
ЧПУ. Параметры стоек Фанук
И, наконец-то долгожданное "Здравствуйте!"
Сегодня, мои маленькие извращенцы, мы поговорим о том, о чем наладчики не любят говорить вслух, чтобы их не перестали считать полубогами.
А именно о параметрах стоек Fanuk. Всё ниже описанное так же подходит к стойкам HAAS, так как Хас - это, по сути, доведённый до ума мухоблятский Фанук.
Параметров в стойках как у дурака фантиков (тысяч 30), информации по ним полно в интернете, поэтому рассмотрим только самые интересные.
Ахтунгъ!!! Ковыряние в параметрах может привести к печальным последствиям и неизгладимым впечатлениям!
Итак, к делу:
Как, собственно, войти в режим редактирования параметров. А входим мы в него исключительно в режиме MDI тыцкая кнопочку OffSet. Вместо 0 нужно вписать ебиничку.
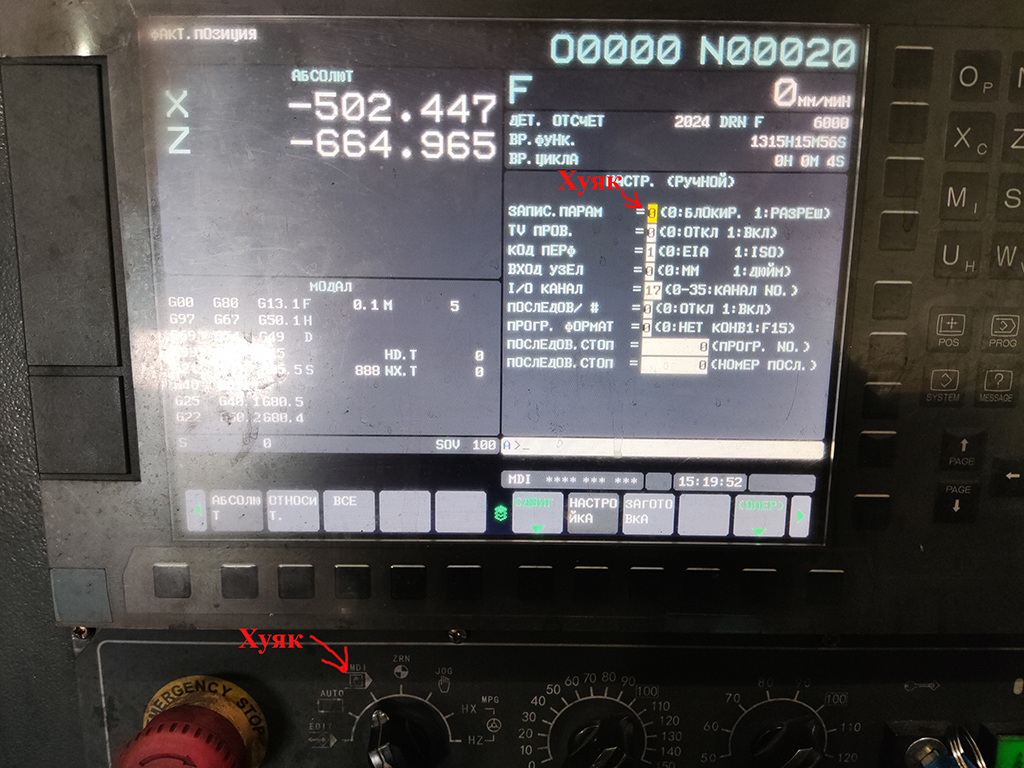
После чего станок начнет ОРАТЬ
Чтобы станок не орал нажимаем одновременно Reset + Can.

Всё! Мы в параметрах.
Теперь полезное.
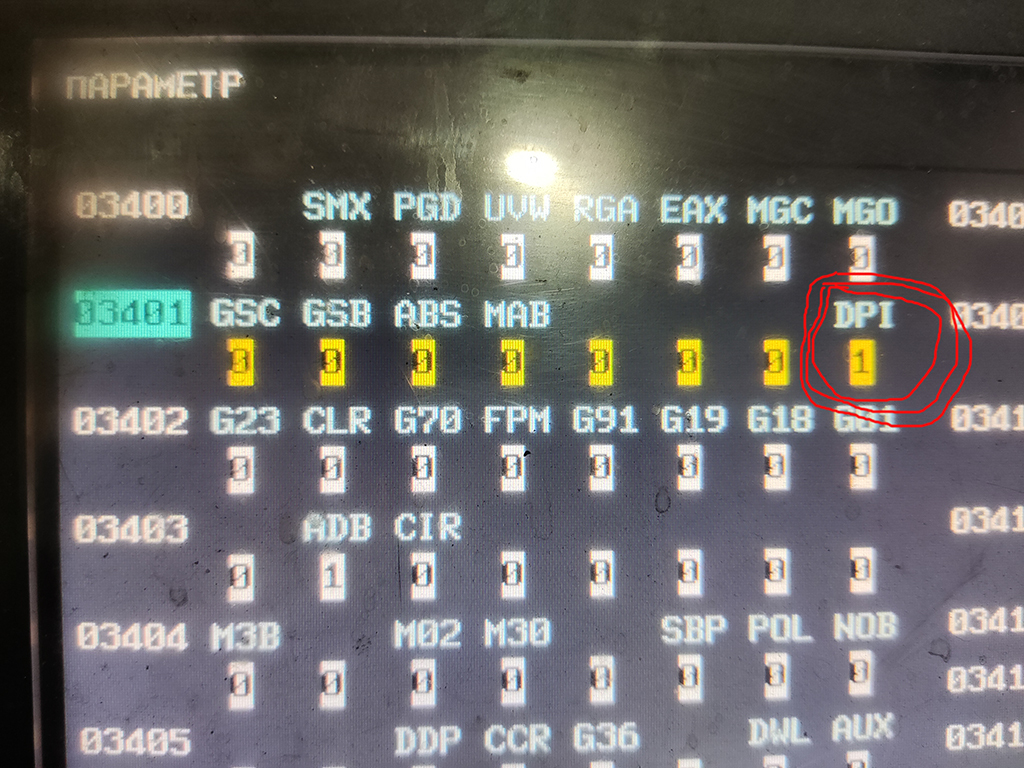
Обязательная десятичная точка. Злоебучая, пиздопротивная, порожденная хентайским разумом самураев упоровшихся ядом рыбы фугу обязательная десятичная точка.
Отменяется в параметре 3401. В ячейке DPI вписываем ебиничку. ВСЁНАХ!!!
Ну что детишки? Избавились от десятичной точки? Оргазм был? По глазам вижу, что был.
Продолжаем.
В своих предыдущих постах я рассказывал про параметрическое программирование. Вообще, что есть язык G-кодов? Язык G-кодов это, по сути, результат склешивания фортрана и кастрированного ассемблера. На выходе мы получили очень даже симпатичного мутанта.
Примерно, как лошак - гибрид осла и лошади. Потомства уже не даст (и хорошо), но использовать очень даже удобно.
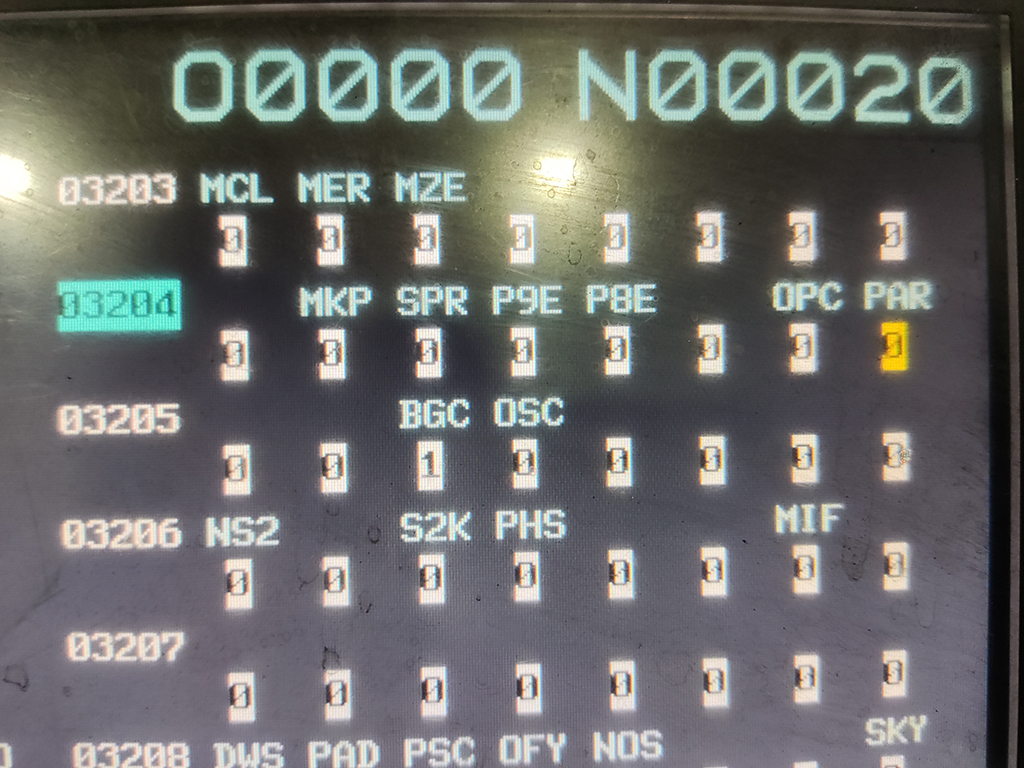
Для использования параметрического программирования нужны квадратные скобки. А для написания каментов круглые. И одновременно есть они не у всех (платная опция). Приходится переключаться.
Делается это так:
В параметре 3204 меняем значение PAR с 0 на 1 и обратно. Какое из них какие скобки я не помню, так что ебитес сами.
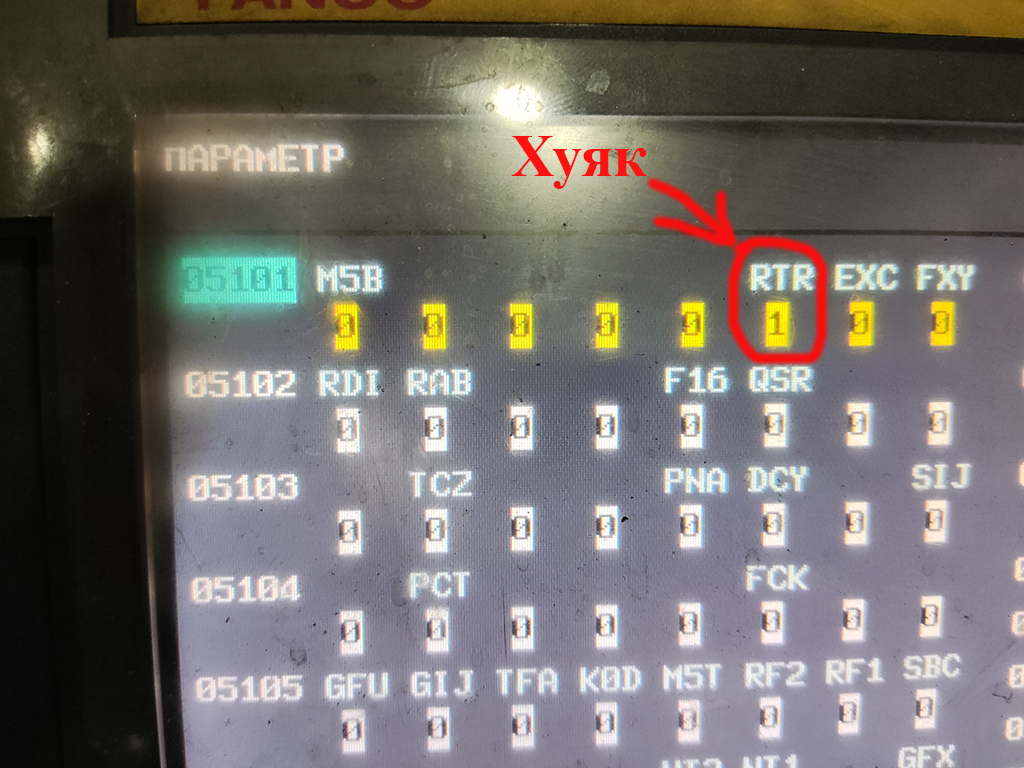
Давеча меня приглашали с вопросом, почему цикл сверления G83 работает без вывода сверла, хотя всё написано по фанукобиблейским канонам.
Решение: в параметре 5101 заначение RTR ставим 1
Параметры незаменимы при отлавливании люфтов осей.
Мне очень лениво, но придётся остановиться на этом подробнее.
Как измерить люфт?
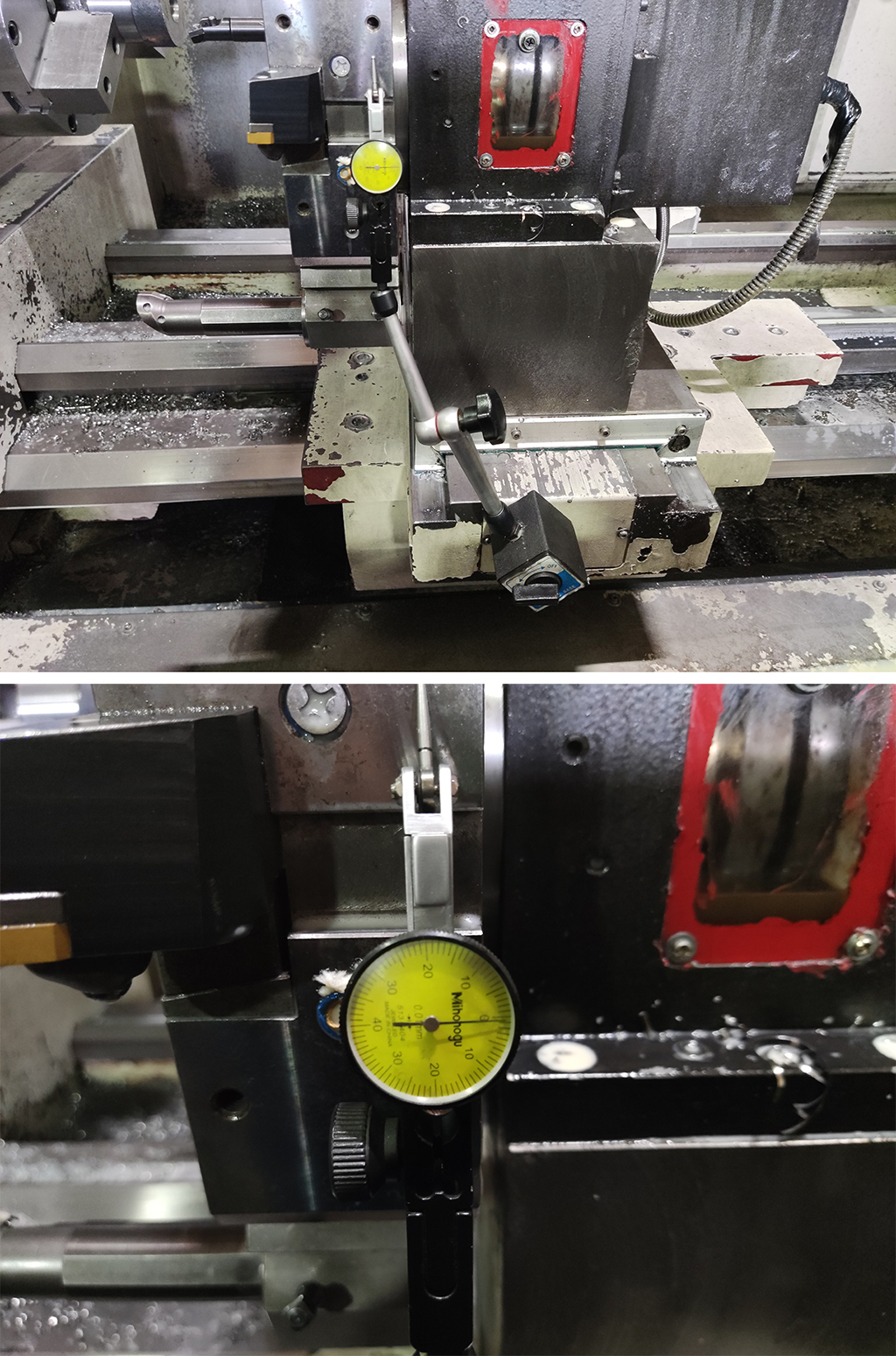
А вот так:
Нужна жесткая магнитная стойка и хороший индикатор.
При смещении по оси X на десятку индикатор должен смещаться на десятку. С сотками та же фигня. Разница в смещении и есть люфт. По оси Z то же самое.
Как это лечится.
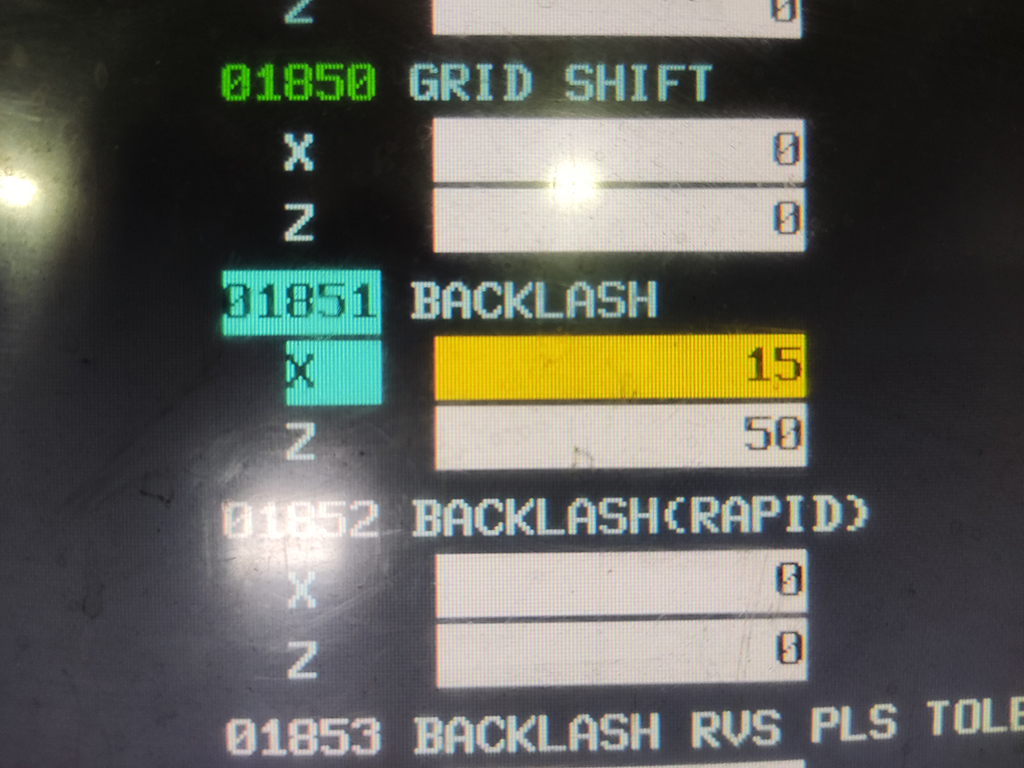
Тоже в параметрах:
У меня люфты 15 и 50 микрон соответственно. Причем с завода.
Не всегда есть возможность подкорректировать люфты в параметрах. Например злойналадчик запаролил стойку/забрал ключи. А еще есть вариант, когда люфты в стойке вообще скорректировать нельзя.
Что делать? А вот что:
(блять, как же мне лень это писать...)
Рассмотрим цикл проточки.
G0 x100 z100
G0 Z0
G71 U4 R1
G71 P10 Q20 F1
N10 G0 X-1
G1 X40 R5
Z-50
X80 C3
Z-100
N20 X100
G70 P10 Q20 F0.4
Во первых, цикл G70 можно использовать только на станках, у которых нет конусности. Таких не встречал. Но об этом позже.
Лучше прописать чистовой проход отдельным блоком.
G0 X49 Z0
G1 X50 F0.25
Z-50 U0.00
X80
Z-100 U0.00
G0 X100
Z666
И вот тут у моих распиздяев учеников возникал вопрос: почему заезжаем с Х49?
А потому что этим мы выбираем люфт. Допустим люфт по Х составляет 0,2. Значит, чтобы его выбрать нужно заезжать на Х50 с Х49.8. Печатать два лишних символа мне лениво, поэтому с Х49.
Если люфт не выбрать, то до 50 резец не доедет 0.2мм, а вот до X80 доедет уже нормально (на одном куске ржавчины у меня люфт по Х был 1,5мм, по Z 3мм)
Кстати, при привязке инструмента это тоже обязательно нужно учитывать.
=====================================================================
Небольшой бонус для тех, кто осилил мои каракули до конца.
Резцедержку, как ни странно, тоже полезно выставлять. Особенно это полезно для отрезных и канавочных резцов. Стоят они дорого, а ломаются часто.

Выкатываем индикаторов по всей длине. Вся длина на фото не вошла. Ослабляем болты и ХУЯРИМ КУВАЛДОЙ и аккуратно выстукиваем. У меня резиновая и деревянная киянки для этого. Деревянной учеников удобно пиздить - рука не устаёт.
Если нет возможности выставить резцедержку, можно (нужно) выставить резец. Способ такой же, только выкатываемся по резцу и выставляем его. Отрезной мне ставить лениво, сфотал проходной.

Как выставить цангу, центровку или сверло.
Спойлер: я за 10 лет так натаскался, что делаю это на глаз с ошибкой в пару соток.
Закрепляем стойку с индикатором на шпинделе и выкатываем до нуля внутреннюю поверхность, вращая шпиндель.

Так же в параметрах можно выставить количество и время смазки направляющих, если это не предусмотрено на маслёнке. Параметры, отвечающие за это, на разных станках разные и зависят от того, в какое полушарие производителю ударит моча.
От ахуенного производителя станков КМТ я так и не смог добиться, в какие параметры это записано. Потому что эти дебилы и сами этого не знают. А искать лень.
Для тех, кому лень искать - в маслёнке есть шток, который регулирует количество масла, подаваемого за за оин раз. В моём случае подается 15 секунд каждые 30 минут.
Выкручивая шток уменьшаем количество масла. На фотке его плохо видно, но он там есть.

===============================================================================
А теперь бонус для тех, кто осилил прочитать предыдущий бонус.
На фануке есть "фоновое редактирование". И я не встречал еще людей которые бы умели из него выходить, если случайно запустили. Лечились только перезагрузкой стойки.
Так вот, это делается так:
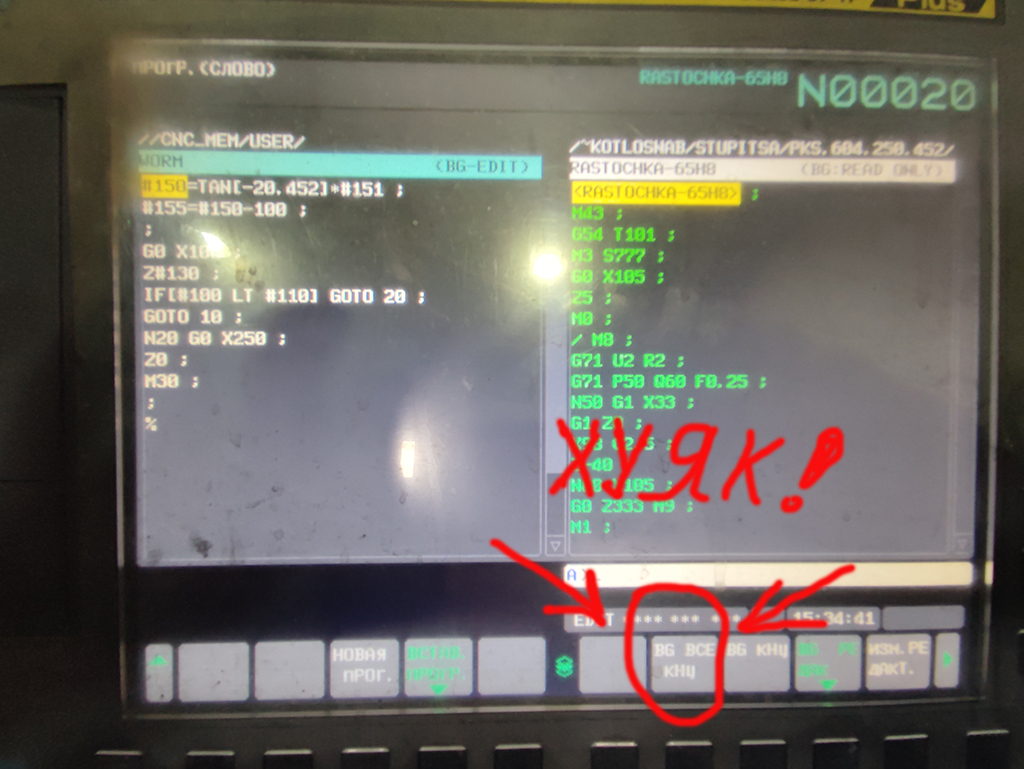
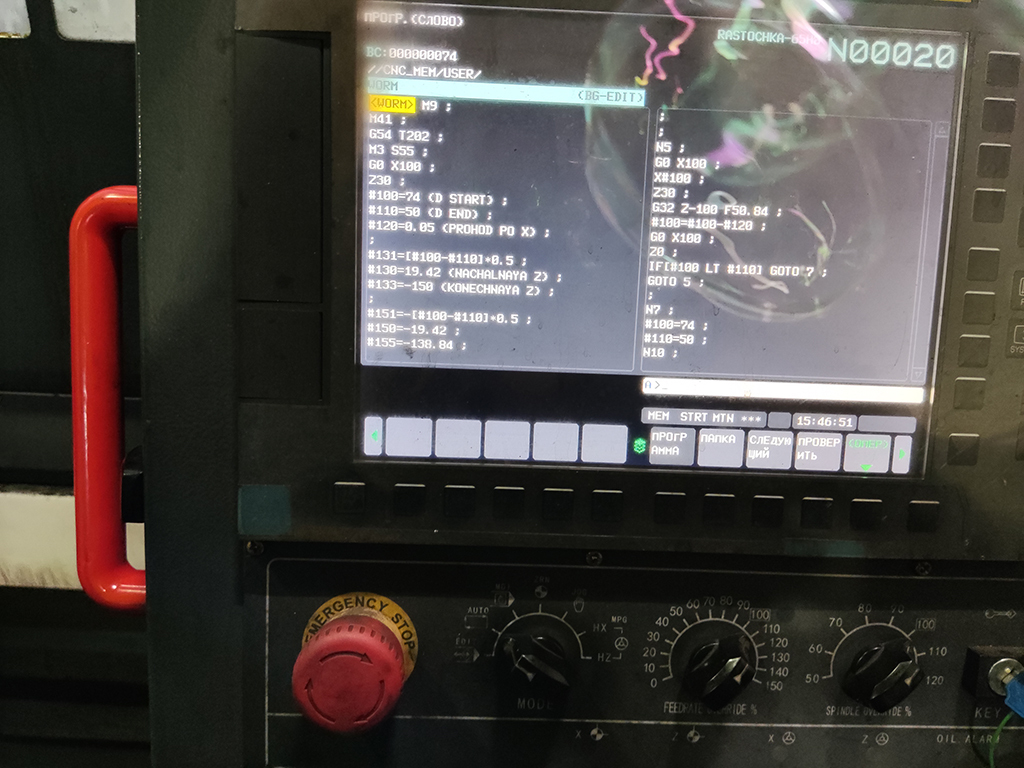
Вуаля, бля:
И мыльный пузырь вам на фоне стойки в ленту!
Вообще, в параметрах стойки можно изменять дохрена чего. Счётчик деталей, отскок сверловки, разгон и торможение при движениееееееееее по G0, сами скорости G0, если они фиксированные, нули станка, скринсейвер... Было бы желание и шаловливые ручки. а что изменить найдётся.
У меня всё. Задавайте вопросы. За глупые вопросы буду пиздить киянкой из лиственницы.