
Подскажите
Подскажите пожалуйста профильные площадки где можно было бы разместить объявления об изготовлении деталей на разных станках. Место обитания Нижегородская область.
Подскажите пожалуйста профильные площадки где можно было бы разместить объявления об изготовлении деталей на разных станках. Место обитания Нижегородская область.
Господа, доброго дня всем и мирного неба над головой.
Есть один знакомый, условно назовем его Иван. Занимается металообработкой, сидит практически без заказов, хотя у конкурентов план производства расписан на недели вперед.
И что характерно, стоимость нормочаса у него в районе 500-700 руб, хотя у конкурентов 1000-1300, в зависимости от сложности.
Так вот, собственно вопрос: есть идея завести страницу в инстаграм, объявления на Авито, в контакте.
Это вообще здравая идея? Просто я сам не сижу ни в инстаграм, ни вконтакте. Авито пользовался только при сдаче квартиры.
Эти инстаграм и вконтакте хоть кто то использует для развития бизнеса, для расширения клиентской базы иди там сидят тупо для развлечения?
Создавать отдельный сайт под эту организацию смысла нет наверное, дорого и геморройно.
Низкая стоимость нормочаса обусловлена тем, что он и директор, и снабженец, и водитель, и сам за станком может постоять.
У конкурентов весьма раздутый штат: ген. директор, заместители, главный инженер, начальники цехов, смен, участков, три бухгалтера, секретарь, расчетчик, конструктор, менеджеры по поиску клиентов, менеджер по развитию. Хотя организации не сильно большие.
Ну вот, собственно все...
Пс. Один из его конкурентов Постоянно в статусе ватсап выкладывает свои изделия, ведет страничку в инстаграм.
Для любителей станочного рукоблудия...
Один из клиентов попросил сделать тайник на основе головоломки с лабиринтным замком. Не понимая принципа и не зная, что это тайник, открыть ее практически не возможно.
Ну а поскольку такие сувениры - мой профиль, то за эту работу я не мог не взяться
Механизм достаточно простой: основной корпус сделал пустотелым из дюрали, а основу запирающего механизма расположил в крышке. Два бронзовых пина составляют ответную часть замка. И если нижний достаточно простой, то верхний имеет в себе лабиринт. Работа заняла около недели, при чем, большую часть времени потратил на проектирование
Почему то, совершенно не обнаружил упоминаний или постов о этом парне из Японии, который превращает бездушные железки в потрясающе красивые вещи! Да, возможно они не практичны, но процесс его работы залипателен!
Лишь пример одной из его работ в фото ниже! Он очень общительный и рад Русскоговорящим гостям. Было бы круто, если бы кто нибудь просто передал ему привет из своей страны! (Его канал есть в YouTube под названием Monomake).
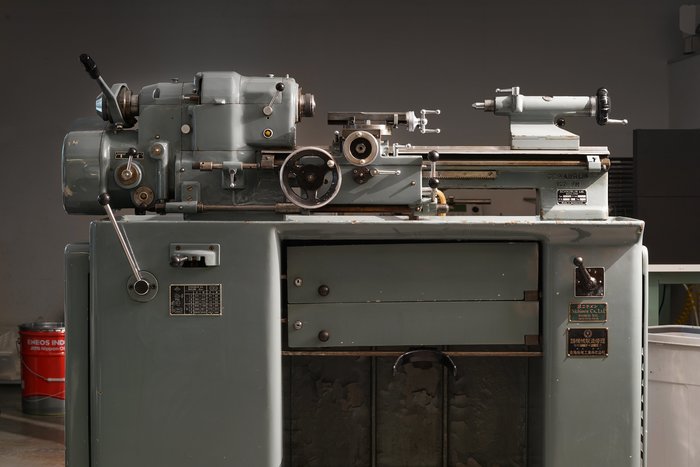
И так, ТокарьPorn activated!




Делает он это на достаточно старых, но от этого душевных токарных станках.



Бонжорно, геноссен.
Оно как бывает в жизни? Сперва ты вкладываешь бабло и в мастерскую и в инструмент, а потом оно всё пеперастает какую-то критическую массу и кааааааааак начнёт саморазмножаться. Ей-ей. Вот сегодня я расскажу как получить малый слесарно-заточной участок с прямыми затратами в 130 рублей. Вот такой вот. За сто тридцать рублей. :)
Основой для уголка личинки слесаря послужила тумбочка, которая досталась мне за самовынос, когда приобретался нынешний токарник. Ну по факту, продать её за деньги не представлялось возможным, а на металл сдавать - так этж ехать надо. Поэтому, на тебе, убоже, что нам не гоже:

Перво-наперво шпателем счистил ту краску, которая уже отваливалась и приварил кусок листа-пятёрки. Который остался от какого-то предыдущего проекта. Т.е. по факту уже был оплачен заказчиком.

Ну, собственно, на этом работе по самой тумбе можно считать завершёнными. Ну закорячил её на позицию и покрасил в тот же цвет, что и её сестричек:

Теперь - точило. Мне его подарили примерно лет 10 назад... Нормально работает, кстати. Даже подшипники не менял. Но! От камня очень много абразивной пыли. А тут мне как раз подарили кожух... Обвёл кожух, обвёл крепёжные отверстия и ручным плазморезом вырезал переходную пластину:

Заодно покрасил кожух внутри и поменял камень на новый. Ну теперь ещё года два можно туда не лазить.

Несмотря на большое количество деталей (крышка, поддон) при включении - не дребезжит и ваще по красоте.

Далее, нужны тиски. Слесарные покупать - этж покупать надо! А я как раз не так давно скачал с разоряемого производства станочные поворотные тиски Gandini... Сохран идеальный, но у них не было ключа. И от жыгулей ничего не подходит!

Ну что делать? Фрезер жи есть. Херрракс и шестигранник под ключ на 16.

Теперь причесать на токарнике (фасочки) и можно рожать ключ. Ключ делается из головки на 16 и куска валяющейся под ногами толстостенной трубы из какой-то годной стали. Также из чермета. :) Именно в этом месте возникла трата в 120 или 130 рублей. Головку пришлось купить... На 17 и 15 есть много, а на 16 - только в наборе. Ну штош... лаааадно.

Входит - как папа в маму. Обвариваю:

Протачиваю для наведения красоты:

В качестве рукоятки используется кусок стремени рессоры УАЗа. Для какого-то ранешнего проекта использовал половину стремени, а вторая половинка валялась. И к ней привариваю рандомные пятаки. Которых я как-то скачал из контейнера возле чужого прессового цеха... целое ведро. А чо? Годная фигня... уже несколько раз сильно выручала. Восле обварки, это всё зажимается в токарник максимально раком. Выглядит ужасно. Биение, звук взлетающего винтового самолёта... но по факту - куда оно денется то? Т.е. безопасность абсолютнейшая. Короче, протачиваю чуток для красоты.

...ну и вот. Красота дана:

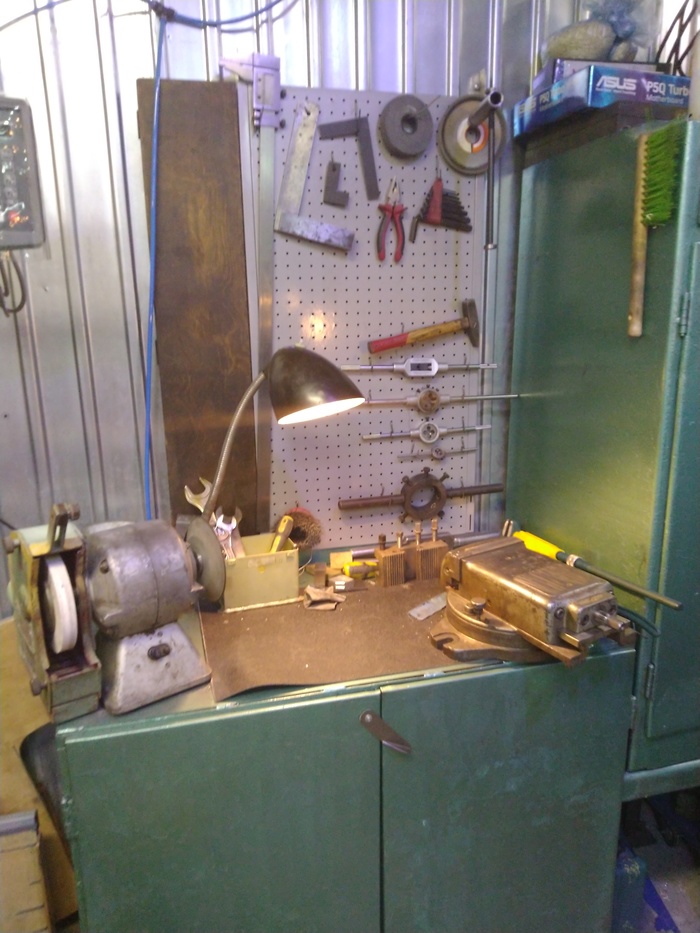
Далее ставлю щит, который мне достался от прежних арендаторов моей обители зла. На щит навешиваю инструмент, который мне дарили друзья, находил в выселенках, собирал на чермете, выносил с разграбляемых заводов, а также привозили знакомые от своих старых, а то и вовсе усопших родственников. Короче, всякий стафф, который ранее валялся дублирующим комплектом где-то под верстаком. А теперь - всё в дело.
Ибо назначение данного уголка - ссыканомить 10 метров пробега моих кирзачей из машинного зала в слесарно-сборочный, когда нужно нарезать где-то маленькую резьбочку, зажать что-то из станочной оснастки, ну и навести заточку на фрезах, резцах и свёрлах.
Как-то так...
Ещё раз, напоминаю: стоимость данной сборки - 120 рублей и один день времени. Неплохо вроде, а?

Бон суар, амигос. Всем по баттлу пивищща по вкусу, нормальную такую порцию рёбрышек-гриль с картохой и растительного салата с капелькой оливкового масла.
Сего дня разрешите поведать вам, каково это, быть металлистом.
Вот какая проблема у металлистов, знаете? Проблема - лень. Ну в самом деле, если на стульчаке унитаза развалились петли, это же надо ехать в хозмаг, покупать новый стульчак... данунааааа, какбе говорит металлист и... делает новые петли из нержавейки. С гарантийным сроком в 150 лет до капремонта.
Вуаля, например:

Собсна, даже такое простое дело не обходится без моделирования. Разумеется, трёхмерного.
После этого берётся немного нержавейного прутка (AISI304) и пихается в щячло этому парню:

Далее кастуется немного токарной магии:
...режется на куски (ненавижу отрезать нержавку на станке!)

И пакетом пихается вот в этого парня:

Потом оно вжууууух:

...и вот:

Ось - также нержавейка 304. Это трубка Фнар 10мм., Фвнутр 7мм. Очень неплохая. Снашиваться будет - вечность. Теперь, на лазере-лазерочке вырезаются пластинки и с помощью аргонно-дуговой сварки присопливливаются на лыски бобышек. Аааайййй, блин! ПИЧОТ!

Потом много-много шлифовки и... что-то получается.

Обратите внимание, какие рваные дыры лазер профигачил в шестимиллиметровой нерже! Блин, да зубами выгрызть и то ровнее! Ну неважно. Стоит вроде:

Ну вот всё бы ничего, но не нравятся мне саморезы. Нравятся нормальные резьбовые соединения. Я вот и думаю, может мне и стульчак выпилить из бакелитовой фанеры и задуть в белый хром, шоб без сварочной маски в сортир и заходить больно глазам было? Впрочем, это совсем другая история. :)
Буэнос диас, геноссен. В этот прекрасный полдень желаю всем по кружке горячего кофия со сгущёнкой и ром-бабу. С ромом. И бабой. :)
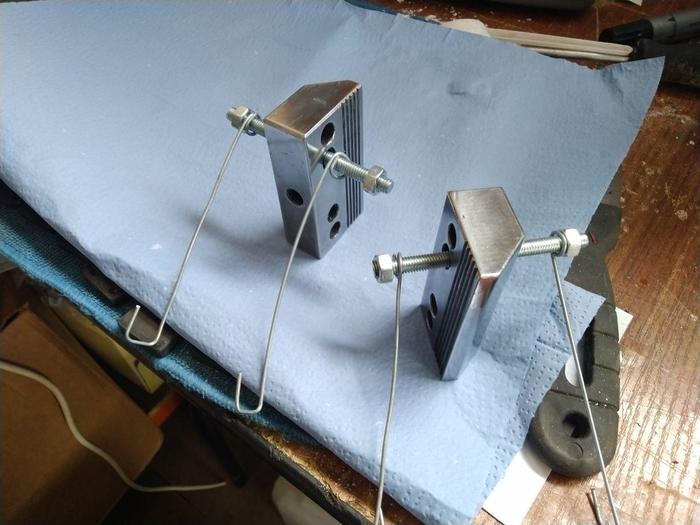
В один из дней обратился ко мне гражданин, зарабатывающий себе на хлебушек переплётным делом. Мол, Иван Михалыч, дорогой, нет в продаже чётких и относительно недорогих приблуд для аутентичного книгоделия. Чтобы всё по-старинке, да по канону на 17 век. Ну штош... сперва, как обычно - фоточка конечного результата. А потом лонгрид про железяки.
Ах да. Для тех, кто читает состав:
- губки - сталь 40Х, калёная до ~50HRC, воронёная в щёлочи
- направляющие - У8, калёные, полированные
- болтишки - сырые оцинкованные с рынка с тщетной попыткой нанести воронение.
- шайбы - латунь.
- рукоятку собирается делать сам заказчик из рога какого-то рогатого существа.

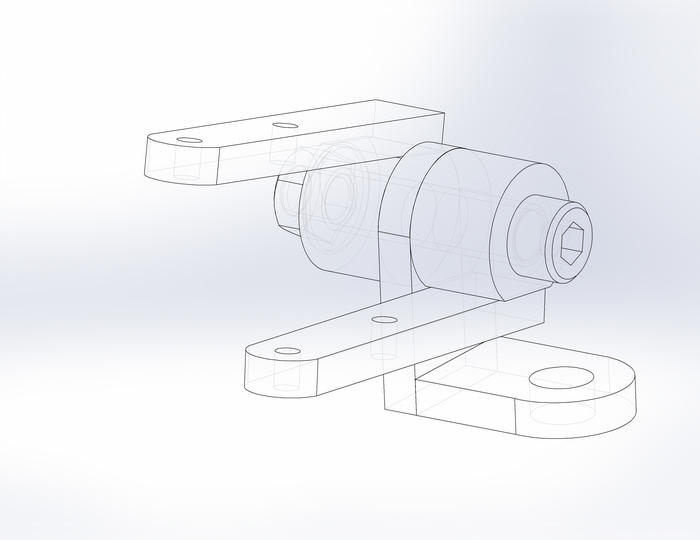
Сперва, разумеется модель. Потому, что заказчик как это бывает чаще всего, просто присылает рисованное на клочке туалетной бумаги нечто, которое надо осмыслить в изделие.
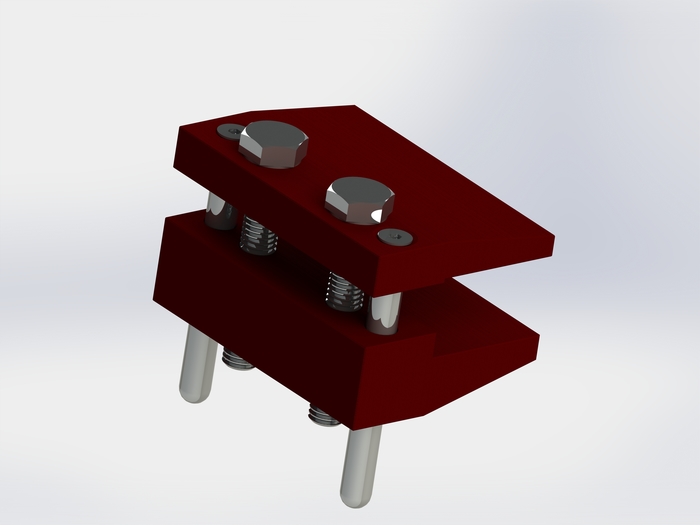
Изначально я предлагал один болт по середине, но заказчик захотел так. Потом в результате встречи и тыканья пальцем в чертежи пришли в выводу, что heavy is good, heavy is reliable и начали делать железо с равной (в три раза избыточной) толщиной верхней и нижней губки. :)
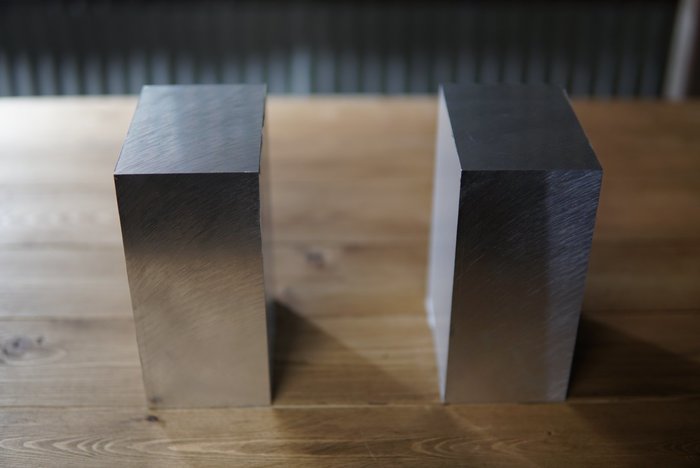
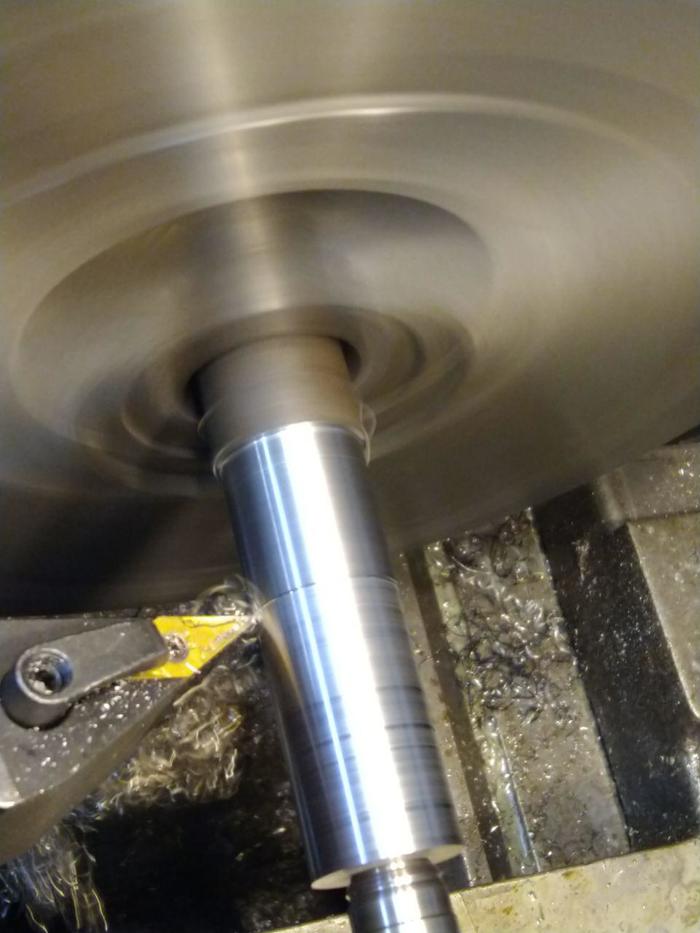
Сперва, от куска режется заготовка. С помощью ленточной пилы полуциклопических масштабов.

Потом два куска стали обрабатываются на фрезерном станке с помощью фрезы-летучки (она же "балеринка", в странах загнивающего запада - fly cutter).

Результат обработки вполне себе ничотак.

Таким образом обрабатываются все стороны параллелепипедиков, с промежуточным снятием фаски, для боле лучшего позиционирования в станке. Затем производится разметка. Тут я использую Dykem Blue layout fluid (т.к. у нас в стране не делают аналогов этой прекрасной синей жижи), штангенциркуль Brown&Sharpe, керн из клапана от Волги ГАЗ-24 и молоток слесарный 750-граммовый. Ах да. Ещё разметочный циркуль неизвестного генезиса. То ли нашёл где-то в заброшке, то ли кто-то подарил...
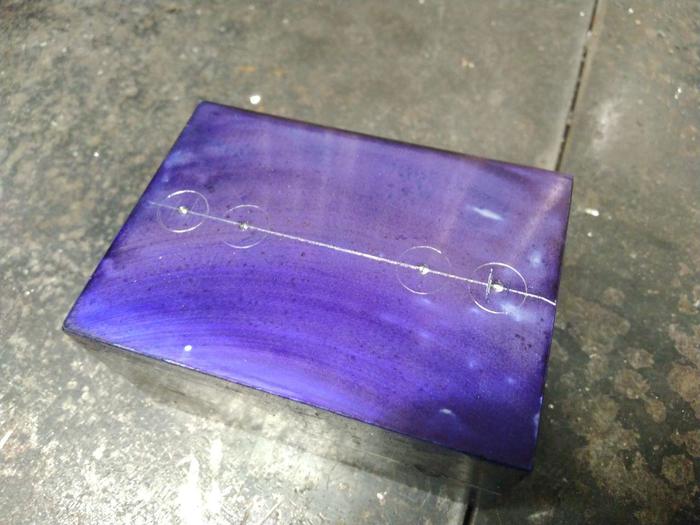
Чтобы заготовки не разбегались, а сверление должно быть весьма точным, прихватываю две детальки аргонно-дуговой сваркой. Теперь отверстия сверлятся сверлом и разворачиваются развёрткой, шоб направляющие скользили хорошо... именно так, как описывает буржуазный термин smooth. :) А отверстия под резьбу, соответственно просто сверлятся, да и хер с ними. Я у мамы сильный и даже если будет "туговато" идти метчик - штош... Надо просто использовать Силу Живота. Ооооппа. И всё собралось. И даже нигде не закусывает. Ходит туговато - но это хорошо.

Теперь надо нарезать канавки на рабочей части губок. Рельеф будет лучше удерживать зажимаемые формы для тиснения. Для этого ставлю в ВФГ (Вертикально-фрезерная головка) дисковую фрезу, а саму ВФГ поворачиваю на 45 градусов Цельсия. Или Фаренгейта. Вощем, поворачиваю.
Ооооп. Первый пошёл. Вроде норм. Глубина годная. Предварительные пробы на куске железяки показали, что смещение канавок должно быть 3 мм. При глубине в 1,4 мм. Тогда не остро, но отчётливо. Ну и по красоте...

Итог нарезки губок:
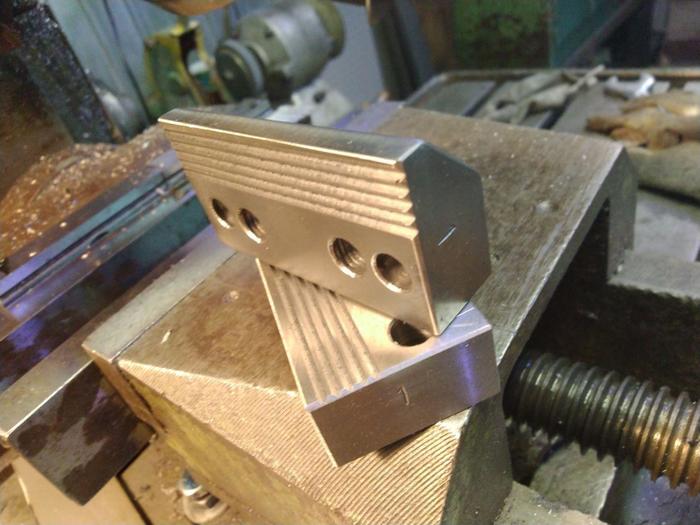
Ах да. После сверления, но перед разъединением, я набил на губках номер 1. Теперь понатно, кто из них верх, кто низ и при сборке не перепутаешь. Здоровенный скос с сперва делал на фрезере, но быстро утомился и начерно снял болгаркой с фибровым кругом 3M Cubitron II с абразивностью 36 грит. Ну т.е. на фрезере я бы полдня возился, а "кубиком" ободрал минут за 5. А потом уже начисто провёл тангенциальное фрезерование спиральной четырёхзубой фрезой Ф30. И получилась красота.
Теперь красоту надо запечь. По азбуке 40Х калится в масло от температуры в 830-850 гр.Ц. Нуок, штош. Печку топить ради этого часа 3 придётся... :)

Ну и как-то так происходит запекание:

Результат после закалки, отпуска и шлифовки одной губки. Для сравнения, вторая - не троганая.

Теперь это хозяйство надо отворонить. Химик из меня - как из говна пуля, потому, что я не могу найти чувака, знакомого с этой темой, шоб приехал за бухло\бабло\металлообработку и показал, что именно у меня в процессе не так. Вощем, готовлю железки: сперва мою из в ультразвуковой мойке с шампунькой, потом промываю в дистиллированной водичке, а потом ещё и протираю промывочным фреоном от жира.
Ну и бултых, в разогретый до ~130 гр.Ц. раствор, где 1 часть NaOH, 1 часть NaNO3 и 2 части воды дистиллированной. И пусть оно там плавает. Если сможет. Хо-хо.

После варки, соответственно, промываю железячки в проточной тёплой воде, ещё раз обезжириваю фреоном и, в этому времени у меня уже готово масло. Температура порядка 120 гр.Ц. Масло в данном случае, ATF-III. Ну просто оно у меня было в небольшой ёмкости. А в большой налито А8-И, но в большом тазу. Его кипятить постареешь.

Результат после этих экзерсисов примерно такой:

Фуууу... Бееееее... Гуаааано!
А если помыть, полирнуть и собрать - не так уж и плохо. Ну кроме разводов на воронении, канеш. Но блин, да. Менделеев из меня так себе. :)

Ах, да. Самое главное... Ну полуглавное. Ключ! Берём в автомагазине головку на 13, привариваем к ней рандомный кусок железия, потом берём вот этого парня:
Вжууууух и ключ готов.

Ну вот теперь - точно всё. :)
Заказчик приехал. Посмотрел. И...
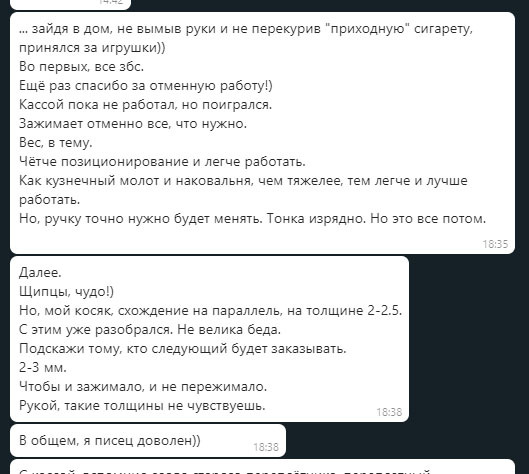
Щипцы не относятся к этой теме, но делалось в этот же заход. Состав:
Пососиже советские - 1 шт.
Губки из полированной нержавейки 304 - 2 шт.
Навалено аргоном швов - 1,5 куб. см.
Результат:

Эта штука нужна, чтобы прищипывать вот эти... эмммм... ну... вощем вот эти штучки:

Вот так и живём. А в следующей серии поведаю о невиданном размахе вертолётостроения в отдельно взятой мастерской. Ставим пальцы вверх, жмём колокольчик, подписываемся на канал (особенно на Обводной!), ну вощем, всё как обычно. :) :) :)




