

Ответ на пост «Немного моей работы»
Осторожно,громко.
Показать полностью
1
Осторожно,громко.
Приветствую всех.
В очередной раз принесли редуктор со слизанными зубьями шестерни. Вообще шестерней очень много приносят от самых разнообразных механизмов.

Особенность в том что в шестерне вал и шестерня вокруг вала отливалась и потому вал и центральную часть будем сохранять, иначе приобретем много попаболи чтобы вал не провернуло.
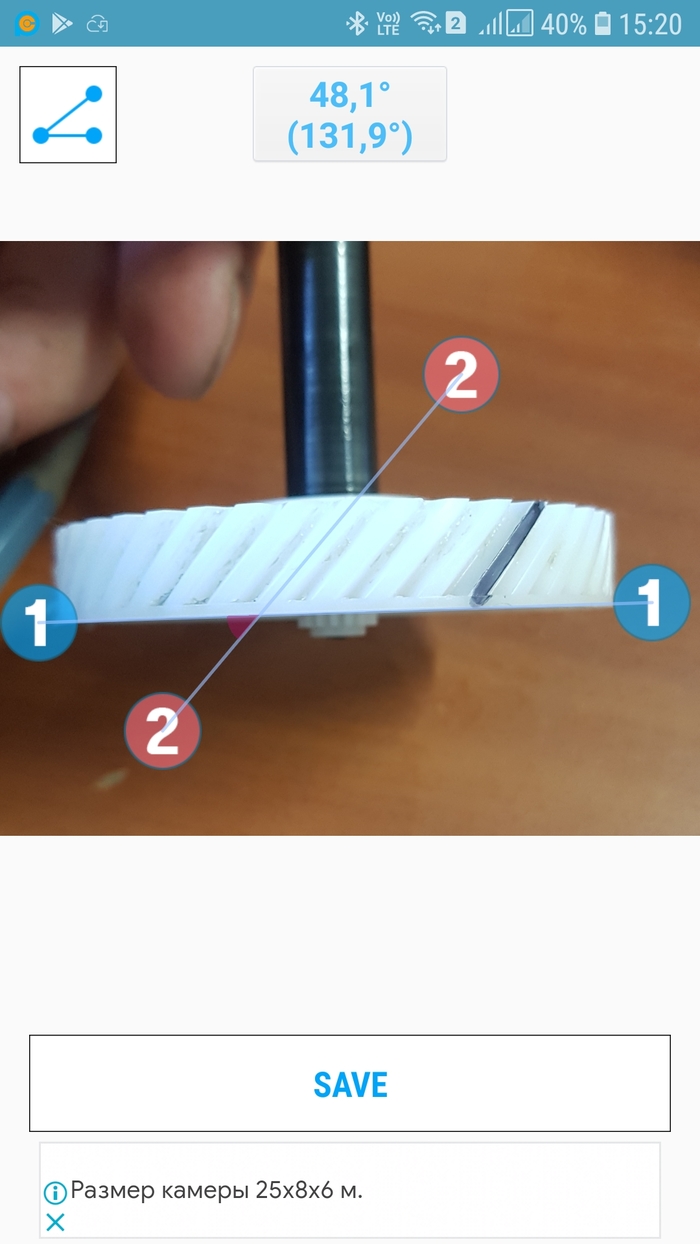
Делаем модель, для чего измеряем угол наклона зубьев с помощью телефона. Я всегда на всякий проверяю еще транспортиром и иголкой. Если сходятся показания то все ок.
Несем пациента в токарный

И сбриваем все лишнее

Берем болванку полиацеталя и делаем заготовку для обработки на ЧПУ фрезере.

Переставляем ее в поворотную ось и нарезаем зубья. их на фото плохо видно, но они там есть.

Тащим снова на токарник, обрезаем и женим вместе с помощью винтов. Получаем такую вундервафлю.

Все что торчит слегка прошел чтобы меньше торчало. Примеряем в редуктор.

Собственно профит.
Кстати интересно есть ли какие действенные надежные методы пересадки вала со шлицами, т.к. не всегда остается достаточное количество мяса. Вплавление вала допускаю только в крайних случаях. Заливку эпоксидкой забросил как такое себе занятие.
Приветствую всех.
Сошлись звезды и наконец то выдалась возможность сделать что-то для себя, то что облегчит тебе жизнь ЧПУшную. Без чего вполне можно обойтись и ты в принципе обходился, но с этим жизнь твоя будет проще.
Я вообще сам по своей натуре ленивый и потому если есть возможность что-то сделать чтобы потом что-то НЕ делать, то я однозначно за.
Да и сложилось так, что вместе с первым фрезером мне досталась китайская поворотка на волновом редукторе, с 80 патрончиком, но почему-то без обратных кулачков и задней бабки, отчего иногда была прям попаболь.
Собравшись с мужеством, через два года от принятия понимания неполноценности патрона))), был заказан новый 80 патрон. Судьба старого была предопределена.
Итак погнали.
Исходные данные:
1. Необходимо переустанавливать детали, базирующиеся относительно центра, с высокой, достаточной точностью. (реальное биение патрона порядка ~0,1мм и для большинства деталей этого хватит.)
2. Есть самоцентрирующийся патрон 80мм с 4 кулачками. Вида жутковатого, но дареному патрону в улитку не смотрят - работаем с тем что есть.
Задача:
3. Надо запилить основание для патрона чтобы можно было крепить его на столе.
Материальное обеспечение:
4. Надо поискать кусок плиты алюминия. 20мм.
В недрах мастерской был найден кусок люмишки, сплав АМГ 30мм. Но пилить его до 20мм такая себе затея.
Потому напяливаем пейсы и погнали в магазин заготовок в надежде поживиться плитой 20мм. - один фиг за бронзой ехать. По прибытию и разведке на местности пейсы встают дыбом - обнаруживаем кусок 20 плиты в охренительном размере и по аху...какой дорогой цене. Внутренний еврей веско убеждает что пилить 30мм плиту до 20мм идея просто огонь - стружку сдадим)) На том и решаем.
Накидываем простенькую модельку, нежно кладем на станок 30-ю плиту чтобы пальцы не прищемить и начинаем выборку.

Забыл сфоткать плиту как положил - остановил через минуту после старта.
Берем черновую фрезу 6мм и перерабатываем Аймашинингом в стружку 10 мм. алюминия. На столе к СОЖ начинают подмешиваться скупые еврейские слезы.

Меняем на обычную 6-ку, подчищаем плоскости и режем контур.

Берем длинную 6-ку и делаем чистовой проход по периметру, сверлим отверстия.

Снимаем и вырезаем. Я не добираю до низа 0,15мм - деталь остается надежно закреплена. Цикл с перемычками я не очень люблю из-за зарезов в момент вертикальных ходов.
И да, снизу она еще на двухстороннем скотче. Н - надежность.

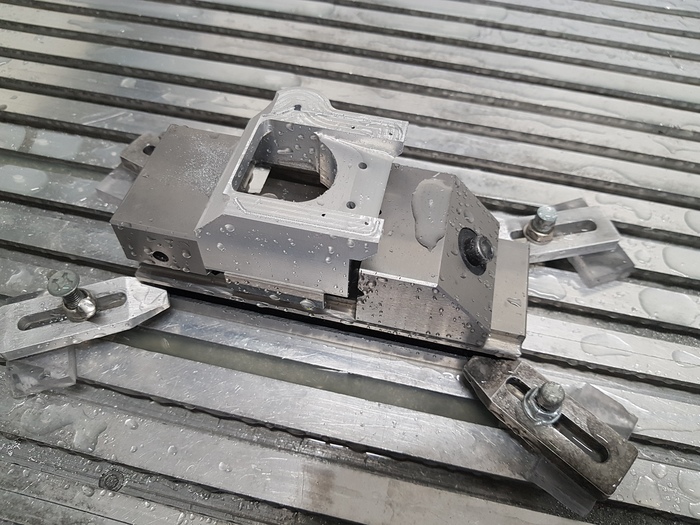
Примерка пациента - все отлично.

Переворачиваем, сверлим отверстия под болты чтобы вровень выпирали.
Вставляем кулачки и идем в магаз за болтами чтобы патрон прикрутить - нужной длины нет.
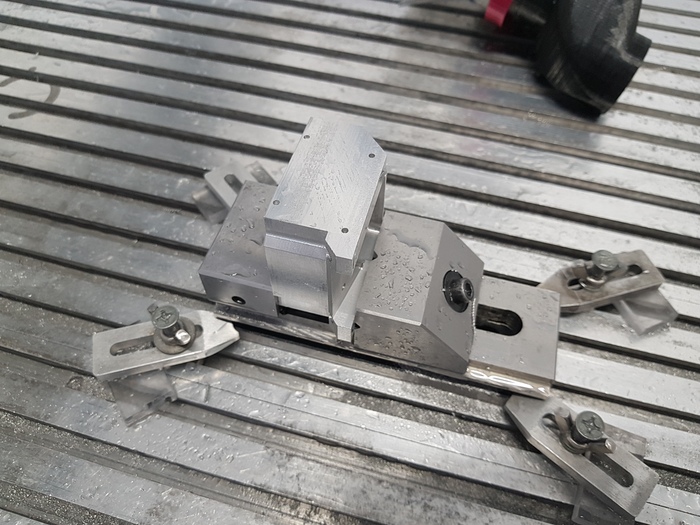
На финале имеем это:

Впереди практические испытания на удобство пользования - бронзу я купил как раз для работ такого характера.
Единственное что беспокоит на старте - что будет внутри патрона, т.к. его сож будет поливать, а внутри него фактически колодец. Может есть у кого опыт использования таких вундервафель?
Спасибо за внимание!
Первая станкостроительная компания в ноябре 2021 года поставила два токарно-карусельных станка моделей 1516Ф3 и 1525Ф3 для российских предприятий. Станки оснащены комплектной системой ЧПУ (Числовое программное управление) японской фирмы FANUC.

Основное преимущество станков с ЧПУ заключается в существенном повышении уровня автоматизации основных рабочих процессов: участие оператора сводится к минимуму, оборудование работает практически автономно. Алгоритм выполнения технологических операций прописан в управляющей программе. Дополнительные опции системы ЧПУ позволяют одновременно работать двумя суппортами.
В режиме JOG станком можно управлять в ручном режиме, с помощью рабочих крестов или выносным маховичком.

Токарно-карусельный станок 1516Ф3 изготовлен для металлургического завода «Северный металлоцентр» г. Санкт-Петербург — предприятие специализируется на производстве поковок. Максимальный диаметр обработки 1600мм.

Токарно-карусельный станок 1525Ф3 изготовлен для предприятия «Транспорт-электропривод» г. Кемерово. Предприятие изготавливает различное горно-шахтное оборудование. Станок позволяет обрабатывать детали диаметром до 2500мм.
Всем привет. Меня зовут Дмитрий, решил что пора все же запилить свой первый пост на Пикабу. У меня небольшая мастерская в Санкт-Петербурге и я занимаюсь изготовлением на заказ самых разнообразных изделий и деталей.
Я уже 6 лет как подсел на ЧПУ. Сначала все началось с казалось бы безобидного 3д принтера, но я ошибся. Сначала был один 3д принтер, потом их через два года стало двое, потом они подтянули к себе фотополимерник. От одного принтера я смог избавиться, но пришла новая напасть - подогнали юзаный китайский ЧПУ фрезер на круглых валах с люфтами 0,4 мм., и без единого концевика!!!!!!

Когда я его подосвоил и сделал на нем первый заказ я как раз узнал про его люфты, и когда отдавал Заказчику это был просто испанский стыд, о чем я его предупредил и сделал скидку. Заказчик повертел детали в руках, сказал мне норм и решил скидкой не пользоваться.
Как говорится все что ни делается - все к лучшему, т.к. именно тогда я понял что мне действительно не хватает. Покурил форумы, поднапрягся материально, сделал заказ и стал обладателем хорошего ЧПУ станка хоббийного уровня. И т.к. я здесь собираюсь выкладывать фото своих работ и процесса изготовления, то для уважаемых обладателей и пользователей техники за 100500 денег сделаю акцет, что хорошего, а не охрененно дорогого и отличного.
Итак погнали.
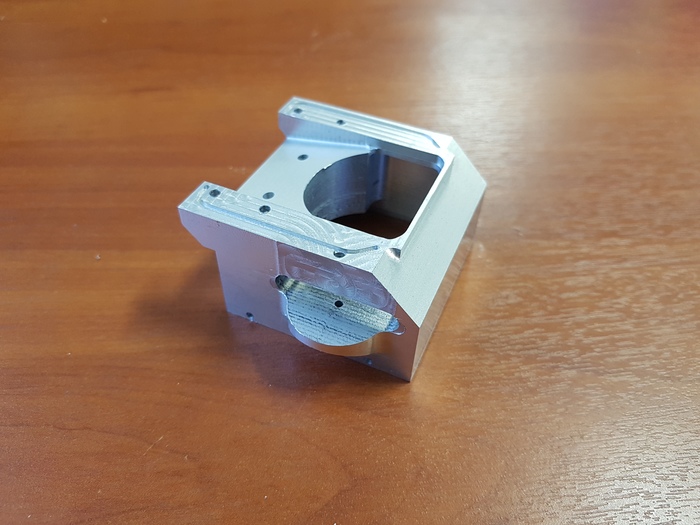
Имеем заказ на корпус для оборудования. В посте только одна его часть. Материал алюминий Д16, толщиной 35мм. Толщина детали 31,5мм. Корпус имеет непростую геометрию и обрабатывается в 4 положениях. На отлюбись ее делать нельзя, т.к. она сопряжена еще с 2 деталями, отверстия и резьбы мелкие, и если где-то что-то пролюбить, то это будет проблема.
Начинаем снимать лишнюю толщину и углубляться.



Выбрали внутрянку и начинаем резать контур.

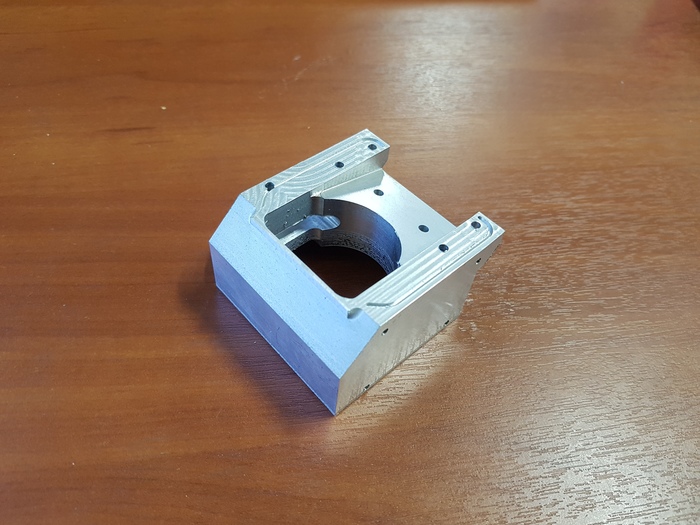
Подчищаем наклонные плоскости, делаем отверстия и сверлимся где надо. В первом положении обработку заканчиваем с таким результатом:

Берем китайские точные тиски, выставляем по рычажному индикатору (Т-точность) и погнали дальше. Чтобы ничего не запилить лишнего под деталь кладем КМД. Как они меня регулярно выручают, хз как без них жил раньше.

Поворачиваем и пилим

Ну и еще разок. Но тут проще - тут сверловка только.
Ну и сам результат.
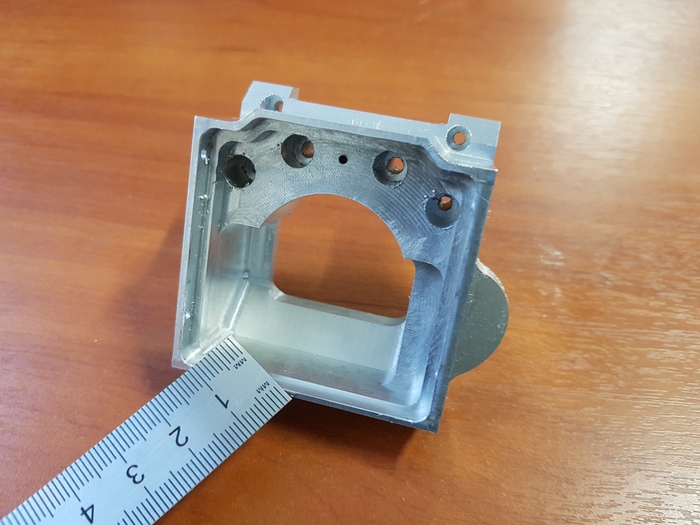
Деталь не на 100% идеальна по внешке, есть местами затиры от хвостовика фрезы, т.к. глубина порой большая и на вылете в 30мм фреза 4мм. издает очень неприличные звуки, но деваться некуда. Еще при чистовом проходе контура фреза на самом дне начинает звенеть и только там, что тоже сказывается - как победить не придумал еще. Но эта деталь еще красится будет, потому у Заказчика вопросов не вызывает.
Принимайте в ряды ЧПУ Пикабушников)))))
Здравствуйте, уважаемые коллеги и интересующиеся! Так уж получилось, что работаю я инженером-технологом в компании, которая занимается продажами инструмента и должность заставляет меня быть компетентным. В данном посте я хотел бы описать, как работают керамические концевые фрезы, зачем они вообще нужны, как происходит подготовка производства и сколько примерно это стоит.
Что вообще представляет из себя керамика? По сути, это оксиды, или соли различных минералов. Как пример, это глина и посуда из неё. Если Вы представляете себе, как делается посуда, то примерно так же делаются и прочие изделия, в том числе токарные, или фрезерные пластинки и концевые фрезы. Отличия не очень существенны, да и компании-производители стараются держать свои технологии в тайне. Где то нагрев происходит под давлением, где то керамику чем то армируют, таких тонкостей я к сожалению не знаю.
А что по физическим свойствам? Ту всё сразу же становится интереснее для металлообработки: Керамика очень твердая, хоть и хрупкая (например оксид алюминия по шкале Мооса имеет 9 единиц твердости), а также керамика очень легко переносит нагрев. Поэтому то её и начали использовать для обработки труднообрабатываемых материалов!
Для примера я решил использовать керамическую пластину для обработки жаропрочной стали на основе никеля, для обработки жаропрочки НК78Т на токарном станке. С твердым сплавом, максимальная скорость, которую я дал бы заготовке, это 40-50метров в минуту, с обильным охлаждением эмульсией, при этом стойкость пластины по времени составила бы максимум 30 минут. А с керамикой я с легкостью увеличиваю скорость до 250 метров в минуту, при этом уменьшая примерно вдвое подачу на оборот. В результате скорость обработки вырастает в 2,5-3 раза!
Теперь конкретно по концевым фрезам.
Использовать их начали не так уж и давно, насколько я знаю, в России они буквально лет пять, и используют их там, где фрезерование твердым сплавом неоправданно долго и соответственно дорого. Для примера могу предложить крыльчатку горячей части какой-нибудь турбины. Твердым сплавом её можно ковырять три месяца, убить инструмента на сотни тысяч рублей, зарплату рабочим, эксплуатация станка, отопление, освещение и тому подобные вещи.
Про подготовку производства.
Керамические концевые фрезы очень капризные, при любом чихе на них образуются трещины. сколы, и в итоге она разлетается, как бронебойный снаряд.
Для начала нужно понимать, что не всякая керамика подойдет конкретно к Вашему материалу. Бывают химические несоответствия. Выражаться это будет в возникновении наростов, которые ни в коем случае нельзя снимать руками, потому что нарост обязательно возьмет с собой кусочек режущий кромки и фрезу придется отправлять в мусор.
Также фрезе требуется постоянство температуры- при написании программы необходимо постараться минимизировать холостые ходы, обеспечив постоянную нагрузку. Прерывистая термическая нагрузка чревата так называемым термошком: это когда на кромке образуются микротрещины, эти трещины расширяются и фреза разлетается, пробивая всё на своем пути, как я уже писал выше. Производители рекомендуют обеспечить высокую скорость вращения инструмента (300-1000 м/мин), тут лучше обращаться к каталогам, у всех производителей по разному. Также ни в коем случае не стоит использовать встречное фрезерование, только попутное.
Написал первый пост, прямо таки расстался с невинностью)
Прошу не пинать за всевозможные ошибки, я изо всех сил постараюсь ответить на вопросы, или разъяснить, если что то непонятно
Отличаются от простых тем, что они охрененно твердые и соответственно могут резать каленые стали и им в принципе плевать на перегрев.


