Опыт, полученный в ходе починки перегоревшей фехралевой спирали накаливания в муфельной печи (1150 С). 1. Пайка медью не работает. Спаять-то получилось, с четвертого раза-то :), но проработало 35 секунд. ИИ от Гугла вообще предложил паять ПОС-61 :) 2. Сработало соединение нержавеющим болтом, тут очень помог токарный станок, провертеть поперечное отверстие в болтике М6. 3. Что бы погнуть фехраль, его надо греть докрасна. Иначе просто сломается.
Полгода назад мнения пикабушников разделились на диаметрально противоположные. Одни сказали: "Лети наш гордый орёл Давай, Лиса, у тебя всё получится." Другие решительно заявили, что оторвать бы таким затейникам лапы и голову заодно, чтобы материалы не переводила. "Фу такой быть." - сказали они - "Сразу видно, фигнёй мается, лишь бы плюсиков заработать." Часть пожеланий реализовалась в виде отломанной руки в фиксаторе, но так просто меня не остановить. Всё, несите ваши плюсики мне в загребущую лапу, осыпайте меня ими. А про зубы волка сама в курсе, дработаю.
6 месяцев назад, начало работы с металлом. Во все периоды работа велась в свободное от безделья работы время:
4 месяца назад, уже внятная форма:
3 месяца назад, продолжаю работать над детализацией:
2 месяца назад:
Последние темлячные бусины, сейчас. Рука уже сломана и в фиксаторе.
1/2
1/3
Волк. Длина морды 2см., ширина и высота 1см.
Ну что, летим дальше? Спасибо всем, кто поддержал и от души давал советы в комментариях, без них было бы гораздо сложнее. И тем, кто сказал, что ничего не получится. Это всегда повод закуситься и идти вперёд.
Чем заняться в те томительные дни, когда ты сидишь на больничном с отломанной и собранной на болтах рукой? Замоделить и отлить новую темлячную бусину "Анатомическое сердце". Размер 2х1,5,1см, материал - ЦАМ, чернение.
Сфотано "как смогла", это почему-то был один из самых сложных этапов процесса.
От написания обзоров меня слегка отвлекла тема выбора мопеда или скутера и четыре смены подряд, потому что коллега повредила ногу. К этому приплюсовалась извечная проблема того, что в сутки не докладывают ещё часа четыре как минимум и их нужно откуда-то добыть, например поменьше есть и спать. С обзорами секс-игрушек я исправляюсь, а пока результаты прыжков с муфельной печью и 3D принтером.
Как было сказано в одном из комментариев: "Когда вы выясните, что модели сами в принтер не попадают..." Моделирование пришлось осваивать почти с нуля, потому что давние навыки работы в 3D Max давали базу, но Blender всё-таки немного от него отличается. Плюс хотелось получить качественную отливку из металла, чтобы закрепить полученные навыки.
Что получилось на данный момент.
Отлита голова волка. Первая отливка, которая меня порадовала по качеству, кроме зубов, которые в процессе прое... куда-то делись. Размеры 3х2х1,5см.
1/5
С нуля раньше был замоделен, сейчас доведён до ума и напечатан брелок Versta 54. Дырочка в ушке потом будет просверливаться, потому что пока ушки лить не получается. Диаметр 3см.
С нуля замоделен первый прототип пряжки, нуждающийся в доработке и на мой взгляд - слабый по дизайну. Но хотелось посмотреть, как выходит рельеф и понять, как с ним работать дальше. Сфотала ещё мокрым, про недочёты в курсе, но замечания выслушаю с интересом и без обид. Размер 4,5х6х1,5см.
Перестав бояться муфельную печь и узнав, зачем нужны кнопки у неё в программаторе, я двинула дальше в поисках ценных металлов. Я поскреблась в окошко маленькой будки пункта приёма цветных металлов, рядом с которой валялась куча всего интересного и даже на взгляд очень тяжёлого. В продаже меди и латуни мне отказали, сказав что не сезон и самим мало. - Алюминия вам сколько нужно? - устало спросил приёмщик. Мне предложили полтонны, я показала нерыболовный жест в ответ, обозначая маленький кусочек.
Мне принесли нечто, ассоциирующееся у меня только со словами "рессора от трактора Беларусь". - Алюминий? - прищурила я глаз с видом знатока. - Чистопородный! - заверили меня в ответ. В интернете предлагали погнуть деталь, чтобы отличить настоящий алюминий от подделки. В крайнем случае сломать и осмотреть излом. Я же просто тащила девятикилограммовую бандуру к машине и думала, как нашинковать её голыми женскими руками без болгарки.
Плоскогубцы для обозначения масштабов бедствия
Из подручных средств для разделки свежедобытого алюминия у меня был только ручной миниатюрный лобзик по металлу. За полчаса я отпилила пару небольших кусочков. Вердикт был суров, но справедлив: "Это онанизм какой-то."
Электролобзик, который использовался до сих пор только по дереву, в теории мог отпиливать не слишком толстый металл. Сгоняв за пилками по металлу, я отковыряла ещё пару кусочков уже с гораздо меньшими усилиями. Для тех, кто сейчас набрал полный рот слюны, чтобы плюнуть мне в глаз со словами про болгарку - она в планах есть.
Следующим шагом по плану шло изучение изготовления внятных гипсовых форм под отливку и пройти процесс вытапливания воска. Этап изготовления силиконовых форм по мастер-модели было решено вычеркнуть, чтобы не тратить время. Старый силикон у меня протух, а закупки нового бюджет уже не выдержал бы. Поэтому в ход пошли завалявшиеся в углу гаража формы для шоколада. Ювелирный воск до меня в тот момент ещё не доехал, так что восковки решено было отливать нашим любимым дендрофекльным способом - на сто грамм парафиновой свечи кладём один стержень для клеевого пистолета и растапливаем смесь.
Так как формы для шоколада имеют лирический уклон, то отлит оленёнок и пара разных цветов. Смесь для заливки показала себя прекрасно - одно ухо и рог у оленёнка не пролились и были нарощены с помощью паяльника и такой-то матери. Литники отлила из той же самой смеси, всосанной в трубочку для коктейля, которую после застывания смеси разрезала. На вкус - нормально, но немного горячо.
Для замеса гипсово-песчаной смеси был приспособлен венчик от миксера на шуруповёрт и штука получилась бомбическая по производительности. Дырка в дне стаканчика порокрутилась быстро, неожиданно и была обнаружена только в момент переноски тары. Вы знаете как отмывается формовочная смесь от столов, стульев и одной отдельно взятой женщины? Я теперь знаю - не так уж и сложно.
Одним из самых удачных приобретений в гараж я считаю мини-духовку, в которой уже запекалась полимерная глина, топился пластилин и сегодня она была назначена ответственной за вытопку воска из форм. Готовить в этой шайтан-машине я уже не рискну, но с производственными задачами она справляется на ура, попутно поддерживая тепло в помещении.
Первые формы получились очень хрупкие и одна даже треснула в процессе. Такие подойдут для разовых отливок, но хотелось больше прочности. Профессиональную формосмесь заказывать и ждать не хотелось, решено было опробовать наш любимый метод "из говна и палок", который оказался вполне удачным. При замесе очередной партии была добавлена Cemmix CemFix - добавка для строительных смесей и форма получилась гораздо более прочная.
Очередной вывод по заливке получившихся форм оказался неутешительным - металл не всегда течёт туда, куда ты задумал. Оленёнок оказался мутантом и алюминия на его отливку оказалось маловато.
Цветок более-менее порадовал и был отправлен на переплавку вместе с недолитым гомункулусом.
За время экспериментов в свободное от работы, сборов на охоту, домашних дел и прочего безделья время, доехал ювелирный воск, который я увлечённо принялась портить.
Внезапно выяснилось, что инструмента для ковыряния воска у меня под рукой нет. Конечно, кому такие мелочи в голову приходят заранее? покопавшись в углу гаража, я нашла немного завалявшихся с давних времён маникюрных принадлежностей и сбацала из них заточки, теперь ласково называемые в обиходе "ковырлами".
Резцы по воску были заказаны и приехали тупые. "Может, так оно и нужно?" - подумала я и попыталась колупнуть ими воск. Воск плевать хотел на вжуханья по нему тупыми железками. Я сидела около трофейного самодельного токарного станка и доводила до ума очередную партию заточек.
Вишенкой на торте этого забега в сторону плавки металла стала покупка 3D принтера. Мечтала я о нём уже очень давно, но внезапно позвонил бывший начальник и фанат принтеров. "Беги скорее, там скидка и сейчас она закончится." - коротко сообщил он. Шесть тысяч на дороге не валяются и я рванула искать деньги для исполнения мечты и затыкания бреши в бюджете.
Так что теперь предстоит сущая мелочь - освоить 3D принтер, который я видела только на картинках и теперь в коробке, в которой он сегодня приехал. Но это же сущие пустяки, согласитесь?
Кто-то скажет, что охреневшая баба-рукожоп фигнёй мается. Лучше бы платюшко купила и о великом подумала, а не вот это вот всё. А я вам отвечу - когда-нибудь наступает время и возраст, когда тебя задолбало откладывать исполнение своих мечт во имя семьи, блага общества и прочих вопросов мирового масштаба. И простой аргумент "потому что я так хочу" внезапно обретает смысл.
Мне всегда казалось, что муфельная печь создана для того, чтобы делать жизнь обычной женщины несколько проще. На видео лёгким движением руки переливали расплавленный металл в идеальную, как жопка младенца, форму и всё было совершенно очевидно. Как в рассказах про ремонт машины, когда вжух и нужная деталь уже лежит под рукой, а потом мастер протирает руки чистой ветошью и улыбается прямо в экран. Рассказывая, что с этим справится даже ребёнок. "Какую деталь?" - стонут под видео зрители - "Покажите процесс!"
Программатор муфельной печи сделали для людей, крепких духом и с недюжинной смекалкой. Я внимательно прочитала инструкцию и поняла, что печь хочет общения. "Вы обратили внимание как печи нужно показывать температурную полку?" - спрашивали в ней и добавляли немножко буковок к циферкам, которые надлежало написать на бумажке. "В таком виде программу можно отдать печи." - победно радовались создатели.
Отлично справившись с первой частью и взяв чистую бумажку с ручкой, я мучительно пыталась сообразить, какие циферки нужно написать на ней, чтобы получить жидкий алюминий. Этот космический аппарат не хотел просто плавить металлы, он хотел нагреваться и остывать по какой-то своей сложносочинённой логике.
"Нагрею до 700 градусов и хватит ссать, женщина!" - подбодрила себя я, снимая защитную крышку с программатора. Он показывал много циферок, слегка разбавленных буковками, там встречались SP и SV и ещё что-то, казавшееся на первый взгляд иероглифами. На каждую кнопочку приходилось по несколько функций и нажимать их надлежало в строго определённом порядке. Как свести накарябанное на бумажке "грейся, зараза" с кнопками - выражалось в оптимистичной фразе: "Работа с листиком и ручкой закончена. В результате неё мы получили программу, которую поймёт наш терморегулятор."
"Посмотрите на терморегулятор." - было обозначено в следующем шаге. Я внимательно осмотрела коробочку с кнопками, приветливо светящуюся зелёными, белыми и оранжевыми иероглифами и циферками. Понятнее не стало ровным счётом ничего. Печь была живым организмом, который требовалось лелеять, холить и общаться. "Зелёный экран показывает расчётную температуру, к которой стремится печь." - я надеялась, что моя печь тоже будет к чему-то стремится.
Каждая кнопка была воплощением развилки дорог перед камнем, на котором написано - "Долго нажмёте - на главный экран попадёте, коротко нажмёте - на оранжевый экран попадёте, в любом другом месте нажмёте - разряд измените."
Я лежала перед печью и тыкала в кнопки, пытаясь понять логику происходящего. Инструкция подбодряла: "История программирования кажется сложной и запутанной. Но разобраться нужно. Приступим к разбору. Сначала работа с бумагой и ручкой (печь пока не трогаем). Что вы хотите от печи? Запишите простым русским языком."
"Расплавь мне алюминий." - подумала я и высунув язык от усердия, написала про нагрев до 700 градусов, старательно приписывая рекомендованные SP и t. "Вы обратили внимание как печи нужно показывать температурную полку?" - заботливо спрашивала инструкция. Я сидела перед печкой с полными отчаяния глазами и бумажкой в руках, показывая ей все полки вместе взятые.
"Запускаем программу!" - в видео подробно показывали пальцем на буковки и циферки, рассказывая, как эти замечательные люди сейчас запустят уже введённую программу. Я в отчаянии шмыгнула носом, потому что процесс ввода по-прежнему хранился в строжайшей тайне. Начинать предлагалось с SP1, печь упорно хотела запускаться с SP21. Я уговаривала её убрать двойку перед единицей, печь ехидно ржала в ответ.
Чувствуя себя обезьяной с гранатой, я уселась перед космическим аппаратом, в качестве шутки выглядевшей как муфельная печь, и принялась заново тыкать в кнопки. Печка задорно перемаргивалась со мной циферками и буковками. Можете смеяться и говорить что это абсолютно очевидно, но через час хаотичного тыканья я сварганила из этого оранжево-зелёно-белого хаоса внятную программу запуска на луну плавки металла и даже получила первую безумно корявую отливку.
Я сидела с лепёшкой алюминия в руках и праздновала победу. Программирование печи было совершенно очевидным, главное - на бумажке записать и отдать терморегулятору. А дальше он сам разберётся.
Блок управления предназначен для управления самодельной печью для фьюзинга (декоративное спекание цветных стекол) и сконструирован как часть печи – на боковой ее стенке. Это позволило ввести внутрь блока управления все выводы (нагревателей и термопары) через стенку, выводы при этом максимально короткие, переходные межблочные кабели, провода, разъемы или клеммы отсутствуют. Высокоэффективная теплоизоляция и воздушный зазор не позволяют блоку управления перегреваться во время работы.
Нагреватели печи – 12 шт, объединены в три группы (3 фазы) по 4 последовательно включенных нагревателя 2 кВт. Получилось 3 группы по 500 Вт, общая мощность печи соответственно – 1.5 кВт. Для коммутации нагревателей применены самодельные электронные ключи на симисторах, аналоги твердотельных реле. Конструктивно, каждый ключ-модуль собран на алюминиевом основании (используется как теплоотвод) от старого жесткого диска ПК.
Все промежуточные соединения проволочных нагревателей внутри рабочей камеры (сварены), наружу выходят только выводы групп, контролировать целостность всех этих соединений и самих нагревателей позволяют самодельные трансформаторные датчики тока с индикаторами на передней панели блока.
Здесь, применен программируемый термоконтроллер от паяльной станции для микросхем в BGA (выводы-контактные площадки на дне микросхемы) корпусах. Конструкция корпуса не позволяет монтировать такую микросхему паяльником, ее прогревают насквозь. При этом очевидны также высокие требования к точности поддержания термопрофиля и возможность регулировать скорости нарастания и спада температур. Это роднит обе задачи, практика также показала полную пригодность такого контроллера для спекания стекол. Контроллер китайского производства прекрасно работает и много дешевле специализированных приборов.
Что было использовано для работы.
Набор инструментов для некрупной слесарной работы, набор инструментов для электромонтажа.
Материалы – кроме радиоэлементов понадобилась листовая сталь для корпуса прибора, кусочек оргстекла для лицевой панели, крепеж, мелочи, ЛКМ.
К делу.
На одну из боковых сторон (правую, под рабочую руку) верхней части печи (откидывающейся крышки) выведены все электрические выводы – 6 выводов от 3 групп нагревателей (3 фазы), выводы термопары. Заранее, до монтажа огнеупорной футеровки печи в раму с этой стороны вварены ряд винтов М5 для крепления блока управления.
Между металлической платой-основанием БУ и рамой печи оставил воздушный зазор для вентиляции. 12…15 мм. Для этого под плату, на каждый винт накрутил по нескольку гаек с шайбами.
Первым делом вырезал пластину-основание для монтажа элементов блока управления (далее БУ). Листовая сталь 1.5 мм, болгарка. Просверлил и волшебным надфилем подогнал отверстия так, чтобы плата точно садилась на торчащий крепеж, керамические изоляторы легко проходили через соответствующие отверстия.
Подобрал по месту удобное расположение трех модулей-электронных ключей, просверлил отверстия для их крепления, вырезал детали для передней и задней стенок БУ. На передней стенке блока вырезал проемы для установки элементов управления и индикации.
В местах предполагаемой прокладки жгутов проводов просверлил отверстия для их крепления.
Монтаж передней и задней стенок с треугольниками-подкосами сделал пайкой.
Использовал обычный ПОС-60 и кислотный витражный флюс, но по стали хорошо работают и «паяльная кислота» (хлористый цинк) и кислота ортофосфорная. Железки массивные, кроме мощного паяльника лучше применить и дополнительный подогрев. Здесь применена лабораторная электрическая плитка. Вместе с паяльником 150 Вт они прекрасно справились с задачей. Подогрев газовой горелкой или строительным феном менее удобен и может привести к короблению тонкого металла. После пайки не откладывая, следует отмыть остатки флюса. Теплой водой со щеткой, а лучше слабым раствором соды.
Индикация целостности нагревателей (трансформаторы тока) собрана на миниатюрных неоновых лампочках.
Расценил эту информацию как справочную и вспомогательную и чтобы не уподоблять БУ новогодней елке, индикаторы сделал не слишком яркими, малого диаметра и около края лицевой панели. Яркость подобрал токоограничивающими сопротивлениями, «точечности» добился, выпустив наружу блока только маленькие стеклянные шарики на конце, торце баллона лампочек. Получилось чудо как хорошо, индикацию хорошо видно, но глаза не режет. Для установки лампочки впаял в простую печатную платку, она крепится к панели двумя отрезками толстого медного провода. Пайкой. Снаружи индикаторы прикрыты слоем оргстекла.
Трехфазный «автомат» на 10 А установлен на отрезке DIN рейки припаянном к основанию. По краю квадратика «раскоса» насверлил отверстий для крепления проводов, жгутов.
Подготовленное основание с передней-задней панелью зачистил-обезжирил-покрасил. Поработал наждачной бумагой, протер тряпочкой смоченной бензином, покрасил грунтом-эмалью по ржавчине в два слоя.
После полного высыхания основания установил (впаял) платку с неоновыми лампочками, привинтил модули-симисторные ключи.
Из пластинки оргстекла выпилил прозрачную накладку для передней панели, вычертил и распечатал пояснительные надписи для нее. Прозрачная панель не имеет собственного крепления и удерживается крепежом установочных элементов – кнопок и термоконтроллера.
Панель в сборе установил на печь. Гайки-шайбы стопорные шайбы. Выступающие части винтов спилил тонким абразивным диском УШМ.
Электромонтаж.
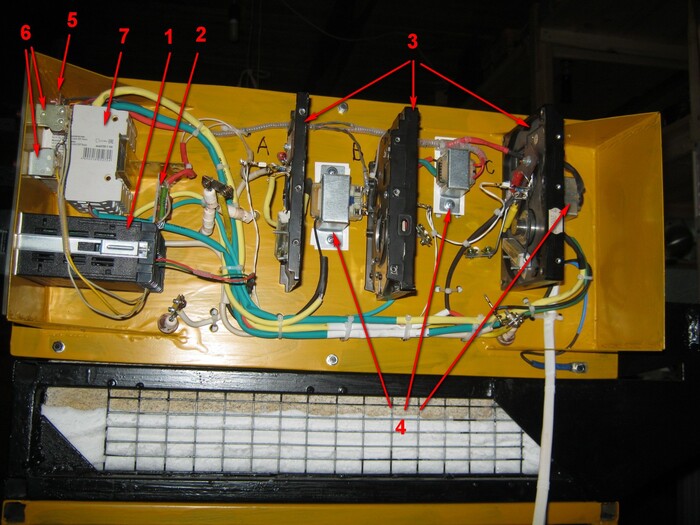
Вид на монтаж готового блока.
Проволочные выводы групп нагревателей соединены с нетонким медным проводом через металлическую деталь – элемент мощной винтовой клеммы. Печь управляется программируемым контроллером Altec-410 (поз.1); для сопряжения с симисторными ключами применен промежуточный модуль (поз.2) жесткие проволочные выводы которого зажаты в винтовых клеммах контроллера. Управляющий сигнал поступает на три симисторных модуля (поз.3); целостность цепей (нагревателей) контролируется трансформаторами тока (поз.4) с индикаторами на передней панели (поз.5). Для пуска и остановки программы, к контроллеру подключены внешние кнопки (поз.6) кнопка «пуск» должна при работе удерживаться в замкнутом состоянии. Трехфазное напряжение подается через автоматические выключатели (поз.7).
Кабель питания – пятипроводный («ноль», 3 фазы, заземление) и составлен из двух мягких проводов в двойной изоляции (2-х и 3-х жильный), соответствующего сечения.
Печь стоит отдельно, розетка питания расположена на потолке.
После опробования БУ в работе, из оцинкованной стали 0,45 мм гнутьем был изготовлен П-образный кожух. Верхняя передняя его сторона несколько удлинена и образует небольшой козырек над передней панелью блока. Это уменьшает скапливание пыли и мусора на выступающих частях, уменьшает боковую засветку. Для циркуляции воздуха внутри блока на верхней и нижней стенках кожуха размечены и просверлены поля отверстий в соответствии с расположением радиаторов ключей. Крепится кожух четырьмя саморезами.
Блок управления на крышке открытой печи для фьюзинга.
Фьюзинг - сплавление цветных стекол в печи - одна из самых интересных областей при работе с декоративным стеклом. Занятие относительно новое, получило развитие и распространение с разработкой цветных стекол с одинаковым КТР (коэффициентом температурного расширения). Главное препятствие для занятий такого рода творчеством – дорогая печь, особенно, если речь идет о сколь ни будь существенных размерах. Здесь описана самодельная печь для фьюзинга с рабочей камерой 300х400 мм и полезной высотой 120 мм. Это позволит кроме спекания плоских заготовок, еще и формовать (моллировать) стекло на невысоких моделях, отжигать довольно крупные стекляшки, например, выполненные стеклодувным способом. Печь проста, не содержит дорогих и дефицитных материалов, потребляет немного электричества. Общая мощность печи 1.5 кВт, ее можно включать, в том числе и в квартирную, гаражную сеть. Футеровка печи выполнена на основе рулонных огнеупорных материалов. В числе прочего, это дало и невысокую массу печи – ее без труда могут переносить два человека. Разъединив печь (верх-низ), она помещается в легковой автомобиль для перевозки. Это дает возможность использовать печь на выездных семинарах и мастер-классах. В стационарных условиях печь установлена на специальном столике, ее проволочные нагреватели объединены в три группы и подключены к разным фазам трехфазной сети.
Столик. Рама печи. Сварены из стандартной квадратной трубы 20х20х1 мм.
Первым делом сварил столик, на нем, как на шаблоне собрал еще четыре одинаковых прямоугольника. Это были основания (верх-низ) для двух частей печи.
Получив основания, собрал их с вертикальными стойками, на дне и крыше печи установил по две дополнительные перекладины, отрезал и установил две коротких стойки и длинную горизонтальную ручку для откидывания крышки печи с нагревателями и контроллером.
Из нетолстого стального листа нарезал и вварил небольшие косынки. Тщательно проварил все швы, сбил шлак, зачистил неровности.
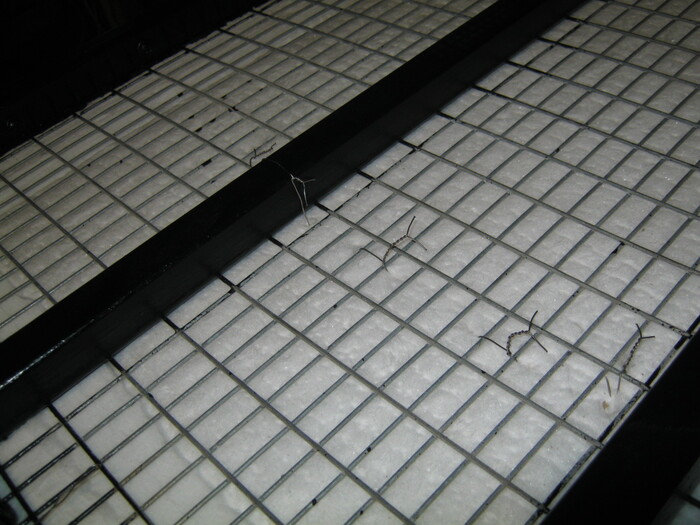
Металлическое ограждение каркаса печи выполнено из мелкоячеистой стальной оцинкованной сварной сетки. Сетка крепится изнутри каркаса. К ней и трубам каркаса прикрепляется мягкая футеровка.
Куски сетки по размеру стенок вырезал и подгонял. Крепил сетку короткими саморезами с большой плоской шляпкой («для плоских листов»).
Предварительно для саморезов сверлил отверстия. В некоторых местах удобным оказалось применение больших «кузовных» шайб (М6) подложенных под саморез. Один из краев шайбы предварительно отгибал плоскогубцами.
Соседние сеточные стенки несколько смещены друг относительно друга, при этом их вертикальные прОволочины проходят друг сквозь друга.
Спроектировал петли крышки печи. Их несколько необычная форма нужна для более вертикального откидывания крышки в начальный момент. Это не позволяет приминаться и истираться краям огнеупорной футеровки, позволяет более полно задействовать внутренний объем рабочей камеры.
Вычерченные в Автокаде детали петель распечатаны в масштабе 1:1 и перенесены на стальной лист, вырезаны.
Дополнительные треугольные детали – подкладки для верхних частей петель. Для меньшего износа тонкого металла под нагрузкой, отверстия для осей усилил накладками.
Установил на живую нитку нижние части петель, прокладки. Поверх прокладок прихватил верхние части петель. Предварительно верхние части скреплены шарнирами (короткие болтики) с нижними.
После опробования, детали тщательно проварены, швы зачищены.
Стопор для открытой крышки печи выполнил из нетонкой стальной полосы и двух упоров. Упоры сделал из ввареных в раму обрезков болтиков. Фигурный паз сверху стопора выпилил ручной ножовкой по металлу, просверлив в конце пропила отверстие.
Вариант повышающий удобство эксплуатации печи – газовый лифт (два). Его (их) усилие, длину и расположение придется подобрать по месту.
Готовый металлический каркас печи и столик покрасил. Столик с деревянными полками - остатками эмалей ПФ-115 нескольких цветов (что удалось наскрести), каркас печи – черной термостойкой эмалью КО. Железки предварительно зачистил и обезжирил тряпочкой смоченной бензином. Эмали немного разбавлял нужными растворителями до удовлетворительной текучести (меньше подтеков) и покрывал в три слоя с полным высыханием предыдущего. Оцинкованные детали (сетку) не красил.
Нагреватели печи проволочные в кварцевых трубках. Кварцевые трубки позволяют удобно крепить нагреватели к металлическому каркасу печи (изоляторы), не позволяют осыпаться окалине на расплавленную заготовку. Проволочные нагреватели применил готовые – запасные спирали для электроплиток. Три группы по четыре нагревателя позволяют вывести наружу выводы групп только с одной боковой стороны, внутрь корпуса контроллера. Внутренние промежуточные соединения из относительно тонкой проволоки сделал сваркой, подобно изготовлению термопар.
Мои кварцевые трубки уже были нарезаны в размер. При необходимости длинные заготовки режутся механизировано, алмазным инструментом, например, бормашиной со специальными насадками-дисками, или обычным приемом, принятым в стеклодувном деле. Внутренний диаметр моих трубок – 11…12 мм. Стандартные плиточные спирали мощностью 1.5 кВт выровнял и перемотал на диаметр близкий к 11 мм, кроме того слегка укоротил до мощности 2 кВт (последовательное соединение – 500 Вт в секции). Они лучше помещались в трубках, витки слегка растянуты для предотвращения межвитковых замыканий, остались длинные выводы.
Намотку спиралей другого диаметра делал на подходящем железном шкворне снабженном удобной ручной. Спираль навивал между двух сжатых в тисках дощечках из мягкой древесины, подобно навивке пружин.
Сваривал внутренние выводы нагревателей инвертором настроенным на малый ток ~10А, флюс – кашица из буры с борной кислотой. Лучше всего у меня получались аккуратные оплавленные шарики, если хорошо скрученными проводами чиркнуть подобно спичке о кусочек листовой нержавейки. Полярность обратная. Угольный (графитовый) электрод или порошок графита смешанный с бурой давал худшие результаты.
Наружные выводы нагревателей (под винт) приваривал из такой же проволоки сложенной вдвое – сопротивление этого участка (вывода) будет меньше, греться он будет незначительно, соединение (снаружи, зажатое между шайб) не будет слишком сильно окисляться и проработает дольше. Приварить более толстую проволоку или проволоку медную, менее удобно – сварочное соединение получается хуже, чем, если сваривать три одинаковых проволоки.
Футеровка печи выполнена из мягкого рулонного материала – «керамического одеяла» Сerablanket толщиной 25 мм. Толщина футеровки 100 мм. Одеяло легко режется строительным ножом с новым острым лезвием, работать следует в респираторе – вредная пыль.
Прямоугольные куски отрезал под линейку, с небольшим запасом. На место они становились враспор.
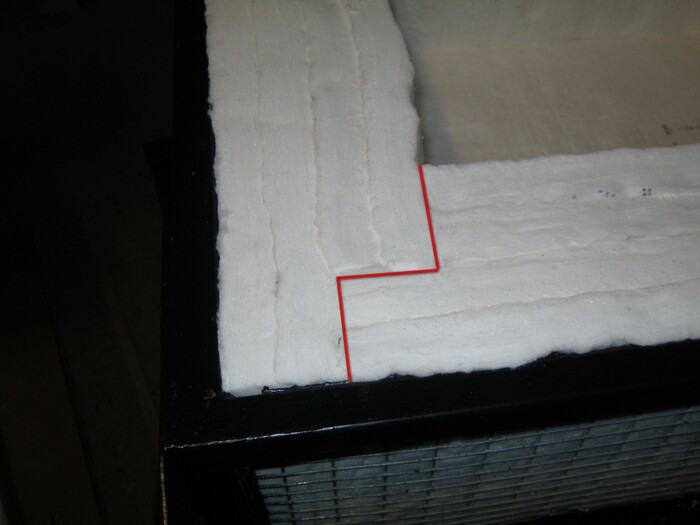
Верхняя часть печи, ее крышка имеет чашеобразную конструкцию, нижняя часть печи заполнена огнеупором полностью, всклень. Порядок укладки был такой – два слоя по периметру крышки (по боковым стенкам), два слоя дна, еще два слоя по боковым сторонам, еще два слоя дна.
Большое число слоев позволило сформовать на углах этакие замки, аналогичным образом уложено и дно верхней части печи.
Нижняя часть печи заполнялась прямоугольниками одеяла без затей, слоями.
На верх (дно рабочей камеры печи - под) положил имеющуюся огнеупорную волокнистую плиту (более твердую), но можно обойтись и одним одеялом.
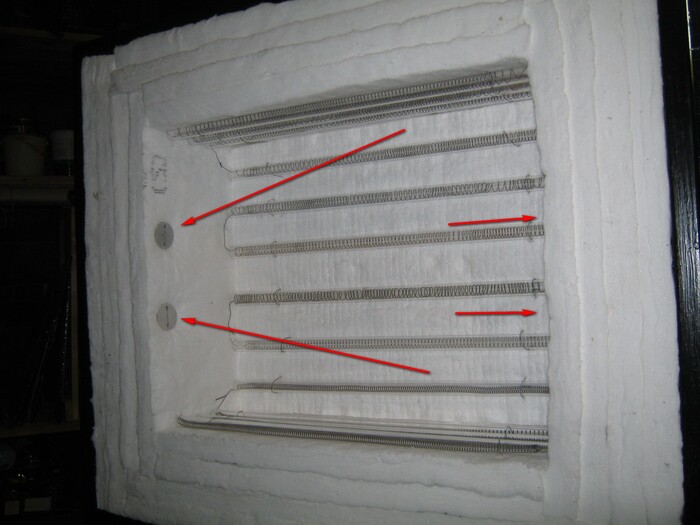
Монтаж нагревателей в крышке печи. Кварцевые трубки со спиралями привязывал нетолстой нихромовой проволокой (ø0,6 мм) к внешнему металлическому каркасу печи. Сквозь керамическое одеяло. Для работы сделал из 2.5 мм латунной проволоки длинное шило с зубом на конце, подобное «крючку» для прошивки обуви. Зуб выпилил ювелирным лобзиком.
Каждая трубка закреплялась проволокой в двух местах. Шило легко прокалывает мягкую футеровку, при некотором навыке можно довольно точно попасть и в нужную точку с обратной стороны.
Наружное крепление нихромой проволокой нагревателей в кварцевых трубках.
Трубки с нагревателями слегка утапливал в одеяле. Кроме механического крепления нагревателей, шилом продергивал и выводы спиралей наружу (на одну из боковых стенок печи, где будет расположена коробка контроллера). Проволочные ячейки сетки вокруг выводов удалены (выкушены мощными кусачками).
Керамические пуговицы для крепления оставшихся без нагревателей боковых сторон футеровки. Существуют специальные, здесь применил имеющиеся керамические прокладки для транзисторов (при установке их на радиаторы) в больших металлических корпусах. Они применялись в старой специальной и промышленной электронике. Промыл растворителем от остатков теплопроводной пасты и уретанового лака, распределил немногое имеющееся. Хватило как раз.
Наружные выводы нагревателей заделал в подобранные керамические бусы от старой нагревательной техники.
Получилось по несколько конусообразных, вставляющихся друг в друга и по термопарному «биноклю». Две проволочины продевались через отдельные отверстия и скручивались снаружи, бусы несколько утапливались в мягкую футеровку. Здесь же, аналогичным образом заделывалась и термопара (К-типа, хромель-алюмелевая).
Блок управления является неотъемной частью печи смонтированной на боковой стенке верхней ее части. Все выводы (нагревателей, термопары) выходят внутрь блока управления (будет описан отдельно).
Прогон печи, лучше назвать прожогом – первоначальные несколько включений лучше делать на улице или под очень хорошей вытяжкой. Выжигаются некие необязательные частицы огнеупорного одеяла, об этом, собственно, есть предупреждающая надпись и на упаковочной коробке. Прожог делал на улице, пропустив через приоткрытую дверь трехфазный кабель. При рабочей температуре до 750 °С (max четверть часа за цикл обработки), держал печь 6 часов при 800 °С. При этом выжглась основная часть, первые 5…7 циклов внутри (помещения) немного попахивало, приходилось приоткрывать дверь. В принципе, нагревательные печи следует оснащать индивидуальной вытяжкой (зонтом).
Внешняя отделка печи ограничилась обшивкой верхней части (пыль, мусор). Обшил оцинкованной кровельной сталью 0,45 мм, закрепил вытяжными заклепками.