


Как это сделано. Компрессорно-конденсаторный блок. Ч.1
Ола, амигос.
В жизни каждого взрослого мужчины рано или поздно случается момент, когда нужно охладить что-то большое и далеко. И тогда создаётся компрессорно-конденсаторный блок. Его отличие от ранее рассмотренной системы чиллер-фак-койл в том, что он не имеет на борту испарителя. Испаритель есть, но где-то тама... далекоа.
Короче, длиннопсто с дофига картинками.
Да, сразу дисклеймер. Я не инженер по холодилке, а слесаришка. Моя задача - читать чертежатину и гидросхемы, а потом варить, токарить, фрезеровать, крутить гайки и обжимать проводочки.
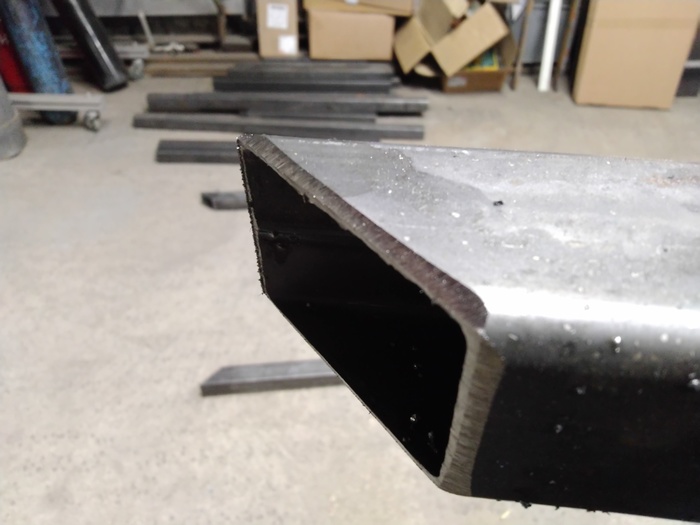
Вощем, создание холодильного агрегата начинается с рамы. Ненене. Секунду. Не так быстро. Сперва берём металл и пилим его:

Потом - расшиваем под сварку. Пушо нерасшитое варят только обмудки. Не, ну там, канеш, можно давать зазор и вот это вот всё. Но как показывает практика - точнее и быстрее получается, если варить по расшитому.
Далее металл подписывается и раскладывается кучками. Пушо перфекционанизм, сучки! Ну и, честно говоря, так гораздо проще. Не надо каждый раз рулетку дрочить и заглядывать в чертёж. Ща варим 1360,38 мм. - окей. Подошёл, набрал, присрал, норм. Следующие элементы... Быстрее, проще, продуктивнее. Меньше вариантов объебаться, когда есть палки близких размеров.

Выставляем первые четыре палки на переложки и фиксируем угол. Как по углу, так и в плоскости.

Для этого можно использовать угловые струбцины (фубля) или угловые тиски... но они стоят 4 с хуем тыщщи. А самодельные сварочные углы, которые идут комплектом к сварочным столам нашего производства - условно бесплатные.

Когда все четыре угла прибиты, промеряются диагонали. В данном проекте разбежка составила миллиметр. Да и пох ваще. Для длины под 3 метра - сойдёт.

Выкатывается универсальный сварочный пост:

На раму кидается магнитная масса:

И пошла первая жаришка. Прихватки:

После прихваток ещё раз меряются диагональки и, если всё по красоте, наступает провар.

Со всех сторон, кроме одной. Пушо из неё будут расти стойки.
Стойки надо сперва подготовить. Точнее, сделать под них подпятники, которые будут стоять на полу и сквозь них конструкция будет на анкерах закреплена в пол. Была бы полоса - делал бы из неё... Но полосы чот не было нужного размера, поэтому откушу от листа квадратиков. Для этого добывается плазморез:

...и отрезается полоса, которая потом шинкуется либо плазмой, либо болгаркой, либо дисковой пилой по металлу, либо ленточной. Вариантов - множество. В данном случае, я порезал всё плазмой, потому что почему бы и нет.

Процесс сверления условно не показан. Думаю, как работает сверлильный станок все видели... Результат: шесть пяток.

С помощью тех же угловых шаблонов и сварочного стола формируется шаблон для сварки:

Вложил, закрепил...

Проварил. И так - шесть раз. С идеальной геометрией и репликативностью.

Прикидываем, где кто будет стоять:

Собираем всё начерно на струбцинах и прихватках, проверяя угольником и диагоналями шоб всё росло куда надо. Хотя, это совершенно избыточно. Рама может быть ваще кривой. Это же не автомобиль. Но криво делать получается чаще всего дольше, чем ровно. Потому, что тогда приходится либо что-то подрезать, что не в размер, либо наоборот заплёвывать сваркой. А если это долго, значит экономическая эффективность моего труда снижается. Пушо электричество горит, газ и проволока расходуется, моё время опять же идёт... А я бьюсь за то, чтобы в час зарабатывать не меньше чем проститутка. Шлюхочас - мерило успеха. :)

Короче, рама готова.

Углы зачистил, шоб ровненько... Оно, канеш, не обязательно, но почему бы и нет? Если бы это была мебель, то пришлось бы заплевать вот эти вот небольшие кратеры (подрезка)... но тут надо шоб работало, а не шоб красиво. Т.е. с эстетической т.з. оно проходит в требования внутреннего ОТК.

Конец первой серии.


























