и взять не ту из ячейки. Если с мерами не ошиблись, измеряем ещё раз, и только тогда констатирует непригодность.
Раз уж затронули проволочки, то вот фото тоненьких 0,202, они для резьбы с шагом 0,35. Для наглядности рядом положила обычную канцелярскую скрепку.
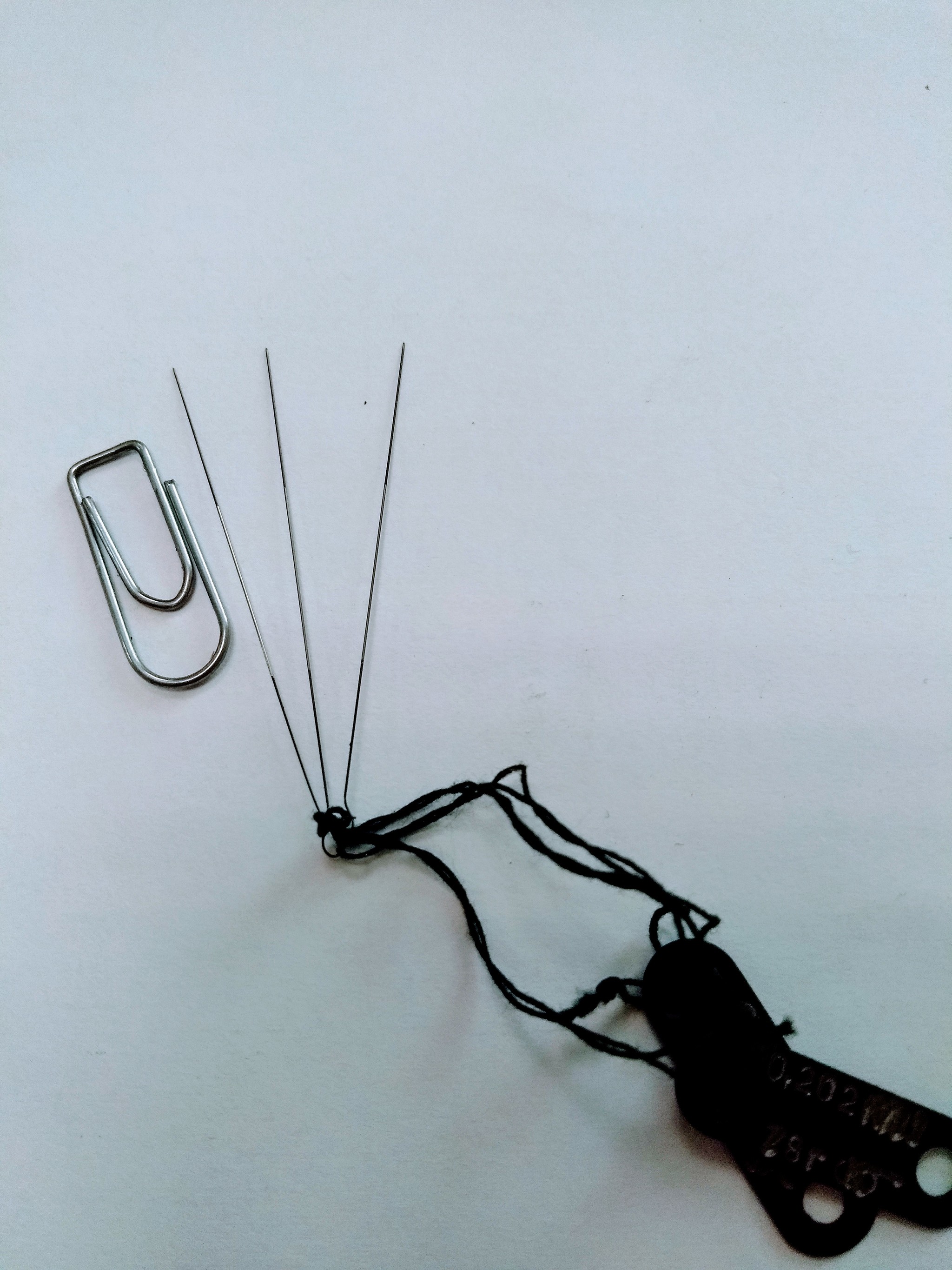
Работать с ними надо очень аккуратно, гнутся от любого неловкого движения. Гнутая проволочка непригодна. Быстро нагреваются от рук, а так как счёт идёт на микроны, это плохо.
А теперь вопрос к тем кто связан с измерениями - когда результаты измерений среднего диаметра на микроскопе и рычажной скобой имеют значительные различия, вы какие принимаете за истинные?