


Металлургия
10 постов
Привет, пикабушники! На связи команда научно-образовательного центра Биомедицинской инженерии НИТУ МИСИС, в котором был создан тканевой пистолет.
Во-первых, тут наш патент для ознакомления.
Во-вторых, спасибо огромное всем за комментарии, вопросы, советы, конструктив! Приятно видеть среди читателей думающих и разбирающихся людей!
Мы все внимательно изучили и решили ответить)

Спасибо за идею! Мы полностью согласны и объявляем конкурс на лучшее название для тканевого пистолета. Предлагайте название в комментариях, мы прочитаем, выберем лучшие 5-10 (смотря сколько их будет) и запустим по ним демократическое голосование в нашем Telegram-канале. Шортлист появится в нём на неделе, а итоги подведём 21 апреля в 15:00. Ну а с победителем мы свяжемся тут и отправим ему приятный сюрприз на память. Честное биоинженерское.
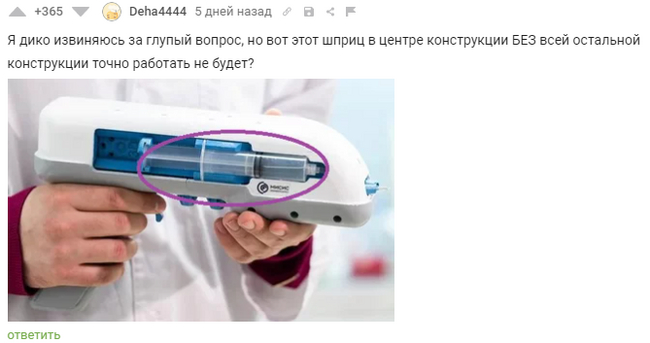
Вопрос совсем не глупый) Объясняем: каждый шприц содержит компонент, который не может быть заранее смешан с другими. Только при нанесении на рану они должны сформировать плотное упругое покрытие. При этом мы не можем одинаково давить на каждый шприц, должна быть различная и точная скорость подачи, т.к. очень важно концентрация лекарственного препарата и состав гидрогелевой композиции.
Если совсем наглядно, то представьте, что вы хотите сделать тесто для блинчиков. В одном шприце мука, в другом молоко, а "полимеризует" их третий компонент - яичко)) По отдельности ингредиенты качествами теста не обладают. Вместе они - сила)
Нам не нужно везти 3D-принтеры из Китая, так как мы создаем их сами)) И не только создаем, но и обучаем студентов разработке новых биопринтеров и медицинских материалов. С 2019 г. В НИТУ МИСИС открыта магистерская программа "Биоматериаловедение", а с этого года стартует набор на первую в России программу "Биомедицинская инженерия и биофабрикация". Поступайте, мы и вас научим)

Текущий вариант тканевого пистолета является системой 3-в-1 (промывка, инфузия, биопечать). Конечный же вариант будет адаптирован под конкретного заказчика. Например, если хирургам в обычной клинике нужна больше инфузия и промывка, то в мобильном госпитале в зоне ЧС нужна биопечать и максимально быстрое закрытие раны.
Товарищи, короб напечатан для презентации. Эргономика, само собой, будет дорабатываться в соответствии с отзывами медиков разного профиля. Финальный дизайн будет продиктован конечным заказчиком.
Спасибо за идею с нашептыванием)) Текущая конструкция устройства подразумевает разные варианты полимеризации: УФ, УЗ, химическая, физическая сшивка.

Мы пытались обеспечить возможность максимально простой распространенной зарядки. Сохранится ли она в финальном изделии - зависит от места использования (клиника, зона ЧС или др.)

Это устройство не способно работать в режиме высокоточного автономного инфузомата, а также в режиме проточной промывки раневой поверхности, когда один шприц подает раствор, а другой втягивает экссудат. В нашем пистолете каждый шприц содержит компонент, который не может быть заранее смешан с другими. Только при нанесении на рану они формируют плотное упругое покрытие. У нашего устройства различная и точная скорость подачи, т.к. очень важна концентрация лекарственного препарата и состав гидрогелевой композиции.

Мы пробовали. Так себе получается)


Функция БФ-6 поскорее закрыть рану или порез, на ожог его не намажешь. Гидрогель не щиплет глазки и стимулирует регенеративные процессы. Компоненты подбирались, в том числе, на основе их биосовместимости. Испытания на цитотоксичность и заживление ожоговых ран у мышей были успешно проведены.
Рубец останется, так как при заживлении раны фибробласты (клетки соединительной ткани) заменят клетки эпидермиса.
Изготовление УЗ-излучателя и других компонентов не подразумевается в полевых условиях. А идею автомобильной аптечки мы возьмем на вооружение!

Мы сейчас отрабатываем хранение в холодильнике при +5 градусах и при комнатной температуре, пока оба варианта рабочие.
СПАСИБО! Нам очень приятно!
Привет, пикабу! Рассказываем вам о новом прорыве Института биомедицинской инженерии НИТУ МИСИС!
В Главном военном клиническом госпитале им. академика Н. Н. Бурденко провели первую в мире операцию с использованием биопринтера, который в режиме реального времени печатал биочернилами прямо на человеке. Аппарат состоит из роборуки, системы биопечати и компьютерного зрения. Устройство разработано учеными НИТУ МИСИС и пионерами российской биопечати, компанией 3Д Биопринтинг Солюшенс.

У пациента была обширная рана в области плеча и лопатки. Особую сложность придавало не только то, что эта часть тела была подвижна на протяжении всей операции из-за дыхания пациента, но и рельеф глубокой раны. Однако устройство справилось с этими трудностями благодаря особой системе сканирования дефекта мягких тканей.
В классической 3D-печати органы и ткани создаются отдельно на недвижимой подложке, помещаются в биореактор для «дозревания», а уже потом пересаживаются пациенту. Но ведь лучшим биореактором все-таки является сам человек! Пропуская целую технологическую ступень, биопринтер НИТУ МИСИС напечатал эквивалент ткани сразу в организм пациента, используя его же клетки. Это называется биопечатью in situ - непосредственно в рану во время операции.

Построение 3D-модели раны, расчет траектории подачи биополимера in situ, и саму биопечать робот провел без участия человека! Никаких джойстиков и пультов управления, только код, только хардкор. Но контроль работы устройства, конечно, было необходим, так что за ним следил инженер-робототехник.
Подготовка к операции была такой: хирург забрал из костного мозга клетки пациента, их смешали со специальным гидрогелем на основе коллагена, полученные «биочернила» поместили в шприц внутри биопринтера, а сам биопринтер с системой сканирования был размещен на конце «роборуки». Возможно, в скором времени и забор клеток биопринтер будет способен осуществить вместо хирурга… Следите за новостями!

Немного истории. Вся мировая биопечать началась в 2003 году с первой в истории публикации о трехмерной биопечати. Автором статьи был наш соотечественник Владимир Миронов, который является научным руководителем лаборатории биотехнологических исследований 3D Bioprinting Solutions и профессором НИТУ МИСИС. Под его руководством компания, ставшая пионером отечественного биопринтинга, в 2014 году представила первый российский биопринтер – Фабион. Он до сих пор входит в топ-5 биопринтеров мира. Уже в 2015 году на нем напечатали первый в мире орган – щитовидную железу для мыши, которая в полной мере функционировала и продуцировала гормон. Затем стали развиваться разные ответвления биопечати, например, космическая магнитная биопечать. Космических магнитных биопринтеров в мире всего четыре – один на МКС, один в музее космонавтики на ВДНХ и два в Университете МИСИС.

Использование роботов для биопечати уже вылилось в отдельное направление биопринтинга. В ближайшие 10 лет станет возможной печать трубчатых органов (кровеносные сосуды, трахея и пр). В НИТУ МИСИС в рамках Передовой инженерной школы "Материаловедение, аддитивные и сквозные технологии", партнером которой является Госкорпорация "Росатом", разрабатываются несколько технологий магнитной биопечати, при которой с помощью магнитного или акустического полей создаются небольшие кусочки кровеносных сосудов. В России – Москве, Санкт-Петербурге, Самаре, Томске – начинают формироваться целые кластеры биопринтинга.

В Университете МИСИС представили первый в России «тканевой пистолет», который может останавливать кровотечения и запускать регенеративные процессы при ранениях легкой и средней степени тяжести. Устройство, созданное в НОЦ Биомедицинской инженерии НИТУ МИСИС, предназначено для работы в военно-полевых условиях и в зоне ЧС.
Барьерный эффект на поврежденной коже создается за счет параллельной двухкомпонентной высокоточной подачи обезболивающих, кровоостанавливающих, антибактериальных и других веществ на рану. При сшивке биоактивный материал создает пленку на ране, предотвращая попадание бактериальной инфекции и создавая благоприятные условия для ее ускоренного заживления. Для профилактики бактериального заражения и обезболивания возможно использование материалов с добавлением лекарственных средств (антибиотиков, анестетиков).
«В отличие от существующих мировых аналогов разработанное устройство является полностью автономным и питается от встроенных аккумуляторных батарей, которые могут быть заряжены через USB-порт, — рассказывает автор разработки Тимур Айдемир, к.т.н., инженер НОЦ Биомедицинской инженерии НИТУ МИСИС. — Перед работой два стандартных шприца объемом 20 мл заправляются биополимерами и медицинскими препаратами. Через специальный порт подсоединяется третий шприц и выполняется заправка устройства сшивающим агентом, далее заправляющий шприц отключается. При нажатии на курок ультразвуковая система одномоментно собирает все компоненты в области печати, тем самым формируя полимерный сшитый биоматериал, способный останавливать кровотечение и ускорять регенерацию ткани».

Корпус и детали напечатаны в НИТУ МИСИС c помощью FDM и SLA технологий 3D-печати. Себестоимость изготовленного образца — 40 тысяч рублей. Как отмечают создатели устройства, при запуске в промышленное производство будет использоваться уже не 3D-печать, а литье из пластика, что сделает его еще дешевле. При необходимости, 3D-принтер можно использовать для печати деталей «пистолета» в зоне военных действий.
«Мобильные госпитали, разворачиваемые в зоне ЧС или боевых действий, нуждаются в автономном ручном устройстве, которое в сложных условиях остановит кровотечение и ускорит процессы регенерации живой ткани, — объясняет соавтор разработки Фёдор Сенатов, к.ф.-м.н, директор НОЦ Биомедицинской инженерии НИТУ МИСИС. — Существующие на данный момент устройства со схожим принципом работы крупные и сложные для таких условий».

Полное название запатентованного устройства — ручной автономный комплекс двухкомпонентной 3D-биопечати с ультразвуковой системой полимеризации для лечения раневых поверхностей. Широкие возможности по ручному электромеханическому управлению подачей материалов позволяют точно подстраивать соотношения компонентов и изменять его в режиме реального времени. Система поддерживает шприцы с биоматериалами в 2 раза большего объема чем у мировых аналогов (до 22 мл), что повышает автономность устройства. Кроме того, в разработанном устройстве сложная система транспорта материала в область печати заменена на более простую и функциональную, то есть не требуется, например, микрофлюидный чип или высоковольтный преобразователь для получения волокон. Впервые применена конструкция на основе ультразвуковой мембраны с системой автоподачи сшивающего агента, что позволяет создавать сфокусированную струю аэрозоля из сшивающего агента в области печати.

«Область биомедицинской инженерии для Университета МИСИС — одна из самых новых и перспективных. Созданный на базе НОЦ „БиоИнж“ консорциум, в который вошли ведущие университеты, научно-исследовательские центры, инновационные предприятия и стартапы, ставит перед собой амбициозную цель — сформировать национальную отрасль биомедицинских материалов, — отметила ректор НИТУ МИСИС Алевтина Черникова. — Ученые центра работают над линейкой межпозвоночных кейджей для спинальной хирургии, нейропротезами для лечения поврежденной нервной ткани и др. Одна из последних разработок — „тканевой пистолет“, позволяющий оперативно оказывать первую помощь людям, оказавшимся в чрезвычайной ситуации. Исследования ведутся, в том числе в рамках Передовой инженерной школы „Материаловедение, аддитивные и сквозные технологии“ НИТУ МИСИС».
Ученые уже провели серию исследований in vivo на базе НМИЦ онкологии им. Н.Н. Блохина. Результаты показали, что при использовании двухкомпонентного гидрогеля наблюдалось более быстрое заживление ожоговой раны в экспериментах на лабораторных мышах. Сейчас проводится изучение тканей после заживления.
Прошлый пост про секрет булатной стали собрал много вопросов в комментариях, которые мы не могли оставить без ответов. Теперь будет настоящий научпоп-длиннопост. Всё как вы просили. Заранее хотим отметить, что уместить в один текст вообще все детали, теории и факты невозможно. Конечно, придется прыгать по верхам, но базу дадим и книги для углублённого изучения посоветуем)

Стегозавр для привлечения внимания (автор клинка — Джонни Уокер Нильссон)
Ответ для @son.zsd
Исторически, булат — это неоднородная сталь, которая получается методом выплавки разных ингредиентов в тигле (химически — это сплав железа с углеродом, но уникальные свойства достигаются разными техниками обработки и легирующими добавками, содержащимися в руде). Про тигли и легирование мы писали тут. Основная проблема здесь заключается в том, что температура плавления стали — от 1370 до 1530°C (чем больше углерода, тем ниже температура плавления). Региональные технологические традиции (и наличие подходящей по хим.составу руды в большом количестве) сложились таким образом, что только металлурги Индии и Среднего Востока смогли первыми сконструировать соответствующие печи и освоить способы получения литой тигельной стали.

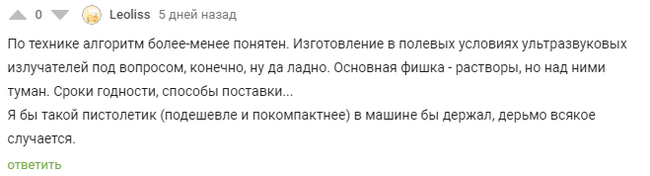
Клинок из "черного" булата, black wootz steel. Узор мельче, чем у дамаска.
В структуре истинного булата перемешаны области с высоким содержанием углерода (более твёрдые, но более хрупкие) и с низким содержанием углерода (соответственно, более мягкие и вязкие). Это даёт ряд преимуществ – например, микротрещина, возникшая в твёрдом элементе структуры, не выходит за его пределы, а «гасится» мягкой матрицей. Сочетание в структуре областей с различными механическими характеристиками обеспечивает уникальные свойства булата – оружие из него гибкое, но прочное, хорошо выдерживает ударную нагрузку. Кроме того, на режущей кромке есть эффект «микропилы» из-за чередования мягких и твёрдых структурных элементов, что обеспечивает хорошие режущие свойства.
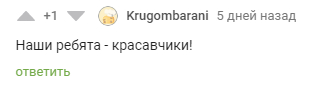
Сейчас будет сложно: состав сырья и условия охлаждения булатной стали подбирались таким образом, чтобы обеспечить неоднородность слитка за счёт формирования при кристаллизации разветвлённых кристаллов (дендритов) с высоким содержанием углерода в матрице из стали с низким содержанием углерода.

Дендриты в вутце
Разнообразие булатов определялось мастерством кузнеца и традициями «производственной школы», к которой он принадлежал, в области получения слитков неоднородной стали и их кузнечной обработки. Собственно, из всего этого следует, что единственного «того самого» булата, равно как и дамаска, не существует. «Тех самых» – множество разных вариантов.
Какие-то варианты литого булата удалось разработать в Злаутосте Павлу Петровичу Аносову. Большинство мифов о его работе, которые и сейчас на слуху, появились в 1940-е годы по совершенно конкретным причинам — поднять боевой дух советского народа в период войны. В 1943 году было опубликовано произведение Павла Бажова «Иванко-Крылатко», основная идея которого в том, что мы не хуже немев, а даже лучше, можем делать разные удивительные вещи. А в 1945 году Бажов опубликовал «Коренную тайность», где в таком же ключе рассказывалось о работах Аносова. Всем интересующимся рекомендуем книгу Михаила Ефимовича Главацкого «Генерал от металлургии Павел Аносов».

Ответ для @PavleB, мы очень хотим "зачот"
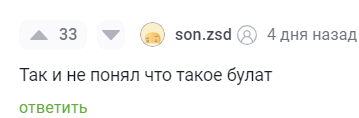
Неоднородную структуру стали можно получить несколькими различными способами, что стало одной из причин путаницы в терминах «булат», «дамаск», «вуц/вутц» и т.д. Исторически сложилось, что булатом (литым булатом, «истинным» булатом) обычно называют сталь, неоднородная структура которой получена в ходе кристаллизации из жидкого состояния (расплава). В англоязычных странах для неё используют термин wootz steel, поскольку в определённый период она импортировалась из Индии в виде «лепёшек» – вутцев.
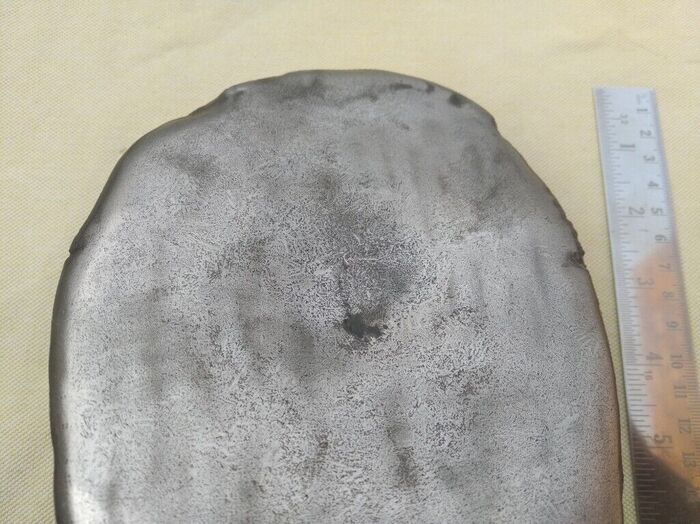
Лепёшка-вутц
Дамаском же или сварным (сварочным) булатом часто называют неоднородную сталь, полученную без плавления, путём кузнечной сварки и проковки пакета заготовок (пластин) из стали с различным содержанием углерода и карбидообразующих элементов, в основном ванадия, хрома, титана или молибдена. При повторяющихся циклах нагрева/охлаждения происходит выравнивание карбидов в микроструктуре. Поэтому узоры перлитно-карбидных полос на дамаске более крупные, чем образующиеся при кристаллизации жидкой стали на булате.

Персидская сабля-шамшир, 17 век, дамасская сталь. Музей Метрополитен.
Грубо говоря, вутц — это заготовка. Вутц плавят в тигле и отливают булат, а дамаск не плавят, это сплющенный сэндвич-пакет из пластин высокоуглеродистой стали. Данное описание, естественно, не является общепринятым, но наиболее часто эти термины используются именно в таком контексте. Кроме того, существует так называемый «штемпельный булат», который собственно булатом не является. Это своего рода контрафакт, когда на поверхности изделия из обычной однородной стали с помощью штемпеля теснят узор.
Теперь про Японию. Процесс в традиционной японской печи «татара» организован таким образом, что восстановленное из руды железо насыщается углеродом. В результате получается насыщенная углеродом крица – кэра. Её разбивают на куски, удаляют включения шлака, а металл сортируют, определяя по визуальным признакам содержание углерода. Такой метод позволяет отбирать сталь с содержанием углерода в диапазоне от 0,6 до 1,5%.
Отобранную сталь (тамахаганэ) затем проковывают, получая полосы с различным содержанием углерода. Из полос формируют пакет, который многократно проковывают, что позволяет получить композитную структуру с чередованием областей стали с высоким и низким содержанием углерода.

Ответ для @LaDiez
Да кто ж знает, когда точно. Примерно к XIV в. секрет булатной стали уже считался утраченным. То ли потому что подходящая железная руда с вкраплениями ванадия, хрома и т.п. закончилась на местности, то ли всех мастеров перебили в ходе войн и завоеваний. Да и кузнечная артель не самое открытое сообщество, в целом.
Для того, чтобы понять по какой технологии изготовлен тот или иной клинок, надо провести его сложное металлографическое исследование с повреждением части изделия для получения шлифа. Существуют методы неразрушающих исследований, но они пока не очень распространены в научных исследованиях старинного оружия. Если способ производства удалось установить, то повторить его – это уже вопрос техники, т.е. знаний и опыта мастера-кузнеца.
Ответ для @mope72
Если вы кузнец-оружейник, но не реконструктор, то чтобы получить какой-то вид булата, похожего на «тот самый», можете воспользоваться современным печным оборудованием, средствами измерения температуры, промышленной сталью с различным содержанием углерода и механическим молотом. К слову, Аносов использовал современное на тот момент заводское оборудование, а не воссоздавал древние индийские рецепты как нынешние ученые из университета Айовы.
Можно обратиться к книге Николая Годеновского «Тайна булатной стали», где он поимённо перечисляет кузнецов-оружейников, работающих с булатной сталью, и используемые ими технологические приёмы. Книга хороша ещё и тем, что в ней приведён хороший обзор видов дамаска и способов их получения, а необходимая теория изложена кратко и доступным языком.
Также много интересной информации, наблюдений и размышлений кузнеца-практика по теме изготовления булатов приведено на сайте Леонида Архангельского и в его книге «Секреты булата».
Ответ для @Feofan2020
По прочности булат уступает, это так. Разработка новых марок стали – не самоцель учёных. Если для решения какой-то производственной задачи необходим сплав с требуемыми свойствами, то он разрабатывается научно-исследовательским коллективом металлургического завода или научного института, затем вводится в государственные или заводские стандарты. «У нас» в плане разработки новых сплавов дела обстоят точно не хуже, чем «у них». Дело в запросе от отрасли и объеме финансирования на модернизацию материалов и оборудования. Если есть задача, которую может решить только новый сплав, то он точно будет разработан. Научная школа в России сильная, особенно в Университете науки и технологий МИСИС, конечно же! Не шутка, наш вуз — лучший в стране по материаловедению согласно 4 разным рейтингам последних лет QS, U.S.News, RUR, RAEX.

Ответ для @efys
По-видимому, речь идёт об исследованиях профессоров МИСИС В.А. Щербакова и В.П. Борзунова, описанных в книге «Индийский вутц, дамасская сталь, русский булат – легендарные композиты прошлого. Теоретические аспекты формирования уникальной гармонии эксплуатационных свойств и пути их воспроизведения».
Булат, безусловно, хорош. Но смотря для кого и чего. Его главная проблема – нишевость, это всегда штучный товар. Разработано много способов изготовления единичных изделий из булата, но не технологий массового производства. Разница в масштабах. Для обеспечения современных объёмов производства стали используется определённый набор инструкций, выполняя которые можно гарантированно получить продукцию с заданными свойствами. Для "равномерно неоднородного" булата это проблематично. Не говоря уже о том, что изделие из булатной стали или дамаска требует дополнительной кузнечной обработки, что снижает производительность.
Даже во времена Павла Аносова (1840-1850-е), когда масштабы металлургического производства были значительно скромнее, в результате его опытов стало понятно, что производство однородной литой стали существенно проще. А изделия из неё удовлетворяют предъявляемым требованиям заказчиков. Аносовский же булат использовался для изготовления единичных экземпляров подарочного оружия.
Надеемся, после прочтения этого поста тема булата для вас раскрыта)
Если остались вопросы или темы, на которые вы хотите получить ответы - обязательно пишите! Мы читаем все комментарии и очень вам за них признательны! Но на подготовку материалов требуется время) Ваш, Университет МИСИС
Привет, пикабушники! Это снова мы, сотрудники НОЦ Биомедицинской инженерии НИТУ МИСИС.
Огромная благодарность за интерес к нашему тканевому пистолету! Ваши идеи насчёт названия восхитили, порадовали и тронули до глубины души! Мы не ожидали такого ажиотажа, было очень трудно сформировать шорт-лист, у каждого были свои фавориты. По итогу в нашем Telegram-канале победителем стал «Подорожник», набрав 39% из 251 голоса. Первым это название предложил самый быстрый стрелок на Диком Западе @LittleBakh – Айдар из Нефтекамска. Второе место занял «Фибробластер» от @SaperTulskii, а третье - «ХИЛЕР» от @Egogorko. Поздравляем! Мы всем написали и ждем данные для отправки подарков! Весь остальной креатив тоже прекрасен, мы искренне рады, что здесь столько неравнодушных людей с фантазией!
Также мы поняли, что количество вопросов и предложений по пистолету не уменьшается, и решили в перерыве между исследованиями, лекциями и отчетами написать короткие ответы. На большее не хватает времени, к сожалению. Но мы считаем своим научным долгом нести знание и поощрять любознательность.
Первое – мы всех видим, читаем, запоминаем) Спасибо за добрые слова, за хорошие вопросы, интересные предложения! Насчет негатива – Haters gonna hate, мы все понимаем.
Второе, что мы хотим напомнить про пистолет, – это прототип. Его цель – показать, что идея рабочая и полезная. Пистолет будет дорабатываться под конкретные запросы различных врачей. То есть, будет меняться расположение шприцев и рукоятки, вид короба, состав жидкостей, размер наконечников. В городской клинике – одни потребности, в зоне ЧС – другие.
А теперь, к ответам.
Устройство является опытным образцом для демонстрации технологий. В нем встроены автономные системы и инфузомата, и промывки, и ультразвуковой сшивки, кроме того, все процессы, которые обеспечивает устройство, легко настраиваются оператором специальными регуляторами. Конечно, по запросу заказчика будут оставлены лишь те опции, которые требуются.
1. Устройство ускоряет залечивание ран в условиях полевого госпиталя, либо при ЧС, где крайне важна автономность и мобильность. В реанимации и хирургии он может использоваться как автономный инфузомат для точного дозирования препаратов, либо для точного наложения шва.
Пистолет при печати создает барьерный эффект, снижая вероятность инфицирования раны (в компонент печати входит мощный антисептик), а пленочная структура создает "инкубатор" для ускорения процессов регенерации. Все это усиливает и ускоряет процесс залечивания. Кроме того, пистолет может с высокой точностью дозировать опасные препараты в раневую поверхность, не превышая предельно допустимую дозу.
2. Деконтаминация производится до нанесения материала пистолетом.
3. Не случится)
Эти "усложнения" дают врачу выбор, а пациентам - более эффективное и экстренное лечение. Ваш телефон тоже зачем-то умеет не только звонить) Под каждую задачу свой состав компонентов.
Во-первых, проточная промывка это доп. функция, ее можно не использовать. Она обеспечивает откачку промывочной среды и повышает регенерацию за счет ускоренного удаления инфицированных элементов раны под небольшим давлением. Во-вторых, смешение двух компонентов принципиально. Некоторые препараты могут быть смешаны только в области печати. Также пистолет позволяет в режиме реального времени изменять соотношения подаваемых компонентов, исходя из состояния пациента, а это очень важно.
Всасывать и дозировать это доп. функции. Основная - биопечать. Без лишней скромности можем утверждать, что в этом автономном устройстве впервые в мире реализована технология аэрозольной ультразвуковой сшивки двух биоактивных компонентов (мономера и препарата) в раневой поверхности, такой подход позволяет создать тонкую пленку, внутри которой, по сути, инкубатор для ускоренной регенерации.

PETG (полиэтилентерефталат-гликоль)
Пистолет позволяет в реальном времени проводить заживление раны, регулируя соотношение компонентов, подстраивая их под каждого пациента, исходя из типа раны. Кроме того, технология обеспечивает поверхностную сшивку, чего не достичь повязками. Такая сшивка ускоряет регенерацию тканей. Предварительные тесты на мышах это подтверждают.

Ультразвук находится в печатающей головке устройства. Он с газодинамической системой фокуса струи аэрозоля, там много своих научных тонкостей - это быстро не объяснить. Цена зависит от электроники, от двух высокоточных систем привода шприцов, от типа производства (для серийного, естественно, будет дешевле) и т.д.

Да, конечно, может.

Можно. Также устройство может работать как автономный инфузомат, который точно подаёт препараты при проведении хирургических манипуляций.
Друзья, на этом мы закругляемся с темой тканевого пистолета. У нас есть еще много интересного) Будем рассказывать в свободное от работы время. Если кто-то заинтересован в сотрудничестве - пишите в наш чат-бот в ТГ. Мы открыты предложениям!
Привет, Пикабу! В прошлом посте мы говорили о том, как люди с древних времен пытались улучшить свойства сплавов для орудий труда и оружия. Сегодня расскажем как непростой русский металлург из Златоуста Павел Аносов разгадал то, что сотнями лет было неподвластно никому в мире — секрет булатной стали. И напомним, какой русский учёный способствовал превращению металлургии в науку.

В 1820-х годах знаменитый британский физик и естествоиспытатель Майкл Фарадей, кстати сын кузнеца, и его коллега Джеймс Штодарт пытались раскрыть секрет булатной стали. Она поистине уникальна и сегодня не может быть отнесена ни к одному из известных и научно определенных видов естественных и искусственных композитов, в числе которых волокнистые, слоистые и дисперсно-упрочненные. Во времена Фарадея предполагалось, что свойства обусловлены только наличием легирующих примесей в стали: алюминия, платины и серебра или хрома. Но несмотря на множество экспериментов, получить желаемое никому не удавалось.
В ту эпоху на Урале открыли крупные месторождения платины, и граф Егор Францевич Канкрин, министр финансов и главноуправляющий Корпуса горных инженеров, приказал повторить опыты Фарадея по сплавлению стали c платиной. За работу в 1828 году взялся управляющий Златоустовским горным округом полковник Павел Петрович Аносов. Кстати, в России в это время тигельная сталь не производилась, а импортировалась из Великобритании, и Златоустовская оружейная фабрика была одним из первых предприятий, где эта технология была разработана и освоена благодаря лично Аносову и его помощнику Николаю Швецову.

Павел Петрович Аносов
Павел Петрович определил природу булатной стали как сплава железа с углеродом, исследовал влияние на ее свойства примесей, легирующих элементов, процессов ковки, закалки, выполнив 185 опытных плавок и получив булатную сталь. В 1833 году Аносов записывает: «...получен был клинок настоящего булата. Многовековой тайны не стало…Булатная сталь оказалась сложным телом, состоящим из чистого железа и внедренных в него пластинок карбида железа, — химического соединения железа с углеродом, служащего как бы скелетом клинка». В 1841 году в печать вышел его труд «О булатах».

Почему у Аносова получилось? Он действовал как ученый, создавая свою систему и методы, а не просто перебирал легирующие добавки, надеясь на чудо. Павел Петрович первым из металлургов понял, что надо обращать внимание не только на химический состав, но на строение, структуру металла, на вид и размеры «зерен», из которых он состоит. Между структурой того или иного куска металла, определил он, и его механическими свойствами — твердостью, гибкостью и т. д. — существует прямая связь. Он впервые в мире применил металлографический микроскоп и разработал микроанализ — важнейший и повсюду применяемый метод исследования структуры материалов. Его открытия стали впоследствии краеугольным камнем металлографии, занимающейся изучением связи между строением и свойствами металлов.
После подробного анализа работ Аносова и других оружейников строго научно объяснил природу и свойства булата выдающийся русский металлург Дмитрий Константинович Чернов. Он точно вычислил «температурные» точки, известные сейчас как «точки Чернова», при которых сталь меняет свои свойства и в ней проходят полиморфические превращения, и нарисовал первый набросок фазовой диаграммы железо-углерод. В 1868 году он опубликовал статью «Критический обзор статей гг. Лаврова и Калакуцкого о стали и стальных орудиях и собственные Д. К. Чернова исследования по этому же предмету». Считается, что после выхода этой статьи металлургия оформилась как наука, а не ремесло.
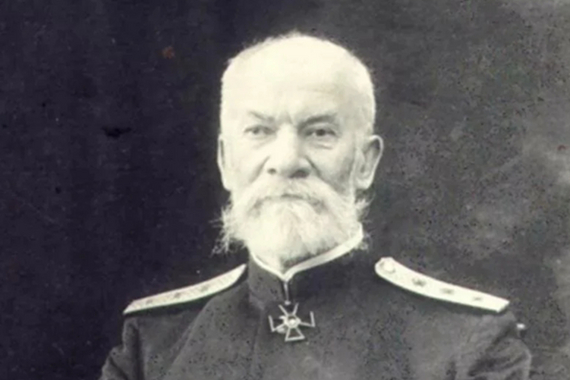
Дмитрий Константинович Чернов
В настоящее время принято выделять две большие группы технологий производства высококачественной оружейной стали. Первая группа объединяет технологии, связанные с расплавлением хотя бы одной из составляющих будущего металла. Так получали «классические» литые булаты: индийский вутц, арабский фаранд, китайское «многосуточное железо». Вторую группу составляют способы, основанные на применении кузнечной сварки; так получали и получают дамаски. Естественно, что в каждой группе имеется множество разновидностей и, кроме того, существуют технологии производства узорчатой стали, которым присущи признаки получения как литого, так и сварочного металла. Необходимо отметить, что качество сварочной дамасской стали, как правило, намного уступает качеству литой булатной стали.
Этот текст, как и предыдущие посты про историю металлов, подготовлен на основе материалов из энциклопедии «Металлургия и время», созданной учеными Университета науки и технологий МИСИС.
Люди давно привыкли к благам цивилизации: покупают готовую одежду, а не ткут и прядут самостоятельно; используют моторчики, где только можно; быстро перемещаются на большие расстояния на разных видах транспорта и т.д. А все это стало возможным благодаря Первой промышленной революции, которая началась в Англии в XVIII веке и стояла на трех главных инновациях: запуске текстильной промышленности, изобретении парового двигателя и… замене древесного угля на каменноугольный кокс при выплавке чугуна. О последнем мы и расскажем поподробнее.
Во второй половине XVI в. возрастающий спрос на металл стимулировал неуклонное увеличение размеров доменных печей для выплавки чугуна. От 4,5 м в XVI веке печи «выросли» до 9 м в XVII в., но их производительность была всего 5-7 т чугуна в сутки. На 1 т чугуна расходовалось, в среднем, 1,6 т древесного угля, но с учётом кузнечных доп. работ, общий расход твёрдого топлива превышал 3 т. В сутки требовалось около 100 м3 древесины, то есть более 50 стволов среднего размера (50-70 см в диаметре). Леса вырубали в огромных масштабах (не только из-за этого, конечно, надо было еще строить корабли и выделять место под пастбища, но всё же). К XVII в. в Европе, особенно в Великобритании, это превратилось в серьёзную проблему. Требовалось найти новое, более эффективное топливо.

Речной ландшафт с доменными печами. Иоахим Патиниер. XVI в.
Каменный уголь (в небольших хозяйствах) использовался в Англии на протяжении всего средневековья. Но с ним была проблема — много серы, которая, попадая в чугун, делала его ломким и непригодным для дальнейшей работы, ну и пахла ужасно. С применением угля в доменной плавке дела обстояли ещё сложнее. Требовалось, во-первых, превратить уголь в прочное кусковое топливо, а во-вторых — что-то решать с серой. Первым, кому удалось достичь успехов в этом деле, был Дад Дадли (Dud Dudley), внебрачный сын Эдварда Саттона, пятого барона Дадли. Ещё в юности Дад начал работать на металлургическом заводе своего отца, где проводил опыты с углём. Позднее он писал: «Дрова и древесный уголь становились редкими, а между тем в непосредственной близости от доменной печи находили в большом количестве каменный уголь. Это обстоятельство побудило меня видоизменить устройство горна, чтобы попробовать положить туда каменный уголь... Успех, достигнутый мною при первом же опыте, поощрил меня. После второго опыта я убедился, что металл, получаемый по моему новому способу, был хорошего качества». Он сообщил о результатах отцу, который и взял патент на своё имя. Его доменная печь в Аскью-Бридж (Askew-Bridge) давала в 1635 г. приблизительно 7 т чугуна в неделю, себестоимостью в 4 фунта стерлингов за т, при обычной величине 6-7 фунтов стерлингов. Одного этого было достаточно, чтобы вызвать настоящую революцию в металлургической промышленности, но наступила черная полоса: доменные печи были разрушены «Великим майским наводнением», потом конкуренты науськали рабочих разгромить завод, затем долги, тюрьма, переворот Кромвеля в стране, разорение. После реставрации монархии Дадли попытался вернуть себе свои права, однако его ходатайства были приняты довольно холодно. В 1665 г. он написал книгу с посвящением «почтенному Большому совету его Величества», озаглавленную Metallum Martis или «Изготовление железа с использованием земляного и морского угля». Несмотря на это все просьбы Дадли были отклонены. Умер он в 1684 г., забытый всеми, а вместе с ним ушёл в могилу и его секрет.
После смерти Дада Дадли разные товарищи предпринимали безуспешные попытки по коксованию угля. Стремление сделать угольное топливо приемлемым для использования в промышленности привело к логичному выводу: чтобы вывести «сернистые соединения» из угля, надо его нагреть без доступа воздуха, аналогично тому, как обугливали дерево. Однако оказалось, что большая часть серы, связанная с нелетучим углеродом или находящаяся в золе, в условиях, характерных для коксования, остается в нелетучем остатке и только малая доля удаляется с газами.
Решить проблему использования высокосернистого коксующегося угля при выплавке чугуна в промышленных масштабах удалось родственнику Дада — Абрахаму I Дарби (его прабабка была сестрой Дадли), и потом его сыну Абрахаму II.
В юности Абрахам учился в Бирмингеме у мастера Джонатана Фрита, который занимался строительством солодовых мельниц. Английские пивовары в то время уже использовали каменный уголь в работе, но его предварительно подготавливали, чтобы удалить серу, которая могла испортить запах. Предполагается, что Дарби кое-что точно подсмотрел у пивоваров.
Получив знания и в выплавке металлов, и в работе с углём, Дарби переехал в Бристоль, куда его в 1702 г. пригласили в состав учредителей Бристольской компании латунного литья, производившей преимущественно кухонную утварь. Абрахам сначала разработал и внедрил новую технологию отливки котелков и кастрюль в песчаные формы, а не в глиняные (которые деформировались и трескались при заливке в них металла), на чем отлично заработал. В 1704 г. он организовал литейное предприятие Cheese Lane Foundry, которое первоначально производило посуду из латуни, а позже перешло на использование чугуна.

Вид на Верхние заводы Коалбрукдейла (в правом нижнем углу – кучи для выжига угля). Художники Дж. Перри и Т. Смит. 1758 г.
В 1705 г. Абрахам I взял в аренду разрушенную печь в Коулбрукдейле (она впоследствии получила название «Старая домна») и начал проводить опыты по приготовлению угля «без серы» и отливке чугуна.


«Старая домна», ныне часть Музея железа Коулбрукдейла, где Дарби-старший проводил опыты
Неоспоримым является тот факт, что с самого начала работы Дарби использовал специально подготовленный каменный уголь. Возможно, ему помогло то обстоятельство, что угли Шропшира крупнокусковые и относительно малосернистые. Сохранилась его книга для записей, в январе 1709 г. в ней упоминается «обугленный» («charked») уголь. В тот год внезапно объемы производства на его заводе резко взлетают, Дарби продал тогда 81 тонну чугунных изделий. И дело вроде отлично шло, бизнес расширялся, но в 1717 году, в 39 лет Абрахам умирает после долгой болезни. Его старшему сыну на тот момент было 6 лет. Компаньоны и нерадивые родственники чуть не разрушили всё дело. Но благодаря усилиям дяди-опекуна, который не бросил племянника и купил для него акции, Абрахам-младший смог участвовать в управлении предприятием, в 17 лет. 17, Карл!
За прошедшее с момента смерти Абрахама-старшего время округ обезлесился — возник серьезный риск, что завод в скором времени останется без древесного угля, который все еще был основным топливом. Для решения проблемы нужно было закончить работу начатую отцом и Абрахам II стал долго и упорно экспериментировать. Он установил, что кокс более плотный по сравнению с древесным углём и из-за этого хуже горит. Кроме того, в нём всё ещё содержалось много серы, а после сгорания оставалось много золы, которую надо было удалять со шлаком. Для решения этих проблем он увеличивал мощность воздуходувок, для связывания серы в шлак придумал подмешивать к руде негашёную известь, внес в технологию плавки изменения, обусловленные различием в физических свойствах древесного угля и каменноугольного кокса.
В 1735 г. Абрахам II достиг цели. Несмотря на явный успех и пользу для отрасли, новый способ стал общеупотребительным только в 1780-е гг. Новая технология сняла проблему нехватки топлива для производства чугуна и позволила производить его в больших количествах. Но проблема топлива оставалась на следующем этапе — при переделе чугуна в железо. Для этого тоже требовалось много топлива, а использование сернистого угля приводило к «порче» металла. Как мы сейчас знаем, «дешёвыми» методами серу из угля удалить невозможно, остаётся только один способ — использовать тепло сжигаемого топлива, изолировав при этом металл от контакта с углем. По этому пути, кстати, и пошли братья Кранедж, получив патент в 1766 г. на процесс пудлингования. Идея была в том, что чугун помещался в отражательную печь, свод которой нагревался продуктами горения угля. Таким образом металл почти не контактировал с продуктами горения и не насыщался серой.
Что же было после? Промышленная революция! Одни изобретения влекли за собой другие: возросшую массу товаров уже невозможно было перевозить на лошадях и парусниках. Совершенствовался транспорт: появились пароход, паровоз, строились мосты из металлоконструкций. К слову, первый чугунный арочный мост в мире построил Абрахам Дарби III — внук Дарби старшего.

Чугунный мост через реку Северн в графстве Шропшир в Англии, построенный Абрахамом Дарби III, был открыт в 1781 г.
Завершением промышленного переворота можно считать производство машин с помощью машин. Стали строиться заводы современного типа. Индустриализация Англии вызвала бурный рост промышленных центров. В частности, мощное развитие чёрной металлургии России в XVIII в. было обеспечено не в последнюю очередь английскими специалистами и технологиями.
Текст подготовлен на основе материалов из энциклопедии «Металлургия и время», созданной учеными НИТУ МИСИС.
Привет, пикабушники! На связи снова центр Биомедицинской инженерии Университета МИСИС!
Прошло 4,5 месяца как мы презентовали вам и миру тканевой пистолет, сшивающий раны биополимерами. Напомним, что устройство можно применять как в полевых условиях ЧС, так и для специализированной хирургической помощи и реабилитации при лечении обширных ран и ожогов в клиниках. Конструкция позволяет осуществлять ультразвуковую (аэрозольную) сшивку, которой нет у аналогичных устройств, используя шприцы с лекарством объемом 20-25 мл (до 10 мл у иностранных производителей).
С момента первой публикации мы только на Пикабу получили 500+ комментариев. И конечно все ваши замечания по улучшению попали в наши инженерные сердца, и мы стали дорабатывать пистолет, чтобы он был еще лучше и полезнее.

Обновленная версия пистолета
Из очевидного – серьезно поработали над эргономикой, чтоб обзору медперсонала ничего не мешало. В этом нам помогли специалисты Главного военного клинического госпиталя имени академика Н. Н. Бурденко. По словам врачей госпиталя, устройство выполняет функции мобильной перевязочной станции, но без бинтов и повязок, что крайне важно для пациентов с обширными ожогами и ранами.
2. Поработав над ультразвуковой системой подачи геля с распылением сшивающего агента, скорость увеличилась более чем в 4 раза. То есть рану площадью 10 см2 пистолет закрывает защитно-лечебным полимерным слоем за 2 секунды.
3. Важная особенность новой версии устройства – возможность использования в работе уже существующих препаратов в зависимости от медицинской потребности. Подобрать самые эффективные гелевые композиции нам помогли эксперты компании ООО «Колетекс». Пистолет и зарегистрированный гель «Колетекс» уже успешно использовали для лечения пациентов, а первой площадкой для будущего активного внедрения будет ГВКГ им. Н. Н. Бурденко.
4. Поразмыслив над внутренностями корпуса, смогли уменьшить вес устройства с 800 до 350 грамм. Освободившейся второй рукой врач сможет сделать вдвое больше полезных дел.
5. Главное и самое интересное – название. Каждой версии устройства (вы же помните, что под разные задачи разный функционал?) можно давать новое имя. Для первых версий мы оставили названия «Подорожник» и «Фибробластер», а доработанную назвали «Лекарь».

В общем, мы с коллегами постарались сделать так, чтобы средний медицинский персонал и хирурги смогли поставить на поток обработку ран до того, как пострадавшие будут отправлены на следующий этап оказания медицинской помощи.
Наука, как видите, не стоит на месте! Всёпропальщикам большой привет!)



