

Показываю как производят гаечные ключи в РФ через Gif. Пост №3
Это уже третий пост.
Производство в России, г. Камышин. Бренд КЗСМИ.
Предыстория по техпроцессу.
Пост №1 ПРОИЗВОДСТВО ГАЕЧНЫХ КЛЮЧЕЙ В GIF-ках #1
Пост №2 ПРОИЗВОДСТВО ГАЕЧНЫХ КЛЮЧЕЙ В GIF-ках #2
Это заключительный пост, сегодня уже наконец-то добьем наш ключ.
И так, цепочка процесса:
Поставка металла – подготовка производства – рубка на заготовки – нагрев заготовки – вальцовка – штамповка – обрезка облоя – протяжка зева – галтовка – шлифовка – закалка – нанесение покрытия – сдача на склад.
Более жирный текст это уже пройденные этапы в прошлых постах, а на этот раз нам нужно привести ключ в порядок и отправить на склад.
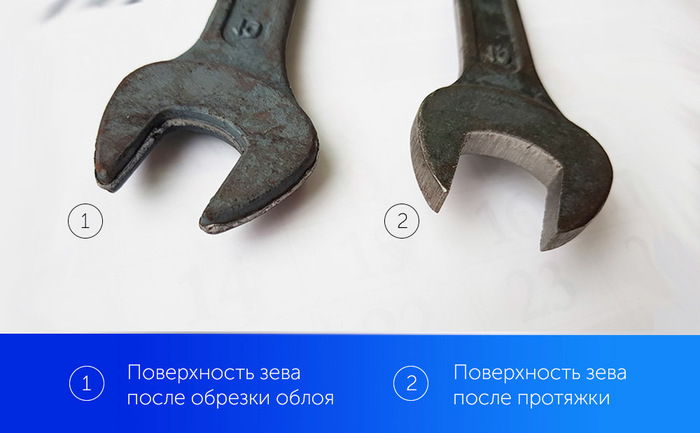
7. Формирование зева и граней инструмента
На прошлом этапе мы убрали излишки металла по внешнему контуру и теперь подошел этап, на котором необходимо сформировать грани зева в инструменте. Чтобы привести зев к исполнению в соответствии с требуемыми параметрами, удалить шов от облоя, сделать «зеркальные» точные грани гаечного ключа – необходимо использовать протяжку.
Слева ключ до обработки. Справа протяжки в разном исполнении.

Как вы уже поняли протяжка не связанна с протягиванием чего-то или растягиванием, это операция по формированию внутреннего зева с помощью высокопроизводительного многолезвийного режущего инструмента.
p/s многие слова записаны со слов технологов и могут звучать очень научно, но зато потом в гифках все становится понятно.
Протяжной инструмент имеет форму стержней разной длины или полос, выполненных из закаленной, инструментальной быстрорежущей стали и снабженных определенным количеством поперечных зубьев. Физически гаечный ключ фиксируют в необходимом положении и протяжным инструментом срезают металл зева до идеального состояния.
На GIF ниже собственно сам процесс.

Процесс идентичен для разных типов ключей, КГД (Рожковые ключи) или КГК (Комбинированные) или другие, различается сам протяжной инструмент.
Протяжкой мы формируем внутреннею поверхность зева, но в рамках работы с поверхностью заготовки остался внешний шов, операции зачистки поверхностей, с ними мы работаем с помощью роботизированного комплекса. Ключ аккуратно шлифуется и передается дальше.
Этого друга мы уже встречали в одном из прошлых постов) Вы ещё говорите че так не автоматизированно всё, почему ключики сами не бегают по заводу) Вот.
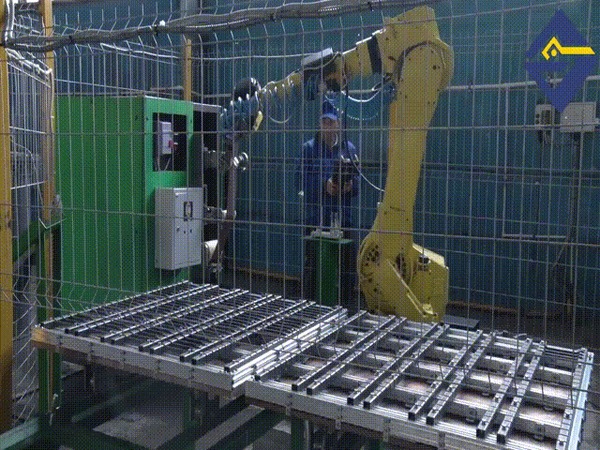
Кстати, решили его продать, кому нужен, пишите. Не битый, не крашенный.
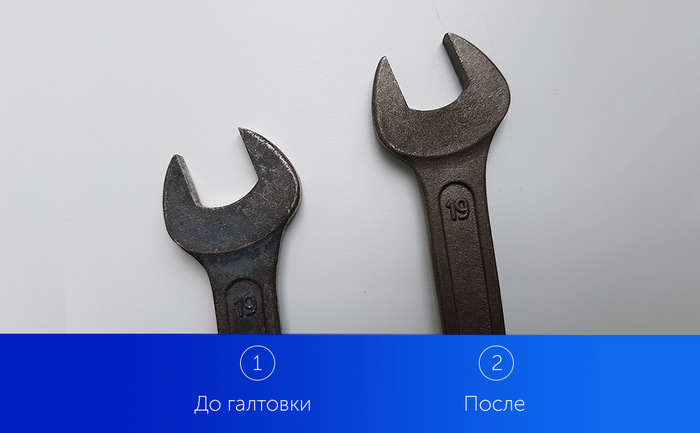
8. Галтовка
Один из методов обработки металлических деталей и заготовок, предусматривающий очистку поверхности от коррозии, царапин, загрязнений и заусенцев. Конечный результат галтовки похож на эффект от полирования, многое зависит конечно от наполнителя, технологии. Зеркалом в общем не становятся.

Технология проведения операции предельно проста.
Заготовку помещают внутрь емкости (барабана) с наполнителем – абразивным материалом (представляющим собой частички корунда, наждака, песок или иные подобные материалы) и водой (либо хим. состав), используемой для улучшения качества обработки, и подвергают воздействию вращения или вибрации. При вращении барабана или центрифуги во время галтовочной операции абразив естественным образом трется о поверхность металлических деталей и соскабливает тонкий слой покрытия, невидимый невооруженным глазом. Так как это трение происходит постоянно, толщина металла снимается, а вместе с ним и все дефекты.
9. Закалка
Стоит ли говорить, что от закалки зависит как долго и верно будет служить инструмент?
В комментариях к первому посту были моменты, что народ не различает нагрев заготовки для штамповки и собственно сам процесс закалки. Разница то простая.
Нагрев заготовки – что бы под действием штампов металл можно было деформировать.
А закалка (термическая обработка) в нашем случае, чтобы потом нельзя было деформировать. Не погнулся, но и не сломался из-за хрупкости.
Термическая обработка состоит из нескольких процессов.
Её основа – это процесс тепловой обработки, сущность которой заключается в нагреве и охлаждении изделий, в результате чего происходят изменения структуры, механических и физических свойств материала, без изменения химического состава.
9.2 Закалка – нагрев стали до определенной температуры, выдержка при этой температуре, с последующим охлаждением. В результате повышается твердость, прочность, износостойкость, а пластичность снижается.
9.3 Отпуск – процесс термической обработки, при котором закаленная сталь нагревается до определенной температуры, выдерживается при этой температуре и затем охлаждается. Отпуск уменьшает или устраняет внутренние напряжения, повышает вязкость и пластичность, снижает твердость и улучшает структуру металла.
На заводе КЗСМИ термообработка осуществляется на агрегате СКЗА-8-40-1/9. Показывать его нельзя, он доработанный нашими технарями, что бы корректно работали в нужном диапазоне температурные режимы. Кто в теме понимает какой гемор с закалкой. Чуть не туда сюда и уже не попали..
Кстати, насчет попали. Мы в нашем каталоге, указываем на каждую позицию, твердость которую обеспечиваем по ТУ. И именно в неё нужно попадать термистам на своём участке. Не у одного другого производителя в каталогах такой информации нету, и понять на что они ориентируются можно только опытным путем сломав ключ на испытаниях.

10. Нанесение покрытия
Мы используем несколько видов покрытий
10.1 Защитно-декоративные. Данные покрытия предназначены для защиты покрываемого металла от коррозии и придания его поверхности декоративного вида. Из этой группы покрытий на заводе используется цинковое с бесцветным хроматированием (Ц15хр.бцв. по ГОСТ 9306-85).

10.2. Защитные. Наносятся для защиты покрываемого металла от коррозии). К ним относится холодное химическое оксидирование (хим.окс.прп. по ГОСТ 9306-85).

10.3. Декоративные. Применяются для придания поверхности покрываемого металла декоративного вида). На КЗСМИ к таким покрытиям относится медное (М30-50 хим.пас.прп. по ТУ 3926-045-53581936-2016). Это не искробезопасный инструмент не в коей мере, иногда их путают, потому что некоторые компании любят обманывать людей и делают подложные документы.

Гальванические покрытия (цинковое и медное) наносятся методом получения восстановления ионов металлов на катоде - отрицательном электроде из электролита под действием электрического тока.
Если проще, то на гифке ниже.
11. Сдача продукции с производства на склад.
Собственно готовая продукцию попадает на склад, зайти поснимать возможности нет, введены антиковидмеры, поэтому многие элементы этого поста пришлось собирать по крупицам с интернета(
Спасибо кто дочитал) Писать чуть понравилось, поэтому решил не бросать благое дело, мб кому то поможет разобраться в этом. В комментах оставил пасхалку о чем следующий пост будет)
Любые интересующие вопросы о заводе задавайте, постараюсь ответить.
Показать полностью
11
1

Ответ на пост «Универсальный гаечный ключ родом из СССР»
Купил году в 95 у дедка какого-то на строительном рынке.





Показать полностью
5
КРАСНЫЙ ПАХАРЬ. Ответ на пост универсальный ключ

всем привет! уот такой вот экспонат попался в Омском краееведческом музее, кстати отличное место и экскурсия хорошая. как добавлять ссылку на пост не знаю. если интересно могу запилить пост с фото про музей.фото моё
Показать полностью
1
Универсальный гаечный ключ родом из СССР
Очень удобный гаечный ключ. Кто знает где выпускался? Кому не покажу из старожил говорят первый раз вижу. Ц 1руб 70 коп.


Показать полностью
2
Ключ из анекдота
Старый детский анекдот был про ключ от трактора. и вот я его нашел.

Кто не помнит анекдот, то вот он
Показать полностью
1
1
ПРОИЗВОДСТВО ГАЕЧНЫХ КЛЮЧЕЙ В GIF-ках #2
Показываю пошаговый путь производства инструмента на Российском предприятии по просьбе ребят с Пикабу.
Это уже второй пост, если раньше не видели, то предыдущий:
Для тех кто не хочет смотреть первый пост, то да, мы производим слесарно-монтажный инструмент в России, г. Камышин. Завод КЗСМИ. А в постах я рассказываю, как мы производим инструмент на примере гаечных ключей.
Начнем с повторения элементов процесса, что бы картинка опять собралась.
Поставка металла – подготовка производства – рубка на заготовки – нагрев заготовки – вальцовка – штамповка – обрезка облоя – протяжка зева – галтовка – шлифовка – закалка – нанесение покрытия – сдача на склад.
Первые три этапа мы прошли в прошлом посте, поэтому сейчас уже с готовыми заготовками проходим в кузнечный цех и даем бригаде задание на штамповку.

Мы сразу не будем переходить к процессу, нужно немного теории без которой не получится понимания дальнейших элементов, поэтому поговорим о методе горячей штамповки и процессе нагрева заготовки. Мы именно его используем в процессе работы.
Метод горячей штамповки
Метод заключается в том, что при приложении высокого давления металл горячей заготовки подвергается серии последовательных деформаций, и, не нарушая своей целостности, затекает в свободное пространство специально подготовленных штампов, повторяя их пространственную форму и приходя к заданным размерам. Под пространственной формой подразумевается гравюра на штампе, которая изучалась в прошлом письме.
На картинке всё более просто, поэтому надеюсь понятно =)

Металл, материал сам по себе не пластичный и для получения из него изделий требуемой конфигурации необходимо придать ему необходимые свойства. Заготовка перед штамповкой нагревается до температуры пластических деформаций.
Основой метода является одно из основных физических свойств металлов — пластичность.

В процессе подготовки заготовки для штамповки крайне важно соблюдать как температурные, так и временные параметры. В случае недогрева или перегрева на поковке будут образовываться как исправимые, так и неисправимые дефекты, например незаполненные фигуры штампа, изменение структуры металла и прочие. Итогом будет брак, но к счастью он не выйдет за пределы завода.
Теперь вы готовы перейти к процессу)
Цикл и нумерацию сохраняю с первого поста.
Пример работы индукционного нагрева.
5. Штамповка
Для выполнения данной технологической операции на Камышинском заводе слесарно-монтажного инструмента используются молота штамповочные паровоздушные усилием 1, 2 и 3 т.
Молота – основа процесса штамповки!
Разделение молотов на разные усилия обосновано зависимостью предельных значений веса поковок от значений веса падающих частей молота. В данном случае поковка - это наш планируемый инструмент. Если маленький ключ, например КГД 10х12 рожковый, то он будет делаться на 1 тонном молоте, а если большой КГД 50х55 рожковый, то на 3 тонном.
Ориентировочные данные приведены ниже.


Описание элементов устройства: 1 – направляющие, 2 – баба, 3 – стойки молота, 4 – шабот, 5 – верхняя и нижняя части штампа.
Процесс штамповки
Кузнец удерживает заготовку с помощью клещей и посредством ножного гидравлического привода приводит в действие рабочую часть молота – бабу – оказывающую ударное давление на заготовку. Подвергаясь серии последовательных деформаций, раскаленный металл затекает в свободное пространство специально подготовленных штампов, повторяя их пространственную форму – гравюру штампа – и приходя к заданным размерам изделия.
Как всегда, смотрим сам процесс:

На выходе мы получаем заготовку, по форме и внешнему виду похожую на искомый ключ. Но до готового изделия, направляемого потребителям, всё еще далеко.
6. Обрезка облоя
На предыдущем этапе, заготовка под инструмент в результате штамповки принимала необходимую форму, на основании изготовленной гравюры и планируемого финального изделия. Часть металла уходит в предназначенные для этого технологические пазы в штампе и в дальнейшем излишки с отштампованной поковки удаляются именно с помощью обрезки и пробивки.
Наглядно процесс изменений заготовки от кругляка до геометрии ключа.
1. Рубка металла на заготовки, нагрев до необходимой температуры
2. Вальцовка (вальцевание) - процесс деформации металла вдоль заданного направления
3. Штамповка - ковка заготовки с целью получения необходимой поковки будущего инструмента
4. Обрезка облоя

В части оборудования используется парк прессов однокривошипных открытого простого действия К2130 с усилием 100 тонн; К2132 с усилием 160 тонн.

Оставшиеся элементы тех. процесса оставлю на следующий пост иначе получится очень длинная простыня, хоть и интерактивная. До робота, закалки и т.д. не дошли, поэтому всё будет дальше.
Спасибо за прочтение, надеюсь было интересно. Если есть вопросы, пишите. Кстати, кто по каким параметрам инструмент выбирает, особенно интересно со стороны фирм. Напишите пжл.
p/s мы не только гаечные ключи же делаем, поэтому вот вам картинка с продукцией завода КЗСМИ. Хотя и тут не всё.

Показать полностью
10

Друг познается в чате
«Чат на чат» — новое развлекательное шоу RUTUBE. В нем два известных гостя соревнуются, у кого смешнее друзья. Звезды создают групповые чаты с близкими людьми и в каждом раунде присылают им забавные челленджи и задания. Команда, которая окажется креативнее, побеждает.
Реклама ООО «РУФОРМ», ИНН: 7714886605

Ключей много не бывает
На даче задался вопросом: зачем в хозяйстве столько ключей?
Тем паче повторяющихся.
Как пример, на одной из полок в сарае:

Тесть говорит:
- Так ведь ключи иногда и ломаются!
- Хм, логично. Когда в последний раз ключ ломался?
- Ну, например, вот этот, 14 на 17, сломал на строительстве беседки.
Беседку строили мы с ним в 2008-м, и это я ключ тогда сломал, перетянул гайку, перестарался.
Прошло 12 лет, ни один ключ больше не пострадал.
А вот, сколько я нашёл ключей 14×17, справа тот самый инвалид:

Если ломать их каждые 12 лет, то ещё на 72 года эксплуатации хватит (да, считаю с одной стороны, а если и 17, и 14 ломать попеременно, ведь сломанный с одной стороны может использоваться с другой, то ещё больше, да, согласен, но считать не буду).
Короче, под лозунгом "экспроприируй экспроприаторов" я собрал себе букетик из ключей, переедут ко мне в город:

Показать полностью
2