Барабанная галтовка для мастерской
Хеллоу, амигос.
Давайте обсудим вопросы механической шлифовки металлических железяк.
С ручным процессом вроде всё понятно - берёшь абразив и возюкаешь, постепенно уменьшая размер этого самого абразива, пока не получишь то, что хотел. Для кромок и плоскостей этот метод вполне себе норм. Но рано или поздно получается так, что есть некая форма, куда не получается подлезть ни диском болгарки, ни чем либо ещё, для ПРОДУКТИВНОГО съёма и тогда что? Правильно. Галтовка.
Вообще, мехшлифовка это целый мир. Просто по типу процесса галтовки бывают мокрые и сухие. По принципу действия: электромагнитные, барабанные, роторные, лотковые... Галтовочные тела (т.е. сам наполнитель) варьируется от электрокорунда причудливых форм (пирамидки, скошенные цилиндрики, чечевицы и т.д.) до натуральных финишных наполнителей типа скорлупы грецкого ореха с тонкой абразивной пастой. Короче, траст ми - разбираться тут можно оооочень долго и, честно говоря, я не являюсь специалистом в данной области, чтобы с трибуны делать серьёзные щщи и диктовать конспекты.
Моя задача по данному вопросу ограничивается отбивкой шлака, съёмом ржавчины, а также набитием фаски на небольших (размером до плитки шоколада) изделиях из чёрных и нержавеющих сталей, а также латуни и чугуна. Т.е. не финишная отделочная операция, а скорее - подготовительная. Перед сваркой. Ну и после сварки, чуток облагородить готовую мелочёвку.
Окей. Давайте светану тем, что получается в итоге, а потом расскажу как именно было сделано устройство.

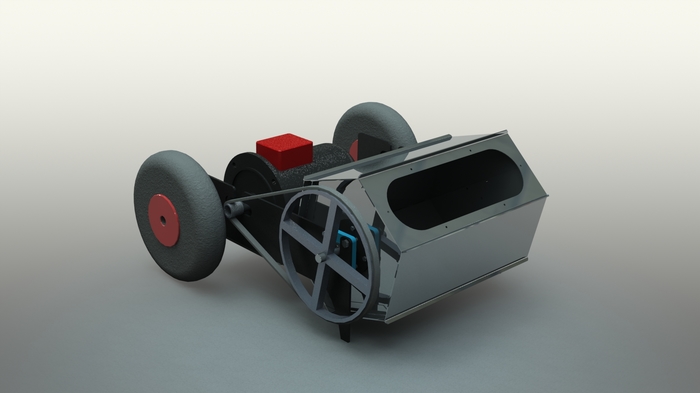
Сперва, разумеется, немного САПРа. Результатом конструкторской деятельности являются чертежи, разумеется, в электронном виде. А рендер это так. Для себя.
Далее чертежи отправляются на лазер. Всего у меня по проекту используется ст-3 толщиной 6мм. и нержа AISI 304 толщиной 2мм. Получается примерно вот так:

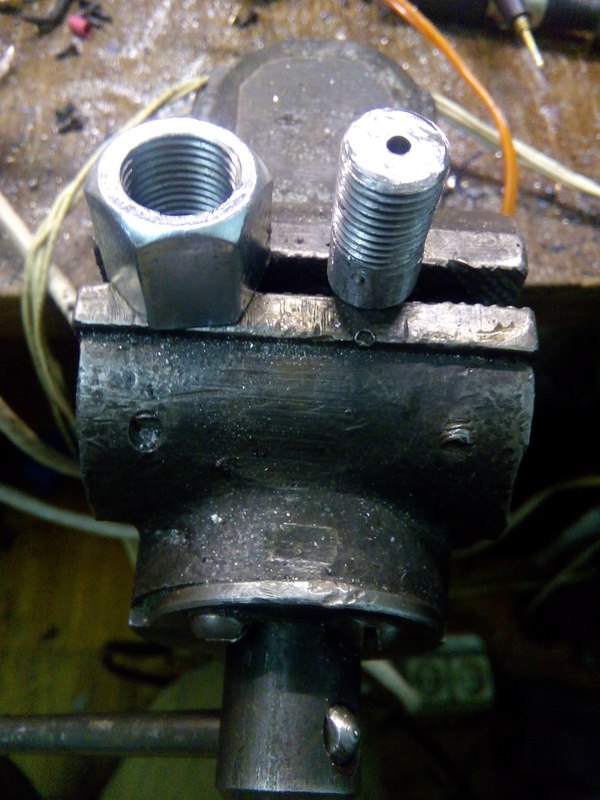
Теперь надо кастануть немного токарной магии, чтобы получить необходимые валы из стали 38ХС, которые потом будут запрессованы во фланцы. Потому что 38ХС - ограниченно свариваемая сталь.
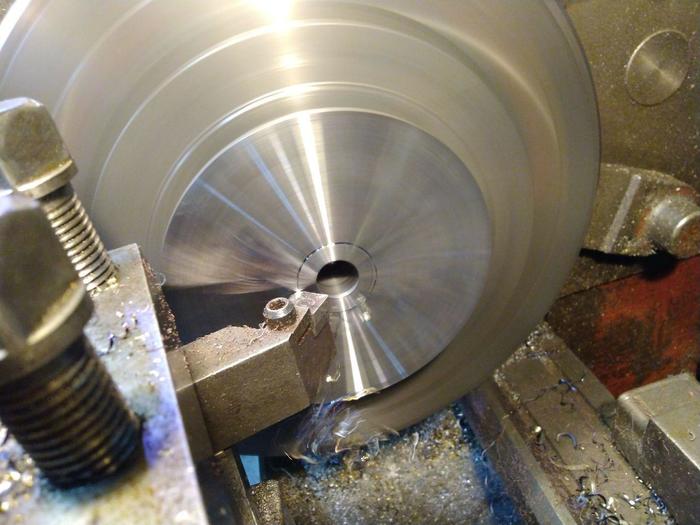
Далее надеваются корпусные подшипники и на один вал напрессовывается шкив от стиральной машинки. Дело в том, что имеющийся (с помойки) электродвигатель имеет 1500 об.\мин. на валу, а на барабане должно быть всего 65. Следовательно мне нужно сделать ременную передачу с понижением желательно 1:10, чтобы остальное "погасить" частотником. Шкив от стирмашинки диаметром 297 мм. подходил для этой цели прямо оооочень. Но нет. Увы, это говно имело неистовое торцевое и осевое биения. А после попытки нарезать канавку для ремня и вовсе стало вот таким:

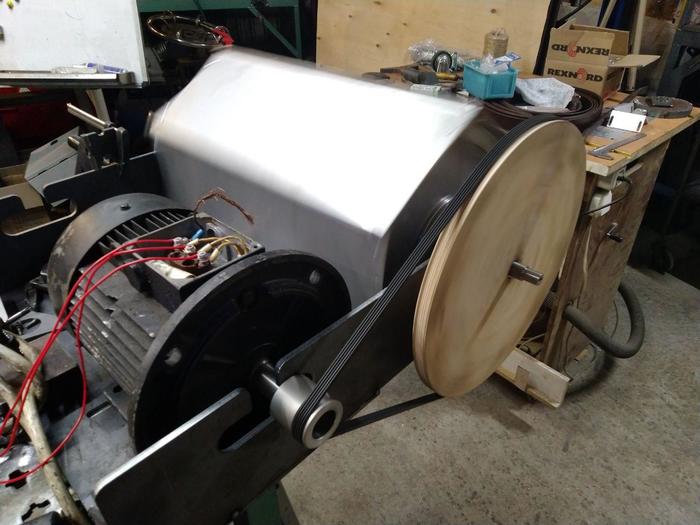
Не то чтобы оно не работало... работало. Но мне лично на это смотреть неприятно. Поэтому принял решение сделать габаритный макет нового шкива из фанеры на фланце. И проверить как оно будет работать. Пожалуйста:

После предварительной сборки вроде замечаний не выявлено. Т.е. все точки крепления сошлись. Машинка работает.
Теперь всё разбирается заново и шасси отправляется в покраску:

...а я еду за куском плиты 320х320х20 из Д16Т.
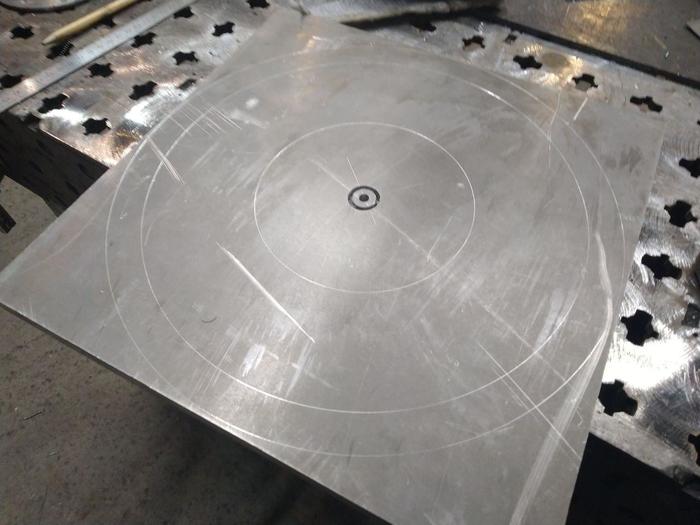
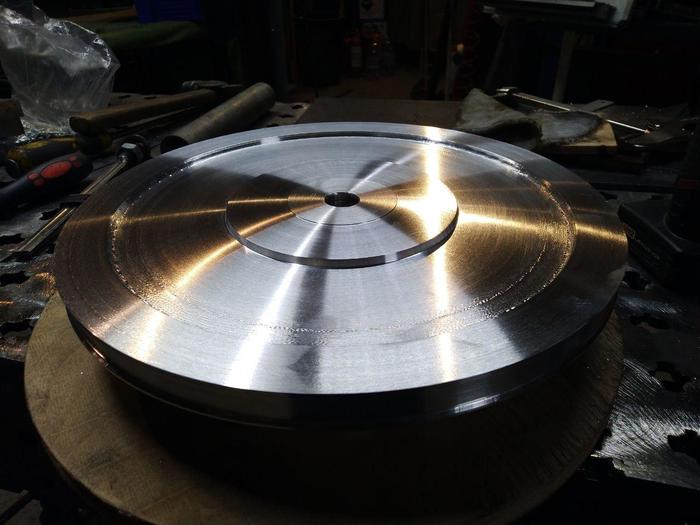
Немного токарной магии (к сожалению, в процессе уборки стружки у меня засосало крюк в крутящуюся заготовку, отчего появились некоторые корявости на поверхности)....
...немного "рюшечек" в виде лазерной гравировки на крышке:

Немного галтовочных тел (каких-то жалких 20 килограмм на барабан в 46 литров):

И через 5-6 часов - великолепно отбитые кромки, готовые под сварку.

Ни в какое сравнение с зачисткой болгаркой не идёт.
Во-первых, процесс совершенно не требует присутствия человека. Эта фиговина по замерам работает на 18% мощности при полной загрузке, не греется свыше 45 градусов, не вибрирует, не шумит и т.д. Т.е. процесс типа "включил и ушёл". Во-вторых, установка достаточно безопасна, чтобы оставлять её на ночь. Т.о. к утру детали уже обработаны. А повышение плотности работы в единицу времени ведёт к увеличению кэш-флоу в карман слесаришке. А учитывая, что жрёт это хозяйство примерно 380 Ватт в час - стоимость мехшлифовки пренебрежительно мала. Даже дешевле чем болгаркой чистить.
Дальнейшие планы в этой сфере:
- герметизировать барабан, чтобы попробовать также "мокрый" процесс.
- сделать лоток-дуршлаг для промывки галтовочных тел от абразивной пыли
- купить галтовочные тела для более тонкой шлифовки
Ну, вроде бы и всё.
А теперь извольте посмотреть видос, например.