
Ответ на пост «Немного моей работы»
Притащили сверхсрочную железяку, которую должны были делать универсалы но не смогли в строгий угол и точные радиусы (а по правде - у их станков головы не в той оси поворачиваются).
Мой станок имеет поворотную ось, но габариты детали не проходят при установке 4й оси + нет спецоснастки для деталей некруглой формы.
Поэтому ставим вторые тиски, выкатываем индикатором параллель, делаем наладку, пилить будем по трём осям. Привязка точки отсчета (обмер заготовки) с помощью Renishaw OMP-60, обмер инструмента с помощью Renishaw TS-27R.
Программа аж на 2 мегабайта (где-то на 150 тысяч строк). Стоковый Fanuc имеет на борту целых 400 килобайт памяти, из которых доступно 300), поэтому здорово выручает слитый китайцами в общий доступ фануковский архиватор, преобразовывающий прогу любого объёма в фануковский заводской архив, теперь стойка считает CF-карту в переходнике PCMCIA своей собственной памятью, бюджетный вариант против барыг, продающих 3 мегабайта памяти как опцию за 10к$.
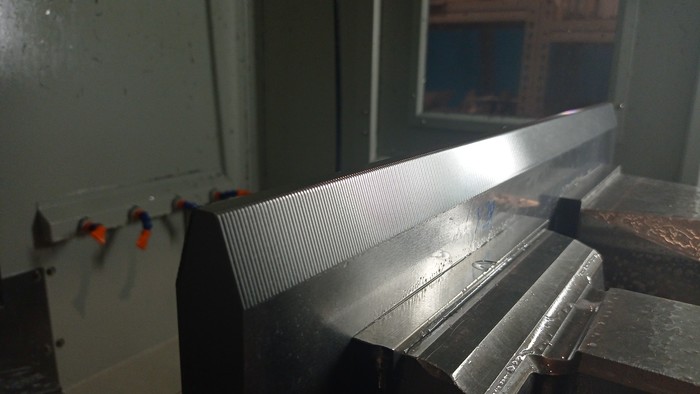
Судя по всему это пуансон для листогиба, угол 38°, L630 мм, H28 мм.
Люблю такие детальки, если правильно построить программу - можно запустить и забыть на пару часов, лишь изредка следить за потоком СОЖ (периодически забивается слив и "кабинет" может потечь). Ну и естественно слушать - любое повреждение режущей кромки пластины -> меняется звук обработки.
Тут уже получистовая обработка сферической фрезой d16 Sandvik с пластинами, шаг 1,5 мм.
До этого черновая шла концевой фрезой d20 с пластинами ZCC, горизонтальными ступеньками по миллиметру.
Результат получистовой:
Дальше чистовая. Уменьшаем шаг в 3 раза (до 0.5мм), тем самым расчетная высота неровностей профиля получится менее 0.01мм, стратегия и режимы те же т.к. пластины выжили.

Теперь тактильно гладко. Дальше детальку ждёт закалка и финишная доводка притиром.




