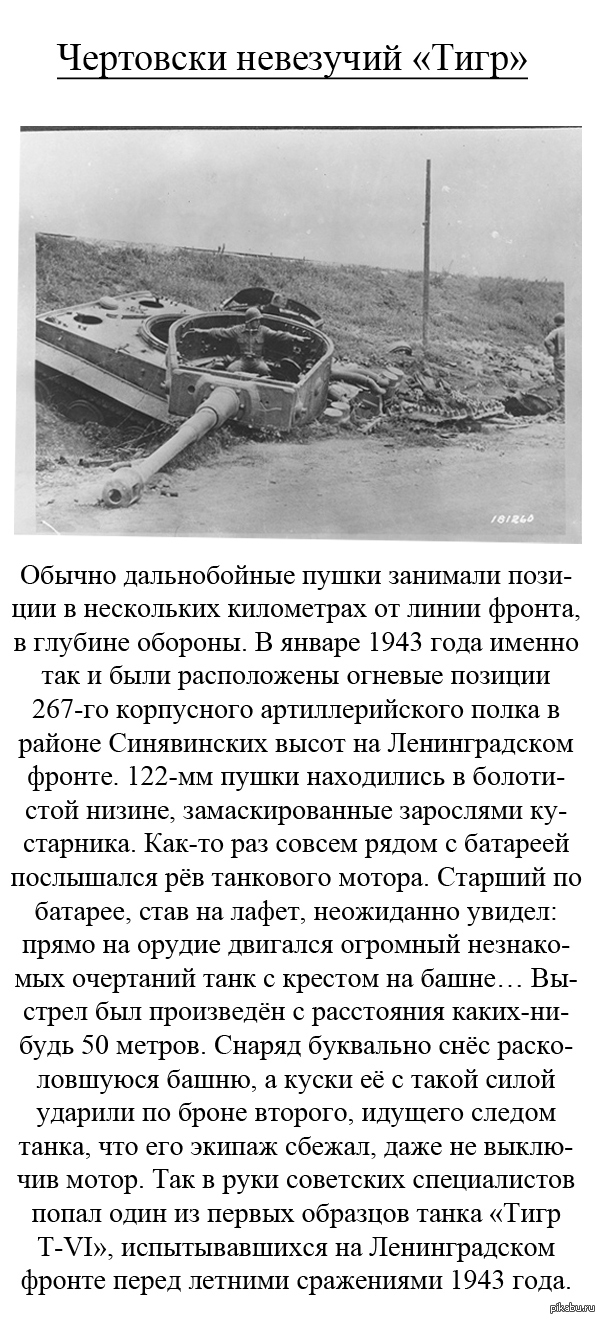


Производство Panzerkampfwagen VI «Tiger» Ausf E. Часть 2.
В прошлый раз мы остановились на установке двигателя.
На данной фотографии мы наблюдаем процесс установки двигателя Maybach HL 210 в моторный отсек Тигра.

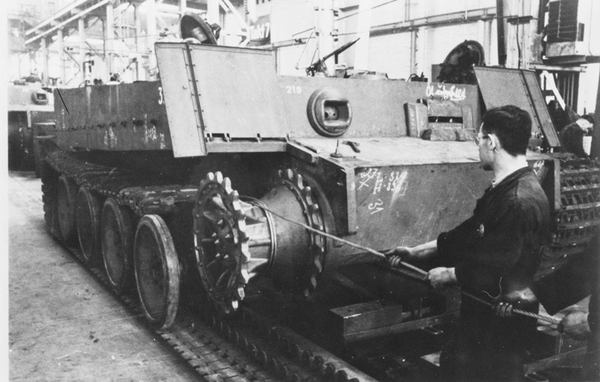
Рабочий использует специальную тележку для установки катков на свои места.

Сварщик занимается окончательной сваркой катков. Тех самых с которыми намучаются механики.

Рабочие выполняют значительную часть работ по внутренним деталям, все это делается до установки на танк траков. Перед танком выложены те самые траки.

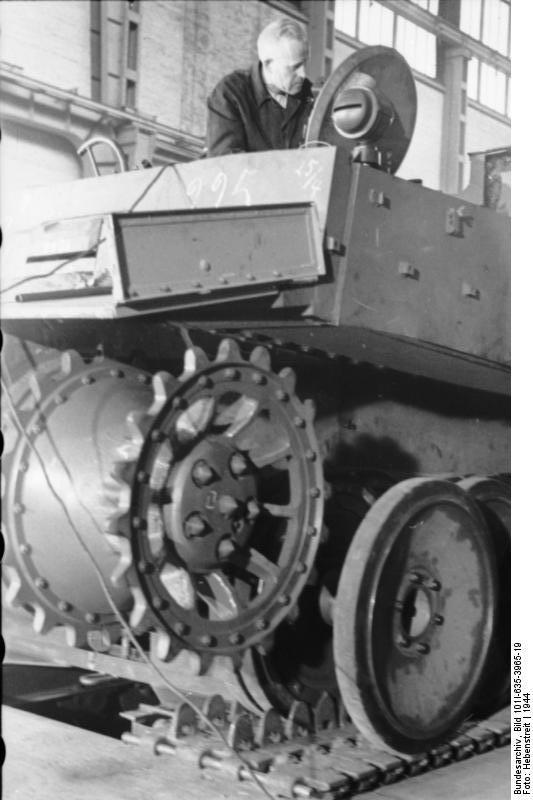
Тут мы видим как рабочие собирают из траки для Пантер.

Корпус готовится к установке траков.

Рабочие используют стальной трос который обмотан вокруг ведущего колеса для установки траков на место. Прошу заметить, что устанавливаются дорожные траки. Но тем же способом танкистам придется менять дорожные траки на боевые.
Работник завода завершает работы с люком механика-водителя.
На этом 5 ТАКТ заканчивается и начинается 6. Тигр будет покрашен, но покрашена будет только нижняя часть корпуса и бока.
После выполнения покрасочных работ начинается ТАКТ 7, в котором Тигр пройдет тест-драйв, любые проблемы будут выявлены и исправлены, после чего мы перейдем к восьмому ТАКТУ.
Большей частью восьмого ТАКТА является установка башни.
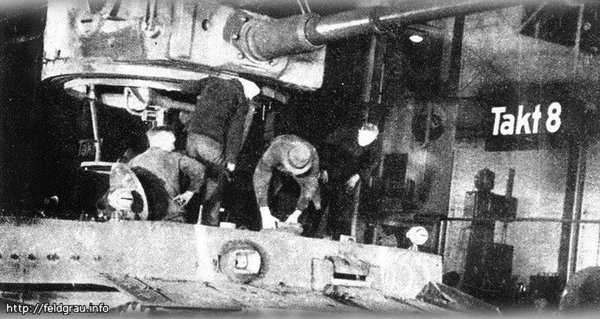
Мы видим как башня опускается на свое место при помощи мостового крана. Рабочие точно позиционируют ее перед тем как она будет установлена. Обратите внимание, что внешние катки отсутствуют, так как на танк обуты дорожные траки.

Рабочие внимательно следят за процессом установки башни. Обратите внимание на инженера наблюдающего за процессом.

Этот Тигр практически завершен, об этом свидетельствуют последние штрихи, такие как установка пулемета, колпак на дульном тормозе и лопате на лобовой детали корпуса. Обратите внимание на левую часть фото, мы видим как кран передвигает двигатель.

Еще один почти готовый Тигр, мы можем наблюдать специальные лестницы которые облегчают доступ рабочих к танку.
9 ТАКТ заключается в покраске Тигра, а также нанесении циммеритового покрытия. Прошу заметить, что на заводах камуфляж не наносился.
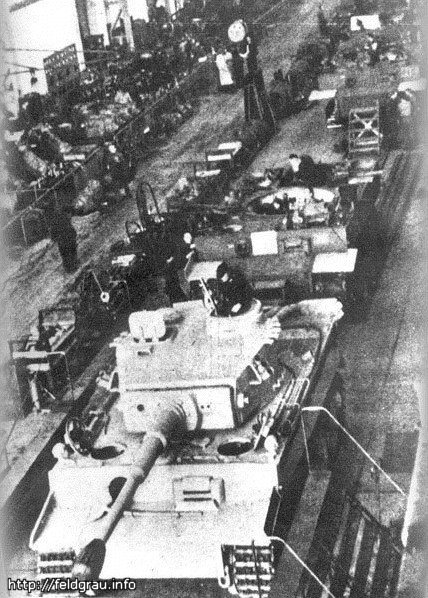
Итак, волнительный момент, танк Тигр готов, он погружается на специальную 6-ти осную платформу созданную специально для Тигров. Как мы можем заметить юбка на танк не установлена, так как она задевала проезжающие мимо составы. Также мы можем заметить готовую пантеру на заднем плане.

Во время войны город Кассель подвергался бомбардировке со стороны союзников примерно 40 раз. Это мешало производству Тигра, особенно в конце 1943 года, когда в ночь с 22/23 октября RAF сбросили на город 1800 тонн бомб, вызвав серьезные повреждения на объектах Henschel, а также были убиты и ранены множество работников завода. Тем не менее производство продолжалось вплоть до самого конца. Третья армия США начала битву за Кассель 1 апреля 1945 года. До того времени как они приблизились к заводу, Henschel завершил работу над 13 танками Тигр II которые были переданы непосредственно двум батальонам Schwere Panzer-Abteilung 510 и 511.
Три дня спустя, 4 апреля 1945 года в 12:00, город был сдан и производство Тигров Хеншеля закончилось навсегда.
Показать полностью
14
Производство Panzerkampfwagen VI «Tiger» Ausf E. Часть 1.
Сегодня я поведаю вам о процессе производства тяжелого танка "ТИГР". Пост обещает получиться довольно большим.

Доктор Эрвин Адерс, глава танковой программы Henschel и главный разработчик тигра, прибыл с группой высокопоставленных немецких военных и чиновников для ознакомления их с процессом производства танка тигр .5 сентября 1942 года. (Д-р Адерс в темном костюме справа) Адерс руководил разработкой PzKpfw VI «Тигр» и PzKpfw VI B «Тигр II», за это он получил неофициальное прозвище «Отец тигров»
Henschel был создан в начале 1800-х в качестве производителя локомотивов но во время Второй мировой войны был переоборудован для производства вооружения, а также компания производила локомотивы, танки, дизельные двигатели, грузовые автомобили, самолеты и артиллерийские орудия. Она изготовляла такие танки как Panzer I, II и III, а также Panther, Tiger I и Tiger II.

Логотип концерна
Henschel состоял из трех основных инженерных отделов в районе Касселя. Werk в Касселе была посвящена сборке локомотивов и пистолетов, производство Werk II в области Rothenditmold состоял из большой литейной, котельной и других компонентов производства локомотивов и Werk III в Mittelfeld была посвящена главным образом сборке и производстве танков.

На плане выше мы видим MITTELFELD WERKES в Касселе.
1. Общий цех (запасные части и приборы)
2.Общий цех (детали локомотивов)
3. Обработка корпуса и сборка.
4. R. Ремонтная мастерская.
5. Заключительная сборка танков.
6. L. Locomotive work (не смог найти правильный перевод, но склоняюсь к тому, что в данном цехе производилась сборка локомотивов)

На плане выше мы видим цех номер 3, все нижеперечисленное будет происходить именно тут.
1. Конструкторское бюро. (Drawing office)
2. Главный офис. (General offices)
3. Рулевое управление механической обработки и сборки. (Steering machining and assembly)
4. Тестирование трансмиссии. (Transmission testing)
5. Ремонт трансмиссии. (Transmission repair)
6. Запасные части сборки. (Spare parts assembly)
7. Обработка верхней плиты корпуса. (Top deck plate machining)
8. Установка рулевого управления и коробки передач. (Steering to gearbox fitting)
9. (Planer and miller)
10. Шестишпиндельный станок. (Six spindle borer)
11. Четырехшпиндельный станок. (Four spindle borer)
12. Станок для вырезки кольца башни. (Turret drill)
13. Четырехшпиндельный станок ( для ремонта ). (Four spindle borer (for repairs))
14. (Carden shafts, turret drive, steering cage, MG ball fitting)
15. Топливные баки , натяжитель траков , проводка. (Fuel tanks, track tensioner, linkages, wiring)
16. Рычаги подвески , дорожные колеса , двигатель. (Suspension arms, roadwheels,
engine)
17. Станок для вырезания крышек люков. (Hatch cover drilling)
18. Установка рулевого блока. (Steering unit)
19. Установка коробки передач и сцепления. (Gearbox and clutch)
20. (Suspension arm machining)
21. Сборка деталей. ( Parts assembly)
22. Шестишпиндельный станок. (Six spindle borer)
23. Четырехшпиндельный станок. ( Four spindle borer)
24. (Planer and miller)
25. Станок для вырезки кольца башни. (Turret drill)
26. Шестишпиндельный станок. ( Six spindle borer)
27. Склад для корпусов. (Incoming hull stores)
28. Склад для башен. (Incoming turret stores)
29. Склад для траков. ( Track stores)
30. Склад для радиаторов и катков. (Radiator and roadwheel stores)
31. Склад для двигателей. (Engine stores)
32. Склад для других деталей. (Other tank component stores)
Переводил сам, не все смог, оригиналы даны в скобках, если кто знает как перевести недостающее-пишите в комменты.
На производстве работало в общей сложности 8000 рабочих для производства танков. Они работали в две 12 часовые смены. Производственный процесс известный как "Такт" система, была использована в сборочных цехах. Эта система опирается на приуроченый ритм для каждого шага в процессе производства, а их было девять шагов или "takte", используемых в производстве Тигра I. На этих фотографиях вы часто будете видеть знаки на стене обозначающие цех, например, "ТАКТ 1" или "ТАКТ 8". Каждый этап занимает 6 часов. Общее время для завершения тигра, в том числе различные процессы обработки, занимал 14 дней.
Первые 4 такта вращались вокруг обработка корпуса и подготовки. Henschel не имел возможности сваривать или гнуть массивные толстые листы брони, используемые в Тигре и фактически получал бронекорпуса и башни от других компаний. Корпуса были изготовлены двумя фирмами, Krupp and Dortmund-Hoerder Huettenverein. Башни были изготовлены Wegmann und Company, которая также находилась в Касселе.
Шаг №1. Получение сырья по железной дороге для изготовления корпуса. Они прибывали в качестве сварных блоков с отверстиями лишь приблизительно изготовленными для таких вещей как рычаги подвески, задней части корпуса, бортовых редукторов, и т.д. Просто разгрузка и перемещение этих массивных кусков брони была непростой задачей.

Шаг №2. Корпус был точно выровнен на жесткой платформе. Затем работники используют шесть горизонтальных шпинделей - буров, для изготовления отверстий для подвески тигра.

Шаг 3. Корпус был просверлен буром на четыре шпинделя, которыми завершаются отверстия для бортовых передач и холостого хода. Обратите внимание номера написаны на корпусе.

Шаг 4. Корпус был доставлен в вертикальный токарный станок и снова должен быть точно выровнен для дальнейшей обработки погона башни на верхней пластине. В то же время, борта корпуса были подготовлены до получения окончательного подгона корпуса. Мы можем оценить загруженность линии.

Радиально-сверлильные станки для изготовления отверстия в верхней плите корпуса для кольца башни в то же время подгоняются борта корпуса. На двери мы можем заметить агитплакат.

Рабочие делают точное выравнивание для кольца башни, отверстие обрабатывается точным вертикальным инструментом токарного станка. В скобы в передней части части корпуса вставлены буксировочное приспособление.
На этом этапе обработка корпуса была завершена и корпус был доставлен в цех 5 финишную прямую. В шаге 5 многие узлы были установлены в корпус, такие как двигатель и коробка передач и различное внутреннее оборудование, топливные баки, торсионы и вентиляторы.

Топливные баки, торсионы и вентиляторы в ожидании установки. Обратите внимание на знак на стене "TAKT 5" это указывает на шаг 5 в процессе изготовления.

Недавно обработанные корпуса Тигров выведены на финишную линию в цех 5. Вскоре их пустые отсеки будут установлены новые двигатели Maybach.

Рабочие роятся над корпусом Тигра занимаясь установкой множества внутренних и внешних устройств.
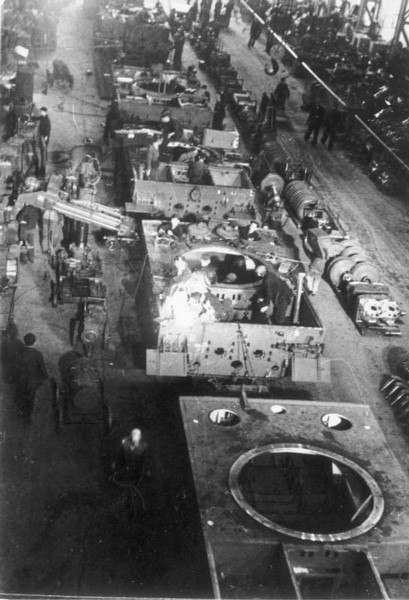
Вид сверху показывает , насколько занята была занята линия сборки.

Необработанные катки ходовой части. На заднем плане рабочий на станке обрабатывает их.

Рабочие собирают катки в рамках подготовки к установке на Тигра.

Работник стоит на деревянной платформе для выполнения чистовой обработки - звездочки привода.

Стеки передач ждут своей очереди на обработку.

Рабочий точит вал натяжителя гусеницы.

Работник выполняет сварки на передней панели корпуса тигра, так начинается установка подвески. Обратите внимание, на тележки под корпусом, что помогает передвигаться Тигру по рельсам в заводских цехах.

Рабочий при помощи гидравлической тележки устанавливает задний натяжной рычаг. Обратите внимание на измерения на борту корпуса. А также на отметки для приваривания элементов юбки

Рабочий устанавливает один из торсионов подвески работающий на скручивание. Обратите внимание на длину инструмента, которым он пользуется, длина рычага даёт ему достаточно момента, чтобы переместить торсионный вал на другой конец корпуса, он должен будет вставлен туда до упора. На корпусе мы видим сварщика который уже приварил элементы юбки к борту корпуса.

Работа над подвеской продолжается, новые двигатели Maybach HL 210 доставляются мостовым краном.
Показать полностью
22

Дуршлаг

Один из трофейных "Тигров", на которых испытывали советское оружие на предмет бронепробития во время войны.


Тестировали разные калибры, били по всему корпусу, со всех сторон, "гуслям" тоже поприлетало не слабо.

Находится в мемориальном комплексе где-то между Москвой и Тверью. Было давно, названия населённого пункта не помню.
Показать полностью
4



Фильм про появление немецких танков Тигр и Тигр 2
Фильм на русском, содержит очень много интересных кадров из кинохроники и архивов. Кадры прототипа Фердинанта Порше в виде конкурсного Тигра и противотанковой самоходки раньше не видел, справедливости ради отдельно их и не искал :)

"Тигры в грязи" Отто Кариус про первые применения танка Tiger
Фраза из книги немецкого танкиста Отто Кариуса
В то время как был отдан приказ, чтобы ни один "тигр"
не попал в руки русских ни при каких обстоятельствах, подожженный танк часто
приходилось покидать, а экипажу уничтожать его оружие. [35]
Потерпевшие аварию танки и обломки танков давали возможность русским
получить достаточную информацию о том, что у нас есть нечто новенькое. В
последовавших операциях мы быстро нашли превосходное описание
"тигра" русскими. У каждого русского было такое описание для того,
чтобы он знал наши уязвимые точки. Поскольку наше собственное руководство не
выпустило инструкции по эксплуатации, мы воспользовались русскими
публикациями для своих тренировок. Таким образом мы и сами познакомились с
уязвимыми местами собственной техники.
В то время как был отдан приказ, чтобы ни один "тигр"
не попал в руки русских ни при каких обстоятельствах, подожженный танк часто
приходилось покидать, а экипажу уничтожать его оружие. [35]
Потерпевшие аварию танки и обломки танков давали возможность русским
получить достаточную информацию о том, что у нас есть нечто новенькое. В
последовавших операциях мы быстро нашли превосходное описание
"тигра" русскими. У каждого русского было такое описание для того,
чтобы он знал наши уязвимые точки. Поскольку наше собственное руководство не
выпустило инструкции по эксплуатации, мы воспользовались русскими
публикациями для своих тренировок. Таким образом мы и сами познакомились с
уязвимыми местами собственной техники.