Пора! Дозрела рассказать про фьюзинг в домашних условиях.
Фьюзинг это спекание стекла. Обычно для этой техники используется стекло с низкой температурой плавления и специальные печи, но для маленьких изделий придумали небольшие тигели, разогреваемые в микроволновке. Физику процесса готова обсудить в комментариях, если она кому-нибудь интересна. А вот суть опишу. Для изготовления игрушек нужен тигель, стекло и стеклорез, керамическая бумага и стеклянный бисер для декора. Так же я пробовала запекать веточки, соль и соду, получается любопытно.
Так выглядит тигель, на кружок из керамической бумаги кладут запекаемое изделие.
1/2
Стекло я покупала цветное, брала обычное оконное и даже бутылочное. Стеклорезом нарезаем произвольно или по схеме, можно наломать кусочки бутылки. Далее выкладываем желаемую фигуру, аккуратно закрываем тигель и отправляем в микроволновку мощностью от 800 ватт минут на пять. Время приходится контролировать интуитивно, если передержать - изделие превратиться в лужу.
Собственно лужа) это самая первая попытка сделать игрушку, долго смеялась над результатом )
Нарезка, примеры расплавленного бисера
Готовое изделие из печи
Из бутылок получаются замечательные елочки или веночки, из прозрачного стекла можно нарезать снежинок.
Еще один нехитрый инструмент для стеклодувных работ и интересный способ горячего прокалывания стекла. Исходно предназначен для изготовления мелких отверстий в тонком стекле при стеклодувной его обработке на горелке. Кроме отверстий, иглой удобно пользоваться как щупом – ей можно прижать, отогнуть, вдавить стенку из размягченного стекла. Словом, инструмент первой необходимости наряду со стеклодувным ножом, разверткой, пинцетом и пр. подобным. Кроме стеклодувного дела такой способ проплавления мелких отверстий можно попробовать в витражной технике (фьюзинг – сплавление цветного стекла в печи), например, при изготовлении ёлочных игрушек и пр. подобного.
— А у кого иголочка? У Серафима иголочка…
Видно было скверно, но спутать лейб-малефактора с кем-то другим Мускулюс не мог. Прохаживаясь у ломберного столика, сударь Нексус ловко вертел в пальцах длинную иглу из черненого серебра с неприятно загнутым концом.
На столике вместо колоды карт лежал восковой идол. Из укрепленной сверху клепсидры на идола капала некая жидкость, отчего воск трещал и дымился.
— А на нашей полке прячутся иголки, — мурлыкал старичок на мотив колыбельной, — ах, остры да колки, не иголки — волки…
Примерившись, он воткнул иглу между коротких ножек идола.
Мускулюсу померещился далекий вопль: «Я больше не буду!».
— Бросьте кривотолки… славные иголки!.. конечно, не будешь, дурачок…
Генри Лайон Олди «Шмагия».
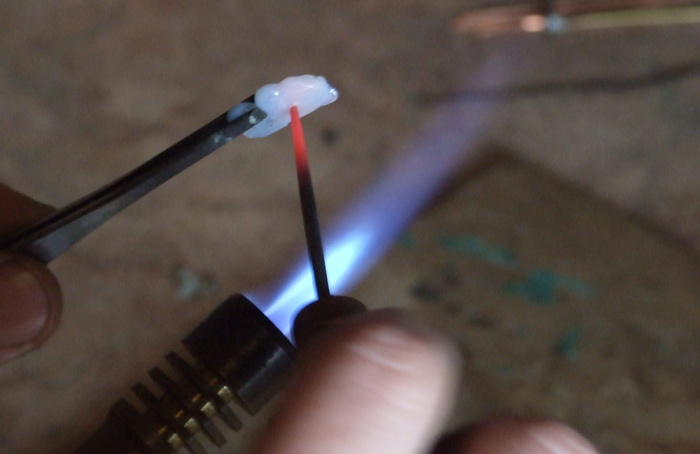
Работа инструментом своеобразна и исходит из общих стеклодувных приемов – подогретый объект из стекла прокалывают-проплавляют протыкая его раскаленным до красного свечения кончиком иглы. При этом, непрерывно вращают ее пальцами. Отверстия можно делать очень тонкие, при необходимости, их аналогичным образом расширяют иглой, а после и небольшой стеклодувной «разверткой» - заточенным графитовым стерженьком в рукоятке.
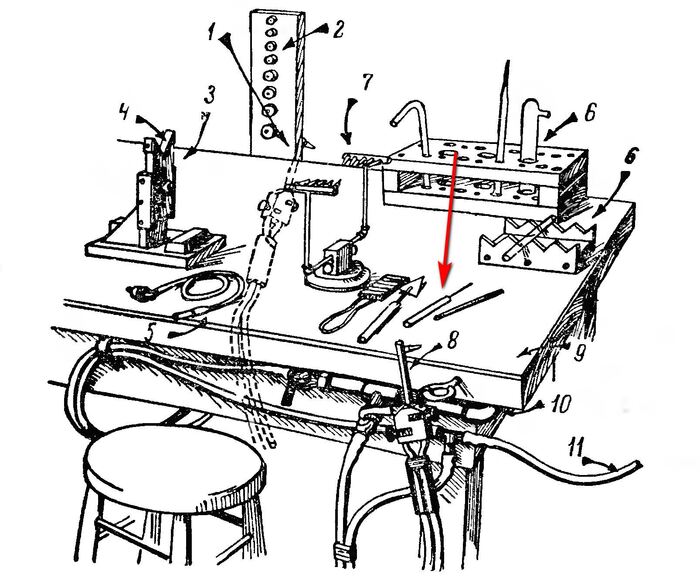
Рис. 2 Хрестоматийный рабочий стол стеклодува.
Где : 1 – ради удобства ручную горелку вешают на настольную со встречным пламенем; 2 – колодка с набором затычек; 3 – подставка для трубок с грузом; 4 – асбестовые наклейки; 5 – кран в форме «L» с резиновой трубкой и мундштуком; 6 – деревянные подставки для остывающих изделий; 7 – горелка со встречным пламенем; 8 – ручная горелка; 9 – крышка стола покрыта асбестом; 10 – подводка газа; 11 – подводка кислорода. [1] «Вольфрамовая игла» отмечена стрелочкой.
«Вольфрамовая игла» от вульгарного шила отличается существенно, хотя на первый взгляд инструменты очень похожи. Рукоятка «иглы» должна быть нетолстой, такой, чтобы инструмент можно было без труда вращать пальцами одной руки. Металлическая часть должна быть закреплена в термостойкой и плохо проводящей тепло ручке термостойким же клеем или замазкой. И главное – материал металлической части. Обычно, в специальной литературе указывается вольфрам, а в старых издания даже железо. Стальная спица тоже будет работать в таком качестве но сгорит значительно быстрее и главное – перед каждой операцией рабочую часть такой иглы следует тщательно зачищать от окислов иначе они насмерть впаиваются в горячее стекло окрашивая его в желтый цвет.
К слову, легкодоступный и недорогой вольфрам - прутики для «сварки неплавящимся электродом», тоже не вполне хорош. Вольфрам здесь с примесями необходимыми для его прямого назначения, он тоже покрывается серовато-жёлтым налетом – окислами, хотя и не так быстро и сильно как железо. Окислы тоже впаиваются в стекло загрязняя место работы. Зачищать инструмент приходится, но немного.
Стеклодув-астроном Ю. Н. Бондаренко [2] предложил и опробовал «вольфрамовую иглу» из молибдена и рекомендует такой инструмент к повторению коллегами – он окисляется и липнет к горячему стеклу меньше, чем даже чистый вольфрам.
Сейчас у него появилась еще одна возможность насладиться мастерством начальника. Ласковый, разморенный чудесным досугом, старец Серафим задвигался с быстротой атакующей кобры. Пожалуй, лишь глупое выражение лица спасло колдуна от удара толстой иглой в лоб. Игла плясала опасный танец в пальцах лейб-малефактора, а острые глазки-шильца хищно тыкались в карусель огня.
— Отрок? — с родительской добротой удивился Нексус, и Андреа в мыслях уже похоронил себя заживо. — Мой милый, мой трудолюбивый отрок? Ишь ты… от угла до угла свищет Нексуса игла…
Он не глядя всадил иглу рядом с идолом в столешницу, насладился эхом отдаленного крика и переместил иголку в левую пятку восковой фигурки.
Генри Лайон Олди «Шмагия».
Что понадобилось для изготовления.
Молибденовая или вольфрамовая проволока, деревяшка для ручки, компоненты и тара для приготовления высокотемпературной замазки. Набор некрупного слесарного инструмента. ЛКМ, мелочи.
Пользуясь относительно теплой погодой, а пыльные и токарные дела у меня на улице и в неотапливаемом дровнике, начал с ручки. На чердаках отыскал припасенную для такого случая нетолстую ветку сливы оставшуюся от обрезки сада несколько лет назад, нарезал на торцевой пиле на удобные для точения чурбачки (Фото 3).
Фото 3. Подготовка деревяшек для точения.
Мои заготовки нетолстые и для сколько ни будь приличного размера вещицы не годятся – точить чурбачки по центру плохо – образуется не слишком красивый узор и самая мягкая часть дерева – сердцевина располагается по оси готового. Тонкие ручки для инструмента – одно из удовлетворительных применений таких веток.
Заготовку установил «в центрах» токарного станка по дереву – пропилил ножовкой паз для ведущего трезубца, накернил и капнул масла под шип заднего неподвижного центра. Чурбачок установил эксцентрично – смещенным набок. Оболванил крупным резцом- рейером и им же проточил деревяшку до нужной простой формы. Обрезал косяком-мейселем (Фото 4). Перед снятие деревяшки со станка отшлифовал ее несколькими номерами наждачной бумаги со сменой направления вращения.
Фото 4. Заготовка ручки после точения. Задний хвост-«литник» обломался при шлифовке.
С рукоятки обрезал технологические части, просверлил отверстие в торце. В несколько слоев покрыл полуматовым яхтным лаком.
Фото 5. Сушка лакированной ручки.
Нетолстый прутик из чистого молибдена приобрел на АлиЭкспресс, вольфрамовые электроды водятся в магазинах для сварки и продаются поштучно. Уголком точильного камня отгрыз от длинного прута потребную заготовку (Фото 6).
Фото 6. Заготовку молибденового стержня примерил к ручке.
Плавные «своды» на проволоке сделал на точильном камне – зажал отрезок молибдена в патроне шуруповерта и вращающуюся заготовку протягивал по камню включенного точила прижимая её деревянным бруском. Добившись грубой формы иглы, отшлифовал её несколькими номерами наждачной бумаги (Фото 7).
Фото 7. Шлифовал заготовку вращающуюся в шуруповерте.
Фото 9. Готовый вариант «вольфрамовой иглы» из молибдена.
Работа инструмента
Стекляшку перед проплавлением отверстия постепенно прогревая вносим в пламя горелки. Нужно добиться хорошего, а главное - равномерного прогрева не достигая точки размягчения стекла. Разогретую заготовку помещаем сбоку факела, а в самой его горячей части раскаляем до свечения острие вольфрамовой иглы и непрерывно подогревая его но не стекло, пламенем, проверчиваем в заготовке дырочку.
Фото 10. Старый (внизу) инструмент из 3-мм сварочного вольфрама и новый (вверху) из 2 мм молибдена.
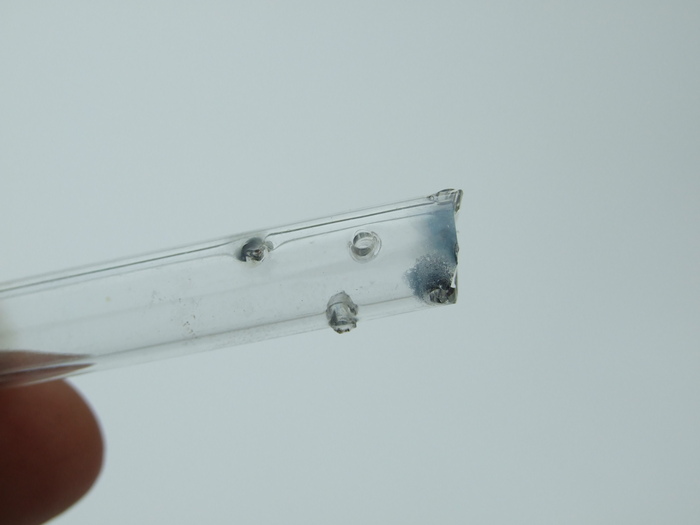
Фото 11. Потренировался на обломке трубочки из свинцового стекла.
Попробуем более практическое применение инструмента – с витражным стеклом. Механическое сверление отверстий в мелких деталях (небольшие подвески, декоры, ёлочные игрушки, бижутерия) сопряжено со значительным риском их раскалывания. Проплавление же описанным инструментом видится вполне перспективным. Итак.
Фото 12. Возьмем обрезок витражного стекла для фьюзинга. Это неровный край листа образовавшийся при раскатывании горячего стекла и наведения «волн». Край сильно рифленый, и волнистый, его почти невозможно надежно отрезать стеклорезом.
Фото 13. Для экспериментов с огневым прокалыванием откусываем несколько образцов-заготовок кусачками для стекла.
Фото 14. Разжигаем горелку и держа стекляшку обратным пинцетом разогреваем её в дальней части пламени.
Фото 15. Накаляем иглу и вращая её проплавляем отверстие в стекле. Стекляшку держим близко к факелу.
Фото 16. Небольшой свилеватый кусочек витражного стекла. Просверлить в нем отверстие обычным способом было бы затруднительно.
Фото 17.
Выводы.
Способ прост и хорош, но как всегда требуется навык. Главный момент - не перегреть и не переохладить стекло в пламени.
Практика показала – игла должна иметь достаточно крутой «спуск» иначе потери тепла и сопротивление его току в тонком месте значительны и сильно добавляют хлопот. В общем, имеют место эффекты подобные происходящим в жале паяльника.
Литература.
Стронг Д., Техника физического эксперимента. ЛЕНИЗДАТ, 1948 г.
Бондаренко Ю.Н. Лабораторная технология. Изготовление газоразрядных источников света
Крошки цветного стекла применяются в разных видах художественной работы. Чаще всего при работе со стеклом – в lampwork (изготовление элементов мелкой бижутерии на стеклодувный манер), в fusing (спекание цветных стекол в печи). Совсем уж мелкую пыль применяют для изготовления «горячих» стеклянных эмалей, керамисты например.
Эй крошка!
Элвис Пресли.
Используя клеи стеклянные крошки можно задействовать и для украшения других, в том числе «низкотемпературных» материалов, стекол с сильно отличающимся КТР (коэффициент теплового расширения), наконец, сами крошки можно изготовить из, не плавящихся при разумной температуре, минералов. Словом, наличие в мастерской возможности делать стеклянные крошки достаточно однородного «гранулометрического состава» может существенно расширить возможности мастера-художника.
Безусловно – крошки подходящей марки стекла, различных цветов и крупности, предлагаются в специализированных магазинах, но не так уж этих магазинов и много, далеко не все мастера (легкий поклон), живут в крупных городах. Ну и затраты на почтовые пересылки, а главное их, пересылок, время, может также быть камнем преткновения.
Как «это» делают.
Васечкин:
Я в жизни не разбил
Ни одного стекла.
Анка:
Вот это сочинил -
Даша:
Я так бы не смогла.
Петров и Васечкин - Танго "Хулиган"
Собственно, «рассеивание» на фракции по крупности – хрестоматийный способ используемый, ну например, при определении помянутого гранулометрического состава. Всяких сыпучестей. Нам он преотлично подходит – в зависимости от потребностей придется обзавестись набором сит с разной крупностью ячеек, дальше очевидно. Практика показала, что даже два разных сита – уже позволяют получить в свое распоряжение приемлемый для практического использования результат.
Теперь о дроблении. Следует оговориться, что речь идет о небольшом «настольном» выполнении в домашней мастерской – при необходимости в промышленных объемах наверняка используют совсем другое оборудование, те же шаровые мельницы. Для собственных невеликих нужд удобнее всего - небольшая ступка - сильно помельче, чем у бабушки Яги.
Хиповской вариант народной героини. Её ступу страшно даже представить.
Да, в отличие от её транспортного средства – ступка должна быть металлической, причем из обычной «черной» стали – это ключевой момент – твердость стекла выше твердости стали и в крошки неизбежно будут попадать частицы металла, а отделять их удобнее всего магнитом. При попадании в сплавляемое стекло металлические частицы могут стать причиной брака. Кроме конструкционных сталей отдельные сорта нержавеющей также магнитятся и если есть выбор, лучше предпочесть вариант из «нержавейки» - инструмент получится эстетичней.
Конструкция инструмента действительно может напоминать ступку, но при работе стекла будут разлетаться из широкого горла – придется все это дело помещать в большой полиэтиленовый пакет и орудовать там. Специальная дробилка для стекла может иметь такую форму.
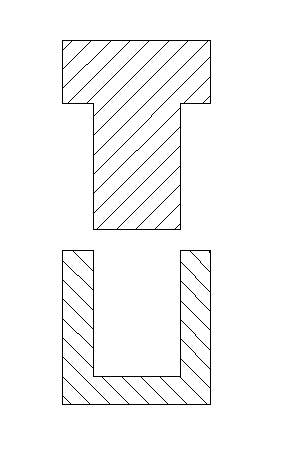
Эскиз-схема стальной ступки для дробления стекла.
Стекла в такой ступке не разлетаются совершенно, однако, в отличие от классического варианта, усилие удара потребуется больше – без тяжелого молотка не обойтись и чем больше площадь поршня, тем оно, усилие, значительнее. Это следует учитывать при определении нужных размеров.
Где взять.
Простейший вариант – приобрести. Видел подобную штуку в интернет-магазине среди инструментов для lampwork, стоимость правда, как и у всего остального ихнего ассортимента - совершенно не сообразная.
Инструмент такого рода, как тело вращения, может быть запросто выточен на токарном станке по металлу. Обойдется это на порядок дешевле купленного в спецмагазине – работа несложная, материал бросовый. Потребуется только найти токаря со станком, а с этим, как ни странно, тоже бывают проблемы.
В строительных и скобяных магазинах попадаются разнокалиберные петли для металлических ворот. Это точеная штуковина практически идеально подходящая для наших целей.
Петля гаражная, незаменимый инструмент при работе с художественным стеклом.
Петля гаражная. В загрузочном положении.
Диаметр поршня у самой крупной петли – около 20мм. Это не позволит производить стеклянные крошки в промышленных масштабах, но для собственных нужд её довольно вполне. Кроме того, при более крупных размерах существенно возрастает потребная сила удара, ну и с мелкими порциями стекла, кои обыкновенно и нужны, обращаться в такой было бы затруднительно. Стоила такая петелька (продаются не парами, но поштучно), полторы сотни рублей – не о чем говорить. К токарю обратиться было бы дороже.
Как пользоваться.
Элементарно дорогие коллеги, более того, приятно - видимо, удовольствие получают некие хулиганские рудименты в душе. В чашеобразную деталь помещаем исходные стекла. Здесь уместно и удобно применение кусачек по стеклу.
Загрузка кусочков нужного стекла.
Собираем наш пресс – вставляем сверху поршень, ставим инструмент на пенёк и ТЫ-ДЫЩ сверху кувалдой. Некрупной, ну или молотком потяжелее. Здесь следует потренироваться – если колотить сильно и не один раз -получается больше мелких, ближе к песку, частиц и наоборот.
Стекло после дробления.
Высыпаем, что не высыпается – выковыриваем магнитящейся проволочкой или длинным гвоздем, рассеваем по крупности на имеющихся ситах.
Набор старых кухонных сит. Два размера ячейки - уже хлеб.
Даже два сита – мелкое-крупное, позволяют получить товарные крошки. Через мелкое отсеивается фракция от пыли до крупного песка, на крупном – крупные кусочки – на повторное дробление.
Отсеянные от песка крошки.
После рассеивания, крошки следует распределить на листе бумаги тонким слоем и повозить над ними магнитом, тоже через бумажку, чтобы отделить металлические частички. Всё, по большому счету, готово. Если крошки будут использоваться для приклеивания, их следует обезжирить – ссыпать в емкость, плеснуть в нее ацетона и хорошенько поболтать.
Блок управления предназначен для управления самодельной печью для фьюзинга (декоративное спекание цветных стекол) и сконструирован как часть печи – на боковой ее стенке. Это позволило ввести внутрь блока управления все выводы (нагревателей и термопары) через стенку, выводы при этом максимально короткие, переходные межблочные кабели, провода, разъемы или клеммы отсутствуют. Высокоэффективная теплоизоляция и воздушный зазор не позволяют блоку управления перегреваться во время работы.
Нагреватели печи – 12 шт, объединены в три группы (3 фазы) по 4 последовательно включенных нагревателя 2 кВт. Получилось 3 группы по 500 Вт, общая мощность печи соответственно – 1.5 кВт. Для коммутации нагревателей применены самодельные электронные ключи на симисторах, аналоги твердотельных реле. Конструктивно, каждый ключ-модуль собран на алюминиевом основании (используется как теплоотвод) от старого жесткого диска ПК.
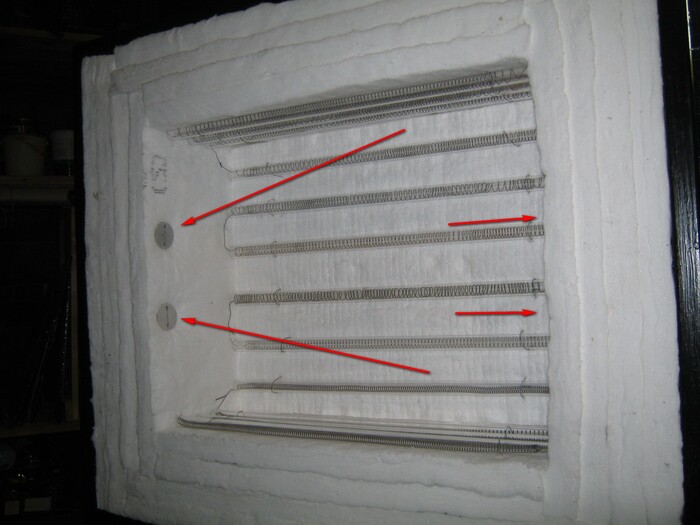
Все промежуточные соединения проволочных нагревателей внутри рабочей камеры (сварены), наружу выходят только выводы групп, контролировать целостность всех этих соединений и самих нагревателей позволяют самодельные трансформаторные датчики тока с индикаторами на передней панели блока.
Здесь, применен программируемый термоконтроллер от паяльной станции для микросхем в BGA (выводы-контактные площадки на дне микросхемы) корпусах. Конструкция корпуса не позволяет монтировать такую микросхему паяльником, ее прогревают насквозь. При этом очевидны также высокие требования к точности поддержания термопрофиля и возможность регулировать скорости нарастания и спада температур. Это роднит обе задачи, практика также показала полную пригодность такого контроллера для спекания стекол. Контроллер китайского производства прекрасно работает и много дешевле специализированных приборов.
Что было использовано для работы.
Набор инструментов для некрупной слесарной работы, набор инструментов для электромонтажа.
Материалы – кроме радиоэлементов понадобилась листовая сталь для корпуса прибора, кусочек оргстекла для лицевой панели, крепеж, мелочи, ЛКМ.
К делу.
На одну из боковых сторон (правую, под рабочую руку) верхней части печи (откидывающейся крышки) выведены все электрические выводы – 6 выводов от 3 групп нагревателей (3 фазы), выводы термопары. Заранее, до монтажа огнеупорной футеровки печи в раму с этой стороны вварены ряд винтов М5 для крепления блока управления.
Между металлической платой-основанием БУ и рамой печи оставил воздушный зазор для вентиляции. 12…15 мм. Для этого под плату, на каждый винт накрутил по нескольку гаек с шайбами.
Первым делом вырезал пластину-основание для монтажа элементов блока управления (далее БУ). Листовая сталь 1.5 мм, болгарка. Просверлил и волшебным надфилем подогнал отверстия так, чтобы плата точно садилась на торчащий крепеж, керамические изоляторы легко проходили через соответствующие отверстия.
Подобрал по месту удобное расположение трех модулей-электронных ключей, просверлил отверстия для их крепления, вырезал детали для передней и задней стенок БУ. На передней стенке блока вырезал проемы для установки элементов управления и индикации.
В местах предполагаемой прокладки жгутов проводов просверлил отверстия для их крепления.
Монтаж передней и задней стенок с треугольниками-подкосами сделал пайкой.
Использовал обычный ПОС-60 и кислотный витражный флюс, но по стали хорошо работают и «паяльная кислота» (хлористый цинк) и кислота ортофосфорная. Железки массивные, кроме мощного паяльника лучше применить и дополнительный подогрев. Здесь применена лабораторная электрическая плитка. Вместе с паяльником 150 Вт они прекрасно справились с задачей. Подогрев газовой горелкой или строительным феном менее удобен и может привести к короблению тонкого металла. После пайки не откладывая, следует отмыть остатки флюса. Теплой водой со щеткой, а лучше слабым раствором соды.
Индикация целостности нагревателей (трансформаторы тока) собрана на миниатюрных неоновых лампочках.
Расценил эту информацию как справочную и вспомогательную и чтобы не уподоблять БУ новогодней елке, индикаторы сделал не слишком яркими, малого диаметра и около края лицевой панели. Яркость подобрал токоограничивающими сопротивлениями, «точечности» добился, выпустив наружу блока только маленькие стеклянные шарики на конце, торце баллона лампочек. Получилось чудо как хорошо, индикацию хорошо видно, но глаза не режет. Для установки лампочки впаял в простую печатную платку, она крепится к панели двумя отрезками толстого медного провода. Пайкой. Снаружи индикаторы прикрыты слоем оргстекла.
Трехфазный «автомат» на 10 А установлен на отрезке DIN рейки припаянном к основанию. По краю квадратика «раскоса» насверлил отверстий для крепления проводов, жгутов.
Подготовленное основание с передней-задней панелью зачистил-обезжирил-покрасил. Поработал наждачной бумагой, протер тряпочкой смоченной бензином, покрасил грунтом-эмалью по ржавчине в два слоя.
После полного высыхания основания установил (впаял) платку с неоновыми лампочками, привинтил модули-симисторные ключи.
Из пластинки оргстекла выпилил прозрачную накладку для передней панели, вычертил и распечатал пояснительные надписи для нее. Прозрачная панель не имеет собственного крепления и удерживается крепежом установочных элементов – кнопок и термоконтроллера.
Панель в сборе установил на печь. Гайки-шайбы стопорные шайбы. Выступающие части винтов спилил тонким абразивным диском УШМ.
Электромонтаж.
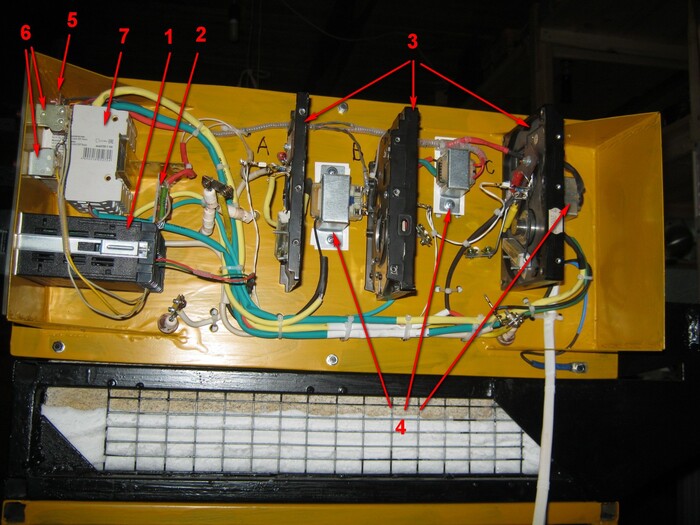
Вид на монтаж готового блока.
Проволочные выводы групп нагревателей соединены с нетонким медным проводом через металлическую деталь – элемент мощной винтовой клеммы. Печь управляется программируемым контроллером Altec-410 (поз.1); для сопряжения с симисторными ключами применен промежуточный модуль (поз.2) жесткие проволочные выводы которого зажаты в винтовых клеммах контроллера. Управляющий сигнал поступает на три симисторных модуля (поз.3); целостность цепей (нагревателей) контролируется трансформаторами тока (поз.4) с индикаторами на передней панели (поз.5). Для пуска и остановки программы, к контроллеру подключены внешние кнопки (поз.6) кнопка «пуск» должна при работе удерживаться в замкнутом состоянии. Трехфазное напряжение подается через автоматические выключатели (поз.7).
Кабель питания – пятипроводный («ноль», 3 фазы, заземление) и составлен из двух мягких проводов в двойной изоляции (2-х и 3-х жильный), соответствующего сечения.
Печь стоит отдельно, розетка питания расположена на потолке.
После опробования БУ в работе, из оцинкованной стали 0,45 мм гнутьем был изготовлен П-образный кожух. Верхняя передняя его сторона несколько удлинена и образует небольшой козырек над передней панелью блока. Это уменьшает скапливание пыли и мусора на выступающих частях, уменьшает боковую засветку. Для циркуляции воздуха внутри блока на верхней и нижней стенках кожуха размечены и просверлены поля отверстий в соответствии с расположением радиаторов ключей. Крепится кожух четырьмя саморезами.
Блок управления на крышке открытой печи для фьюзинга.
Фьюзинг - сплавление цветных стекол в печи - одна из самых интересных областей при работе с декоративным стеклом. Занятие относительно новое, получило развитие и распространение с разработкой цветных стекол с одинаковым КТР (коэффициентом температурного расширения). Главное препятствие для занятий такого рода творчеством – дорогая печь, особенно, если речь идет о сколь ни будь существенных размерах. Здесь описана самодельная печь для фьюзинга с рабочей камерой 300х400 мм и полезной высотой 120 мм. Это позволит кроме спекания плоских заготовок, еще и формовать (моллировать) стекло на невысоких моделях, отжигать довольно крупные стекляшки, например, выполненные стеклодувным способом. Печь проста, не содержит дорогих и дефицитных материалов, потребляет немного электричества. Общая мощность печи 1.5 кВт, ее можно включать, в том числе и в квартирную, гаражную сеть. Футеровка печи выполнена на основе рулонных огнеупорных материалов. В числе прочего, это дало и невысокую массу печи – ее без труда могут переносить два человека. Разъединив печь (верх-низ), она помещается в легковой автомобиль для перевозки. Это дает возможность использовать печь на выездных семинарах и мастер-классах. В стационарных условиях печь установлена на специальном столике, ее проволочные нагреватели объединены в три группы и подключены к разным фазам трехфазной сети.
Столик. Рама печи. Сварены из стандартной квадратной трубы 20х20х1 мм.
Первым делом сварил столик, на нем, как на шаблоне собрал еще четыре одинаковых прямоугольника. Это были основания (верх-низ) для двух частей печи.
Получив основания, собрал их с вертикальными стойками, на дне и крыше печи установил по две дополнительные перекладины, отрезал и установил две коротких стойки и длинную горизонтальную ручку для откидывания крышки печи с нагревателями и контроллером.
Из нетолстого стального листа нарезал и вварил небольшие косынки. Тщательно проварил все швы, сбил шлак, зачистил неровности.
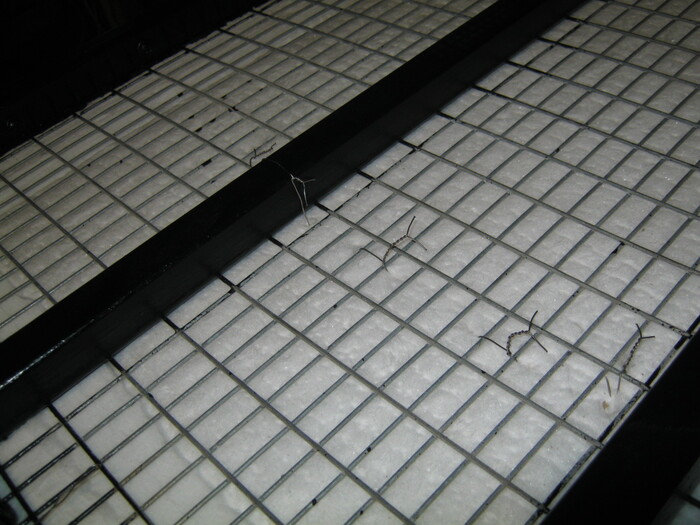
Металлическое ограждение каркаса печи выполнено из мелкоячеистой стальной оцинкованной сварной сетки. Сетка крепится изнутри каркаса. К ней и трубам каркаса прикрепляется мягкая футеровка.
Куски сетки по размеру стенок вырезал и подгонял. Крепил сетку короткими саморезами с большой плоской шляпкой («для плоских листов»).
Предварительно для саморезов сверлил отверстия. В некоторых местах удобным оказалось применение больших «кузовных» шайб (М6) подложенных под саморез. Один из краев шайбы предварительно отгибал плоскогубцами.
Соседние сеточные стенки несколько смещены друг относительно друга, при этом их вертикальные прОволочины проходят друг сквозь друга.
Спроектировал петли крышки печи. Их несколько необычная форма нужна для более вертикального откидывания крышки в начальный момент. Это не позволяет приминаться и истираться краям огнеупорной футеровки, позволяет более полно задействовать внутренний объем рабочей камеры.
Вычерченные в Автокаде детали петель распечатаны в масштабе 1:1 и перенесены на стальной лист, вырезаны.
Дополнительные треугольные детали – подкладки для верхних частей петель. Для меньшего износа тонкого металла под нагрузкой, отверстия для осей усилил накладками.
Установил на живую нитку нижние части петель, прокладки. Поверх прокладок прихватил верхние части петель. Предварительно верхние части скреплены шарнирами (короткие болтики) с нижними.
После опробования, детали тщательно проварены, швы зачищены.
Стопор для открытой крышки печи выполнил из нетонкой стальной полосы и двух упоров. Упоры сделал из ввареных в раму обрезков болтиков. Фигурный паз сверху стопора выпилил ручной ножовкой по металлу, просверлив в конце пропила отверстие.
Вариант повышающий удобство эксплуатации печи – газовый лифт (два). Его (их) усилие, длину и расположение придется подобрать по месту.
Готовый металлический каркас печи и столик покрасил. Столик с деревянными полками - остатками эмалей ПФ-115 нескольких цветов (что удалось наскрести), каркас печи – черной термостойкой эмалью КО. Железки предварительно зачистил и обезжирил тряпочкой смоченной бензином. Эмали немного разбавлял нужными растворителями до удовлетворительной текучести (меньше подтеков) и покрывал в три слоя с полным высыханием предыдущего. Оцинкованные детали (сетку) не красил.
Нагреватели печи проволочные в кварцевых трубках. Кварцевые трубки позволяют удобно крепить нагреватели к металлическому каркасу печи (изоляторы), не позволяют осыпаться окалине на расплавленную заготовку. Проволочные нагреватели применил готовые – запасные спирали для электроплиток. Три группы по четыре нагревателя позволяют вывести наружу выводы групп только с одной боковой стороны, внутрь корпуса контроллера. Внутренние промежуточные соединения из относительно тонкой проволоки сделал сваркой, подобно изготовлению термопар.
Мои кварцевые трубки уже были нарезаны в размер. При необходимости длинные заготовки режутся механизировано, алмазным инструментом, например, бормашиной со специальными насадками-дисками, или обычным приемом, принятым в стеклодувном деле. Внутренний диаметр моих трубок – 11…12 мм. Стандартные плиточные спирали мощностью 1.5 кВт выровнял и перемотал на диаметр близкий к 11 мм, кроме того слегка укоротил до мощности 2 кВт (последовательное соединение – 500 Вт в секции). Они лучше помещались в трубках, витки слегка растянуты для предотвращения межвитковых замыканий, остались длинные выводы.
Намотку спиралей другого диаметра делал на подходящем железном шкворне снабженном удобной ручной. Спираль навивал между двух сжатых в тисках дощечках из мягкой древесины, подобно навивке пружин.
Сваривал внутренние выводы нагревателей инвертором настроенным на малый ток ~10А, флюс – кашица из буры с борной кислотой. Лучше всего у меня получались аккуратные оплавленные шарики, если хорошо скрученными проводами чиркнуть подобно спичке о кусочек листовой нержавейки. Полярность обратная. Угольный (графитовый) электрод или порошок графита смешанный с бурой давал худшие результаты.
Наружные выводы нагревателей (под винт) приваривал из такой же проволоки сложенной вдвое – сопротивление этого участка (вывода) будет меньше, греться он будет незначительно, соединение (снаружи, зажатое между шайб) не будет слишком сильно окисляться и проработает дольше. Приварить более толстую проволоку или проволоку медную, менее удобно – сварочное соединение получается хуже, чем, если сваривать три одинаковых проволоки.
Футеровка печи выполнена из мягкого рулонного материала – «керамического одеяла» Сerablanket толщиной 25 мм. Толщина футеровки 100 мм. Одеяло легко режется строительным ножом с новым острым лезвием, работать следует в респираторе – вредная пыль.
Прямоугольные куски отрезал под линейку, с небольшим запасом. На место они становились враспор.
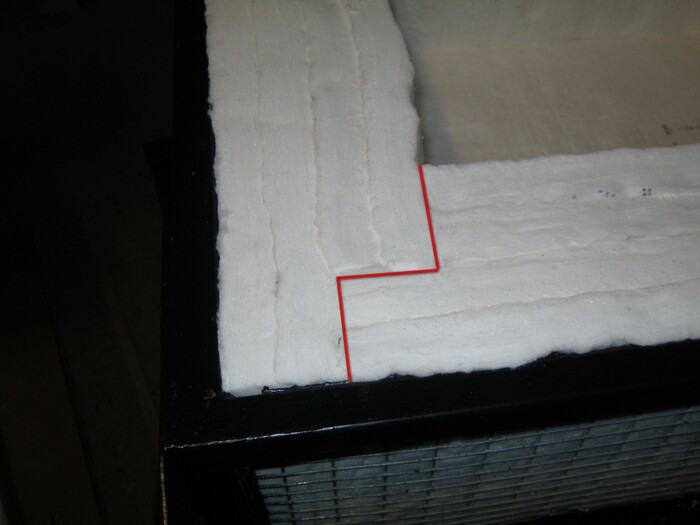
Верхняя часть печи, ее крышка имеет чашеобразную конструкцию, нижняя часть печи заполнена огнеупором полностью, всклень. Порядок укладки был такой – два слоя по периметру крышки (по боковым стенкам), два слоя дна, еще два слоя по боковым сторонам, еще два слоя дна.
Большое число слоев позволило сформовать на углах этакие замки, аналогичным образом уложено и дно верхней части печи.
Нижняя часть печи заполнялась прямоугольниками одеяла без затей, слоями.
На верх (дно рабочей камеры печи - под) положил имеющуюся огнеупорную волокнистую плиту (более твердую), но можно обойтись и одним одеялом.
Монтаж нагревателей в крышке печи. Кварцевые трубки со спиралями привязывал нетолстой нихромовой проволокой (ø0,6 мм) к внешнему металлическому каркасу печи. Сквозь керамическое одеяло. Для работы сделал из 2.5 мм латунной проволоки длинное шило с зубом на конце, подобное «крючку» для прошивки обуви. Зуб выпилил ювелирным лобзиком.
Каждая трубка закреплялась проволокой в двух местах. Шило легко прокалывает мягкую футеровку, при некотором навыке можно довольно точно попасть и в нужную точку с обратной стороны.
Наружное крепление нихромой проволокой нагревателей в кварцевых трубках.
Трубки с нагревателями слегка утапливал в одеяле. Кроме механического крепления нагревателей, шилом продергивал и выводы спиралей наружу (на одну из боковых стенок печи, где будет расположена коробка контроллера). Проволочные ячейки сетки вокруг выводов удалены (выкушены мощными кусачками).
Керамические пуговицы для крепления оставшихся без нагревателей боковых сторон футеровки. Существуют специальные, здесь применил имеющиеся керамические прокладки для транзисторов (при установке их на радиаторы) в больших металлических корпусах. Они применялись в старой специальной и промышленной электронике. Промыл растворителем от остатков теплопроводной пасты и уретанового лака, распределил немногое имеющееся. Хватило как раз.
Наружные выводы нагревателей заделал в подобранные керамические бусы от старой нагревательной техники.
Получилось по несколько конусообразных, вставляющихся друг в друга и по термопарному «биноклю». Две проволочины продевались через отдельные отверстия и скручивались снаружи, бусы несколько утапливались в мягкую футеровку. Здесь же, аналогичным образом заделывалась и термопара (К-типа, хромель-алюмелевая).
Блок управления является неотъемной частью печи смонтированной на боковой стенке верхней ее части. Все выводы (нагревателей, термопары) выходят внутрь блока управления (будет описан отдельно).
Прогон печи, лучше назвать прожогом – первоначальные несколько включений лучше делать на улице или под очень хорошей вытяжкой. Выжигаются некие необязательные частицы огнеупорного одеяла, об этом, собственно, есть предупреждающая надпись и на упаковочной коробке. Прожог делал на улице, пропустив через приоткрытую дверь трехфазный кабель. При рабочей температуре до 750 °С (max четверть часа за цикл обработки), держал печь 6 часов при 800 °С. При этом выжглась основная часть, первые 5…7 циклов внутри (помещения) немного попахивало, приходилось приоткрывать дверь. В принципе, нагревательные печи следует оснащать индивидуальной вытяжкой (зонтом).
Внешняя отделка печи ограничилась обшивкой верхней части (пыль, мусор). Обшил оцинкованной кровельной сталью 0,45 мм, закрепил вытяжными заклепками.
Красивое фото горячей печи описываемого типа. Здесь и далее в тексте - фото чужие из сети.
Появление новых материалов дает и новые, порой фантастические возможности. Истина вполне очевидная и впечатляет ум, но не сердце. Ему подавай примеры, да позабористей. Да вот, не угодно ли…
Известно, что ряд областей бытия просто немыслим без высоких температур. Возьмем что покрасивше – ДПИ (декоративно прикладное искусство). На ум немедленно приходит гончарное дело с ихними обжигами, эмалями, ангобами и глазурями. Занятие несколько менее популярное, но также всенепременно требующее специальной печи – стеклодувное дело. Здесь стекло после спаивания и формовки помещается в печь для отжига – снятия внутренних напряжений, без этого, почти неизбежен брак или вовсе разрушение изделия. Во всяком случае, лопнуть может в любой момент эксплуатации. Собственно, мастерская стеклодува (прибориста или работающего с декоративным стеклом) в первую очередь характеризуется двумя цифрами – максимальным диаметром вероятного изделия (зависит и от оборудования, но в первую очередь от квалификации мастера) и максимальной его длиной (только размер печи). То есть - величина определяющая и статус печи среди прочего оборудования весьма высок.
При работе со стеклом, существуют еще несколько высокотемпературных печных техник – фьюзинг (сплавление слоями) и моллирование (формовка под собственной тяжестью размягченного листа). Здесь также нужна специальная печь, площадь пода которой нередко достигает (мебельные, интерьерные и архитектурные элементы, автомобильные стекла) не одного квадратного метра. Ну и можно вспомнить, подобные ювелирным, техники работы с высокотемпературными эмалями, хотя здесь размеры, как правило, значительно скромнее.
Словом, для многих мастерских специальная печь – оборудование обязательное. Наверное, не стоит говорить, что обычно, это даже не оборудование, но скорее сооружение – большое, массивное, понятно дорогостоящее. Однако, помянутые современные материалы, существенно изменили положение и сегодня можно легко осуществить то, что пяток лет назад казалось невероятным. Если говорить о печах, появились легковесные, пористые огнеупоры с высокой эксплуатационной температурой и очень хорошими теплоизоляционными свойствами. Это сделало печи много легче, проще и экономичнее. Скорость нагрева и остывания такой (электрической) печи проще, гибче и точнее регулировать программируемым термоконтроллером.
Распространение гибких огнеупорных материалов с высокими характеристиками, кроме того, позволили делать до чрезвычайности простейшие печи на легком металлическом каркасе, в том числе и переносные, транспортируемые. Это позволило легко устраивать, например, полный цикл изготовления керамики на выездных семинарах или мастер-классах. Часто, «в поле» такие печи разогреваются простейшим газопламенным оборудованием. Рассмотрим устройство такой печи как базу, основу или принцип. Итак.
Что понадобилось для изготовления
Сетка стальная сварная, «керамическое одеяло» Сerablanket, набор мелкого слесарного инструмента, керамические пуговицы или кусочки трубки, проволока нихромовая. Газовое оборудование – горелка инжекционная пропановая, баллон 27 л(50л) пропан, редуктор, соединительный шланг. Для контроля температуры – термопара (лучше в футляре), при необходимости - 0,5…1 м компенсационного провода, термометр для этого типа термопары (если говорить о мобильности, лучше с батарейным питанием).
Приступим.
Делаем ограждение для нашей печи. Размер и форму можно выбрать почти произвольно, но исходя из рулонности сетки и огнеупора, проще всего сделать цилиндр. В случае газового нагрева, это кроме прочего, позволит раскаленным продуктам сгорания лучше омывать садку.
Высоту внутреннего рабочего пространства в данном цилиндрическом случае, стоит выбирать равной или кратной высоте рулона огнеупорного одеяла, иначе будет много лишних обрезков.
Нужного диаметра цилиндр из сетки легко монтируется перехлестом краев. Скрепляются края проволокой или проволочными же, собственными концами сетки.
На выступающем краю сеточного цилиндра формуется бортик. Частично он удерживает рулон футеровки на стенках (это будущее дно печи), частично – служит для удобного крепления дна.
Из сетки вырезается и привязывается проволокой круг – опора, основа дна печи.
Из огнеупорного одеяла вырезаем несколько кружков и вставляем через верх. Толщина, понятно – такая же, как и на стенках.
Важный момент – керамическое одеяло изнутри периодически привязывается проволокой (лучше нихромовой) к внешней сетке. Насквозь.
Чтобы тонкая проволока не прорезала мягкое одеяло, подкладывают увеличивающие площадь элементы. Логично и правильно – специальные керамические пуговицы, здесь – мастер применил другой имеющийся в наличии керамический элемент. Это также может быть кусочек керамической трубочки, вольфрамовый неплавящийся электрод (?). В печах с несколько более низкой и лучше контролируемой температурой (фьюзинг, моллирование – обычно до 750°С, электрический нагрев, точный контроль температуры без выбегов) можно применить и элементы из нетолстой нержавеющей стали.
Аналогичным образом изготавливается и крышка печи. Собственно, ограждение готово.
Для разогрева внутренностей газом, нужно всего ничего – проделать два отверстия. Внизу сбоку, для горелки и на крышке сверху, для выхода газов. Не забыть воткнуть термопару и можно разжигать.
Такие простейшие печи весьма популярны у бродячих керамистов, на всяких ихних сборищах, и не даром. Вот, например компания керамистов на пленере. Прибайкалье. Обжиг ведется в двух самодельных печах из бочек, аналогичной конструкции.
Пуговицы толстые, металлические, горелки самодельные, керамика внутри – явно шликерное литье.
Идея такой экспресс-печи может быть воплощена несколько более тщательно, как например печи артели керамистам.ру
Не слишком впечатляет, не так ли? Из трудно достижимого в гараже или домашней мастерской – только круглая форма обручей каркаса из квадратной трубы. Все остальное легко сделает мастер знакомый с азами слесарного дела и сварки. Даже обычным плавящимся электродом. Ток поменьше, диаметр электрода 2 мм, раскусить напополам, полярность обратная. А стоит между тем, около полусотни тысяч кровных. Плюс стоимость транспортировки до места назначения. Правда в придачу дают лещадку (дно), горелку и все газовые потроха, термометр.
Печь адаптированная для мастерской без гибочного оборудования. На фото обжиг системы «раку». Это когда раскаленную черепушку погружают в опилки или солому. Получается своеобразная красивая поверхность.
Температура в печи.
Вид в смотровое окошко нагретой печи.
Печь без дна. Лещадка не установлена.
Да, ряд подобных печей, как например эта, не имеют штатного дна вовсе. То есть совсем. Вместо этого, перед работой в нее закладывают, устанавливают керамическую пластину - лещадку. Ее несколько приподымают над землей, можно на кирпичах. Этих лещадок может быть несколько и тогда чашки и горшки закладывают этажами. Это очень экономит место.
Легкие печи из керамического одеяла и сетки применяют не только керамисты. Стекляшечники нисколько не отстают, правда форма печей несколько своеобразная – своя специфика. Например, печи для фьюзинга, а особенно моллирования представляют собой этакий легкий металлический чемодан, выстланный изнутри такого рода огнеупорами. Электрические нагреватели – спирали, в глубокой крышке. Газовый нагрев не применяется – пыль (вплавится в стекло), неравномерность температуры, сложно ее точно контролировать.
Каркас большой кустарной печи для фьюзинга и моллирования. Дно на ножках.
Каркас большой кустарной печи для фьюзинга и моллирования. Будущая крышка печи.
Собранная печь без внешней декоративной обшивки. Видно, что на огнеупорах сэкономили – внешний, более холодный слой футеровки выполнен из менее дорогой базальтовой ваты. Видны смотровые оконца.
В печи приоткрытой на штатных шарнирах видна внутренняя футеровка керамическим одеялом и эл.нагреватели – спирали из нихрома или фехраля внутри кварцевых трубок (для удобства монтажа, эл.изоляции и предохранения от вероятной осыпающейся окалины).
Сбоку виден кончик термопары.
Крышка еще одной большой печи для фьюзинга и моллирования подобного типа.
Здесь для закрывания печи применен специальный механизм, уменьшающий усилия оператора. Крышка печи сфотографирована вверх ногами, в положении для удобного ремонта и обслуживания. Вместо керамических пуговиц – металлические (нержавеющая сталь?) «бантики». На торце печи организовано специальное вздутие для плотного прилегания к поду. Под печи столообразной конструкции с колесиками, откатывается в сторону. Часто, применяются подъемные механизмы с системой блоков, поднимающие крышку подобной большой печи на нетолстых тросах ручным воротом или маленьким эл.подьемником.
Выводы
Итак. Рассмотрен принцип конструирования простых и недорогих высокотемпературных печей. Принцип очень адаптивен – легко учесть специфические требования к нагревательному оборудованию. Печи получаются легкие (в том числе и вполне мобильные), экономичные, относительно компактные. Небольшая механическая стойкость мягкой нежной футеровки в полной мере компенсируется ее невысокой стоимостью и высокой ремонтопригодностью конструкции в целом. В печах может быть применен как огневой нагрев (газ, жидкое топливо, дрова), так и электрический. В последнем случае, при применении современных программируемых термоконтроллеров, кроме точного поддержания температуры и выполнении сложной программы-термопрофиля, можно реализовать и низкие скорости нагрева и остывания (важно!), присущие тяжелым теплоемким печам.
Фьюзинг, (англ. fusing от fuse — спекание, плавка) относительно новомодное рукоделие и в том виде как есть сейчас родилось в 1990 г. Видимо, изготовление «спекаемого» витража стало возможным с появлением цветных стекол с равным КТР (коэффициентом теплового расширения). Выполняется так – на стекло-основу выкладывается рисунок из цветных кусочков стекла, причем края их, в большинстве случаев, не требуют точной подгонки и обработки, достаточно стеклореза и специальных кусачек. Собранную заготовку помещают в специальную печь и нагревают до температуры начала расплавления стекла.
Полученный витраж выглядит очень своеобразно – плавные округлые края, каждый элемент напоминает этакий растаявший леденец. При наличии толики художественных способностей получаем весьма интересные вещицы. Более того, здесь можно применить целый арсенал приемов - задействовать металлическую фольгу, опилки, проволоку, крошки и пудру из стекла, трафареты для них, приемы перегородчатой эмали, применять обжиговые краски по стеклу и керамике, химикаты дающие пузырьки внутри стекла. Печь для фьюзинга позволяет также проводить формовку листового стекла – моллирование. Готовые вещицы можно соединять «низкотемпературными» методами, тот же Тиффани, в большие витражи. Словом – бездна возможностей для творчества.
Цветное стекло с одинаковым КТР, как и многие материалы для фьюзинга стоят дорого, однако же, самой затратной статьей в освоении этой техники является конечно печь. Печь для сплавления стекол довольно необычна, форма ее диктуется технологией спекания – плоский под-стол на который удобно класть стеклянный лист-заготовку, откидная крышка с внутренними нагревателями. В целом, напоминает чемодан, на некоторых даже застежки есть.
Фото 2. Классическая печь-чемодан для фьюзинга, небольшого объема. Чужое из сети.
Муфельные печи – с нагревателем поверх камеры-муфеля, для фьюзинга не используются – после нагрева стекла до температуры плавления изделие следует довольно быстро охладить до температуры отжига, при этом, печи частенько приоткрывают. Быстрый сброс температуры в муфеле затруднен – слишком велика тепловая инерция, да и закладывать заготовки в камеру неудобно.
Печи для фьюзинга существуют очень разных размеров и соответственно мощностей. С нагревателями небольшой печки вполне может справиться и домашняя проводка.
Спекание стекол «за не дорого».
Попробовать себя в этом интересном деле можно и не тратя больших сумм – для начала, существует оригинальный вариант с АлиЭкспресса – специальные тигли для микроволновки. Представляет собой огнеупорный тигель с графитовой обмазкой изнутри. Обмазка раскаляется в СВЧ волнах и греет излучением стекло. Достоинство одно, но изрядное – стоимость. На момент написания тигель стоил 2-4 тыс.руб. в зависимости от размера.
Фото 3. Тигель для микроволновки. Чужое из сети.
Недостатков у такого простого варианта, как водится, масса. Контролировать температуру можно только визуально, «на глазок», контролируемый отжиг для снятия внутренних напряжений невозможен. Малый размер – только для бижутерии, невозможность использования металлов. Как правило, подобрав опытным путём режим спекания и израсходовав при этом прилагающиеся в комплекте осколки стекла, занятие и тигель забрасывают.
Маргариту оттащил Коровьев. – Я ванну пристроил, – стуча зубами, кричал окровавленный Могарыч и в ужасе понес какую-то околесицу, – одна побелка... купорос...
Булгаков А.М. – Мастер и Маргарита.
Специализированная электрическая печь, конечно, значительно более совершенна, однако, самая маленькая – 200х200 мм, стоит 35 тыс. руб. Понятное дело – одни огнеупоры, контроллер с заданием термопрофиля, кварцевые и керамические трубки для нагревателей, сборка опять-же… Обладая мастерской или гаражом, толикой слесарных навыков и опытом работы с электричеством, вполне можно собрать такую печь самостоятельно, потратив на материалы меньше половины стоимости, но что делать безлошадным-безгаражным жителям «бетонных джунглей»?
Идея.
Идея чрезвычайно простой и недорогой печи для фьюзинга «промежуточных» характеристик, принадлежит тов. «Илья МГУ», с металлического форума. Печь небольшого размера, но уже можно выпекать стекляшки куда более серьезные, нежели кольца-брошки-подвески в микроволновке. Можно использовать проволоку, фольгу и весь арсенал фьюзинговых приемов. Электрический нагреватель сопротивления в крышке, термопара с простым температурным контроллером. Невысокая, даже для квартиры мощность, возможность изготовления на кухне из широко распространенных недорогих деталей и элементов. Конструкция не содержит специализированных высокотемпературных огнеупоров.
Фото 4. Авторская конструкция мини-печи для фьюзинга. Чужое фото из сети.
В качестве верхней крышки печи чемодана, используется деталь от электрической плиты со стеклокерамической поверхностью – конфорка. Она имеет металлический кожух футерованный волокнистым огнеупором, в который заформованы специальные выступы ленты-нагревателя. Конфорка дополняется ручкой и термопарой подключенной к простому контроллеру. В качестве основания, применена плоская жестяная банка залитая гипсом.
Собственный вариант простой печи из конфорки.
Мне досталось две б/у конфорки внутренним рабочим диаметром 140 мм, с механическим термостатом в металлическом (существуют варианты с кварцевой трубочкой) чехле.
Фото 5. Заготовка-конфорка. Исходный вид.
Что было использовано при работе.
Инструменты, приборы, оборудование.
Набор обычного некрупного слесарного инструмента, ювелирный лобзик с принадлежностями, небольшая УШМ, шуруповерт или электродрель. Набор электромонтажного инструмента, паяльник 40 Вт для электромонтажа, покрупнее – 60…80 Вт – для конструктивной пайки. Разметочный инструмент. Пригодился инструмент для установки вытяжных заклепок, строительный фен.
Контакты термостата конфорки были принудительно замкнуты и пропаяны, к выходным клеммам припоем олово-медь, припаяны провода в силиконовой изоляции. Рядом с термостатом, просверлено отверстие и во внутреннюю полость, введена термопара хромель-алюмель (тип К), от мультиметра. К щупу штатного термостата термопару прикрепил несколькими витками нихромовой проволоки.
Жестяной кожух – на поверку, оказался самым сложным элементом моей печи. Спаян он из «кровельной» оцинкованной стали 0,5 мм, припоем олово-медь (температура плавления выше чем у свинцовых припоев) . Флюс – паяльная кислота (хлористый цинк), паяльник 60 Вт. Сложные детали выпилены ювелирным лобзиком, прямые резы – слесарными ножницами по металлу. Кривые линии размечались так – заготовку железки приставлял в нужное место, и циркулем, с иголкой в центре конфорки, вычерчивал нужного радиуса дугу.
Фото 7. Выкраивание криволинейных деталей кожуха.
Фото 8. Сборка кожуха пайкой.
Паял изнутри, главным образом для эстетики. Напротив «ножевых» клемм штатного конфорочного термостата, с припаянными к ним проводами, на кожухе сделал вентиляционные отверстия (сверху и снизу), чтобы те охлаждались током воздуха, и припой не расплавился.
Фото 9. Один из держателей ручки.
За край кожуха, решил зацепить и один из кронштейнов для ручки, этим же крепежом пришпилил держалку для проводов. Жестяные железки скреплял алюминиевыми вытяжными заклепками.
Фото 10. Детали переднего держателя ручки.
Передний кронштейн для ручки крепился на штатный кожух и состоит из двух жестяных деталей. К кожуху крепится короткими саморезами, соединение между собой – заклепками.
Внешняя часть.
Нагреватель конфорки, мощностью 1200 Вт для запекания стёкол слишком мощный – темп нагрева для столь малого объема велик, стекло не успевает равномерно прогреваться, заготовка растрескивается. Для устранения недостатка мощность нагревателя пришлось понизить – включить последовательно с ним мощное сопротивление – масляный обогреватель на половине мощности. При этом на нагревателе конфорки падение напряжения составляет ровно половину сетевого – 110 вольт.
Контроллер для управления печью – простой, «однотемпературный» с самодельным «твердотельным реле» - мощным тиристорным ключом. На его задней стенке смонтирована розетка для подключения последовательной с печью нагрузки и винтовой клеммник для нагревателя печи. Термопара подключается непосредственно к контроллеру.
Крышка печи стоит на огнеупорной основе – асбестовый лист, под которым половинка кирпича из пенобетона. Рядом, стоит держать такую же огнестойкую подкладку – на нее, при необходимости, можно поставить горячую верхушечку «открытой» печи.
Спекание.
При спекании стекол нужно выдержать две главных температуры – начала плавления стекла (710…800°С в зависимости от сорта стекла) и температуру отжига (500…600°С зависит от сорта и размеров заготовки). Первичный нагрев происходит максимально (в разумных, конечно, пределах) плавно, после, температура быстро сбрасывается до «отжиговой».
Обычно, процессом руководит программируемый контроллер «с термопрофилем». Здесь, применен простой контроллер с поддержанием одной температуры, а переключают их вручную - полуавтомат. По достижении 800 °С (~30 мин.), крышка печи приоткрывается, на контроллере устанавливается 500 °С и изделие отжигается 1 час. После, нагреватели печи отключаются и изделие остывает вместе с печью до комнатной температуры (~1 час). Небольшие размеры стекляшек, позволяют не опасаться мелких неточностей процесса.
Фото 12. Первый образец нагрет до ~750 град. Цельсия.
Фото 13. Первый образец после остывания.
Ну что же, первый опыт вполне удачен – стекла сплавились, но не в ровную поверхность, образец не растрескался – температурный профиль для этого сорта стекла следует признать удачным. Попробуем, что ни будь более осмысленное.
Фото 14. Пара хрюшек перед спеканием. Белка и Стрелка.
Фото 15. Готовые остывшие хрюшки.
Два зверя, хм, вполне в духе дня, как олимпийские мишки, в свое время… Здесь, в порядке эксперимента, вплавлено два сорта бисера, медная проволочка, стекла приплавлены не только «внахлест» но и практически «встык». Бисер (стекло с отличающимся КТР) и медная проволока (тем более) должны быть очень небольшого размера (диаметра, сечения), относительно основного стекла и тогда возникшие напряжения не разрушат изделие.
Одна из работ. Фото на варежках, освещение уличное.
Стекло – своеобразный, капризный, весьма непростой в обработке, но удивительный материал. Существует немало декоративных техник для работы с ним, фьюзинг - сплавление в печи - одна из самых эффектных. Техника эта относительно молодая и получила широкое распространение с появлением специальных цветных стекол с одинаковым КТР (коэффициент теплового расширения). Детали из только таких стекол можно сплавлять в единую конструкцию иначе более-менее сложная (крупная) работа при остывании разрушается от внутренних напряжений. Средствами фьюзинга получаются стекляшки подобные леденцу - с гладкими оплавленными краями. В технике фьюзинг хороши как небольшие декоративные вещицы, дамская бижутерия, так и фрагменты-детали большого витража или даже витраж целиком. Техника конечно не без недостатков – готовые работы плоские и односторонние; дорогие стекла, материалы и химикаты, а главное – специальная печь.
Обожаю заглядывать мастерам через плечо! Сегодня, этакую экскурсию в свою домашнюю витражную мастерскую мы и проведем на примере изготовления в помянутой технике фьюзинг стеклянных ёлочных игрушек – на дворе начало декабря, самое время.
Что понадобилось для работы.
Художественное стекло для фьюзинга, специальная печь, набор инструментов, химикатов, приспособлений и оборудования для обработки стекла (см. ниже), мелочи.
Он не здесь уже, он по соседству
где-то, ближе к детству, к школе, что ли,
ближе к манускрипту, к палимпсесту,
к бронзовому ангелу с трубою.
Гаснущие блики ближе к сердцу
принимает он, чем нас с тобою.
М. К. Щербаков – CHINATOWN
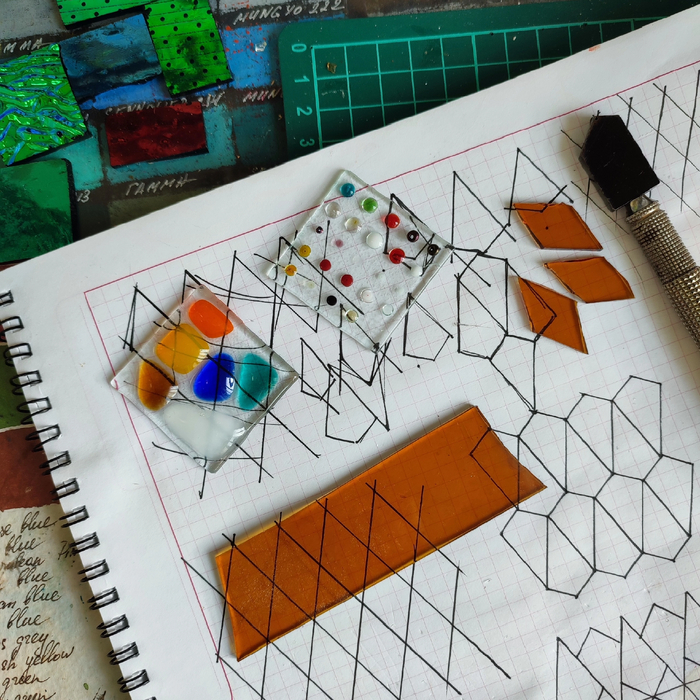
Первым делом идея и её проработанный рисунок. Здесь, мы сосредотачиваемся на технических аспектах дела, оставляя за скобками художественно-эстетическую сторону – формы, размеры, цветоведение, прозрачность – с этими обширными сведениями читатель может ознакомиться самостоятельно в специальной литературе. Конструкция нашей вещицы должна быть сообразной, достижимой применяемой техникой. Печное спекание дело непростое - мы не можем вмешаться в процесс или видеть его протекание. Одна единственная неустойчивая стеклянная деталь-крошечка, может скатиться при нагревании и испортить всю работу или размягченные детали поведут себя не так как предполагалось, поэтому гарантий нет никаких и каждый раз открываешь крышку остывшей печи затаив дыхание. Впрочем, опыт позволяет сводить вероятность неудачи к минимуму.
Расплавленное стекло подобно густой жидкости, этакому сиропу. Рассматривая его таким образом, нетрудно предсказать и поведение стекла в печи – детали размягчаются и провисают несколько расплываясь. Отчасти действуют и силы поверхностного натяжения – свободно лежащая стекляшка в конечном итоге стремиться собраться в каплю. Из этих соображений и должна быть сконструирована работа.
Проработанный рисунок с нашей идеей выполняется в натуральную величину и называется картоном (Фото 2).
Фото 2. Картон ёлочной игрушки-ангела.
Шаблоны.
Для переноса контуров деталей на заготовки – цветное стекло, применяются шаблоны из нетонкой прозрачной пленки (Фото 3). Пленка слишком толстая тоже нехороша – трудно вырезать ножницами. Ориентироваться можно на толщину 0,25…0,4 мм. В сложной работе все детали заранее пронумеровываются на картоне, эти номера переносятся на шаблоны спиртовым фломастером.
Фото 3. Шаблоны деталей елочной игрушки-ангела.
Шаблон прикладывается к стеклу правильной стороной и обводится тем же спиртовым фломастером. Прозрачная пленка позволяет рассмотреть рисунок под шаблоном и выбрать лучший вариант для крупных деталей. Многие, особенно слоистые стекла имеют и выраженное направление. Длинные и узкие детали следует располагать вдоль него иначе их трудно будет отрезать.
Резка стекла.
Фигурная резка стекла – главный витражный навык. Резка в большинстве случаев по предварительной разметке - произвольному контуру на стекле. Такие резы делаются стеклорезом от себя, вперёд, при этом хорошо видно линию реза. Для подобной работы удобнее роликовый масляный стеклорез с узкой головкой (Фото 4). В работе придерживаться обычных правил резки листового стекла – ровная, гладкая (легко сметать крошки) и слегка упругая поверхность, значительный и непрерывный нажим на инструмент, рез от края и по возможности более прямой, нельзя проводить стеклорезом по одной линии дважды.
Фото 4. Вырезание стеклорезом небольшой детали из витражного стекла. Стеклорез с узкой головкой, рез «от себя».
По прочерченной стеклорезом царапине стекло нужно сломать – добиться в этом месте трещины. Либо обычном образом, постукивая с обратной стороны массивным металлическим шариком на рукоятке стеклореза, либо специальными витражными инструментами – ломателями (Фото 5). В утешение – витражное стекло тоньше обычного оконного и менее прочно, после небольшой практики, как правило, уверенно режется даже детьми среднего школьного возраста.
Фото 5. Работа одним из ломателей стекла. Инструмент хорошо подходит для «отщипывания» маленьких кусочков около края заготовки.
Фото 6. Вырезанные стеклорезом детали двух фигурок ангелов. В «помпонах» твердосплавным инструментом с водой просверлено по отверстию для веревочек.
Выравнивание краев деталей, подгонка.
В некоторых крупных работах детали не обтачивают, сплавляют сразу после стеклореза. В работах мелких и сложных и при повышенных требованиях к точности и качеству торцов, их следует обработать на шлифовальной машине – сглаживаются неровности, устраняются зазоры. Шлифовальная машина – главный инструмент в витражном деле, например, в технике Тиффани. Мы используем самодельный агрегат (Фото 7) и сверлильный станок (Фото 8) для особенно мелких деталей. Алмазный инструмент при работе необходимо омывать водой.
Фото 7. Шлифовальная машина для обработки торцов стекла. Омывание инструмента при помощи циркуляционного насоса.
Фото 8. Импровизированная шлифовальная машина для мелочей. Сверлильный станок настроен на ~3000 об/мин, во время работы к обратной стороне инструмента прижимается мокрая губка. Работать в защитных очках.
Фото 9. Стеклянный ангел в процессе обточки-подгонки.
Подготовка основания для спекания
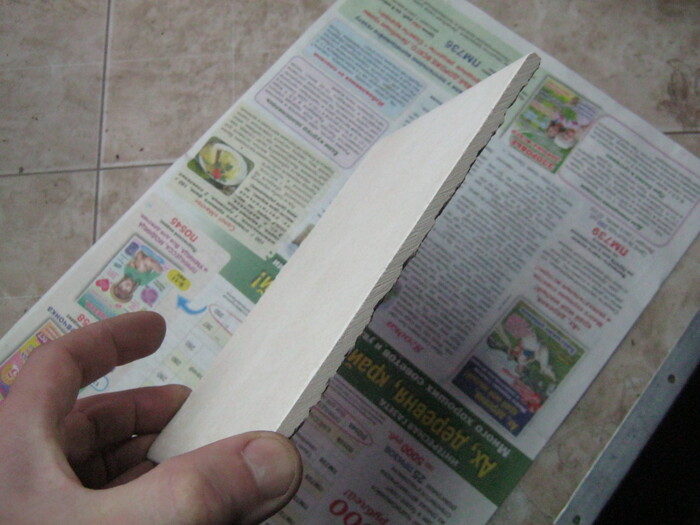
Прежде всего основание – кроме специальной дорогой керамики преотлично работает обычная облицовочная плитка (Фото 10, 11).
Фото 10. Кусок керамической облицовочной плитки.
Фото 11. Кусок керамической облицовочной плитки, вид сзади.
Размягченное в печи стекло отекает и неизбежно насмерть прилипает к незащищенному керамическому основанию или поду печи. Существует несколько специальных средств и множество не менее специальных химикатов для предотвращения их слипания. Аэрозоли, готовые жидкости и порошки для их приготовления. Весьма удобна в работе «керамическая бумага». Наш бюджетный вариант – сухой просеянный гипс (алебастр). Для надежности – поверх керамической бумаги (Фото 12) - при аккуратном обращении она таким образом работает десятки циклов.
Фото 12. Подготовленное основание – керамическая плитка со слоем керамической же бумаги, через ситечко нетолсто присыпанная сухим гипсом.
Сборка фигурки.
КАРЫЧ - Как ты думаешь, можно ли его (ангела-хранителя) всё таки как-то увидеть, и он постоянно при мне или налётами?
ЛОСЯШ – Мне тоже своего надо увидеть! Я неделю возился с реактивами в лаборатории, делал очень интересное научное открытие, а сегодня забыл снять его с конфорки и оно сгорело! Я хочу спросить, а где он порхал в этот момент?! Я хочу поговорить с его начальником!
М/ф СМЕШАРИКИ, Жмурки и ангелы.
Фото 13. Сборка на подготовленном основании. Ангел-хранитель. - У вас несчастные случаи на стройке были? – Нет, не было. – Ну вот и не будут!
Сборка из подготовленных деталей. Не дыша (гипс), тончайшим пинцетиком. При оформлении фигурок применялись кусочки стеклянных струн изготовленных на горелке, стеклянные крошки (измельченные в стальной ступке кусочки стекла рассеянные затем на фракции), запекаемая краска по стеклу.
Фото 14. Сборка елочных ангелов. Работа над стеклянной прической. Используются наколотые стеклянные струны.
Фото 15. Чтобы отверстие в расплавленном помпоне не затянулось, в него вставлен свернутый крохотной палочкой клочок керамической бумаги.
Фото 16. Собранные фигурки. Анфас.
Фото 17. Собранные фигурки, профиль.
Собранные на небольшом основании фигурки (Фото 16, 17), с рабочего стола аккуратнейшим образом переносятся в печь (Фото 18).
Фото 18. В печи, перед спеканием.
Спекание.
Спекание стекол – длительный многостадийный процесс, к счастью автоматизированный. Полный цикл от включения до открытия остывшей до ~50 град. Цельсия печи – 18…20 часов. Максимальная температура нашей программы – 740 град. Цельсия. Интересно, что интенсивное сплавление длится только несколько минут, все остальное время – очень плавный нагрев и остывание с разными скоростями, плюс «плато» для выравнивания температуры, выгонки воздушных пузырей между слоями, наконец - отжига готового изделия. Рекомендуемые «термопрофили» следует искать у изготовителя стекла и экспериментально подгонять под свою печь и нужды. Изменяя температуру и время сплавления можно добиться как рельефных работ, так и сплошной ровной пластинки с оплавленными краями.
Фото 19. В печи температура 740 град. Цельсия.
Что получилось.
После извлечения из печи фигурки отчищаются и отмываются с жесткой щеткой от прилипшего сзади гипса, алмазным инструментом – на шлифмашине и надфилями притупляются возможные острые кромки. Ёлочные игрушки снабжаются веревочками, упаковываются.