
Fanuc series Oi-MD
Добрый день.Подскажите пожалуйста как прописать габаритный инструмент , чтобы его отдельно в барабан ставило.

Показать полностью
1
Добрый день.Подскажите пожалуйста как прописать габаритный инструмент , чтобы его отдельно в барабан ставило.
Возможно пост будет бесполезен, но хочу рассказать о работе данного станка.
И так имеем токарно-фрезерный станок с осью "С", без оси "Y", модель B750 M, стойка Fanuc 32i -B
Работает оператор, программы пишет, но вот когда возникает заказ со сложной геометрией, которую крайне сложно, программа пишется в CAM системе, забрасывает на флэшку ну и соответственно запускается через DNC, режим выбора есть, но блин, возможности запуска нет да и не особо это удобно, не выбрать запуск с необходимого инструмента.
Для таких целей существует, ПО FanucPRG.
В программе создаётся так называемый контейнер, в него забрасывается программа, без расширения NC, если в самой программе присутствуют символы типа"О", или русские буквы, так же знак% вначале программы то прогрмма не запишется, будет ошибка.
Если будут вопросы спрашивайте.
Большие фаски были "закатаны" сферической фрезой, через Manual Guide возможности такой нет, если делать зенковкой шероховатость не получается, т. к. это титан.

И, наконец-то долгожданное "Здравствуйте!"
Сегодня, мои маленькие извращенцы, мы поговорим о том, о чем наладчики не любят говорить вслух, чтобы их не перестали считать полубогами.
А именно о параметрах стоек Fanuk. Всё ниже описанное так же подходит к стойкам HAAS, так как Хас - это, по сути, доведённый до ума мухоблятский Фанук.
Параметров в стойках как у дурака фантиков (тысяч 30), информации по ним полно в интернете, поэтому рассмотрим только самые интересные.
Ахтунгъ!!! Ковыряние в параметрах может привести к печальным последствиям и неизгладимым впечатлениям!
Итак, к делу:
Как, собственно, войти в режим редактирования параметров. А входим мы в него исключительно в режиме MDI тыцкая кнопочку OffSet. Вместо 0 нужно вписать ебиничку.
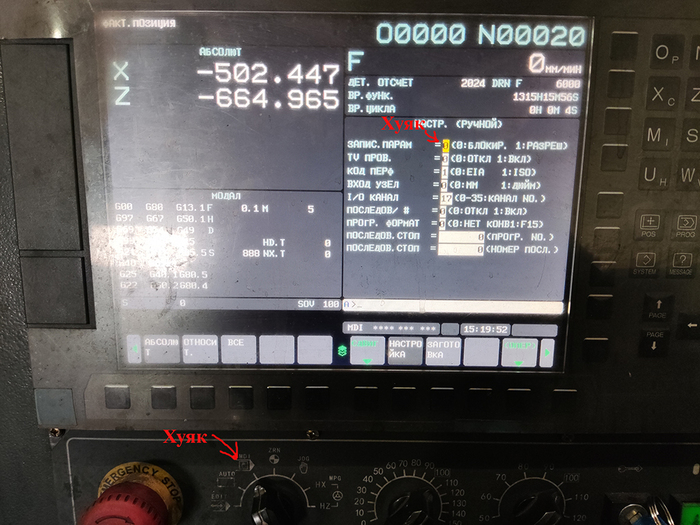
После чего станок начнет ОРАТЬ
Чтобы станок не орал нажимаем одновременно Reset + Can.
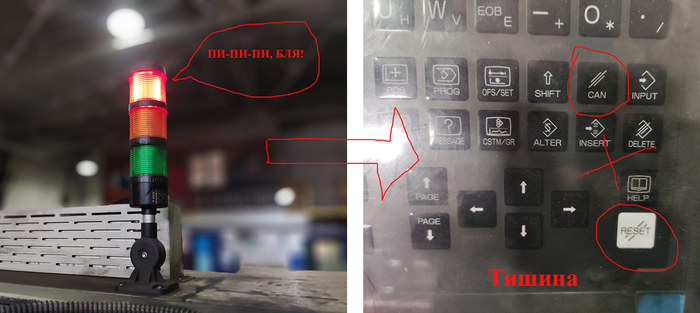
Всё! Мы в параметрах.
Теперь полезное.
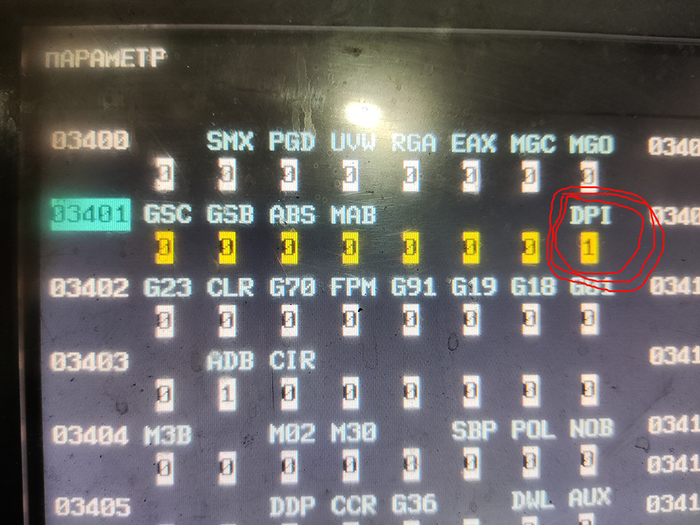
Обязательная десятичная точка. Злоебучая, пиздопротивная, порожденная хентайским разумом самураев упоровшихся ядом рыбы фугу обязательная десятичная точка.
Отменяется в параметре 3401. В ячейке DPI вписываем ебиничку. ВСЁНАХ!!!
Ну что детишки? Избавились от десятичной точки? Оргазм был? По глазам вижу, что был.
Продолжаем.
В своих предыдущих постах я рассказывал про параметрическое программирование. Вообще, что есть язык G-кодов? Язык G-кодов это, по сути, результат склешивания фортрана и кастрированного ассемблера. На выходе мы получили очень даже симпатичного мутанта.
Примерно, как лошак - гибрид осла и лошади. Потомства уже не даст (и хорошо), но использовать очень даже удобно.
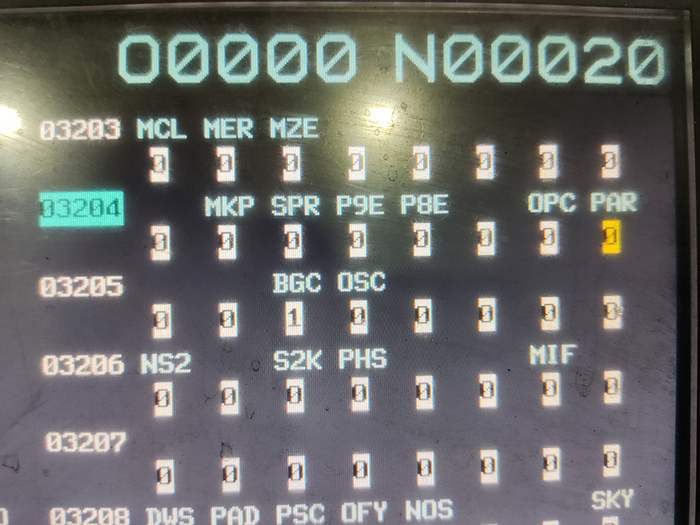
Для использования параметрического программирования нужны квадратные скобки. А для написания каментов круглые. И одновременно есть они не у всех (платная опция). Приходится переключаться.
Делается это так:
В параметре 3204 меняем значение PAR с 0 на 1 и обратно. Какое из них какие скобки я не помню, так что ебитес сами.
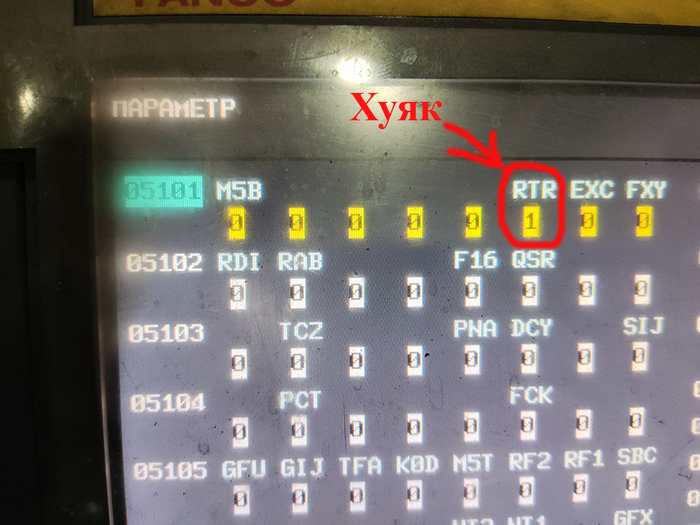
Давеча меня приглашали с вопросом, почему цикл сверления G83 работает без вывода сверла, хотя всё написано по фанукобиблейским канонам.
Решение: в параметре 5101 заначение RTR ставим 1
Параметры незаменимы при отлавливании люфтов осей.
Мне очень лениво, но придётся остановиться на этом подробнее.
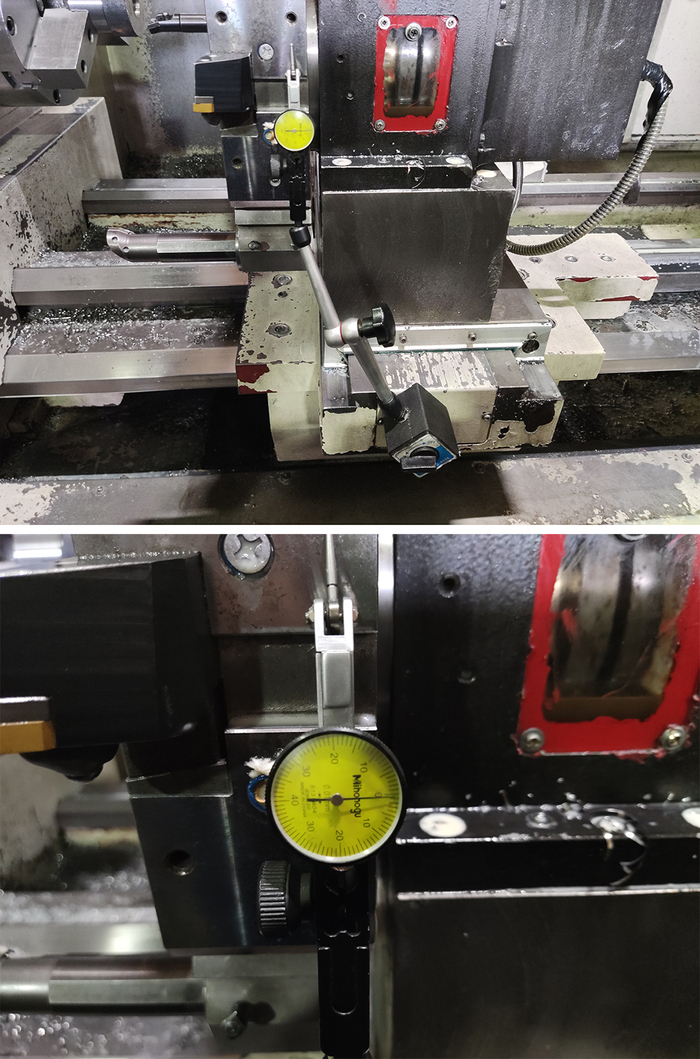
Как измерить люфт?
А вот так:
Нужна жесткая магнитная стойка и хороший индикатор.
При смещении по оси X на десятку индикатор должен смещаться на десятку. С сотками та же фигня. Разница в смещении и есть люфт. По оси Z то же самое.
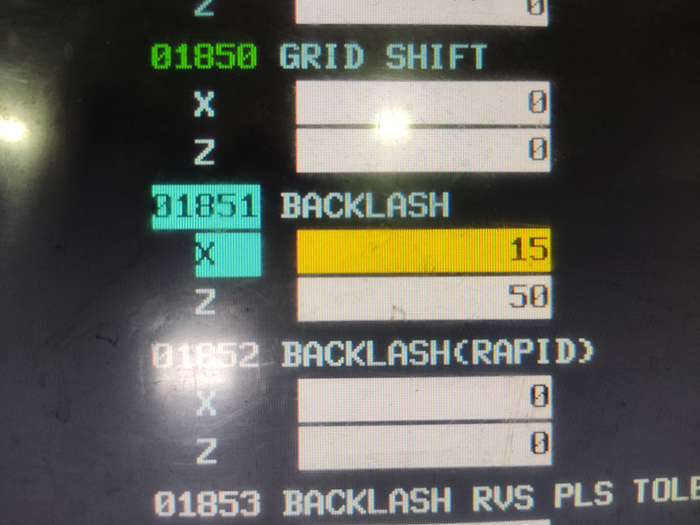
Как это лечится.
Тоже в параметрах:
У меня люфты 15 и 50 микрон соответственно. Причем с завода.
Не всегда есть возможность подкорректировать люфты в параметрах. Например злойналадчик запаролил стойку/забрал ключи. А еще есть вариант, когда люфты в стойке вообще скорректировать нельзя.
Что делать? А вот что:
(блять, как же мне лень это писать...)
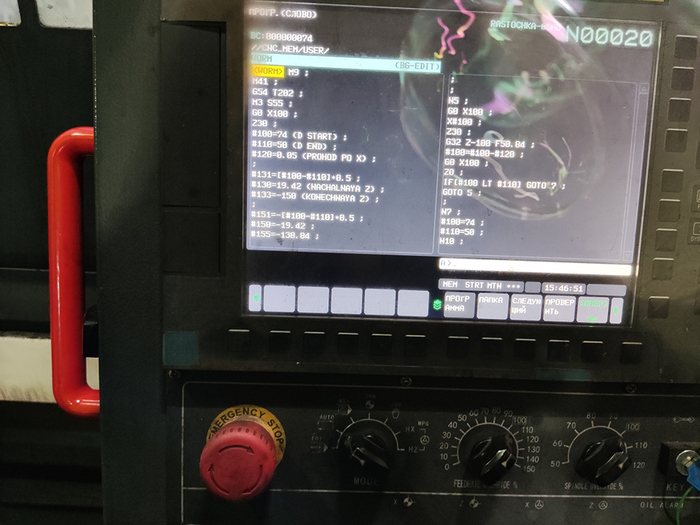
Рассмотрим цикл проточки.
G0 x100 z100
G0 Z0
G71 U4 R1
G71 P10 Q20 F1
N10 G0 X-1
G1 X40 R5
Z-50
X80 C3
Z-100
N20 X100
G70 P10 Q20 F0.4
Во первых, цикл G70 можно использовать только на станках, у которых нет конусности. Таких не встречал. Но об этом позже.
Лучше прописать чистовой проход отдельным блоком.
G0 X49 Z0
G1 X50 F0.25
Z-50 U0.00
X80
Z-100 U0.00
G0 X100
Z666
И вот тут у моих распиздяев учеников возникал вопрос: почему заезжаем с Х49?
А потому что этим мы выбираем люфт. Допустим люфт по Х составляет 0,2. Значит, чтобы его выбрать нужно заезжать на Х50 с Х49.8. Печатать два лишних символа мне лениво, поэтому с Х49.
Если люфт не выбрать, то до 50 резец не доедет 0.2мм, а вот до X80 доедет уже нормально (на одном куске ржавчины у меня люфт по Х был 1,5мм, по Z 3мм)
Кстати, при привязке инструмента это тоже обязательно нужно учитывать.
=====================================================================
Небольшой бонус для тех, кто осилил мои каракули до конца.
Резцедержку, как ни странно, тоже полезно выставлять. Особенно это полезно для отрезных и канавочных резцов. Стоят они дорого, а ломаются часто.

Выкатываем индикаторов по всей длине. Вся длина на фото не вошла. Ослабляем болты и ХУЯРИМ КУВАЛДОЙ и аккуратно выстукиваем. У меня резиновая и деревянная киянки для этого. Деревянной учеников удобно пиздить - рука не устаёт.
Если нет возможности выставить резцедержку, можно (нужно) выставить резец. Способ такой же, только выкатываемся по резцу и выставляем его. Отрезной мне ставить лениво, сфотал проходной.

Как выставить цангу, центровку или сверло.
Спойлер: я за 10 лет так натаскался, что делаю это на глаз с ошибкой в пару соток.
Закрепляем стойку с индикатором на шпинделе и выкатываем до нуля внутреннюю поверхность, вращая шпиндель.

Так же в параметрах можно выставить количество и время смазки направляющих, если это не предусмотрено на маслёнке. Параметры, отвечающие за это, на разных станках разные и зависят от того, в какое полушарие производителю ударит моча.
От ахуенного производителя станков КМТ я так и не смог добиться, в какие параметры это записано. Потому что эти дебилы и сами этого не знают. А искать лень.
Для тех, кому лень искать - в маслёнке есть шток, который регулирует количество масла, подаваемого за за оин раз. В моём случае подается 15 секунд каждые 30 минут.
Выкручивая шток уменьшаем количество масла. На фотке его плохо видно, но он там есть.

===============================================================================
А теперь бонус для тех, кто осилил прочитать предыдущий бонус.
На фануке есть "фоновое редактирование". И я не встречал еще людей которые бы умели из него выходить, если случайно запустили. Лечились только перезагрузкой стойки.
Так вот, это делается так:
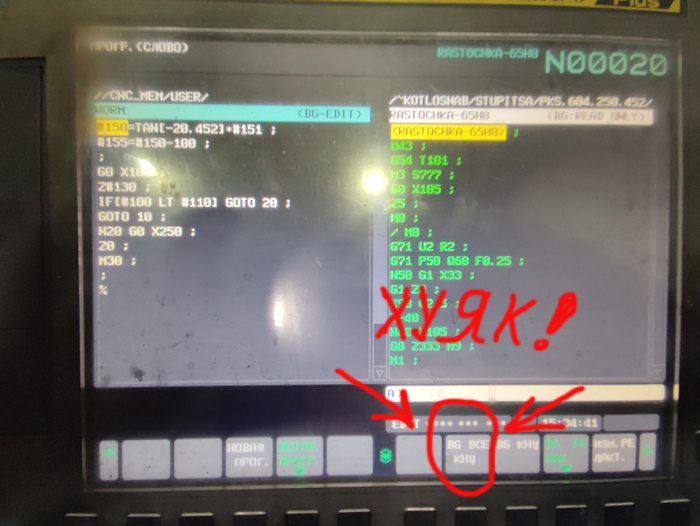
Вуаля, бля:
И мыльный пузырь вам на фоне стойки в ленту!
Вообще, в параметрах стойки можно изменять дохрена чего. Счётчик деталей, отскок сверловки, разгон и торможение при движениееееееееее по G0, сами скорости G0, если они фиксированные, нули станка, скринсейвер... Было бы желание и шаловливые ручки. а что изменить найдётся.
У меня всё. Задавайте вопросы. За глупые вопросы буду пиздить киянкой из лиственницы.
Первая станкостроительная компания модернизировала горизонтально-расточной станок с ЧПУ
2А622Ф4.
Станок оборудован современной системой ЧПУ Fanuc и имеет пять независимых осей, каждая ось оснащена собственным сервоприводом, прецизионным редуктором и датчиком обратной связи.

Конструкция станка до сих пор является современной и по сей день.
Жесткость станка обеспечена мощной станиной и широкими
направляющими, а точность обеспечена накладными направляющими из стали ШХ15 и
танкетными подшипниками.
Шпиндельный
узел повышенной жёсткости смонтирован на прецизионных подшипниках качения с механическим и гидравлическим
натягом.
По осям станка установлено мощное ШВП диаметром 80 мм.
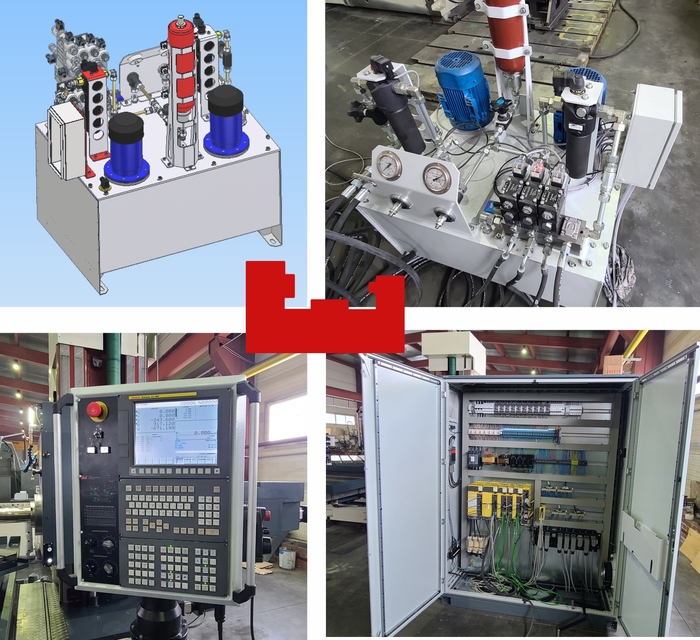
Разработана новая гидростанция на базе комплектующих Duplomatic. Встроен датчик ориентации шпинделя и позиционирования стола. Разработана и изготовлена система подачи и сбора СОЖ.
Первый пост, прошу тапками не закидывать, поправьте если что не так.
Работаю на 2 trevisan ds300/70c уже лет 6,вопрос уже стоит давно, но как это происходит в нашей российской данности денег нет но вы держитесь. Собственно есть 2 станка вроде одинаковых но нет, на первом нет внутренней подачи СОЖ через суппорт, а вот на 2 станке есть. Механики и Главный инжинер объяснили что по механической части станки одинаковы, значит проблема на уровне мозгов(стойке) станка. Вопрос:может кто знает где вкл внутренняя подача СОЖ в суппорт в самой стойке? Или может проблема не в стойке а где-то ещё.
Стойка fanuc series 31i-model b
Съемка через защитное стекло, поэтому картинка не очень.
Есть здесь люди которые знают как настраивается нарезание шлицев на чпу червячной фрезой?
по программе все 100℅ правильно, но по итогу вместо зубьев фрезерует весь диаметр, как-будто рассинхрон шпинделей.
Первая станкостроительная компания в ноябре 2021 года поставила два токарно-карусельных станка моделей 1516Ф3 и 1525Ф3 для российских предприятий. Станки оснащены комплектной системой ЧПУ (Числовое программное управление) японской фирмы FANUC.

Основное преимущество станков с ЧПУ заключается в существенном повышении уровня автоматизации основных рабочих процессов: участие оператора сводится к минимуму, оборудование работает практически автономно. Алгоритм выполнения технологических операций прописан в управляющей программе. Дополнительные опции системы ЧПУ позволяют одновременно работать двумя суппортами.
В режиме JOG станком можно управлять в ручном режиме, с помощью рабочих крестов или выносным маховичком.

Токарно-карусельный станок 1516Ф3 изготовлен для металлургического завода «Северный металлоцентр» г. Санкт-Петербург — предприятие специализируется на производстве поковок. Максимальный диаметр обработки 1600мм.

Токарно-карусельный станок 1525Ф3 изготовлен для предприятия «Транспорт-электропривод» г. Кемерово. Предприятие изготавливает различное горно-шахтное оборудование. Станок позволяет обрабатывать детали диаметром до 2500мм.




