Привет!
Недавно начал работать с трубами из нержавейки и сваривать способом РАД (до этого работал с РД, МП, ААДП, АФ), естественно с защитой обратного шва, применяя качественный аргон (99%). Поэтому решил поделиться своими результатами.
Сам к аргоновой сварке привыкал недолго, за месяц-два можно хорошо руку набить и я считаю, что способ РАД - легкий вид сварки и с ней может завладеть каждый, имеющий базовые навыки. Не без косяков, конечно же, главное терпение и желание.
Я учился сначала "катанием" сопла, получались красивые швы, за счет удобного ведения дуги, и когда уже довел до автоматизма, то начал уже учиться сваривать на весу и остался на таком способе, ибо результат мне понравился, а рука не устает в отличии от "американки".
В данный момент имею дело с марками 304, 316, 6MO (присадки соответственно 308LSI, 316LSI, NiCrMo-3)
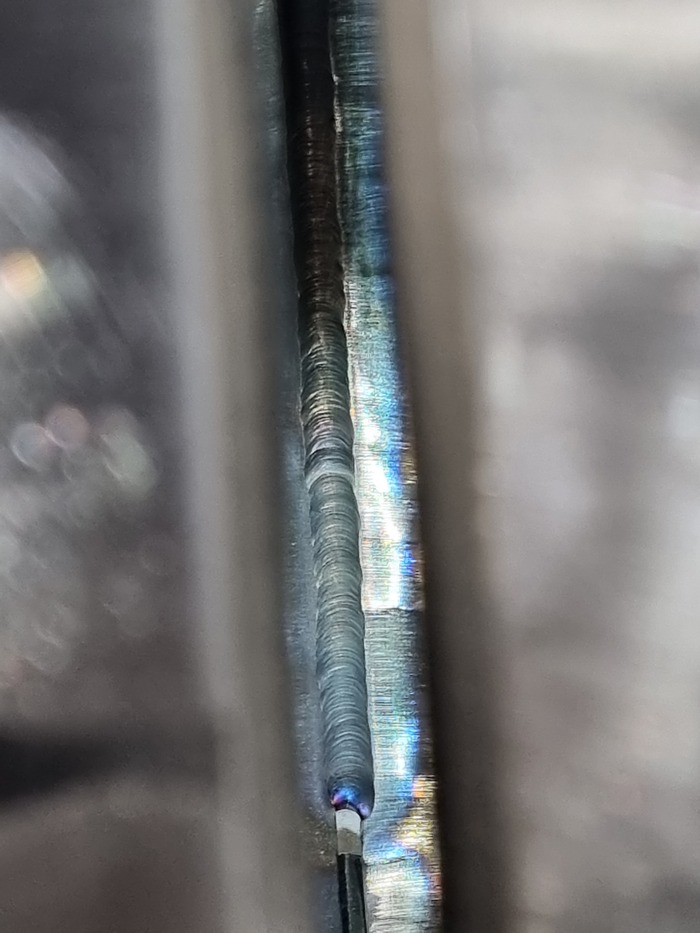
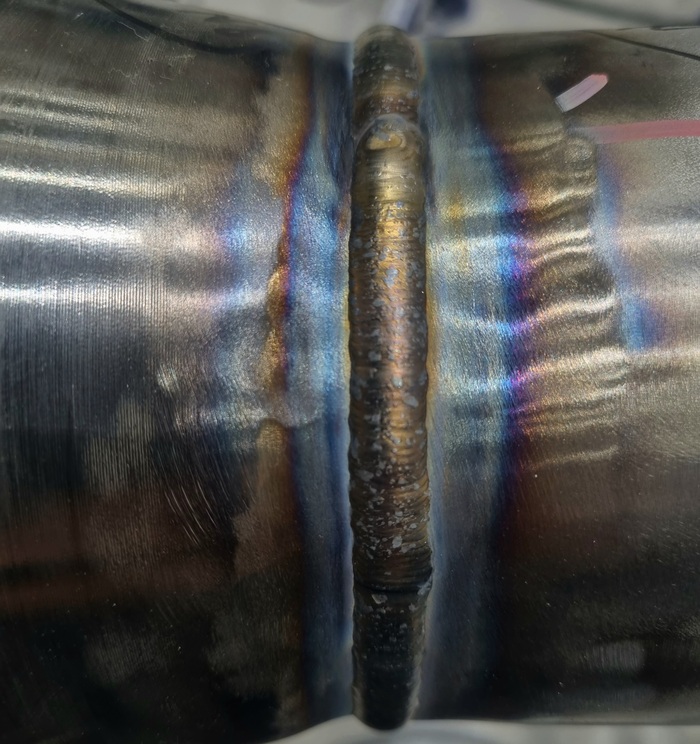
304l и 316lsi не отличаются по свариваемости - ванна чистая, швы красивые
6MO-SS
Сваривается и лепится туго, нужна быстрая скорость сварки. Ванна грязная, а на замках почти всегда остаются кратеры (даже при медленном потухании дуги), которые нужно зачищать. А так интересно сваривать, привыкаешь
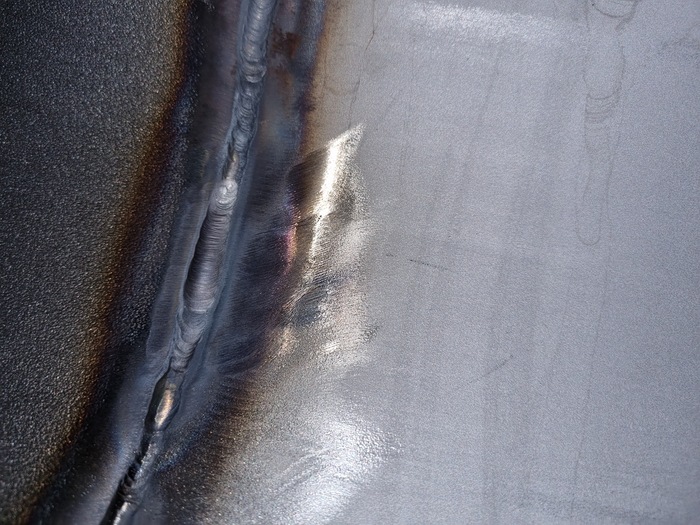
А тут ниже бракованные стыки, после которых либо вырез, либо локальный ремонт, чаще второе
А еще чаще бывает, что стык идеальный, но идет на вырез из-за того, что заварено не той присадкой (внешностью не различишь, но пиловцы со своим аппаратом пробивают марку стали)
Тут кстати после последнего захода в корне из-за избытка аргона в трубе выдавился шов наружу, поэтому используем на одном конце заглушку с отверстием в 4мм для протавливания
Фоток очень много, выложил лишь некоторые. Спасибо за внимание, уважаемые!