Как я писал в предыдущем посте: пластики, сцуко, плавятся при намного меньшей температуре, чем металлы.
Казалось бы, что может быть проще: уменьшить мощность лазерного луча? Эх, если бы это было так просто. При переходе определенной мощности пластик перестает "воспринимать" лазерный луч. При одной мощности пластик греется, плавится, дымит, но стоит уменьшить мощность лазерного луча на 1 ватт, и пластик уже перестает "воспринимать" волну с длинной 1064 нм.
Но, в этот раз не буду душнить поглощаться в теорию, а просто перейду к практике и маркиратору. Мы ж тут не образование пришли получать, а смотреть мемасики. Ну и бизнес делать.
Знаю, что на этот вопрос мне скорее всего никто не ответит, но задать его стоит: Многие ли из вас, кто работает на маркираторах, понимают исходя из чего вы подбираете скорость перемещения лазера и частоту импульса?
Думаю, основной ответ будет таким: Ну чтобы быстро и красиво.
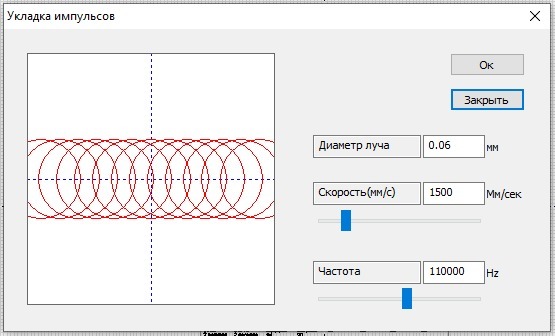
Как выглядит стандартная картина при маркировке/гравировке на металле:
Кружки - это пятна лазерного луча на поверхности металла. Когда каждый последующий импульс перекрывает предыдущий, происходит нагрев материала (все же помнят, что импульсы в маркираторах измеряются в килогерцах, а герц - это 1 импульс в секунду. А 1 килогерц - это 1000 импульсов в секунду).
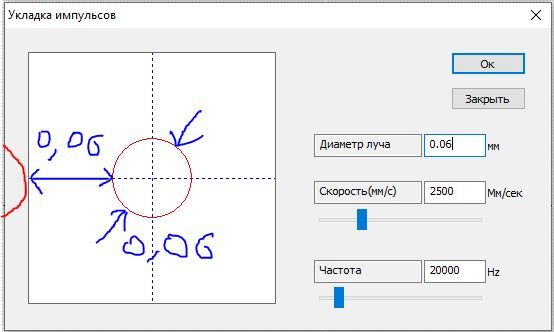
Чтобы не нагревать пластик необходимо подобрать частоту импульса и скорость лазера таким образом, чтобы пятна лазерного луча при гравиовке не перекрывались.
Извиняюсь за мои художества, но так всеж понятно.
Специально установил частоту 20 кГц для обладателей Raycus.
При данном режиме смертоносный лазерный луч маркиратора несет достаточно энергии, чтобы разрушать все на своем пути пластик, но недостаточно для объемного нагрева этого самого пластика.
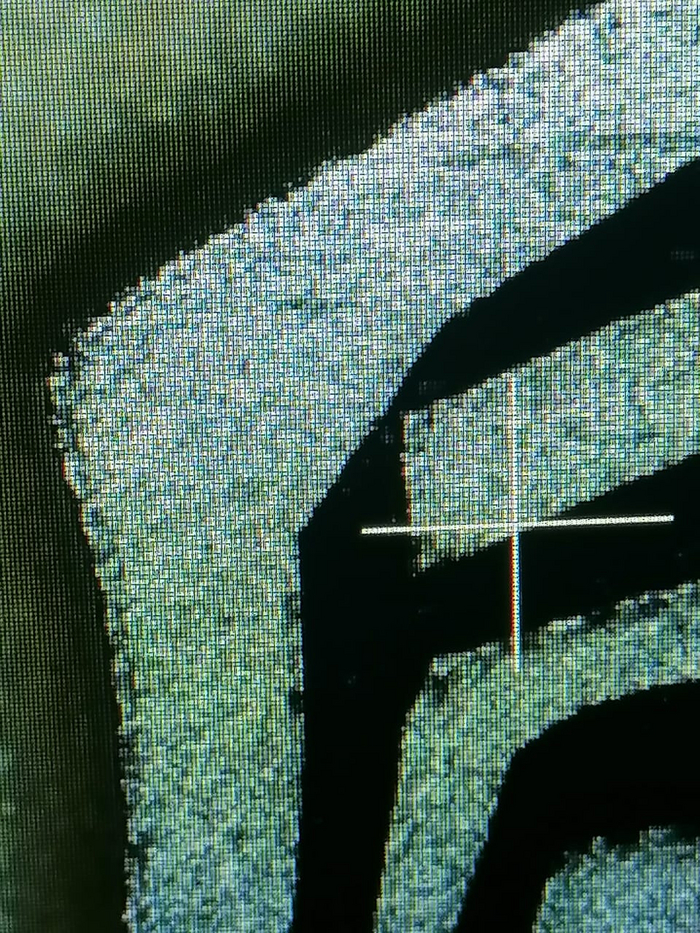
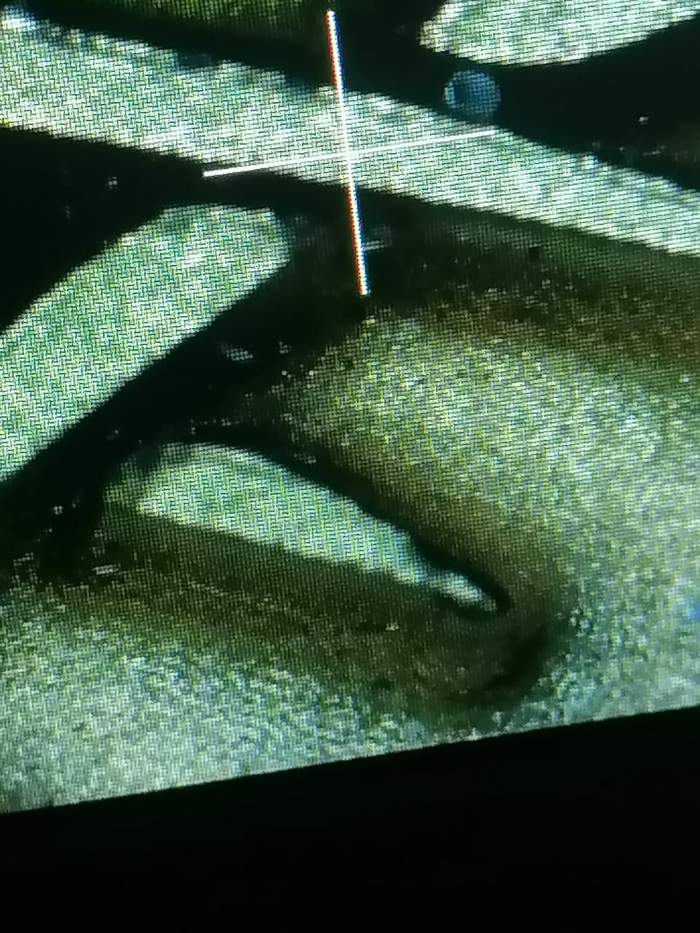
Для тех, кому лень думать: в настройках маркиратора, нужно установить минимальную возможную для вашего станка частоту, а скорость настроить так, чтобы между пятнами лазера было расстояние примерно равное удвоенному диаметру этого самого пятна (на линзе F330 пятно 0.06 мм, на F160 - 0.035 и т.д.). На последней фотографии как раз такой пример: частота 20 кГц, скорость 2500 мм/с.
А дальше, играя мощностью, подобрать для конкретного пластика свою.
В в результате мы получим отгравированный нужным для нас образом, но не расплавленный пластик.
Ниже будут видео с гравировкой 3 самых простых для лазера пластиковые: ПЭТ, АБС и полистирол.
Ну тут наглядно видно, почему маркираторы с контролем импульса (MOPA) стоят намного дороже станков без этой чудесной вещи.
И это пока пример на 3 видах пластиков.
В переди еще ПВХ, несколько видов пластиков на основе различных смол. Но пока не знаю, когда до них дойдут руки.
Начну цикл постов о лазерной гравировке пластиков.
Но прежде чем начать выдавать конкретную информацию по способам гравировки того или иного пластика, все ж хочется коснуться теории, да, я душнила, так как это поможет практически любому здраво мыслящему человеку, имеющему в распоряжении практически абсолютно любой твердотельный маркиратор от Raycus до IPG (с СО работал очень мало, с УФ работал вообще поверхностно, поэтому пост только об оптоволокне), с контролем импульса или без него, путем не очень долгих вычислений и подборов режимов осилить гравировку тех или иных материалов, которые либо гравируются очень сложно, либо не гравируются вообще (на конкретном типе источников, естественно с некоторыми допущениями (но если очень захотеть, то можно гравернуть/маркернуть все и дешево).
Основная нить, которая проходит через все мои посты - разделение гравировки и маркировки (сейчас в меня полетят тухлые помидоры)
1. Гравировка - удаление материала с поверхности детали. Маркировка - нагрев поверхности детали до определенной температуры, при которой изменяются свойства материала (цвет, коррозионостойкость, тепло и электропроводность и много чего еще).
2. Лазерный луч, даже в маркираторе, даже на ватт 5-10 несет довольно сильную энергию, которая за наносекунды способна разогреть подходящий материал до нескольких сотен градусов или, при коротком импульсе, отделить несколько молекул от материала без его существенного нагрева (про подходящие материалы вы можете ознакомиться в сети интернет по проблеме поглощения различными материалами света в определенном диапазоне спектра, также как и про "короткий импульс". Хотя, возможно и об этом напишу...).
Так вот, к чему я веду? Если вспомните мои предыдущие посты:
Основной посыл заключается в одной главной вещи: разрекламироватьсянаучить БЕСПЛАТНО хотя бы поверхностно самим принципам лазерной обработки материалов.
Если понять принцип работы хотя бы того же маркиратора, разделить гравировку и маркировку, понять зависимость наложения пучка лазера с определённой плотностью (частота импульса, скорость, плотность заливки) с тем, что это пучок лазера делает с материалом, то большая часть вопросов отпадет сама:
- как сделать черную контрастную коррозионностойкую маркировку?
- как подобрать тот или иной цвет на нержавеющей стали и различных сплавах?
- как гравировать материалы, которые в испускаемом маркиратором спектре лазерного луча вообще его "не воспринимают"?
Но почему-то всем (вру, многим) лень. Поэтому вернемся к теме поста на самом наипростейшем языке.
Как же наносить текст или изображение на пластик на оптоволоконном (твердотельном/иттриевом) лазерном маркираторе?
Если сравнить многие пластики и многие металлы (амальгамы, инконели и нейлонопластики вычеркиваем, ибо это не тема для Пикабу), то пластики, сцуко, плавятся при намного меньшей температуре, чем металлы.
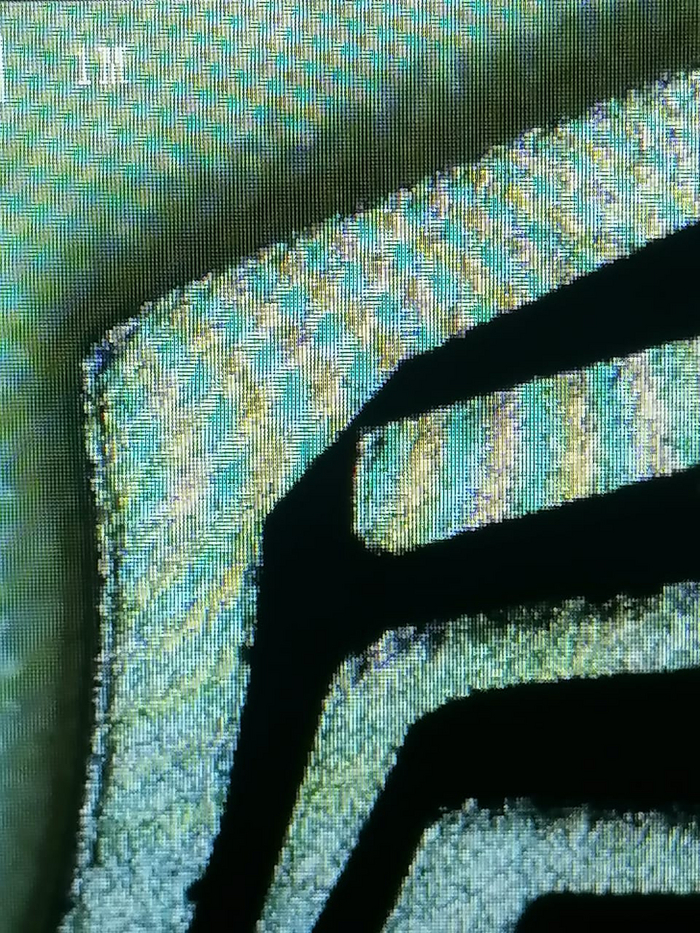
При попытке "гравернуть" на маркираторе ПЭТ, ПВХ, ПП, ПС и тем более PETG часто получается стандартная картина:
Если по простому: пережог или перенагрев.
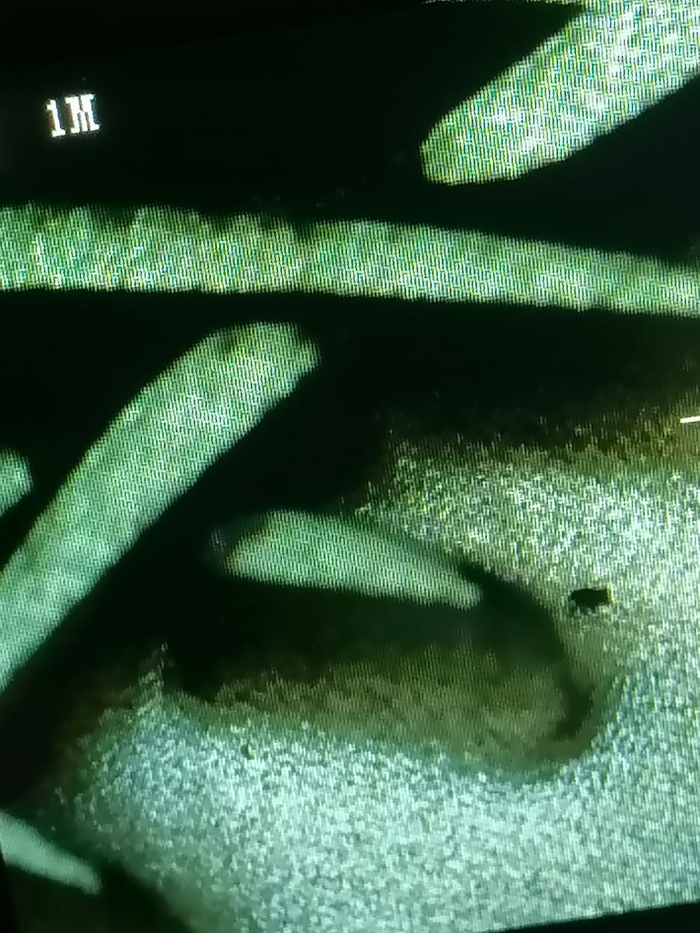
Или даже такая
Ой, это не к этой теме...
И вот тут то я снова возвращаюсь ко всех задолбавшей теме маркировки/гравировки:
Для нанесения четкого, читаемого, коррозионостойкого изображения на пластик необходимо пластик именно гравировать.
Кто поймет, что тут происходит, тот поймет, о чем будет (или не будет) следующий пост
Размер 50х23 мм. Глубина (по словам заказчика) - хотя бы 1.5 мм.
Материала у заказчика не было, лишней латуни не было у меня, поэтому берем и хреначим на В95Т1 (можно было, конечно, взять и Д16Т, но не люблю халтурить).
Видео очень долгое, но залипательное. Да и музыка Алексея Архиповского вводит в состояние транса.
В конце видео фотографии результата, итоговой глубины, фото через микроскоп, итогового оттиска (у меня нет тисков, поэтому тупо прижимал плоскогубцами, но получилось прижать только угол клише) и суммарного времени гравировки.
Всего было 100 проходов гравировки, 25 проходов чистки и 5 проходов полировки.
Всех приветствую. Сегодня постараюсь сделать пост без лишней "воды", клипов мемов и прочего.
Сегодня мы снова будем заниматься алхимией наукой, а именно превращать говно в золото удалять из сплавов (в данном конкретном случае - из медных) один из компонентов с помощью того же самого лазерного маркиратора (в моем случае на базе источника JPT 30W M7 (MOPA) 30 Вт).
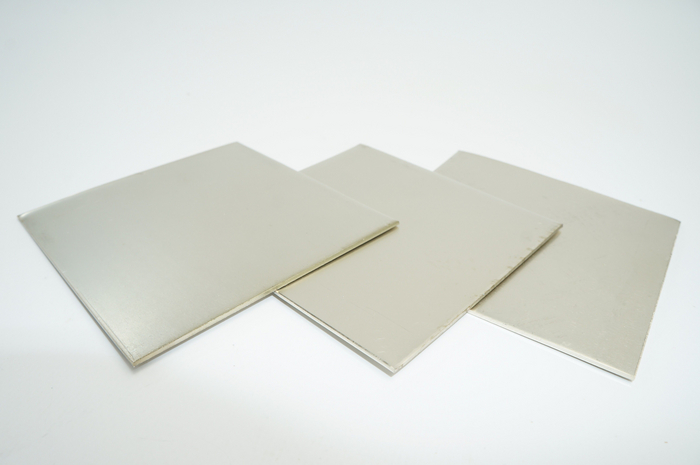
В моем эксперименте будут участвовать: Латунь ЛС 59-1 и Нейзильбер МНЦ 15-20.
Для начала посмотрим на состав и вид данных сплавов.
Думаю не нужно объяснять, что при удалении цинка с поверхностей данных сплавов, цвет поверхности должен приобретать более медный (красный оттенок).
В данном случае я настраиваю лазер на удаление цинка.
Для этого, как и во многих своих предыдущих экспериментах я настраиваю работу лазера в пограничный маркировально-гравировальный режим (напоминаю: маркировка - нагрев поверхности металла до изменения каких-либо его свойств (например кристаллической решетки), гравировка - удаления металла с поверхности): ищу ту самую переходную границу между маркировкой и гравировкой путем настройки мощности лазера, частоты импульсов, скорости поворота гальвозеркал (скорости перемещения лазера) и плотности заливки (ну у меня еще есть более тонкая настройка ширины импульса).
Естественно этот режим зависит и от мощности маркиратора, и от установленной линзы, и от обрабатываемого материала (а также иногда и от поверхности материала и от температуры в помещении).
Результаты ниже:
Латунь ЛС59-1
Фиолетовый оттенок появляется уже тогда, когда маркировка начинает превращаться в гравировку, но, благодаря небольшим скоростям перемещения лазера и большой частоте импульса, удаляемый с поверхности цинк частично остается на поверхности и превращается в шлак, который лазер "запекает" обратно на поверхности.
Но в целом, по крайней мере на вид, это уже не чистая латунь, а медь с различным % содержанием цинка (и прочих металлов).
Нейзильбер МНЦ 15-20
Абсолютно аналогичная картина, что и с латунью (хотя режимы лазера отличаются довольно сильно из-за наличия в нейзильбере никеля и кобальта).
Является ли такой процесс выделения из сплава одного из компонентов полезным для каких-либо целей?
На мой взгляд - да. Причем не только с декоративной точки зрения (цветная маркировка таких сплавов), но и с практической (правда я пока не понял с какой)
Данная тема как бы небольшой анонс для следующей темы (пока не знаю, когда до нее руки дойдут), в которой я постараюсь разобраться с различными способами гравировки заливок (так называемые: однопроходные, прерывистые змейки, сплошные змейки, пунктирные змейки и контурные). Для каких типов маркировок и гравировок лучше применять ту или иную заливу.
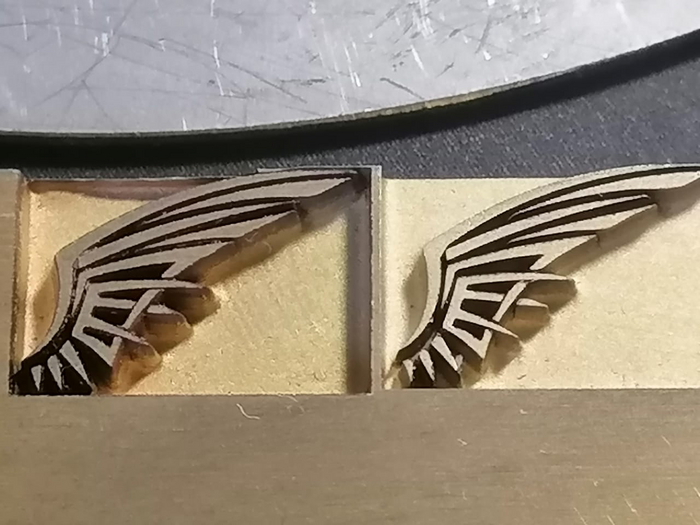
Ну а в этой теме на примере гравировки клише для тиснения кожи попробуем сравнить 2 типовых метода такой гравировки (сплошная и прерывистая змейка): скорость гравировки, качество боковых граней, глубина гравировки.
Задача предстояла достаточно сложная: сделать небольшое клише размером 15х10 мм из латуни. Сложность заключалась в том, что в некоторых местах ширина гравировки составляла 0.01-0.02 мм (одна сотая миллиметра!). Глубина гравировки должна быть не менее 2 мм (Если не сложно, могут ли кожевенники это подтвердить? А заодно рассказать о требованиях к качеству поверхностей клише?).
Напоминаю, что гравировку произвожу оптоволоконным лазером, работающим в ИК диапазоне, на базе источника JPT 30W M7 (MOPA) 30 Вт (Не реклама!).
Линза с рабочим рабочим полем 100х100 или 110х110 мм (к примеру F160) по данным разных производителей имеет глубину фокуса (глубину, на которую лазер может выгравировать материал) от 1.5 до 2 мм (при старте из расфокуса можно выполнить гравировку до 4 мм, но с небольшими танцами с бубном, я об этом писал в каком-то старом своем посте) , но диаметр луча лазера в фокусе составляет от 0.03 до 0.035 мм (к примеру https://sharplase.ru/dopolnitelnye-optsii/fokusiruyushchie-l... Не реклама!), что в моем случае не подходит. Но многие, и правильно это, делают клише как раз на таких линзах.
Линза с рабочим полем 50х50 или 60х60 мм (к примеру F63) по данным разных производителей имеет глубину фокуса 1-1.2 мм (какой-же реальной глубины гравировки можно добиться - будем выяснять в этом посте), а диаметр луча лазера в фокусе от 0.016 до 0.018 мм, что то же как бы не подходит, но деваться мне некуда, так как линз с меньшим диаметром лазера в фокусе (для маркираторов) я в продаже не встречал.
Скажу сразу - этот эксперимент с этой линзой (F63) ставлю впервые. До этого пользовался линзой F160.
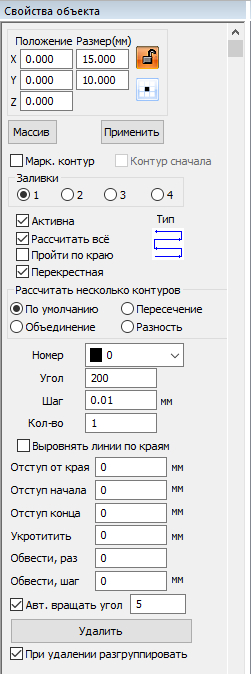
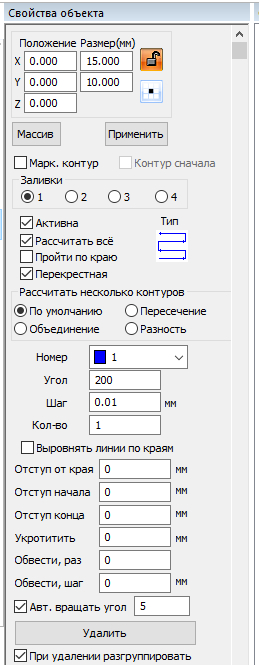
Рисунок имеет следующий вид
Гравируемое изображение
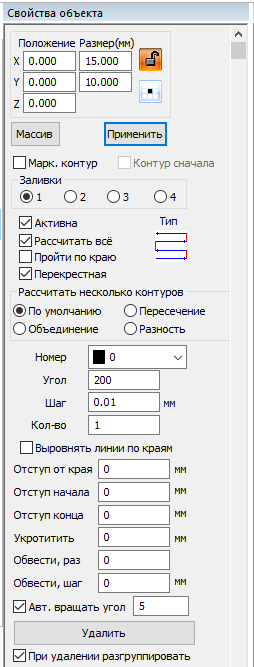
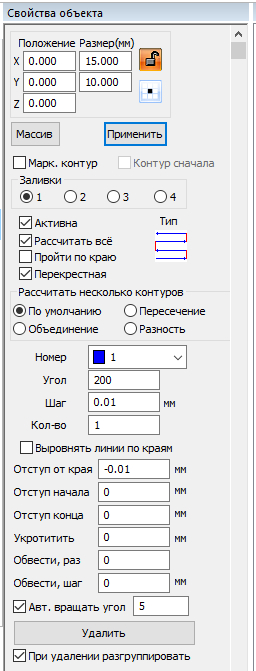
В настройках заливки ставлю шаг 0.01 мм, перекрестный способ и сплошную змейку (жесткий режим, но мне нужно понять, на какую глубину можно забуриться). Так как узких мест у меня на клише много, и во все нужно залезть, делаем поворот после каждого прохода 5 градусов. Создаю еще 2 слоя с углом поворота относительно предыдущего 30 градусов, а также слой чистки. По наитию и опыту буду делать 40 повторов сего непотребства, после чего будет проход сплошной чистки и полировки с шагом уже 0.005 мм (полируется только верхняя грань, так как в расфокусе режим полировки работает плохо. Но качество дна для клише нахрен не нужно). Мощность гравировки ставлю ~ 24 Вт (80% от номинальной), чистки мест гравировки 30%, сплошной чистки 20% (для полировки свои режимы и они тут не так важны).
Гравировка
Чистка
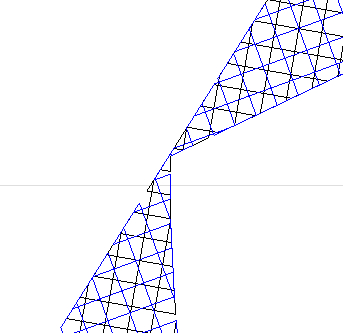
Вот тут наглядно видны узкие места и плотность заливки.
Сетка заливки
Начинаем пилить, традиционно стартовав из фокуса. Видео ускорено в 25 раз.
Специально не стал удалять звуки лазера и ставить музыку, чтоб все почувствовали эти прекрасные трели. Слабонервным следующее видео не смотреть и не слушать!
В общей сложности было произведено 40х2х4=324 прохода, из которых 240 проходов гравировки, 80 проходов чистки мест гравировки, 2 прохода сплошной чистки и 2 прохода сплошной полировки. Время сего непотребства ~ 52 минуты.
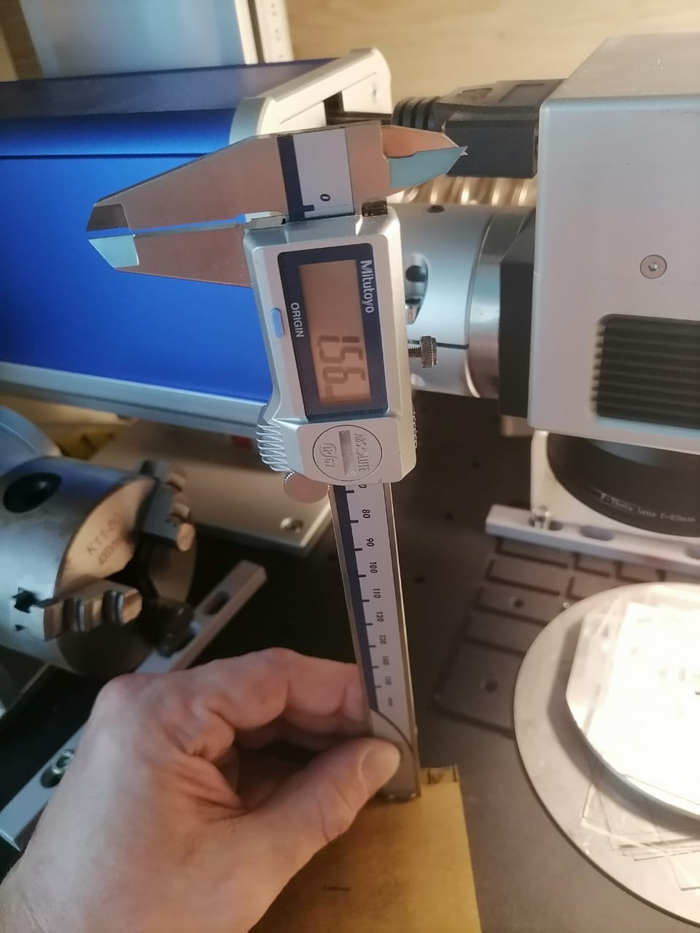
Для начала измеряю глубину гравировки
Глубина гравировки при старте из фокуса
Ух ты ж. Целых 1.5 с копейками миллиметра. Меньше, чем нужно, но больше, чем обещает производитель линзы.
Посмотрим в микроскоп.
После отмывки Пемолюксом (Не реклама!) и продувки "ротом" (ну нет у меня компрессора со сжатым воздухом) стало немного виднее (да хрен там).
Видно, что верхние грани практически не подпалены, боковые внешние грани чистые, внутренние (узкие) подпаленные.
Ну'с, меняю технологию.
Стартую из расфокуса ~0.5 мм;
Мощность гравировки уменьшаю до 21 Вт (70% от номинальной);
Способ гравировки (и чистки) меняю из сплошной в прерывистую змейку (так во время переходов меньше стартовый импульс и меньше нагрев металла, но подробнее в другом посте)
Чистку мест гравировки делаю уже не через каждые 6, а через каждые 2 прохода гравировки с отрицательным припуском 0.01 мм.
Последние проходы чистки и полировки повторяю 2 раза и уже с шагом не 0.005, а 0.003 мм.
Новая гравировка
Новая чистка
Соответственно, увеличиваю количество повторов, чтобы количество проходов гравировки было уже не 240, а 360 (180 повторов циклов перекрестной гравировки).
Повторяю процесс (полное видео уж снимать не буду, но на первых ~ 5 проходах лазер еле-еле слизывает металл, так как стартует практически за пределами верхней границы глубины фокуса. Потом уже процесс ускоряется до момента вхождения обрабатываемой поверхности в фокус, а потом стандартно замедляется как и ранее). Процесс идет значительно медленнее из-за способа заливки (прерывистая змейка вместо сплошной). Ну и понятно, что увеличено количество повторов проходов чистки.
Где-то на 160 проходе я увидел, что те самые узкие места все равно забиваются шлаком (А все потому, что не остается места для выхода шлака. Лазер запекает его обратно). Но эксперимент надо закончить.
Где-то на 350 проходе (из 360) лазер латунь уже начал лизать, а не гравировать (расчет мой в необходимом количестве проходов был почти идеально точным), но останавливать его я не стал. Хоть микроны, но пусть снимает.
Общее время этого действия составило уже 2 часа 10 минут.
Измеряем глубину
А что с качеством (после промывки с Пемолюксом и продувкой ротом)?
Верхние грани подпалены уже сильнее. Причина - старт из расфокуса.
Шлак из узких мест никуда не делся, так как уже выше писал: все потому, что не остается места для выхода шлака. Лазер запекает его обратно.
Максимальная (?) глубина гравировки на линзе F63 c заявленной глубиной фокуса 1 мм составила более 2 мм.
Сравним результаты.
Какие могу сделать выводы я?
Если очень нужно, то можно заглубиться больше чем на глубину фокуса;
Для гравировки узких мест нужно искать режимы лазера или иные способы для удаления шлака при гравировке. На мой взгляд должно оставаться как минимум 0.2-0.3 мм для нормального удаления шлака без танцев с бубном.
А подойдут ли такие клише для тиснения кожи, сказать смогут лишь только кожевенники. У меня, к сожалению, нет кусков светлой кожи, а клеймо на своей заднице я ставить не хочу.
Кстати, а какие все-же материалы для клише вы считаете наиболее правильными? Латунь, авиационный алюминий или нержавеющую сталь? Или все же магниевые сплавы?
Ищу токарный станок или токаря для доводки заготовок.
Для всех поклонников футбола Hisense подготовил крутой конкурс в соцсетях. Попытайте удачу, чтобы получить классный мерч и технику от глобального партнера чемпионата.
А если не любите полагаться на случай и сразу отправляетесь за техникой Hisense, не прячьте далеко чек. Загрузите на сайт и получите подписку на Wink на 3 месяца в подарок.
Мне очень не хотелось этого делать, ибо... ну понятно - не слушаю я попсу, тем более Сергея Лазарева. Но заказ прекрасной (наверно) незнакомки нужно выполнять. Ну и видос заодно запилить. Пилил и плакал, плакал, но пилил.
Что не сделаешь ради денег прекрасной половины человечества.
Жетон размерами ~ 43х41 мм, потом был покрыт прозрачным акриловым лаком.
На одной стороне маркировка производилась на максимально качественном режиме и заняла ~ 36 минут (не стоит оно того на жетонах).
На второй стороне маркировка производилась на стандартном режиме (многие говорят, что качество практически не изменяется, хотя как по мне - больше бликов, но для жетонов - самое то) и заняла ~ 20 минут.